электрода до изделия, ток дуги, скорость сварки).
При работе горелок для сварки алюминия и его сплавов на постоянном токе обратной полярности наплавляющий вольфрамовый электрод при работе в качестве анода (обратная полярность) допускает токи в 10 раз меньше, чем при его работе в качестве катода (прямая полярность) и в 4-8 раз меньше, чем при его работе на переменном токе.
В таблице приведены допустимые токи на стержневые вольфрамовые электроды при разных диаметрах.



| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| Горелка для дуговой сварки | 1986 |
|
SU1346372A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВЫХ ПРОЦЕССОВ И СПОСОБ СВАРКИ ПОСТОЯННЫМ ТОКОМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2013 |
|
RU2556256C2 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Неплавящийся электрод для дуговых процессов и способ его охлаждения | 1987 |
|
SU1496969A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| Плазменная горелка | 1983 |
|
SU1234104A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВЫХ ПРОЦЕССОВ | 2003 |
|
RU2248868C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |

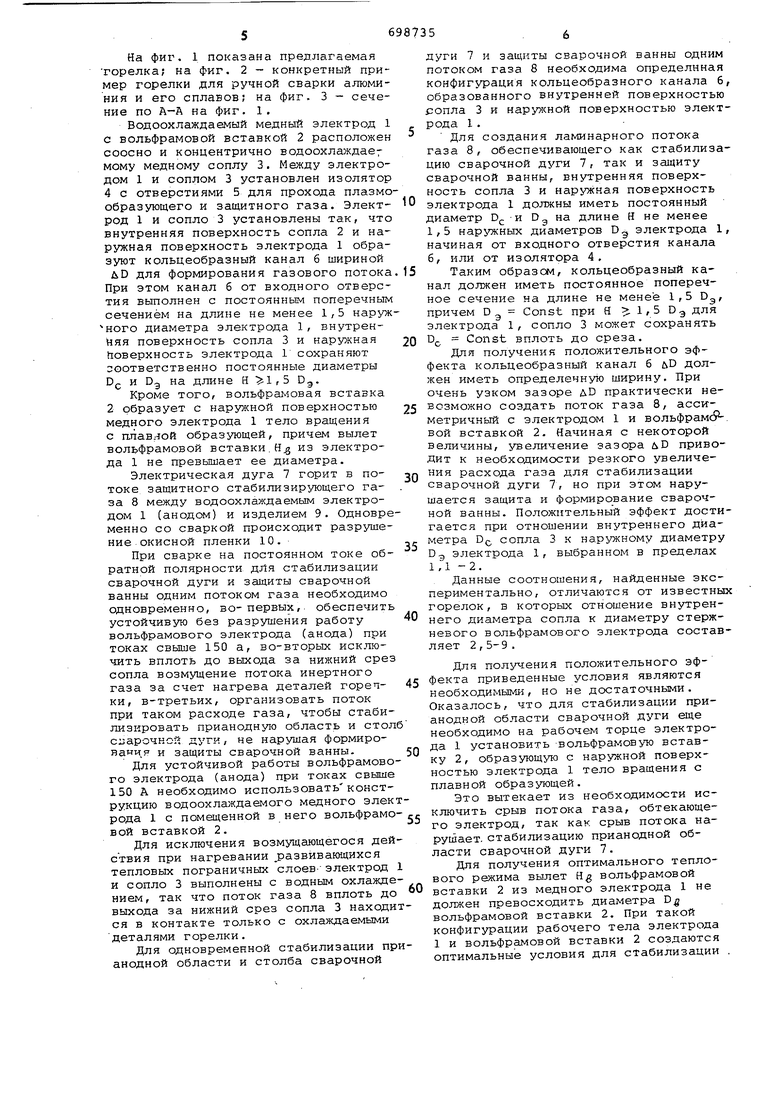
Из, таблицы видно, что известные го релки для сварки алюминия на постоянном токе обратной полярности не могут конкурировать с горелками, работающими на переменном токе. Работу известных горелок для сварки на постоянном токе обратнойполярности характеризует низкая пространственная стабильностьсварочной дуги низкая эффективность газовой защиты сварочной ванны и, как следствие этого, низкое качество сварных швов. Это объясняется тем, что стержневой .вольфрамовый анод не оказывает стабилизирующего воздействия на при анодную область сварочной дуги. Из-за повышенных тепловых нагрузок стержневой вольфрамовый анод разогревается до высокой температуры, достигающей 500-600®С на расстоянии равном 5-6 диаметрам от рабочего торца. -В результате вокруг стержневого вольфрамового анода развивается тепЛовой слой нагретого защитного газа, которы расширясь, вступает во взаимодействие с .относительно более холодным пристеночным слоем, развивающимся от внутренней поверхности сопла. Это взаимодействие приводит к турбулизации потока защитного газа, что нарушает как пространственное положение сварочной дуги, так и защиту сварочной ванны. Наиболее близким по технической сущности и достигаемому эффекту к изобретению язляется горелка для дуговой сварки неплавящимся электродом в среде защитного газа, содержащая сопло., установленный, концентрично ему цилиндрический медный водоохлаждаемый электрод и кольцеобразный канал для формирования газового потока, образованный внутренней поверхностью сопла и наружной поверхностью электрода 1. Эта горелка не обеспечивает необходимую стабилизацию дуги при ведении процесса сварки на постоянном токе обратной полярности, а креме того, геометрия канала для формирования газового потока не позволяет обеспечить надежную защиту сварочной ванны. Целью изобретения является повышение стабилизации дуги и обеспечение надежности защиты сварочной ванны одним потоком защитного газапри сварке на постоянном токе обратной полярности . Это достигается тем, что в горелке для дуговой сварки неплавящимся электродом в среде защитного газа, содержащей сопло, установленный концентрично ему цилиндрический медный водоохлаждаемый электрод и кольцеобразный канал для формирования газового потока, образованный внутренней поверхностью сопла и наружной поверхностью электрода, упомянутый канал от входного отверстия выполнен с постоянным поперечным сечением на длине не менее 1,5 наружного диаметра электрода, а отношение наружного диаметра канала к наружному диаметру электрода равно 1,1-2, при этом на рабочем торце электрода размещена вольфрамовая вставка, образующая с наружной поверхностью электрода тело вращения о плавной образующей, причем вылет вольфрамовой вставки из медного Э.МЕ КТрода не превышает ее диаметра. На фиг. 1 показана предлагаемая торелка; на фиг. 2 - конкретный пример горелки для ручной сварки алюминия и его сплавов; на фиг. 3 - сечение по А-А на фиг. 1. Водоохлаждаемый медный электрод 1 с вольфрамовой вставкой 2 расположен соосно и концентрично водоохлаждаег мому медному соплу 3, Между электродом 1 и соплом 3 установлен изолятор 4 с отверстиями 5 для прохода плазмо образующего и защитного газа. Электрод 1 и сопло 3 установлены так, что внутренняя поверхность сопла 2 и наружная поверхность электрода 1 образуют кольцеобразный канал б шириной uD для формирования газового потока При этом канал 6 от входного отверстия выполнен с постоянным поперечным сечением на длине не менее 1,5 наруж ного диаметра электрода 1, внутренняя поверхность сопла 3 и наружная поверхность электрода 1 сохраняют соответственно постоянные диаметры D и Dg на длине Н 1,5 Dg. Кроме того, вольфрамовая вставка 2 образует с наружной поверхностью медного электрода 1 тело вращения с п.павлой образующей, причем вылет вольфрамовой вставки.Н из электрода 1 не превышает ее диаметра. Электрическая дуга 7 горит в потоке защитного стабилизирующего газа 8 между водоохлаждаемым электродом 1 (анодом) и изделием 9. Одновре менно со сваркой происходит разрушение, окисной пленки 10. При сварке на постоянном токе обратной полярности дЛя стабилизации сварочной дуги и защиты сварочной ванны одним потоком газа необходимо одновременно, во-первых,, обеспечить устойчивую без разрушения работу вольфрамового электрода (анода) при токах свыше 150 а, во-вторых исключить вплоть до выхода за нижний срез сопла возмущение потока инертного газа за счет нагрева деталей горепки, в-третьих, организовать поток при таком расходе газа, чтобы стабилизировать прианодную область и стол с арочной дуги, не нарушая формирования и защиты сварочной ванны. Для устойчивой работы вольфрамового электрода (анода) при токах свыше 150 А необходимо использоватьконструкцию водоохлаждаемого медного элект рода 1 с помещенной в него вольфрамовой вставкой 2. Для исключения возмущающегося действия при нагревании развивающихся тепловых пограничных слоев- электрод и сопло 3 выполнены с водным охлажде нием, так что поток газа 8 вплоть до выхода за нижний срез сопла 3 находи ся в контакте только с охлаждаемыми дет ал ями г ор елки . Для одновременной стабилизации пр анодной области и столба сварочной дуги 7 и защиты сварочной ванны одним потоком газа 8 необходима определнная конфигурация кольцеобразного канала 6, образованного внутренней поверхностью ропла 3 и нарулсной поверхностью электрода 1 . Для создания ламинарного потока газа В, обеспечивающего как стабилизацию сварочной дуги 7, так и защиту сварочной ванны, внутренняя поверхность сопла 3 и наружная поверхность электрода 1 должны иметь постоянный диаметр Dg на длине Н не менее 1,5 наружных диаметров Dg электрода 1, начиная от входного отверстия канала б, или от изолятора 4. Таким образа, кольцеобразный канал должен иметь постоянное поперечное сечение на длине не менее 1,5 D, причем Dg Const при Н 1,5 Dg для электрода 1, сопло 3 может сохранять D Const вплоть до среза. Для получения положительного эффекта кольцеобразный канал б лО должен иметь определенную ширину. Бри очень узком зазоре дП практически невозможно создать поток газа 8, ассиметричный с электродом 1 и вольфраме -, вой вставкой 2. Начиная с некоторой величины, гвеличение зазора приводит к необходимости резкого увеличения расхода газа для стабилизации сварочной дуги 7, но при этом нарушается защита и формирование сварочной ванны. Положительный эффект достигается при отношении внутреннего диаметра D(-. сопла 3 к наружному диаметру 0.3 электрода 1, выбранном в пределах 1Л -2. Данные соотношения, найденные экспериментально, отличаются от известных горелок, в которых отношение внутреннего диаметра сопла к диаметру стержневого вольфрамового электрода составляет 2, 5-9 . Для получения положительного эффекта приведенные условия являются необходимыми, но не достаточными. Оказалось, что для стабилизации прианодной области сварочной дуги еще необходимо на paбoчe -l торце электрода 1 установить вольфрамовую вставку 2, образующую с наружной поверхностью электрода 1 тело вращения с плавной образующей. Это вытекает из необходимости исключить срыв потока газа, обтекающего электрод, так как срыв потока нарушает, стабилизацию прианодной области сварочной дуги 7. Для получения оптимального теплового режима вылет Hg вольфрамовой вставки 2 из медного электрода 1 не должен превосходить диаметра D вольфрамовой вставки. 2. При такой конфигурации рабочего тела электрода 1 и вольфрамовой вставки 2 создаются оптимальные условия для стабилизации , прианодной области дуги 7 газовым .потоком 8, а также за счет перегрева осевой области вольфрамовой вставки 2 исключается перегрев и разрушение участков медного электрода 1, контактирующих с вольфрамовой вставкой 2. Таким образом, установлены необходимые условия для стабилизации сварочной дуги и защиты сварочной ванны одним потоком газа при сварке на постоянном токе обратной полярное ти. Необходимым и достаточным условием достижения поставленной цели яв ляется одновременное выполнение всех найденных экспериментально и сформулированных выше условий. Горелка для ручной сварки алюминия и его сплавов неплавящимся элект родом в среде аргона включает медный водоохлаждаемый электрод 1 с вольфр мовой вставкой 2, водоохлаждаемое медное сопло 3, изолятор 4 с отверстиями 5 для прохода защитного и стабилизирующего газа. Сопло 3 и элект род 1 расположены соосно и концентрично, так что внутрення поверхность сопла 3 и наружная поверхность элект рода 1 образуют колт.девой канал 6. Электрод 1 крепи%.,а на резьбе в держателе 11, к которому подведены трубки 12 и 13 для охлаждающей воды Сопло 3 крепится на резьбе в держателе 14, к которомупо трубкам 15 и 16 подводится охлаждающая вода. Защитный и стабилг зирующий газ подводятся по трубке 17. Исследование показали, что при диаметре медного электрода 1 в диапазоне D 8-12 мм при ручной сварке алюмини кольцеобразный канал б должен иметь величину: 41-0-) где - рабочий ток сварки равный 70-380 А. Полученная зависимость является результатом обработки эксперименталь ных данных, согласно которыл -при потоке 3 : 70 А ни при каких условиях не удается в данной горелке получить устойчивый дуговой разряд, при токе 7.0 А ё А увеличение ширины к;ольцеобразного канала б свыше 4 мм г иводит к необходимости резко увели чить поток защитного газа, что приво дит к нарушению формирования сварног шва при токе 70 А Л6 380 А уменьшение ширины кольцеобразного канала 6 ниже значений Г --(fe-) приводит к нарушению стабилизации ду ги в результате малейшей несоосности электрода 1 и сопла 3. Таким образом, была установлена зависимость, при которой выполняются соотношения Dg cons-t , T), const -при Hb-,50Dg ,l4i2. Для качественной сварки угловых и тавровых соединений необходимо также, чтобы рабочий торецэлектрода 1 с вольфрамовой вставкой 2 выступал за . срез сопла 3. В этсм случае появляется возможность вести сварку короткой дугой с хорошим формированием корня сварочного шва. Образцы описьоваемой горелки изготовлены и испытаны в лабораторных условиях при сварке алюминия и сплавов АШГб, АШЦ, АДО. Производилась сварка стыковых, нахлесточных, угловых и тавровых соединений листов толщиной от 2 до 12 мм на токах от 70 до 380 А. Кроме того, проводилась многопроходная сварка в разделку листов толщиной до 50 tJiM. Испытания показали высокую надежность горелки и хорошее качество сварных соединений. При всех испытаниях использовались стандартные источники постоянного тока. Технико-экономический эффект от использования предлагаемой горелки заключается в использовании простых и более дешевых источников питания постоянного тока, а также в расширении диапазона свариваемых толщин в сравнении с известными горелками для сварки на постоянном токе обратной полярности. Формула изобретения Горелка для дуговой сварки неплавящимся электродом в среде защитного газа, содержащая сопло, установленный концентрично ему цилиндрический медный водоохлаждаемый электрод и кольцеобразный канал для формирования газового -потока, образованный внутренней поверхностью сопла и наружной поверхностью электрода, отличающаяся тем, что, с целью повышения стабилизации дуги и обеспечения надежной защиты сварочной ванны одним потоком защитного газа при свар-, ке на постоянном токе обратной полярности, кольцеобразный канал для формирования газового потока от входного отверстия выполнен с постоянным поперечным сечением на длине не менее 1,5 наружного диаметра электрода, а отношение наружного диаметра канала к наружному диаметру электрода равно 1,1-2, при этом на рабочем торцеэлектрода размещена вольфрамовая вставка, образующая с наружной поверхностью электрода тела вращения с плавной образунадей, причем вылет вольфрамовой вставки из медного электрода не превышает ее диаметра.
Источники информации, принятые во внимание при экспертизе
1, Патент США 2922568, кл, 219-75, 1960 (прототип).
