Изобретение относится к переработке полимерных материалов экструзией, в частности к головкам экструзеров для нанесения полимерных покрытий на кабели, провода или нити. Изобретение может быть использовано в кабельном производстве и в производстве химических волокон для нанесения полимерных покрытий методом экструзии. Известна экструзионная головка для нанесения полимерного покрытия на длинномерный материал, содержащая корпус с каналом для подачи расплава полимера, дорн, регулировочные винты, формующий элемент, установленный с возможностью радиального перемещения посредством регулировочных винтов 1. . Недостаток известной экструзионной головки заключается в том, что при радиальном перемещении формующего элемента не обеспечивается равномерный кольцевой зазор и тем самым равномерность толщины покрытия длинномерного материала. Наиболее близким к изобретению по технической сущности и достигаемому результату является экструзионная головка для нанесения полимерного покрытия на длинномерный материал, содержащий корпус с каналом для подачи расплава полимера, дорн, смонтированные в корпусе регулировоч ные винты, матрицу, установленную с возможностью радиального перемещения посредством регулировочных винтов, контактирующих рабочей поверхностью с рабочей поверхностью матрицы 2. Недостаток известной экструзионной головки заключается в том, что при радиальном перемещении матрицы посредством регулировочных винтов, смонтированных перпендикулярно оси дорна, не обеспечивается точность регулирования ее перемещения, пО: скольку величина перемещения матрицы равна величине хода регулируемых винтов и составляет 0,05-0,10 мм. Все это приводит к разнотолщинности покрытия, причем колебания его толщины составляют более -0,03 мм, что недопустимо по требованиям, предъявляемым к покрытиям, например, из фторопласта на филаментной полимерной нити диаметром 0,62 или 0,82 мм. Цель, изобретения - повышение равномерности нанесения покрытия за счет обеспечения точности регулирования перемещения матрицы. Указанная цель достигается тем, что в экструзионной головке для нанесения полиMepHojO покрытия на длинномерный материал, содержащей корпус с каналом для подачи расплава полимера дорн, смонтированные в корпусе регулировочные винтЫ, матрицу, установленную с возможностью радиального перемещения посредством регулировочных винтов, контактирующих рабочей поверхностью с рабочей поверхностью матрицы, регулировочные винты смонтированы параллельно оси дорна, а рабочие поверхности регулировочных винтов и матрицы выполнены коническими. Известное конструктивное рещение обес-. печивает повьдаение точности регулирования толщины покрытия за счет более точного перемещения матрицы, достигаемого посредством конических поверхностей регулировочных винтов и матрицы. На чертеже изображена экструзионная головка для нанесения полимерного покрытия. Экструзионная головка для нанесения полимерного покрытия содержит корпус 1, в котором размещен дорн 2, имеющий калибровочно.е отверстие 3, через которое проходит провод или нить. В верхней части корпус 1 имеет плату 4. Дорн 2 зафиксирован в корпусе 1 с помощью гайки 5 и заплечика 6. Корпус 1 имеет канал для подвода распла§а в полость 7. В нижней части корпуса 1 расположена матрица 8, крепящаяся к корпусу 1 винтами 9. Величины отверстий в матрице .8 под крепежные винты 9 позволяют перемещаться ей в радиальном направлении. В корпусе 1 размещены регулировочные винты 10 н 11, имеющие резьбовые 12 и конические 13 рабочие поверхности, служащие для радиального перемещения матрицы 8 и фиксации ее в нужном положении. В корпусе 1 может размещаться три и более регулировочных винтов 10 и 11. Рабочая поверхность 14 матрицы 8 в месте контакта с рабочими поверхностями 13 регулировочных винтов 10 и 11 выполнена в виде конуса 14. Экструзионная головка работает следую образом. Расплав полимера поступает в полость 7, обтекает дорн 2, проходит через матрицу 8 и наносится на движущийся провод или нить 15. Центровка положения матрицы 8 относительно калибровочного отверстия 3 дорна 2 осуществляется регулировочными винтами 10 и 11. Регулировочный винт 10 вывинчивается из корпуса 1 на нужную величину, при этом его рабочая поверхность 13 поднимается вверх и отходит от конической рабочей поверхности 14 матрицы 8. Затем регулировочный винт 11 поворачивается на определенный угол и ввинчивается в корпус 1. При этом его рабочая поверхность 13 опускается вниз и перемещает матрицу 8 в радиальном направлении. После этого концентричность получаемого провода или нити 15 проверяется на соответствие заданным значениям равномерности толщины полимерного покрытия При несоответствии полученных значений равномерности покрытия заданным величинам производится дополнитеда ная центровка положения матрицы 8 относительно 34
калибровочного отверстия 3 дорна 2 с помо-(индекс АЛ52) позволяет получить эконощью винтов10 и 11. Использование предла-мический эффект в 62000 руб./г на одну
гаемой экструзионной головки в линии нане-производственную поточную линию изготовсения полимерного покрытия ЛНПП 1ления химических волокон с покрытием.
1080993 

| название | год | авторы | номер документа |
|---|---|---|---|
| Двухручьевая экструзионная головка | 1986 |
|
SU1643167A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА И УСТРОЙСТВО ДЛЯ СМЕЩЕНИЯ И ФИКСАЦИИ ДОРНА | 2000 |
|
RU2197383C2 |
| Экструзионная головка для нанесения полимерного покрытия на длинномерный материал | 1985 |
|
SU1369908A1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА С ЦЕНТРИРУЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2245248C1 |
| Экструзионная головка для формования многослойных изделий из термопластов | 1987 |
|
SU1502383A1 |
ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПО сл ас о со со СО КРЫТИЯ НА ДЛИННОМЕРНЫЙ МАТЕРИАЛ, содержащая корпус с каналом для подачи расплава полимера, дорн, смонтированные в корпусе регулировочные винты, матрицу, установленную с возможностью радиального перемещения посредством регулировочных винтов, контактиру1рщих рабочей поверхностью с рабочей поверхностью матрицы, отличающаяся тем, что, с целью повыщения равномерности нанесения покрытия за счет обеспечения точности регулирования перемещения матрицы, регулировочные винты смонтированы параллельно оси дерна, а рабочие поверхности регулировочных винтов и матрицы выполнены коническими.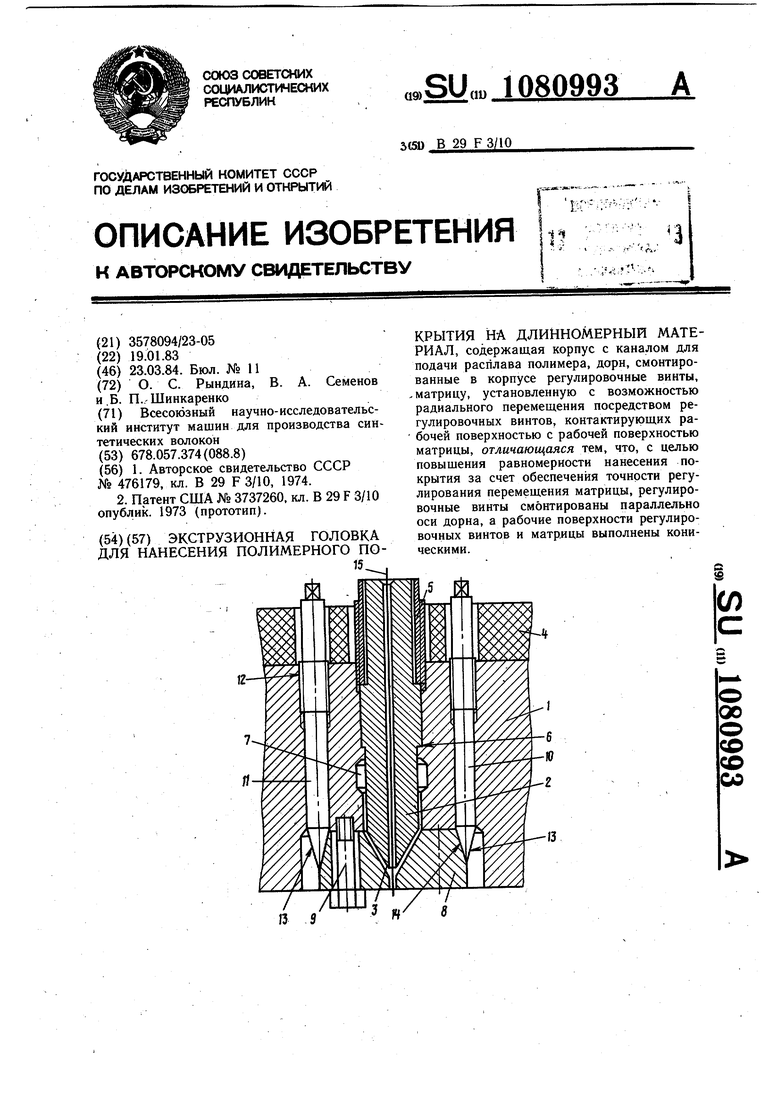
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кабельная головка к экструдеру | 1974 |
|
SU476179A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3737260 | |||
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
