Изобретение относится к области машиностроения, в частности к способам и устройствам для нанесения антифрикционных покрытий из самосмазывающегося материала на текстильной (ткань, трикотаж) или нетканой основе на радиальные, радиально-упорные и шарнирные подшипники скольжения.
Известно устройство для получения полых изделий (А.с. №1333453, В21D 39/20, СССР, 30.08.87, БИ №32) [1], которое для создания давления отверждения покрытия подшипниковой втулки включает в себя резьбовую пару, тарировочную шайбу и раздвижные клиновые элементы. Давление отверждения создается резьбовой парой и передается на покрытие через клиновые раздвижные элементы. Однако рассмотренное устройство имеет ряд недостатков:
- давление по всей поверхности покрытия неравномерно, что обусловлено различной величиной перемещения нажимных секторов;
- стык клиновых элементов создает, как зеркальный отпечаток, дефект на покрытии;
- данное устройство не обеспечивает одинаковой величины давления отверждения независимо от упругих свойств втулки, на которую наносится покрытие, т.к. механические и упругие свойства корпусов подшипников различны, например металлического и пластмассового.
Таким образом, имеют место поверхностные дефекты покрытия.
Наиболее близким к заявленному объекту по выполнению и достигаемому результату техническим решением является способ закрепления покрытия на полом изделии и устройство для его осуществления (А.с. №1705629, F16С 33/12, СССР, 15.01.92, БИ №2) [2], принимаемое за прототип. Описанный способ закрепления покрытия включает операции сборки технологического пакета, введение в него нагружающего элемента, нагружения пакета давлением при его нагреве. Устройство для закрепления покрытия содержит нагружающий элемент в виде сосуда с формующей упругой поверхностью и с размещенной в нем жидкостью, давление насыщенного пара которой равно давлению отверждения покрытия.
Однако способ, реализованный в описанном устройстве, и само устройство имеют ряд недостатков:
- в технологическом пакете необходим слой антиадгезива, препятствующий соединению отверждаемого покрытия с материалом стенок сосуда;
- отсутствие предварительной фиксации заготовки покрытия, выполненной из препрега, может приводить как к смещению заготовки вдоль продольной оси, так и к ее перекосам, при температурах 180...200°С, за счет изменения геометрии герметичного сосуда;
- для изготовления герметичного упругого сосуда требуется сложная технологическая оснастка;
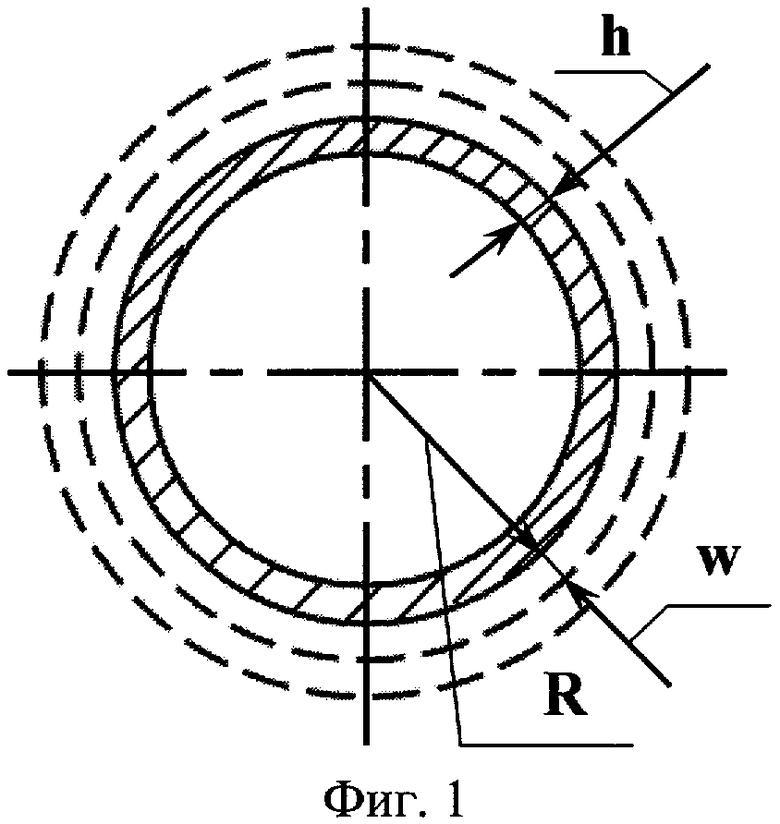
- изготовление герметичного тонкостенного сосуда из металлов не позволяет получить требуемого усилия отверждения покрытия при длине сосуда, равной подшипниковой втулке, что подтверждается расчетами ниже. Например: для стали модуль Юнга Е=2·105 МПа = 2·106 кг·см-2, давление отверждения покрытия р=1...3 МПа = 10...30 кг·см-2, диаметр сосуда D=20 мм, толщина стенки h=0,4 мм (фиг.1), радиальный зазор между покрытием и формующим элементом  , где R - радиус формующего элемента, диаметральный зазор Δ=2W=0,00075 см [3].
, где R - радиус формующего элемента, диаметральный зазор Δ=2W=0,00075 см [3].
Следовательно, за счет герметичной металлической камеры при нагревании до температуры отверждения не будет выбран технологический зазор 0,1 мм.
Техническим результатом заявленного изобретения является повышение качества отверждаемого покрытия за счет устранения поверхностных дефектов, обусловленных сдвигом заготовки вдоль оси пакета, и перекосов слоя покрытия из-за неравномерного расширения стенок герметичного сосуда и отсутствия антиадгезионного слоя, а также упрощение конструкции технологической оснастки.
Поставленная цель достигается тем, что в известном способе нанесения покрытия на внутренние поверхности изделия, включающем отверждение покрытия при повышенных температурах и давлении, в полый технологический пакет вводят формующий элемент, сопряженный с усеченным конусом, обеспечивающий технологический зазор, и производят фиксацию препрега, деформируя формующий элемент и препрег до некоторой величины εl [4], а создание давления отверждения производят за счет термического расширения формующего элемента устройства. Устройство для осуществления способа нанесения покрытия на внутренние поверхности изделия содержит формующий элемент, выполненный из упругого эластомерного или полимерного материала, и резьбовую пару.
Технологический пакет для отверждения покрытия (фиг.2, 3, 4) включает в себя:
1 - корпус оснастки;
2 - корпус подшипника;
3 - препрег, представляющий собой композиционный материал из переплетения нитей двух типов - армирующих волокон, пропитанных связующим компонентом, и антифрикционных волокон;
4 - упругий формующий элемент, сопрягающийся с усеченным конусом 5;
5 - усеченный металлический конус;
6 - кольцо;
7 - гайку.
На фиг.2, 3, 4 изображена технологическая оснастка для нанесения покрытия на внутреннюю поверхность изделия.
Фиг.2 - технологический пакет для нанесения антифрикционных покрытий на рабочую поверхность радиальных подшипников скольжения.
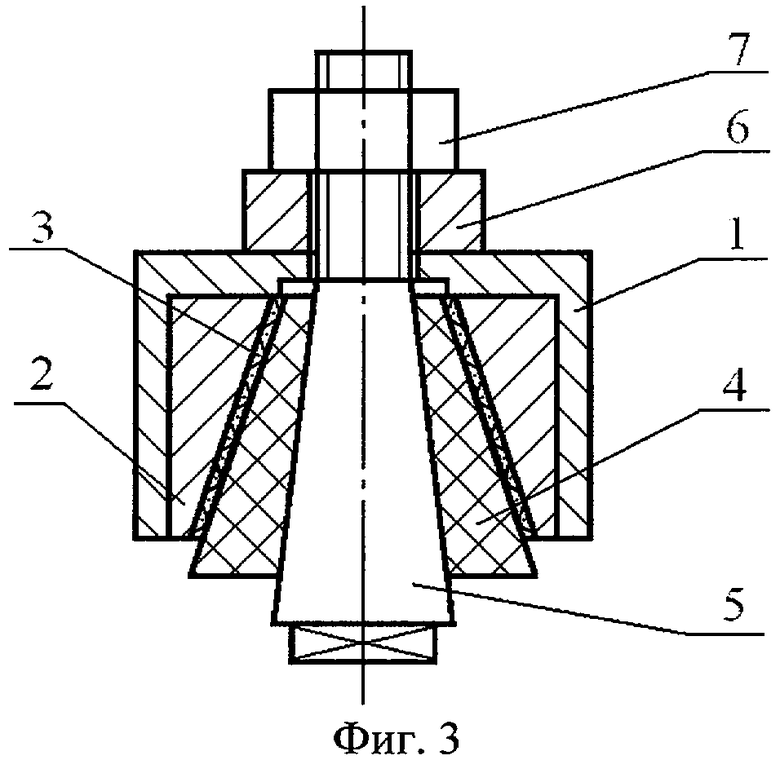
Фиг.3 - технологический пакет для нанесения антифрикционных покрытий на рабочую поверхность радиально-упорных подшипников скольжения.
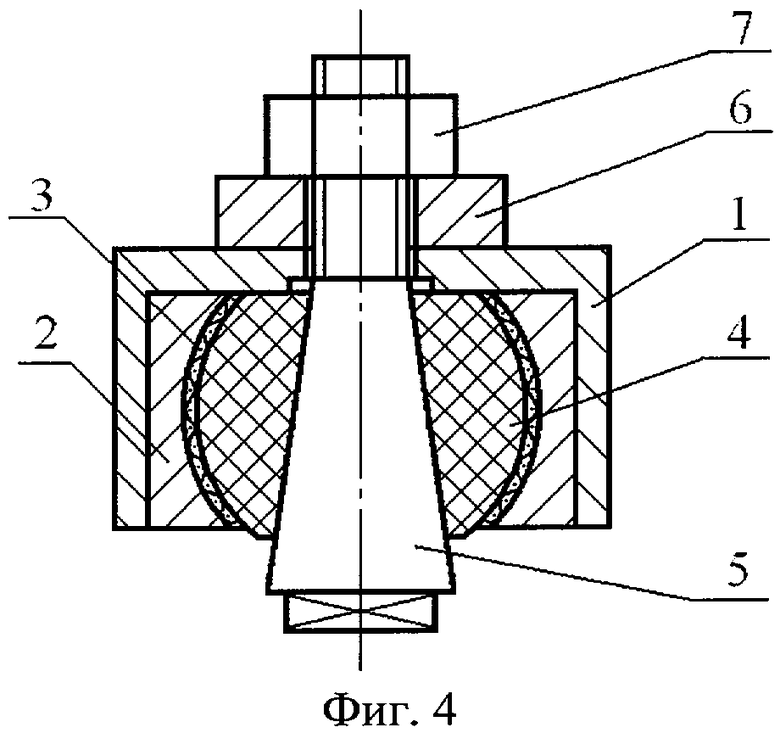
Фиг.4 - технологический пакет для нанесения антифрикционных покрытий на рабочую поверхность шарнирных подшипников скольжения.
Способ реализуется следующим образом: после установки корпуса подшипника 2 в корпус оснастки 1 и укладки в корпус подшипника 2 препрега 3, вводят с технологическим зазором упругий формующий элемент 4, сопряженный с усеченным конусом 5. Затем производят фиксацию препрега 3 за счет деформирования упругого формующего элемента 4 при помощи кольца 6 и гайки 7 до некоторой величины εl, отнесенной к "естественному" состоянию материала. При этом деформируются поверхностные ворсинки и части нитей антифрикционного волокна, свободные от матричного материала.
При помещении технологического пакета с устройством в термошкаф и нагревании его до температуры отверждения, за счет термического расширения упругого формующего элемента, выполненного из эластомерного или полимерного материала, обладающего температурой высокоэластичности выше температуры отверждения покрытия не менее чем на 20°С, создается равномерное давление, необходимое для закрепления и отверждения покрытия.
Толщина стенки упругого формующего элемента рассчитывается исходя из необходимого давления по обобщенным законам Гука с учетом температурных деформаций [3].
Использование резин на основе фторкаучуков (СКФ-26, СКФ-260), кремнийорганических резин на основе каучуков СКТВ-1 (ИРП-1401, ИРП-1226), СКТФВ-803 (ИРП-1354), СКТФ-2 и ограниченно наполненных фторопластов типа АФГ-80 ВС в качестве материала упругого формующего элемента позволяет равномерно выбрать технологический зазор и обеспечить равномерное давление при отверждении за счет того, что коэффициент их линейного расширения на порядок выше, чем у металлов (см. табл.), а высокая теплостойкость каучуков СКТВ-1, СКФ-26, СКФ-260, СКТВ-1 (250°), СКТФВ-803 (300°) обеспечивает сохранение физико-механических свойств после выдержки более 2 часов при вышеуказанных температурах. Это позволяет многократно использовать упругий формующий элемент [5].
Для обеспечения равномерного давления при отверждении толщина стенки упругого формующего элемента должна колебаться незначительно, поэтому угол конуса клиновой пары (2α) должен стремиться к минимальному значению, т.к. величина нагрузки прямо пропорционально cos α. Поэтому выбираем α=3...4°.
Изобретение позволяет повысить качество изделий за счет предварительной фиксации препрега и упростить способ нанесения покрытия и конструкцию устройства для его осуществления.
Источники информации
1. А.с. СССР №1333453, В21D 39/20, 30.08.87, БИ №32.
2. А.с. СССР №1705629, F16С 33/12, 15.01.92, БИ №2 - прототип.
3. Писаренко Г.С. и др. Сопротивление материалов. - Киев: Вища школа, 1973. - С.444...448.
4. Рядченко Ю.В. Деформационные свойства препрегов антифрикционных покрытий // Вестник Дон. гос. техн. ун-т. Ростов н/Д: ДГТУ. - 2004. - Т.4. №1 (19). - С.31-35.
5. Попилов Л.Я. Новые материалы для судостроения. Ч.3. - Ленинград: Судостроение, 1972. - С.23, 30, 31, 37, 85-99.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закрепления покрытия на полом изделии и устройство для его осуществления | 1989 |
|
SU1705629A1 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЕ | 2010 |
|
RU2457906C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| Композиционный материал из углеткани и фосфатного связующего и способ его получения | 2023 |
|
RU2808804C1 |
| Способ получения армированного углекомпозита на основе порошкового связующего, содержащего твердую эпоксидную смолу и бифункциональный бензоксазин (варианты) | 2023 |
|
RU2813113C1 |
| Токопроводящее порошковое связующее на основе эпоксидной композиции и способ получения препрега и армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2820925C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559446C1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2603798C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ИЗДЕЛИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2005 |
|
RU2285613C1 |
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него | 2023 |
|
RU2809529C1 |
Изобретение относится к области машиностроения, а именно к способам и устройствам для нанесения антифрикционных покрытий из самосмазывающегося материала на текстильной или нетканой основе на радиальные, радиально-упорные и шарнирные подшипники скольжения. Способ нанесения покрытия на внутренние поверхности изделия заключается в сборке технологического пакета, введения в него нагружающего устройства, его нагрева и нагружения отверждаемого покрытия. При этом производится фиксация покрытия в пакете за счет деформации "препрега" до величины "естественного" состояния, а нагружение пакета давлением производится в момент нагрева за счет термического расширения формующего элемента нагружающего устройства. Устройство содержит формующий элемент и резьбовую пару для осуществления способа нанесения покрытия на внутренние поверхности изделия при сборке технологического пакета и введения в него нагружающего устройства. Нагружение пакета давлением производится в момент нагрева за счет термического расширения формующего элемента нагружающего устройства. Формующий элемент выполнен из упругого материала. Достигается возможность повышения качества отверждаемого покрытия за счет устранения поверхностных дефектов, обусловленных сдвигом заготовки вдоль оси пакета и перекосов слоя покрытия из-за неравномерного расширения стенок герметичного сосуда, и отсутствия антиадгезионного слоя, а также упрощение конструкции технологической оснастки. 2 н. и 2 з.п. ф-лы, 1 табл., 4 ил.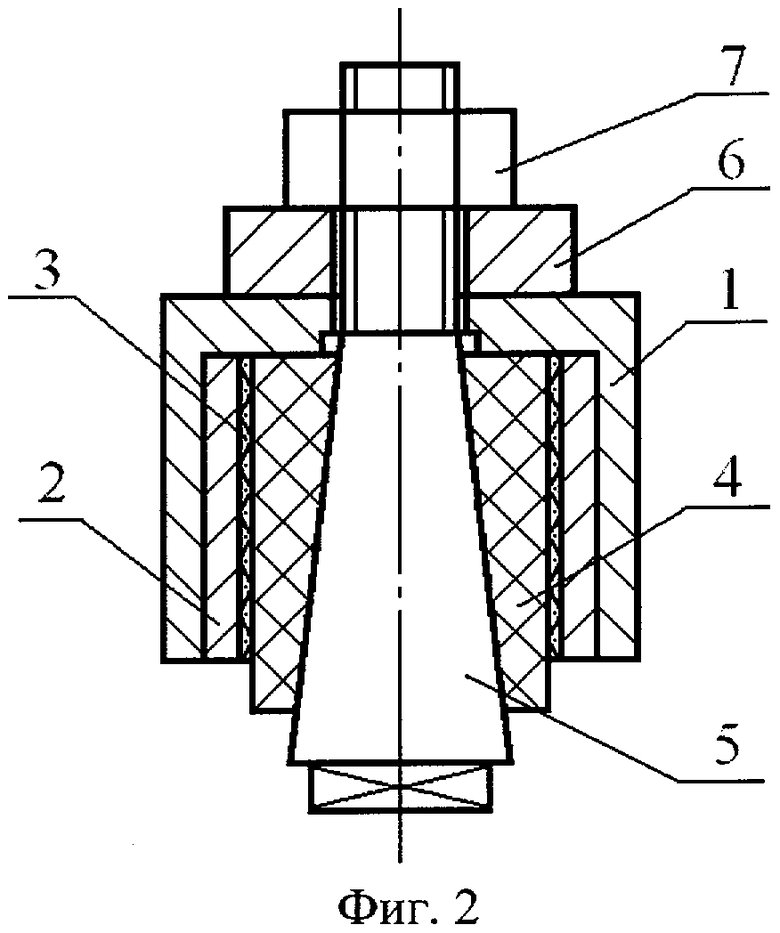
| Устройство для нанесения покрытия на внутреннюю поверхность труб | 1976 |
|
SU609558A1 |
| US 5951761 А, 14.09.1999 | |||
| Устройство для гравитационного спуска штучных грузов | 1973 |
|
SU524741A1 |
| Экструзионная головка для нанесения полимерного покрытия на длинномерный материал | 1983 |
|
SU1080993A1 |
| US 3947172 A, 30.03.1976 | |||
| US 4344907 A, 17.08.1982. | |||

