Изобретение относится к технологии изготовления многослойных изделий, в частности к способам изготовления многослойного изделия из полимерных композиционных материалов, и может быть использовано в машиностроении, энергетике, авиационной промышленности и других областях техники.
Известен способ изготовления многослойного изделия из полимерных композиционных материалов, включающий выкладку слоев или группы слоев препрега на формообразующую оснастку, укладку между слоями или группами слоев препрега не менее одного слоя волокнистого наполнителя, не пропитанного смолой, и формование полученного пакета слоев путем нагрева до заданной температуры, приложения давления на выложенный пакет слоев и выдержки в течение времени, необходимого для придания пакету слоев требуемой формы, при этом перед формованием на выложенный пакет слоев укладывают впитывающие слои и дренажную систему, затем полученный пакет упаковывают в гермочехол и подключают его внутреннюю полость к вакуумной системе, при этом волокнистый наполнитель, не пропитанный смолой, укладывают с припуском по периметру относительно пакета слоев препрега, и соединяют его с вакуумной системой с помощью дренажной системы, а приложение давления осуществляют за счет создания вакуума в полости гермочехла или одновременного создания вакуума в полости гермочехла и избыточного давления сжатого газа на гермочехол в автоклаве (см. патент RU №2116887, Кл. В 29 С 43/20, опубл. 10.08.1998).
Однако надежность изделия, полученного данным способом, недостаточно высокая из-за возможности растрескивания и расслоения изделия в процессе эксплуатации вследствие высоких вибрационных и динамических нагрузок, что отрицательно сказывается на ресурсе изделия, кроме этого, данный способ технологически сложен из-за необходимости доводки поверхности изделия и не позволяет получать детали со стабильными размерами.
Технический результат предложенного способа - упрощение технологии изготовления и повышение надежности и долговечности изделия.
Указанный технический результат достигается тем, что в способе изготовления многослойного изделия из полимерных композиционных материалов, включающем нанесение группы слоев материала на формообразующую оснастку, согласно изобретению рабочую поверхность оснастки обрабатывают антиадгезионным материалом, наносят напылением первую группу слоев из полиуретана и/или эластомера, отверждающихся в диапазоне температур от 10 до 40°С, отверждают слои кроме последнего и накладывают на последний неотвержденный слой тканный или волокнистый материал, на который наносят вторую группу слоев из армированного пластика, и после отвержения наносят напылением третью группу слоев из полиуретана и/или эластомера, отверждающегося при температуре от 10 до 40°С.
Выбор полиуретана или эластомера, отверждающихся в диапазоне температур от +10 до +40°С, обусловлен их прочностными свойствами, возможностью нанесения без отекания материала на крупногабаритные вертикальные и отвесные поверхности, так как материал в данном диапазоне температур отверждается до более или менее прочного формообразованного состояния за 20-60 секунд. Данные материалы при применении простотой технологии нанесения не требуют специального термовакуумного оборудования. При выборе иных марок полиуретанов или эластомеров, например СКУ, необходимо применять сложную дорогостоящую технологию нанесения и отверждения данных материалов.
Первую и третью группы слоев наносят напылением для получения равнопрочного материала изделий при ускорении и удешевлении процесса формования.
Вторую группу слоев можно наносить выкладкой или намоткой для получения изделия с заданной прочностью в определенных направлениях и способного противостоять образованию трещин при вибрационных нагрузках, а также для получения изделия различной конфигурации.
Для наилучшего отделения готового изделия от формообразующей оснастки, антиадгезионный материал может содержать парафин, и/или воск, и/или фторопласт.
Толщина первой группы слоев может быть не менее 0,5 мм, что позволяет повысить трещинностойкость изделия в целом. При толщине первой группы слоев менее 0,5 мм уменьшается устойчивость изделия к образованию трещин и разрывов при вибрационных нагрузках, может происходить выкрашивание связующего из армированных слоев в процессе старения; толщина первой группы слоев зависит от толщины всех групп слоев.
Можно использовать полиуретан и эластомер твердостью 60-85 Шор А, что позволяет получить требуемые (в зависимости от назначения изделия) характеристики первой и третьей групп слоев в зависимости от видов нагрузки и эксплуатационных параметров изделия в целом.
Для унификации используемых технологических процессов вторая группа слоев может содержать эпоксидные связующие, отверждающиеся при температуре от 15 до 300°С. Данные связующие позволяют получить технологические и эксплуатационные характеристики в широком диапазоне свойств.
В часть второй группы слоев могут быть заформованы элементы, являющиеся силовыми и присоединительными элементами конструкции, которые позволяют изделие присоединить к другим частям конструкции, упростив систему крепления крупногабаритных деталей.
Для качественного уплотнения и пропрессовки вторую группу слоев после нанесения на оснастку можно выдерживать под вакуумом -0,01-(-0,095) МПа до и после заформовывания элементов, являющихся силовыми и присоединительными элементами конструкции.
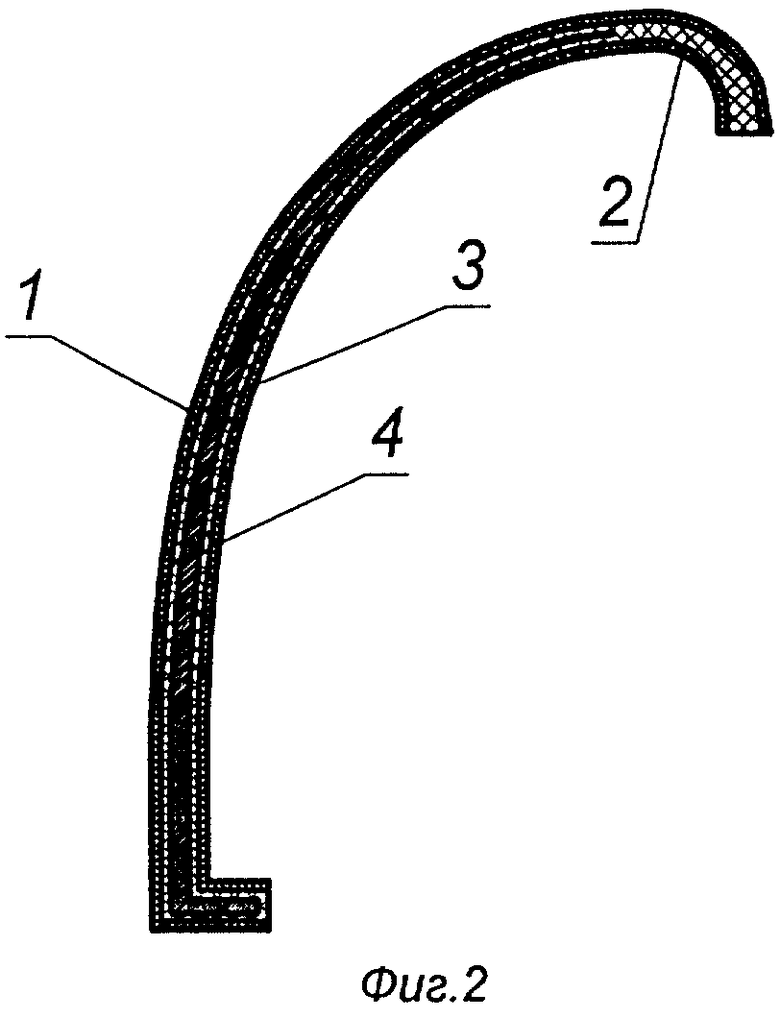
На фиг.1 изображена вакуумная пакетная сборка;
на фиг.2 - сегмент готового изделия, схематично разделенного по слоям.
Изделие, изготовленное данным способом (см. фиг.2), содержит первую группу слоев 1, например, из полиуретана, вторую группу слоев 2 из армированного пластика, третью группу слоев 3, например, из полиуретана, и заформованный во вторую группу слоев 2 из армированного пластика силовой элемент 4.
Изделие изготавливают при помощи вакуумной пакетной сборки (см. фиг.1). Вакуумная пакетная сборка содержит оснастку 5 с нанесенным на ее поверхность антиадгезионным составом 6 и полуфабрикат изделия. Полуфабрикат изделия нанесен поверх антиадгезионного слоя 6 и состоит из слоев первой и второй групп 1, 2 соответственно и заформованного во вторую группу слоев 2 силового элемента 4, причем на антиадгезионный слой 6 сначала нанесена путем напыления первая группа слоев 1 из полиуретана, на которую затем выложена вторая группа слоев 2 из армированного пластика, в которую, в свою очередь, заформован силовой элемент 4. Поверх полуфабриката изделия уложен слой грубой ткани 7, например капрон артикул 56026 ТУ 17 РСФСР 62-4080-87, затем слой перфорированной пленки 8, дренажные слои 9 и завершает пакетную сборку вакуумный мешок 10 (пленка), которая герметизируется на оснастку 5 герметиком 11. Вакуумный мешок 10 соединяют с вакуумным насосом (не показан).
Реализация способа рассмотрена на двух примерах. Первый пример иллюстрирует изготовление накопительной емкости объемом 9 м3 (2000*3000*1500) - самостоятельного изделия, имеющего простую форму и не являющегося ответственной деталью, к качеству которой предъявлялись бы повышенные требования.
Второй пример иллюстрирует изготовление входного устройства газотурбинного двигателя, имеющего сложную форму, являющегося ответственной деталью и входящего в состав каждого газотурбинного двигателя.
Пример 1.
Изготавливают каркасную легкую оснастку 5 из фанеры, форма наружной поверхности которой соответствует и будет оформлять внутреннюю поверхность накопительной емкости. Устанавливают оснастку 5 на пол "вверх дном", располагая ее под вытяжной вентиляционной системой (на фиг.1 не показана). Затем на поверхность оснастки 5 наносят кистью антиадгезионный состав 6 на основе бензина и воска (90/10 массовых частей) в 2 тонких слоя с просушкой каждого на воздухе (18-25°С) в течение 25-30 минут. После просушки второго слоя антиадгезионного состава 6 его полируют вручную фетром или войлоком. После этого производят напыление первой группы слоев полиуретана, например, марки Тафф-Штафф фирмы Райно-Лайнингз (USA), отверждающегося при температуре 22-26°С пневмошековой установкой или установкой высокого давления с раздельной подачей материала и твердостью 85 Шор А на обработанную поверхность оснастки в 5 слоев, толщиной первого слоя 0,5-0,8 мм, остальных - 1 мм с просушкой первых 4 слоев на воздухе (18-25°С) в течение 2-3 минут. На неотвержденный, завершающий 5-й слой полиуретана (без просушки на воздухе) из первой группы слоев, накладывают заранее приготовленный, например, тканный материал - стеклоткань марки Тр-0,7 в один слой и слегка придавливают шпателями или валиками. Заранее производят изготовление второй группы слоев из армированного пластика, полученного путем пропитки стеклоткани Тр-0,7 эпоксидным связующим на основе смолы ЭД-20. После отверждения всех слоев второй группы получают монолитный армированный пластик, в том числе, содержащий стеклоткань марки Тр-0,7, уложенную в один слой на неотвержденный слой полиуретана. Вторая группа состоит из 20 слоев. Каждый слой прикатан игольчатым роликом или шпателем. После выкладки первых 10 слоев ткани закладывают силовые элементы в местах, предусмотренных конструкцией, а затем выкладывают еще 10 слоев стеклоткани со связующим. После последнего, 20-го слоя, накладывают слой капроновой ткани грубого плетения. Все слои отверждаются на воздухе при температуре 18-25°С в течение 24 часов. После отверждения с изделия вручную сдирают капроновую ткань и напыляют 3-ю группу слоев полиуретана в 3 слоя, толщиной 1 мм каждый с просушкой на воздухе (18-25°С) в течение 2-3 минут. После этого изделие снимают с оснастки, обрабатывают припуск и получают готовое изделие заданной формы.
Пример 2.
Второй пример - пример изготовления входного патрубка (лемнискатный вход) с поверхностью двойной кривизны для авиационного или наземного газотурбинного двигателя.
Изготавливают оснастку из стеклопластика, форма наружной поверхности которой будет оформлять наружную поверхность входного патрубка. Устанавливают стеклопластиковую оснастку на поворотный стол, расположенный под вытяжной вентиляционной системой, и выравнивают оси вращения стола и оснастки. Затем на поверхность оснастки 5 наносят кистью антиадгезионный слой 6 на основе бензина, воска и дисперсионного фторопласта Ф-4 (85/10/5 массовых частей) в 2 тонких слоя с просушкой каждого на воздухе (18-25°С) в течение 1 часа (но не менее 0,5 часа и не более 6 часов). После просушки второго слоя антиадгезионного слоя 6 его полируют вручную фетром или войлоком. После этого производят напыление первой группы 1 слоев полиуретана, например марки Дурабонд фирмы Райно-Лайнингз (USA), отверждающегося при температуре от 22-30°С пневмошековой установкой или установкой высокого давления с раздельной подачей материала и твердостью 85 Шор А на обработанную поверхность оснастки 5 в три слоя, толщиной первого слоя 1-1,2 мм, остальных - 1 мм с просушкой первых 2 слоев на воздухе (18-25°С) в течение 2-3 минут. На неотвержденный завершающий 3-й слой полиуретана (без просушки на воздухе) из первой группы 1 слоев накладывают заранее приготовленный, например, тканный материал - стеклоткань марки Тр-0,7 в один слой и слегка придавливают шпателями или валиками. Затем производят выкладку в два этапа второй группы 2 слоев армированного пластика со стеклотканью, состоящую из 8-ми слоев ткани Тр-0,7. В данном случае, вторая группа слоев является силовой, конструкционной, так как лемнискатный вход является частью двигателя, поэтому в во вторую группу слоев заформомывают силовые элементы, например дюралевый профиль, при помощи которых воздухозаборник присоединяют к двигателю. Поэтому изготовление второй группы слоев осуществляют из эпоксидного связующего, отверждающейся при температуре от 15 до 30°С. Эпоксидное связующее получают из эпоксидной смолы ЭД-20 путем ввода пластификатора - триэтингликоль и/или дибутилфталат и отвердителя ПЭПА. При этом используют связующее при следующем соотношении компонентов:
После выкладки первых 4 слоев ткани со связующим из второй группы (1-й этап) накладывается один слой капроновой ткани 7 грубого плетения, например капрон артикул 56026 ТУ 17 РСФСР 62-4080-87 и один слой перфорированной пленки, 2-3 слоя синтипона для дренажа и вакуумный мешок 10 (пленка) герметизируется на оснастку герметиком типа Т-герлена. Сборку вакуумируют в вакуумном мешке 10 в течение 2-3 часов, создавая вакуум до -0,095 МПа посредством откачки воздуха через штуцер, установленный в вакуумном мешке 10 (в среднем 1 шт./м2) и подсоединенный к вакуумному насосу. Затем данную группу слоев и всю сборку в целом соединяют с атмосферой, сборку разбирают, сдирают капроновую ткань, закладывают силовые элементы - лонжероны - по разметке в местах, предусмотренных конструкцией. Затем выкладывают еще 4 слоя стеклоткани со связующим (2-й этап), накладывают один слой капроновой ткани 7 грубого плетения, один слой перфорированной пленки 8, 2-3 слоя синтипона для дренажа, и вакуумный мешок 10 (пленка) герметизируется на оснастку 5 герметиком типа Т-герлена. Сборку вакуумируют в вакуумном мешке в течение 2-3 часов, создавая вакуум до -0,095 МПа посредством откачки воздуха через штуцер, установленный в вакуумном мешке 10 и подсоединенный к вакуумному насосу. Затем данную группу слоев и всю сборку в целом соединяют с атмосферой, сборка разбирается сдирается капроновая ткань. Слои отверждают на воздухе при температуре 18-25°С еще в течение 24 часов. После отверждения напыляют 3-ю группу слоев полиуретана в 3 слоя, толщиной 1 мм каждый с просушкой на воздухе (18-25°С) в течение 2-3 минут. После этого входное устройство снимают с оснастки через 2-7 дней после нанесения третьей группы слоев, обрабатывают припуск, получают готовое изделие заданной формы и осуществляют сборку с входным мерным насадком или ГТД путем соединения с силовыми элементами второй группы слоев.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА ДЛЯ ГАЛЬВАНИЧЕСКИХ ПРОИЗВОДСТВ | 2003 |
|
RU2252278C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ ПОЛИМЕРНОЙ ОСНАСТКИ | 2008 |
|
RU2375185C1 |
| БРОНЕВАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2268453C1 |
| БРОНЕЗАЩИТНЫЙ ЭЛЕМЕНТ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕЗАЩИТНОГО ЭЛЕМЕНТА | 2008 |
|
RU2372577C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ | 2006 |
|
RU2313418C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТРЁХСЛОЙНОЙ КОНСТРУКЦИИ ИНТЕГРАЛЬНОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2669499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559446C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА ДЛЯ ОБЪЕМНОГО ИЗДЕЛИЯ | 2017 |
|
RU2689601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ ОСНАСТКИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2017 |
|
RU2677996C2 |
| Порошковое связующее на основе циановой композиции и способ получения армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2813882C1 |
Изобретение относится к технологии изготовления многослойных изделий, в частности к способам изготовления многослойного изделия из полимерных композиционных материалов, и может быть использовано в машиностроении, энергетике, авиационной промышленности и других областях техники. Способ включает нанесение групп слоев материала на формообразующую оснастку. При этом рабочую поверхность оснастки обрабатывают антиадгезионным материалом. Наносят напылением первую группу слоев из полиуретана и/или эластомера, отверждающихся в диапазоне температур от 10 до 40°С. Отверждают слои кроме последнего. Накладывают на последний неотвержденный слой тканный или волокнистый материал, на который наносят вторую группу слоев из армированного пластика. После отверждения указанных слоев наносят напылением третью группу слоев из полиуретана и/или эластомера, отверждающихся при температуре от 10 до 40°С. Изобретение позволяет упростить технологию изготовления и повысить надежность и долговечность изделия. 7 з.п. ф-лы, 2 ил.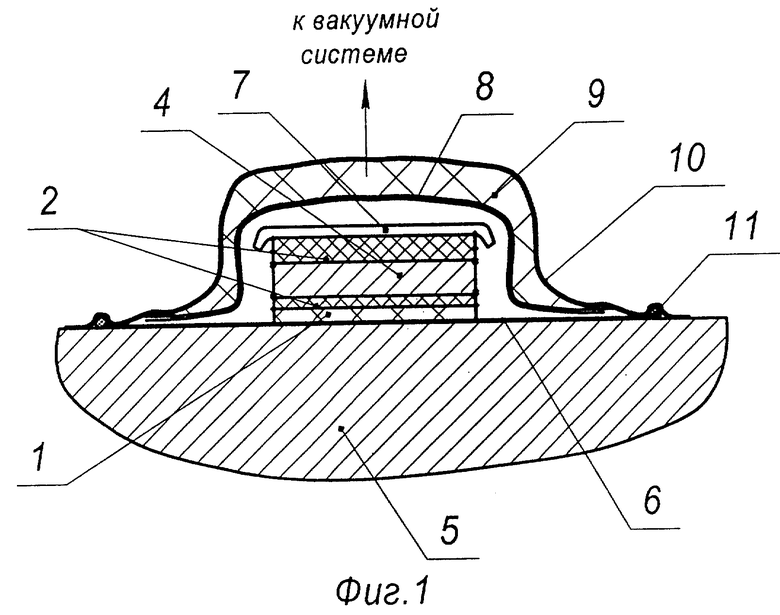
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2116887C1 |
| СПОСОБ ФОРМОВАНИЯ АГРЕГАТОВ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ОСНАСТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2217309C2 |
| Способ изготовления слоистой конструкции из композиционного материала и устройство для его осуществления | 1990 |
|
SU1785910A1 |
| US 5547629 А, 20.08.1996 | |||
| US 6264877 В1, 24.07.2001 | |||
| 1972 |
|
SU418843A1 | |

