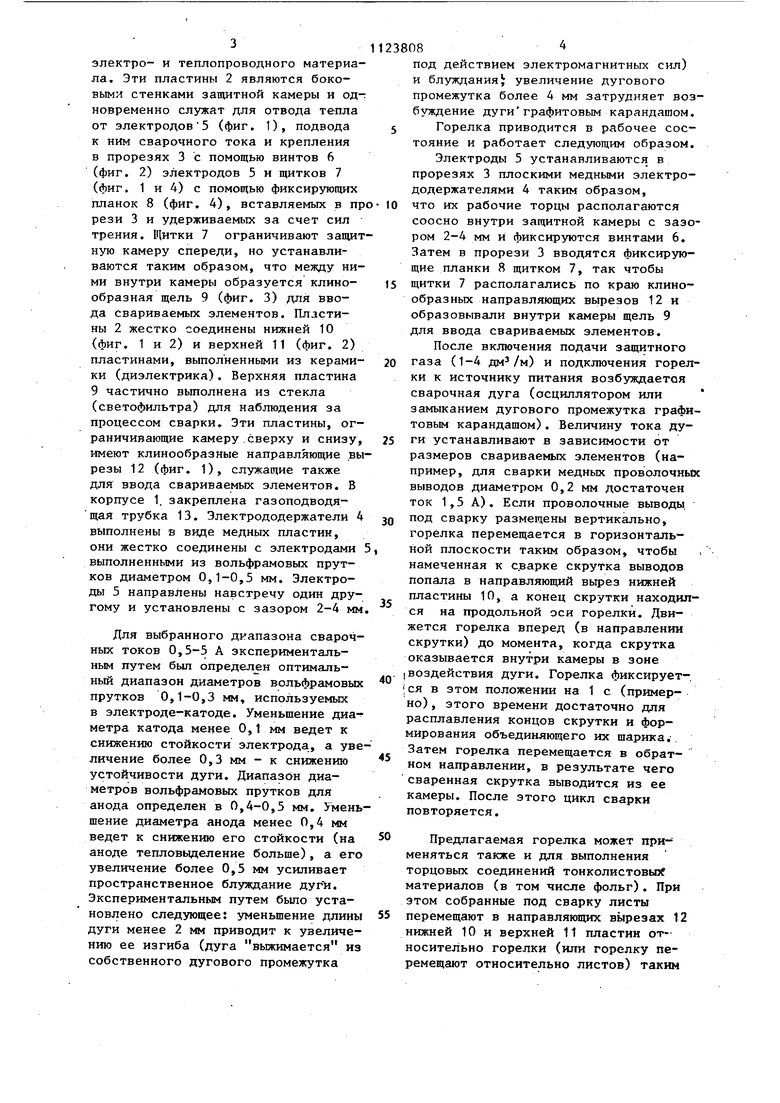
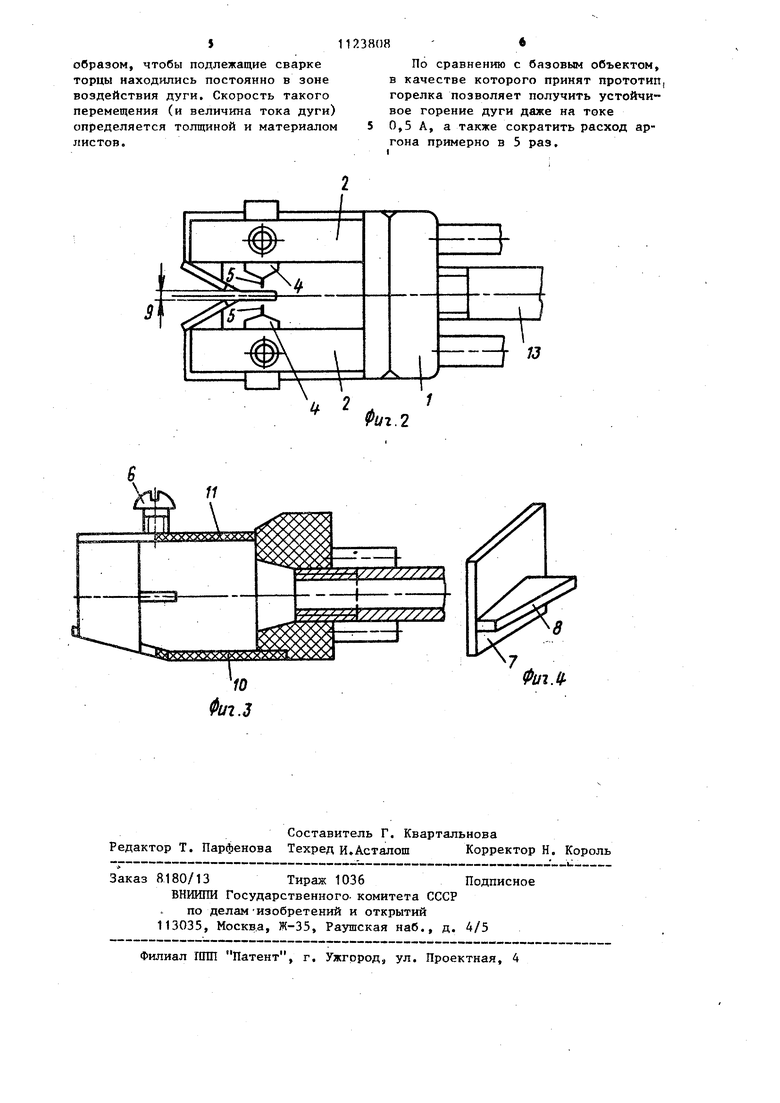
изобретение относится к электродуговой сварке в защитных газах, в частности к горелкам для дуговой сварки неплавящимся электродом. Известны горелки, включающие корпус, системы охлаждения и газопровода, неплавящийся вольфрамовый электрод, узел его крепления и сопло L Известные горелки предназначены для сварки дугой прямого .действия в связи с чем они не могут быть при менены в тех случаях, когда конструкция свариваемых элементов не позволяет включать их в сварочную цепь Кроме того, при их использовании дуга горит открыто, что приводит к теп ловому воздействию не только на свариваемые, но и на неподлежащие свар ке элементы. В тех случаях, когда это воздействие недопустимо примене ние таких горелок исключено. Наиболее близкой по технической сущности и достигаемому эффекту к изобретению является двухэлектродна горелка для дуговой сварки в защитньк газах, содержащая корпус, в котором установлены электрододержатели неплавящихся электродов, токоподводы, а также гаэопроводящую и Бодоохлаждающие системы. В этой горелке два неплавящихся электрода из вольфрама установлены под определенным углом один к другому и таким образом, что их рабочие концы находятся ниже среза сопла. Сварочная дуга горит между этими электродами, что позволяег осуществлять сварку, не включая свариваемые элементы в сварочную цепь С2 3 Однако в известной горелке рабочие концы электродов вынесены за пределы сопла и дуга горит открыто. По этом причине дуга (тем более малоамперная) подвержена внешним .: Воздействиям, например сквознякам, приводящим к снижению ее устойчивости. При использовании обычных электродов (применение в этой горелке электродных прутков диаметром менее 0,8-1 мм невозможно) для обеспечения устойчивого горения дуги гфи токах 2-10 А необходимо применение источника питания с повышенным напряжением холостого хода (200 В), что в большинстве случаев недопустимо. Цель изобретения - повьшение устойчиаости горения малоамперной дуги использование неплавящихся электродов диаметром 0,1-0,5 мм и устранения перегрева околошовной зоны свариваемого соединения. Цель достигается тем, что двухзлектродная горелка для дуговой сварки в защитных газах, содержащая корпус, в котором установлены электрододержатели неплавящихся электродов, токоподводы, а также газоподводящую и водоохлаждающие системы, снабжена закрепленными на концах токоподводов щиткам, образующими клиновую щель для ввода обрабатываемого изделия и двумя параллельными керамическими пластинами с клинообразными вырезами, соответствующими клиновой щели, образованной щитками, токоподводы выполнены в виде двух параллельных водоохлаждаемых пластин, имеющих прорези для электрододержателей и образующих совместно с керамическими пластинами защитную камеру, а электрододержатели выполнены в виде медных пластин и жестко соединены с неплавящимися электродами. Применение в горелке композиционных электродов с рабочими участками из вольфрамовых прутков диаметром 0,1-0,5 мм и размещение их в практически закрытой камере позволило повысить устойчивость малоамперной дуги (дуга горит устойчиво даже при токе 0,5 А),уменьшить расход защитного газа и исключить тепловое воздействие дуги на зоны свариваемого изделия, примыкающие к зоне сварки, что дает возможность осуществлять сварку в местах, насыщенных чувствительными к тепловому воздействию элементами. По этой же причине отпадает необходимость в специальных мерах защиты сварщика и окружающих от воздействия дуги. На фиг. 1 и 2 изображена горелка без пластины, ограничивающей камеру сверхуi на фиг, 3 - горелка, продольный разрез; на фиг, 4 - щиток с фиксирующей планкой, ограничивающий камеру спереди, Двухэлектродная горелка для дуговой сварки Б защитных газах содержит корпус 1, в котором закреплены токоподводы, выполненные в виде двух параллельных водоохлаждаемых медных пластин 2 с прорезями 3 для электрододержателей А, Пластины 2 могут быть выполнены из другого
-5
электро- и теплопроводного материала. Эти пластины 2 являются боковыми стенками защитной камеры и оп новременно служат лля отвода тепла от электродов5 (фиг, 1), подвода к ним сварочного тока и крепления в прорезях 3 с помощью винтов 6 (фиг. 2) электродов 5 и щитков 7 (фиг. 1 и 4) с помощью фиксирующих планок 8 (фиг. 4), вставляемых в пр рези 3 и удерживаемых за счет сил трения. Щитки 7 ограничивают защитную камеру спереди, но устанавливаются таким образом, что между ними внутри камеры образуется клинообразная щель 9 (фиг. 3) для ввода свариваемых элементов. Плдстины 2 жестко соединены нижней 10 (фиг. 1 и 2) и верхней 11 (фиг. 2) пластинами, выполненными из керамики (диэлектрика), Верхняя пластина 9 частично вьшолнена из стекла (светофильтра) для наблюдения за процессом сварки. Эти пластины, ограничивающие камеру .сверху и снизу, имеют клинообразные направляющие вырезы 12 (фиг. 1), служащие также для ввода свариваемых элементов. В корпусе 1. закреплена газоподводящая трубка 13. Электрододержатели 4 выполнены в виде медных пластин, они жестко соединены с электродами выполненными из вольфрамовых прутков диаметром 0,1-0,5 мм. Электроды 5 направлены навстречу один другому и установлены с зазором 2-4 мм
Для выбранного диапазона сварочных токов 0,5-5 А экспериментальным путем был определен оптимальный диапазон диаметров вольфрамовых прутков 0,1-0,3 мм, используемых в электроде-катоде. Уменьшение диаметра катода менее 0,1 мм ведет к снижению стойкости электрода, а увеличение более 0,3 мм - к снижению устойчивости дуги. Диапазон диаметров вольфрамовых прутков для анода определен в 0,4-0,5 мм. Уменьшение диаметра анода менее 0,4 мм ведет к снижению его стойкости (на аноде тепловыделение больше), а его увеличение более 0,5 мм усиливает пространственное блуждание дуги. Экспериментальным путем было установлено следующее: уменьшение длины дуги менее 2 мм приводит к увеличению ее изгиба (дуга выжимается из собственного дугового промежутка
23808
под действием электромагнитных сил) и блуждания увеличение дугового промежутка более 4 мм затрудняет возбуждение дугиграфитовым карандашом. 5 Горелка приводится в рабочее состояние и работает следующим образом.
Электроды 5 устанавливаются в прорезях 3 плоскими медными электрододержателями 4 таким образом,
10 что их рабочие торцы располагаются
соосно внутри защитной камеры с зазором 2-4 мм и фиксируются винтами 6. Затем в прорези 3 вводятся фиксирующие планки 8 щитком 7, так чтобы ts щитки 7 располагались по краю клинообразных направляющих вырезов 12 и образовывали внутри камеры щель 9 для ввода свариваемых элементов.
После включения подачи защитного 20 газа (1-4 ) и подключения горелки к источнику питания возбуждаетоя сварочная дуга (осциллятором или замыканием дугового промежутка графитовым карандашом). Величину тока ду25 ги устанавливают в зависимости от размеров свариваемых элементов (например, для сварки медных проволочньйс выводов диаметром 0,2 мм достаточен ток 1,5 А). Если проволочные выводы. 3Q под сварку размещены вертикально, горелка перемещается в горизонтальной плоскости таким образом, чтобы намеченная к с.варке скрутка выводов попала в направляющий вьгрез нижней пластины 10, а конец скрутки находился на продольной оси горелки. Движется горелка вперед (в направлении скрутки) до момента, когда скрутка оказывается внутри камеры в зоне . Iвоздействия дуги. Горелка фиксируется в этом положении на 1 с (примерно) , этого времени достаточно для расплавления концов скрутки и формирования объединяющего их шарика. Затем горелка перемещается в обратном направлении, в результате чего сваренная скрутка выводится из ее камеры. После этого цикл сварки повторяется.
50 Предлагаемая горелка может применяться также и для выполнения торцовых соединений тонколистовыг материалов (в том числе фольг). При этом собранные под сварку листы
55 перемещают в направляющих вырезах 12 нижней 10 и верхней 11 пластин относительно горелки (или горелку перемещают относительно листов) таким 112380 образом, чтобы подлежащие сварке торцы находились постоянно в зоне воздействия дуги. Скорость такого перемещения (и величина тока дуги) определяется толщиной и материалом листов. 5 8 По сравнению с базовым объектом, в качестве которого принят прототип, горелка позволяет получить устойчи вое горение дуги даже на токе 0,5 А, а также сократить расход аргона примерно в 5 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухэлектродная горелка | 1986 |
|
SU1428544A1 |
| Двухэлектродная горелка | 1986 |
|
SU1412899A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| Горелка для дуговой сварки | 1980 |
|
SU1011349A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Горелка для дуговой сварки в защитных газах неплавящимся электродом | 1982 |
|
SU1088899A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1983 |
|
SU1143546A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2000 |
|
RU2172661C1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
ДВУХЭЛЕКТРОДНАЯ ГОРЕЛКА для дуговой сварки в защитных газах-, содержащая корпус, в котором установлены электрододержатели неплавящих- ся электродов, токоподводь а также газоподводящую и водоохлаждающие системы, отличающаяся тем, что, Р цепью повышения устойчивости горения малоамперной дуги, использования неплавящихся электро дов диаметром 0,1-0,5 мм и устранения перегрева околощовной зоны свариваемого соединения, она снабжена закрепленными на концах токоподводов щитками-, образукящми клиновую щель для ввода обрабатываемого изделия, и двумя, параллельными керамическими пластинами с клинообразными вьфезами, соответствующими клиновой щели, образованной щитками, токоподводы выполнены в виде двух параллельных водоохлажд емых пластин, имеющих прорези для электрододержателей и образующих сов естно с керамическими пластина) защитную камеру, а электрододержатели выполнены в виде медных пластин и жестко соединены с неплавящимися электродами.
V / М
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сварка в машиностроении | |||
| М., Машиностроение | |||
| Т | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бродский А.Я, Аргоно-дуговая сварка вольфрамовым электродом | |||
| М., Машгиз, 1956, с | |||
| Подвесная канатная дорога | 1920 |
|
SU381A1 |
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
