Область техники
Данное изобретение относится к катализатору для крекинга углеводородов и способу его получения. Более конкретно данное изобретение относится к катализатору, содержащему Y-цеолит с ионами редкоземельных элементов, для крекинга углеводородов и к способу его получения.
Технические предпосылки создания изобретения
В настоящее время требования к качеству углеводородных продуктов стали более жесткими при все более растущей тенденции к утяжелению сырой нефти с учетом защиты окружающей среды. В 1980-е годы прогресс в приготовлении не содержащего свинца газолина способствовал развитию процесса крекинга и производству катализаторов. Были получены Y-цеолит с высоким содержанием двуокиси кремния, а также различные катализаторы и вспомогательные добавки с высоким октановым числом, их использовали для конверсии дешевой тяжелой нефти в легкие продукты с высокими показателями.
Переработка менее качественного остатка долго была связана с очисткой нефти. Насущная важная проблема заключается в получении топлива с высоким выходом легкого масла, меньшим содержанием олефина и серы при соответствующей охране окружающей среды из низкокачественного остатка и при смешении большего количества остатка с сырьем.
В патенте США 3293192 и в Society of Chemical Engineering (London) Monograph Molecular Sieves, P.186 (1968), C.V. MC.Daniel и Р.К.Maher описали гидравлический метод деалюминирования, используемый для приготовления Y-цеолита с высоким содержанием двуокиси кремния, с тех пор этот метод широко использовался. В патенте США 3442715 описан деалюминированный Y-цеолит (DAY), в патенте США 3449070 раскрыт ультрастабильный Y-цеолит (USY), в патентах США 451694 и 4401556 описан ультрастабильный гидрофобный Y-цеолит и т.д. Ультрастабильный Y-цеолит (USY) был разработан и широко распространен благодаря высокому отношению Si/Al, высокой гидротермической стабильности, низкой активности передачи водорода и хорошей селективностью по коксу, он может быть использован для получения катализатора с высоким октановым числом при обработке тяжелой нефти.
По мере все возрастающего развития процесса переработки тяжелой нефти характеристики ультрастабильного Y-цеолита с высоким содержанием двуокиси кремния, например, высоким отношением Si/Al, высокой гидротермической стабильностью и низкой активностью передачи водорода не удовлетворяют более условиям переработки низкокачественной тяжелой нефти и не могут удовлетворять требования к охране окружающей среды при каталитическом крекинге топлива. Необходимо создать такой цеолит, который обладает высокой гидротермической стабильностью, высокой активностью при крекинге, хорошей активностью передачи водорода, стабильностью и селективностью по коксу и способностью эффективно снижать содержание олефина и серы в газолине при увеличении степени конверсии тяжелой нефти.
Для повышения активности Y-цеолита с высоким содержанием двуокиси кремния в патенте США 4840724 предложен способ увеличения содержания редкоземельных элементов в ультрастабильном Y-цеолите путем ионного обмена редкоземельных элементов. Способ, используемый для приготовления Y-цеолита с высоким содержанием двуокиси кремния (USY) гидротермическим методом, состоит из многих стадий гидротермического обмена и высокотемпературной кальцинации. В процессе деалюминирования с подачей двуокиси кремния образуется множество отверстий от деалюминирования, которые не могут быть вовремя заполнены двуокисью кремния, мигрирующей из структуры, что обычно приводит к разрушению кристаллической решетки цеолита. Получившиеся двуокись кремния и фрагменты окиси алюминия стремятся заблокировать каналы цеолита и не легко удаляются, что приводит к низкой степени ионного обмена редкоземельных элементов. В ультрастабильном Y-цеолите, содержащем ионы редкоземельных элементов (REUSY), самое высокое содержание RE2O3, используемое для выражения содержания редкоземельных элементов, составляет только 3% по весу после многократных ионообмена и кальцинации. Такое низкое содержание RE2O3 никак не может удовлетворить требованию высокой активности крекинга и стабильной активности передачи водорода, предъявляемому к катализатору глубокой обработки низкокачественной сырой нефти.
Для того чтобы повысить активность Y-цеолита и использовать высокую ионообменную емкость цеолита NaY, цеолиты REHY и REY получают с высоким содержанием редкоземельных элементов путем осуществления многостадийных ионообмена редкоземельных элементов и высокотемпературной кальцинации для увеличения содержания редких земель в цеолите. Содержание RE2O3 в цеолите REHY повышалось до примерно 6-16% по весу, а содержание RE2O3 в цеолите REY увеличивалось до примерно 8-20% по весу, что может удовлетворить требование высокой активности передачи водорода и достичь повышения активности при крекинге.
Но применение гидротермического метода с многократным ионообменом между ионом аммония и ионом редкоземельного элемента и высокотемпературной кальцинации обычно приводит к разрушению кристаллической решетки REY и REHY цеолитов. Полученные фрагменты двуокиси кремния и окиси алюминия имеют тенденцию к блокированию каналов цеолита и не легко удаляются, что в свою очередь ингибирует эффективную миграцию иона редкоземельного элемента (RE3+) в β-клетку цеолита.
Цеолиты REHY и REY имеют крупный недостаток, состоящий в том, что первоначальная кристаллическая ячейка с трудом сжимается, отношение Si/Al является низким, размер элементарной ячейки равен 2,470 нм и структура цеолита не является стабильной. В результате полученный катализатор проявляет высокую первоначальную активность при крекинге и высокую активность передачи водорода, но легко подвергается дезактивации в оборудовании, а гидротермическая стабильность, равновесная активность и размер элементарной равновесной ячейки Y-цеолита, используемого в качестве активного компонента, являются низкими. В процессе изготовления необходимо добавлять большое количество свежего катализатора для поддержания активности из-за быстрого снижения активности, потери первоначальной активности передачи водорода и снижения селективности по коксу катализатора. В процессе получения углеводородов низкая стабильность активности крекинга и активности передачи водорода у катализатора приводит к большому потреблению катализатора, высокому выходу кокса и нестабильной работе оборудования. Поэтому их нельзя широко использовать в процессе глубокой обработки низкокачественного нефтяного сырья с удовлетворяющими требованиям условиями охраны окружающей среды и для снижения содержания олефинов в газолине.
Описание изобретения
Цель данного изобретения состоит в создании катализатора, содержащего Y-цеолит с ионами редкоземельных элементов, для крекинга углеводородов и способа приготовления этого катализатора, преодолевающих недостатки, известные из уровня техники, причем указанный катализатор пригоден для обработки низкокачественного нефтяного сырья, получения топлива, не загрязняющего окружающую среду, и уменьшения содержания олефина в газолине.
Катализатор, содержащий Y-цеолит с ионами редкоземельных элементов, для крекинга углеводородов согласно настоящему изобретению характеризуется тем, что содержание редких земель в кристаллической решетке Y-цеолита с ионами редкоземельных элементов, рассчитанное на RE2O3, составляет от 4 до 15% по весу, предпочтительно от 6 до 12% по весу. Первоначальный размер элементарной ячейки равен от 2,440 нм до 2,465 нм, предпочтительнее от 2,445 нм до 2,460 нм, более предпочтительно от 2,450 нм до 2,458 нм. Размер равновесной элементарной ячейки после 100% обработки паром при 800°С в течение 17 часов составляет больше 2,435 нм, предпочтительнее больше 2,440 нм, наиболее предпочтительно больше 2,445 нм.
Содержание Y-цеолита с ионами редкоземельных элементов в катализаторе согласно данному изобретению составляет от 10 до 50% по весу, предпочтительнее от 15 до 40% по весу и, наиболее предпочтительно от 15 до 35% по весу.
Y-цеолит с ионами редкоземельных элементов в катализаторе по изобретению характеризуется довольно большим отношением Si/Al в структуре, это отношение Si/Al составляет от 6 до 20, предпочтительно от 8 до 15, более предпочтительно от 8,3 до 8,8. Содержание Na2O составляет менее 1% по весу, предпочтительно менее 0,5% по весу.
Y-цеолит с ионами редкоземельных элементов в катализаторе по изобретению содержит незаблокированные каналы, в которых ионы редкоземельных элементов (RE3+) могут мигрировать из верхней клетки в β-клетку. Гораздо больше ионов редкоземельных элементов (RE3+) попадает в β-клетку цеолита и увеличивают стабильность кристаллической решетки. Большое количество ионов редкоземельных элементов в β-клетке может еще удерживаться после сильной обработки паром и образовывать стабильные гидроксильные структуры. Установлено, что размер равновесной элементарной ячейки после 100% обработки паром при 800°С в течение 17 часов все еще больше 2,435 нм, даже больше 2,440 нм. Из-за разницы первоначального размера элементарной ячейки цеолит характеризуется очевидной структурной стабильностью при изменении размера равновесной элементарной ячейки от 2,435 нм до 2,455 нм.
Вследствие стабильности структуры температура дифференциального термического разрушения цеолита выше 1000°С, предпочтительно она составляет от 1000 до 1056°С.
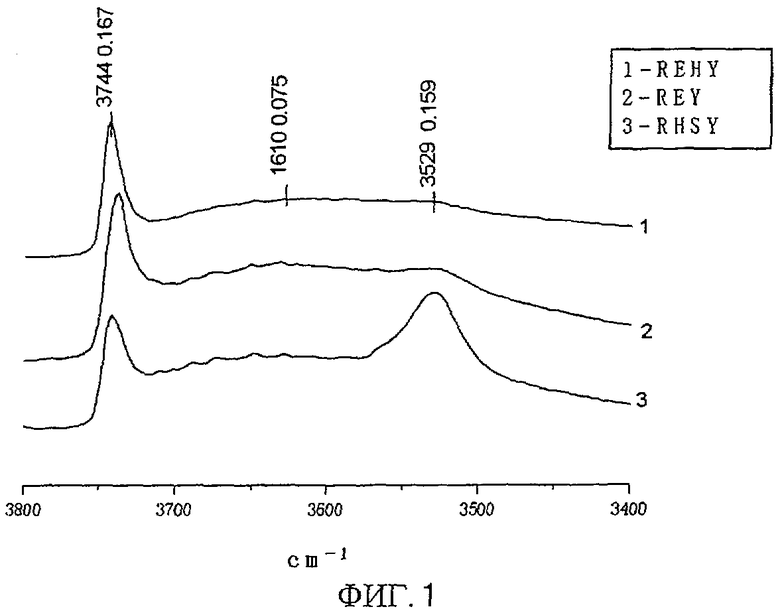
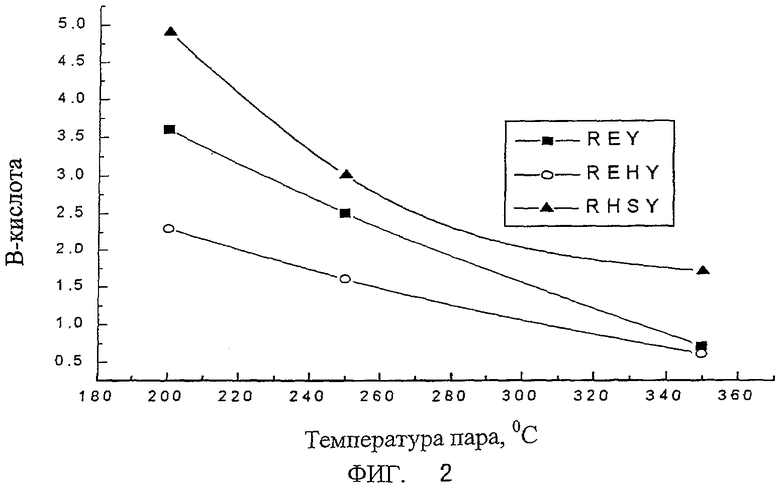
Спектры гидроксильной структуры, полученные методом FT-IR, показывают, что типичный пик 3540 см-1 для гидроксильной структуры β-клетки выражен гораздо сильнее, чем в случае цеолита REY и цеолита REHY. Спектры В-кислоты, определенные методом FT-IR, показывают, что кислотность В-кислоты и стабильность кислотности гораздо больше, чем в случае цеолитов REY и REHY. Например, как видно из Фиг.1, структурный пик для гидроксила β-клетки около 3540 см-1 для Y-цеолита с ионами редкоземельных элементов (RHSY) с 10 вес.% RE2O3, используемого в катализаторе по изобретению, гораздо более отчетливо выражен, чем в случае цеолита REY с 16,6 вес.%. RE2O3, и еще более отчетливо, чем в случае цеолита REHY с 13,6 вес.% RE2O3. Как видно из Фиг.2, кислотность В-кислоты для цеолита RHSY гораздо больше, чем в случае цеолитов REHY и REY.
Y-цеолит с ионами редкоземельных элементов в катализаторе согласно изобретению преодолевает недостатки цеолита REUSY с низкой степенью ионного обмена редкоземельных элементов, а также недостатки цеолитов REY и REHY с большим первоначальным размером элементарной ячейки, низкой дифференциальной температурой термического разрушения, высоким содержанием Na2O, а также низкой гидротермической стабильностью. Данный Y-цеолит с ионами редкоземельных элементов имеет не только небольшой первоначальный размер элементарной ячейки, высокое отношение Si/Al и хорошую гидротермическую стабильность, как и цеолит REUSY, но также и высокое содержание редкоземельных элементов, превосходную активность передачи водорода, как цеолиты REY и REHY. В то же самое время он также преодолевает недостатки цеолитов REY, REHY и REUSY, обладая небольшим размером равновесной элементарной ячейки и низкой структурной стабильностью.
Катализатор, предложенный в данном изобретении, может содержать цеолит с MFI структурой в качестве активного компонента при осуществлении крекинга. Цеолит со структурой MFI выбирается из ZSM-5 или одного или нескольких цеолитов со структурой MFI, таких как цеолит с пятью кольцами и редкоземельными элементами с высоким содержанием двуокиси кремния (обозначаемый ZRP), описанный в заявках CN1052290A, CN1058382A, CN1147420A и CN1194181A. Этот цеолит получают с использованием цеолитов REY и REHY с содержанием редкоземельных элементов, равным 2-23% по весу (в расчете на окисел), и содержанием Na менее 5,0% по весу в виде затравочных кристаллов. Весовое соотношение цеолита с MFI структурой и Y-цеолита с редкоземельными элементами составляет от 0,01 до 0,5.
Данное изобретение предусматривает также метод приготовления катализатора, содержащего Y-цеолит с ионами редкоземельных элементов, для крекинга углеводородов, включающий следующие стадии:
(1) Y-цеолит с ионами редкоземельных элементов высушивают до содержания воды менее 10% по весу, затем при весовом соотношении SiCl4:Y-цеолит=0,1-0,9:1 он реагирует с газообразным SiCl4, который подается сухим воздухом при 150-600°С в течение времени от 10 минут до 6 часов, затем продувается сухим воздухом в течение промежутка времени от 5 минут до 2 часов и промывается декатионизированной водой для удаления остаточных растворимых побочных продуктов в цеолите, в котором растворимыми побочными продуктами являются Na+, Cl-, Al3+ и Si4+ и т.д., большую их часть составляют Na+, Cl-, Al3+;
(2) Загрузка, состоящая из 10-50% по весу, предпочтительно 15-40% по весу Y-цеолита с редкоземельными элементами, полученного на стадии (1), 10-60% по весу, предпочтительно 15-40% по весу связующего и 2-75% по весу, предпочтительно 20-60% по весу глины, смешивается и формуется распылением.
По способу данного изобретения способ получения Y-цеолита с ионами редкоземельных элементов, описанный на стадии (1), раскрыт в заявке CN 01115612.O изобретателем. Используется газофазный химический метод и диффузионная способность SiCl4 в газообразном состоянии, SiCl4 с динамическим радиусом, равным 0,687 нм, вводили в газообразном состоянии в каналы цеолита. При эффективном сочетании с высокой ионообменной емкостью цеолита NaY осуществлялась реакция изоморфного замещения с деалюминированием и введением двуокиси кремния.
Y-цеолит, содержащий ионы редкоземельных элементов, используемый на стадии (1), может быть цеолитом REY и REHY, широко используемым в промышленности, а также продуктом ионообмена цеолита NaY с редкоземельными элементами. Вообще, содержание редких земель в цеолите REHY, рассчитанное на RE2O3, составляет от 6 до 16% по весу и содержание Na2O составляет более 4% по весу. Содержание редких земель в цеолите REY, в расчете на RE2O3, составляет от 10 до 18% по весу и содержание Na2O равно более 2% по весу. Ионообмен цеолита NaY с ионами редкоземельных элементов проводят с цеолитом NaY при отношении Si/Al более 3,5 и раствором хлорида редкоземельных элементов в весовом соотношении NaY:RECl3:H2O, равном 1:0,1-0,25:5-15, при 80-90°С в течение промежутка времени от 30 до 65 минут при рН более 3,5, затем осуществляют или не осуществляют сушку. Согласно способу по данному изобретению REHY и REY или цеолит NaY, подвергавшийся ионообмену с раствором хлорида редкоземельного элемента, используемые для приготовления Y-цеолита с ионами редкоземельных элементов, описанного на стадии (1), должны быть высушены до реакции, так чтобы содержание воды составляло менее 10% по весу, предпочтительно менее 5% по весу.
В способе по данному изобретению связующее, используемое на стадии (2), выбирается из одного или нескольких псевдобоэмита, золя окиси алюминия, золя двуокиси кремния и золя фосфор-окись алюминия, предпочтительным является двойное связующее на основе окиси алюминия, в котором весовое соотношение псевдобоэмита и золя окиси алюминия составляет 10-40:0-30, предпочтительно 15-25:2-25. Когда используется двойное связующее на основе окиси алюминия, весовое соотношение кислоты и окиси алюминия при кислой обработке псевдобоэмита составляет 0,1-0,6:1, предпочтительно 0,15-0,35:1. Вообще, кислую обработку проводят при 40-90°С в течение 0,5-6 ч при добавлении соляной кислоты. После обработки кислотой псевдобоэмит может быть использован с золем окиси алюминия или золем фосфор - окись алюминия.
В способе согласно данному изобретению в качестве глины применяют глину, обычно используемую в матрице катализатора для крекинга, такую как каолин, галлосит, монтмориллонит, бентонит или сепиолит и т.д.
Согласно способу по изобретению катализатор получают суспендированием исходного сырья, состоящего из цеолита, глины и связующего, обычным методом, гомогенизацией, сушкой распылением при температуре на входе, равной 550-600°С, и температуре на выходе 250-300°С.
Катализатор по изобретению можно использовать для обработки всех видов сырой нефти, особенно низкокачественной сырой нефти, такой как все виды остатков (тяжелая нефть). Остатки в основном включают весь остаток атмосферной перегонки, дистиллят, смешанный с остатком атмосферной перегонки, и дистиллят, смешанный с остатком вакуумной перегонки.
Катализатор, полученный согласно данному изобретению, по сравнению с катализатором, в котором в качестве активного компонента крекинга использованы REUSY, REHY, REY и P-REHY, известные из уровня техники, характеризуется высокой активностью при крекинге, высокой гидротермической стабильностью и высокой степенью конверсии тяжелой нефти, а также отличной селективностью по газолину, сухому газу и коксу.
Содержание олефина в полученном газолине эффективно снижается благодаря высокой активности передачи водорода. Содержание цеолита в катализаторе снижается до 5-25% по сравнению с известным катализатором для крекинга тяжелой нефти и снижения содержания олефинов.
Краткое описание чертежей.
На Фиг.1 показаны FT-IR (инфракрасные - Фурье) спектры гидроксильной структуры цеолита, использованного в катализаторе после 100% обработки паром при 800°С в течение 17 часов.
На Фиг.2 показано содержание В-кислоты для цеолита, использованного в катализаторе после 100% обработки паром при 800°С в течение 17 часов.
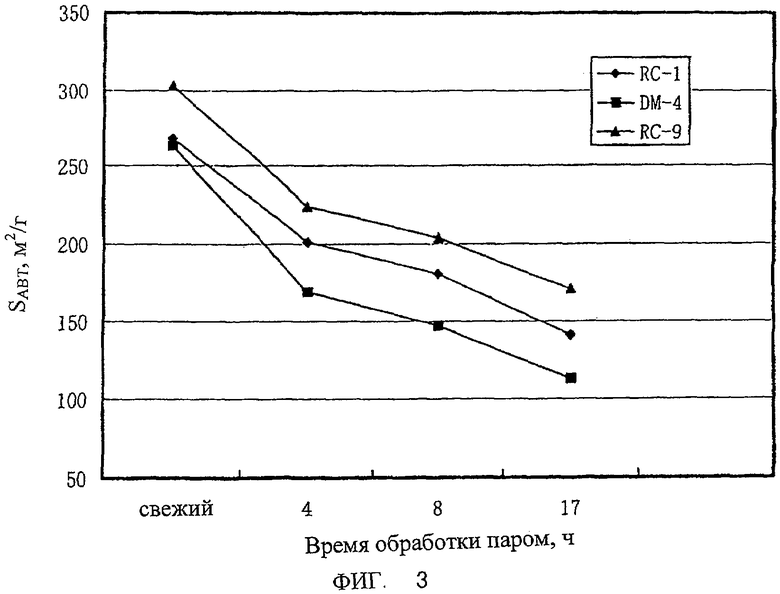
На Фиг.3 показаны БЭТ кривые катализатора после обработки паром.
Примеры осуществления
Для иллюстрации данного изобретения приводятся нижеследующие примеры.
В этих и сравнительных примерах спектры гидроксильных структур и содержание кислоты в образцах охарактеризованы FT-IR.
В примерах содержание RE2O3 и Al2O3 в образцах измеряли методом флуометрии. Удельная поверхность и объем пор измерялись методом адсорбции - десорбции азота при низкой температуре.
Определение микроактивности легкого масла осуществляли при 460°С, используя легкое дизельное топливо Dagang с интервалом перегонки 235-335°С в качестве сырья при отношении катализатор : нефть, равном 3,2, и среднечасовой скорости подачи сырья (WHSV), равной 16 ч-1.
Определение микроактивности в случае тяжелой нефти проводили при 482°С при отношении катализатор : нефть, равном 4.
Примеры 1-7 иллюстрируют процесс приготовления и физико-химические характеристики Y-цеолита, содержащего ионы редкоземельных элементов, в составе катализатора по изобретению.
Пример 1.
NaY цеолит с сухой основой 85% (отношение Si/Al равно 4,0, размер элементарной ячейки кристалла равен 2,473 нм, содержание Al2O3 равно 24,8%, содержание Na2O равно 16%, произведен Zhoucun Catalyst Factory, Qilu Petrochemical Company) подвергали ионообмену с раствором редкоземельного элемента при соотношении NaY:RECl3:H2O=1:0,21:10 при 80-90°С в течение 60 минут и сушили до содержания воды, равного менее 10%, содержание RE2O3 составляло 16%, содержание La2O3 составляло 4,16%, содержание Се2O3 равнялось 8,16%, а содержание окислов других редкоземельных элементов составляло 3,68%. При отношении NaY:SiCl4=1:0,4 подвергшийся ионному обмену NaY цеолит реагировал с газообразным SiCl4, подаваемым вместе с сухим воздухом, при 550°С в течение 120 минут, затем подавали сухой воздух в течение 20 минут, промывали и фильтровали для удаления Cl- и Na+ и получали образец RHSY-1. Физико-химические параметры приведены в Таблице 1.
Пример 2.
NaY цеолит с сухой основой 75% (отношение Si/Al равно 5,05, размер элементарной ячейки кристалла равен 2,466 нм, содержание Al2О3 равно 21,2%, содержание Na2O равно 15,8%, произведен Zhoucun Catalyst Factory, Qilu Petrochemical Company) подвергали ионообмену с раствором редкоземельных элементов в соотношении NaY:RECl3:H2O=1:0,25:10 при 80-95°С в течение 40 минут, затем отфильтровывали, сушили и дегидратировали. При отношении NaY:SiCl4, равном 1:0,25, подвергшийся ионному обмену NaY цеолит реагировал с газообразным SiCl4, подаваемым вместе сухим воздухом при 450°C в течение 60 минут, и продували сухим воздухом в течение 120 минут, затем промывали и отфильтровывали, получали образец, обозначенный RHSY-2. Физико-химические параметры приведены в Таблице 1.
Пример 3.
REHY цеолит (содержание RE2O3 равно 13,4%, в котором содержание La2O3 составляет 10,7%, содержание Се2О3 составляет 2,1% и содержание окислов других редкоземельных элементов равно 0,6%, размер элементарной ячейки равен 2,469 нм, дифференциальная температура термического разрушения равна 985°С, содержание Na2O составляет 4,4%, произведенный Zhoucun Catalyst Factory. Qilu Petrochemical Company) помещали в реактор для сушки до содержания воды менее 5%. Потом при отношении REHY:SiCl4, равном 1:0,75, высушенный REHY цеолит реагировал с газообразным SiCl4, подаваемым с сухим воздухом, при 350°С в течение 3 ч и продували сухим воздухом в течение 60 минут и затем промывали и фильтровали с получением образца, обозначенного RHSY-3. Физико-химические параметры приведены в Таблице 1.
Пример 4.
NaY цеолит с сухой основой, равной 85% (отношение Si/Al равно 4,0, размер элементарной ячейки равен 2,473 нм, содержание Al2О3 равно 24,8%, содержание Na2O равно 16%, произведенный Zhoucun Catalyst Factory, Qilu Petrochemical Company) подвергали ионному обмену с раствором редкоземельного элемента в соотношении NaY:RECl3:H2O=1:0,21:10 при 80-90°С в течение 60 минут и высушивали до содержания воды, равного менее 7%, содержание RE2O3 составляло 16%, в том числе содержание La2O3 составляло 4,16%, содержание Се2О3 равнялось 8,16% и содержание окислов других редкоземельных элементов составляло 3,68%. При отношении NaY:SiCl4, равном 1:0,5, подвергшийся ионному обмену NaY цеолит реагировал с газообразным SiCl4, подаваемым сухим воздухом, при 300°С в течение 5 ч, продували сухим воздухом в течение 20 минут и затем промывали и отфильтровывали с получением образца RHSY-4. Физико-химические характеристики приведены в Таблице 1. Спектры гидроксильной структуры и кислотность RHSY-4, охарактеризованная методом FT-IR после 100% обработки паром при 800°С в течение 17 часов, показаны на Фиг.1 и 2 соответственно.
Пример 5.
REY цеолит с сухой основой 85% (содержание RE2O3 равно 18,8%, в том числе содержание La2O3 равно 14,8%, содержание Ce2O3 равно 2,9%, содержание окислов других редкоземельных элементов равно 1,1%, размер элементарной ячейки равен 2,469 нм, дифференциальная температура термического разрушения равна 980°С, содержание Na2O равно 2,7%, произведенная Zhoucun Catalyst Factory, Qilu Petrochemical Company) помещали в реактор для сушки до содержания воды менее 5%. Затем при отношении REHY:SiCl4=1:0,8 высушенный REY цеолит реагировал с газообразным SiCl4, подаваемым сухим воздухом при 350°С в течение 120 минут, продували сухим воздухом в течение 20 минут, затем промывали и отфильтровывали с получением образца, обозначенного RHSY-5. Физико-химические характеристики приведены в Таблице 1.
Пример 6.
NaY цеолит с сухой основой 85% (отношение Si/Al равно 4,0, размер элементарной ячейки равен 2,473 нм, содержание Al2O3 равно 24,8%, содержание Na2O равно 16%, произведенный Zhoucun Catalyst Factory, Qilu Petrochemical Company) подвергали ионному обмену с раствором редкоземельных элементов при соотношении NaY:RECl3:H2O=1:0,25:10 при 80-90°С в течение 60 минут, содержание RE2O3 составляло 16%, в том числе содержание La2O3 составляло 4,16%, содержание Се2O3 равнялось 8,16% и содержание окислов других редкоземельных элементов составляло 3,68%. При отношении NaY:SiCl4=1:0,4 подвергшийся ионному обмену NaY цеолит реагировал с газообразным SiCl4, подаваемым сухим воздухом при 300°С в течение 4 ч, продували сухим воздухом в течение 20 минут и затем промывали и отфильтровывали с получением образца, обозначенного RHSY-6. Физико-химические характеристики приведены в Таблице 1.
Пример 7.
NaY цеолит с сухой основой 75% (отношение Si/Al равно 5,05, размер элементарной ячейки равен 2,466 нм, содержание Al2О3 равно 21,2%, содержание Na2O равно 15,8%, произведенный Zhoucun Catalyst Factory, Qilu Petrochemical Company) подвергали ионообмену с раствором редкоземельных элементов при соотношении NaY:RECl3:H2O=1:0,20:10 при 80-95°С в течение 40 минут, затем отфильтровывали и промывали. При соотношении NaY:SiCl4=1:0,3 подвергшийся ионообмену NaY цеолит реагировал с газообразным SiCl4, подаваемым сухим воздухом при 250°С в течение 60 минут, и продували сухим воздухом в течение 120 минут, затем промывали и отфильтровывали с получением образца, обозначенного RHSY-7. Физико-химические характеристики приведены в Таблице 1.
Сравнительный пример 1.
В Таблице 1 приведены физико-химические характеристики сравнительного образца цеолита REY (содержание RE2O3 равно 16,6%, в том числе содержание La2O3 равно 12,9%, содержание Се2O3 равно 2,1%, содержание окислов других редкоземельных элементов равно 1,1%, размер элементарной ячейки равен 2,470 нм, дифференциальная температура термического разрушения равна 980°С, содержание Na2O равно 2,7%, произведенный Zhoucun Catalyst Factory, Qilu Petrochemical Company). Спектры гидроксильной структуры и кислотность REY цеолита, охарактеризованные при помощи метода FT-IR после 100% обработки паром при 800°С в течение 17 часов, показаны на Фиг.1 и 2 соответственно.
Сравнительный пример 2.
В Таблице 1 приведены также физико-химические характеристики сравнительного образца REHY цеолита (содержание RE2O3 равно 13,6%, содержание La2O3 равно 11,4%, содержание Се2О3 равно 1,9%, содержание окислов других редкоземельных элементов равно 0,3%, размер элементарной ячейки составляет 2,469 нм, дифференциальная температура термического коллапса равна 985°С, содержание Na2O равно 4,4%, произведенный Zhoucun Catalyst Factory, Qilu Petrochemical Company). Спектры гидроксильной структуры и кислотность REY цеолита, охарактеризованные при помощи метода FT-IR после 100% обработки паром при 800°С в течение 17 часов, показаны на Фиг.1 и 2 соответственно.
(°С)
Следующие примеры иллюстрируют процесс приготовления катализатора согласно изобретению.
Пример 8.
2,0 кг каолина Suzhou (сухая основа 83%, произведенная Chinese Kaolin Company) добавляли в 10,7 кг декатионизированной воды и перемешивали в течение 1,5 часов. Добавляли 0,8 кг псевдоэбомита (сухая основа 65%, произведен Shandong Aluminium Company) и перемешивали еще в течение 1 часа. Добавляли 0,036 л HCl (промышленный сорт) и перемешивали в течение 10 мин. Полученную суспензию нагревали до 60°С, подвергали старению в течение 1 часа. 2 кг золя окиси алюминия (содержание Al2O3 равно 21,5%, произведена Qilu Catalyst Factory) смешивали с суспензией и перемешивали в течение 1 часа. Наконец добавляли 1,8 кг Y-цеолита RHSY-1, содержащего ионы редкоземельных элементов (сухая основа 80%), полученного в Примере 1, и перемешивали в течение 0,5 часа. Катализатор получали путем сушки распылением, его обозначили RC-1. Свойства катализатора приведены в Таблице 2.
Сравнительный пример 3.
Этот сравнительный пример иллюстрирует процесс приготовления катализатора с использованием REUSY в качестве Y-цеолита.
2,1 кг каолина Suzhou (сухая основа 83%, произведен Chinese Kaolin Company) добавляли в 10,7 кг декатионизированной воды и перемешивали в течение 1,5 часов. Добавляли 0,65 кг псевдоэбомита (сухая основа 65%, произведен Shandong Aluminium Company) и перемешивали еще в течение 1 часа. Добавляли 0,036 л HCl (промышленный сорт) и перемешивали в течение 10 мин. Полученную суспензию нагревали до 60°С и подвергали старению в течение 1 часа. 2 кг золя окиси алюминия (содержание Al2О3 равно 21,5%, произведена Qilu Catalyst Factory) смешивали с суспензией и перемешивали до гомогенного состояния. Раствор хлоридов смеси редкоземельных элементов (концентрация RE2O3 равна 285 г/л) добавляли и использовали аммиак для доведения рН примерно до 3 и перемешивали в течение 0,5 часа. Наконец, добавляли 2,3 кг цеолита REUSY, (размер элементарной ячейки 2,450 нм, содержание RE2O3 равно 3%, содержание Na2O равно 1,0%, сухая основа 78%, произведен Qilu Catalyst Factory) и перемешивали в течение 0,5 часа. Катализатор получали сушкой распылением и обозначали DM-1. Свойства катализатора приведены в Таблице 3.
Пример 9.
1,9 кг каолина Suzhou (сухая основа 83%, произведен Chinese Kaolin Company) добавляли в 20 кг декатионизированной воды и перемешивали в течение 1,5 часов. Добавляли 1,5 кг псевдоэбомита (сухая основа 65%, произведен Shandong Aluminium Company) и перемешивали еще в течение 1 часа. Добавляли 0,036 л HCl (промышленный сорт) и перемешивали в течение 10 мин. Полученную суспензию нагревали до 60°С и выдерживали в течение 1 часа. Добавляли 1,9 кг Y-цеолита RHSY-2, содержащего ионы редкоземельных элементов, полученного в Примере 2, и перемешивали в течение 0,5 часа. Катализатор получали путем сушки распылением и обозначали RC-2. Свойства катализатора приведены в Таблице 2.
Сравнительный пример 4.
Этот сравнительный пример иллюстрирует процесс приготовления катализатора с использованием REHY и REUSY в качестве Y-цеолита.
9,3 кг каолина Suzhou (сухая основа 83%, произведен Chinese Kaolin Company) добавляли в 16 кг декатионизированной воды и перемешивали в течение 1 часа. Добавляли 1,2 кг псевдоэбомита (сухая основа 65%, произведен Shandong Aluminium Company) и перемешивали еще в течение 1 часа. Добавляли 0,16 л HCl (промышленный сорт) и перемешивали в течение 10 мин. Полученную суспензию нагревали до 60°С и выдерживали в течение 1 часа. 1,9 кг золя окиси алюминия (содержание Al2О3 равно 21,5%, произведена Qilu Catalyst Factory) смешивали с суспензией и перемешивали в течение 0,5 часа. Затем добавляли 5,1 кг REHY цеолита (размер элементарной ячейки равен 2,469 нм, содержание RE2O3 равно 8,8%, содержание Na2O равно 4,2%, сухая основа 85%, произведен Qilu Catalyst Factory), полученного гидротермическим методом и ионообменным способом, и 2,7 кг REUSY цеолита (размер элементарной ячейки 2,450 нм, содержание RE2O3 равно 3%, содержание Na2O равно 1,0%, сухая основа 78%, произведен Qilu Catalyst Factory) и перемешивали в течение 0,5 часа. Катализатор получали путем сушки распылением и промывкой декатионизированной водой, обозначали DM-2. Свойства катализатора приведены в Таблице 3.
Пример 10.
1,7 кг каолина Suzhou (сухая основа 83%, произведен Chinese Kaolin Company) добавляли в 15 кг декатионизированной воды и перемешивали в течение 1 часа. Затем добавляли 4 кг золя окиси алюминия (содержание Al2O3 равно 21,5%, произведен Qilu Catalyst Factory) и перемешивали в течение 1 часа. Наконец, добавляли 1,4 кг Y-цеолита RHSY-3, содержащего ионы редкоземельных элементов (сухая основа 85%, содержание RE2O3 равно 8,9%, содержание Na2O равно 0,48%, дифференциальная температура термического разрушения равна 1015°С), полученного в Примере 3, и перемешивали в течение 0,5 часа. Катализатор получали сушкой распылением и обозначали его RC-3. Свойства катализатора приведены в Таблице 2.
Пример 11.
2,2 кг каолина Suzhou (сухая основа 83%, произведен Chinese Kaolin Company) добавляли в 24 кг декатионизированной воды и перемешивали в течение 1,5 часов. Добавляли 1,2 кг псевдоэбомита (сухая основа 65%, произведен Shandong Aluminium Company) и перемешивали еще в течение 1 часа. Добавляли 0,04 л HCl (промышленный сорт) и перемешивали в течение 10 мин. Полученную суспензию нагревали до 60°С и выдерживали в течение 1 часа. 1,9 кг золя окиси алюминия (содержание Al2O3 равно 21,5%, произведен Qilu Catalyst Factory) смешивали с суспензией и перемешивали в течение 0,5 часа. Затем добавляли 2 кг Y-цеолита RHSY-4 (сухая основа 78%), содержащего ионы редкоземельных элементов, полученного в Примере 4, и перемешивали в течение 1 часа. Катализатор получали сушкой распылением и обозначали RC-4. Свойства катализатора приведены в Таблице 2.
Сравнительный пример 5.
Этот сравнительный пример иллюстрирует процесс приготовления катализатора для сравнения с использованием P-REHY и ZRP в качестве цеолита, золя окиси алюминия и псевдоэбомита в качестве связующего.
1 кг каолина Suzhou (сухая основа 83%, произведен Chinese Kaolin Company) добавляли в 21 кг декатионизированной воды и перемешивали в течение 1 часа. Затем добавляли 1,2 кг псевдоэбомита (сухая основа 65%, произведен Shandong Aluminium Company) и перемешивали еще в течение 1 часа. Наконец, добавляли 0,04 л HCl (промышленный сорт) и перемешивали в течение 10 мин. Полученную суспензию нагревали до 60°С и выдерживали в течение 1 часа. 1,9 кг золя окиси алюминия (содержание Al2O3 равно 21,5%, произведена Qilu Catalyst Factory) смешивали с суспензией и перемешивали в течение 1 часа. Затем добавляли 1,8 кг Y-цеолита P-REHY-1, содержащего фосфор и ионы редкоземельных элементов (размер элементарной ячейки равен 2,469 нм, содержание RE2O3 равно 8,2%, содержание Na2O равно 1,1%, содержание Р2O5 равно 2,4%, сухая основа 85%, произведен Qilu Catalyst Factory) и 0,09 кг ZRP цеолита (отношение Si/Al равно 50, содержание Na2O менее 1%, сухая основа 90%, произведен Qilu Catalyst Factory) и перемешивали в течение 1 часа. Катализатор получали путем сушки распылением и промывки декатионизированной водой, его обозначали DM-3. Свойства катализатора приведены в Таблице 3.
Пример 12.
2,2 кг каолина Suzhou (сухая основа 73%, произведен Chinese Kaolin Company) добавляли в 16,7 кг декатионизированной воды и перемешивали в течение 1 часа. Затем добавляли 4,7 кг золя окиси алюминия (содержание Al2О3 равно 21,5%, произведен Qilu Catalyst Factory) и перемешивали в течение 1 часа. Наконец, добавляли 1,1 кг Y-цеолита RHSY-5, содержащего ионы редкоземельных элементов (сухая основа 78%), полученного в Примере 5, и 0,06 кг ZRP цеолита (отношение Si/Al равно 50, содержание Na2O менее 1,0%, сухая основа 90%, произведен Qilu Catalyst Factory) и перемешивали в течение 1 часа. Катализатор получали путем сушки распылением и обозначали его RC-5. Свойства катализатора приведены в Таблице 2.
Сравнительный пример 6.
Этот сравнительный пример иллюстрирует процесс получения катализатора с использованием P-REHY и ZRP в качестве цеолита. 2,2 кг каолина Suzhou (сухая основа 73%, произведен Chinese Kaolin Company) добавляли в 16,7 кг декатионизированной воды и перемешивали в течение 1 часа. Затем добавляли 4,7 кг золя окиси алюминия (содержание Al2O3 равно 21,5%, произведен Qilu Catalyst Factory) и перемешивали в течение 1 часа. Наконец, добавляли 2,2 кг содержащий фосфор, редкоземельные элементы, водород Y-цеолит P-REHY-2 (размер элементарной ячейки равен 2,467 нм, содержание RE2O3 равно 9%, содержание Na2О равно 1,1%, содержание Р2О5 составляет 2,0%, сухая основа 85%, произведен Qilu Catalyst Factory) и 0,06 кг ZRP цеолита (отношение Si/Al равно 50, содержание Na2O менее 1%, сухая основа 90%, произведен Qilu Catalyst Factory) и перемешивали в течение 1 часа. Катализатор получали сушкой распылением, промывали декатионизированной водой и обозначали DM-4. Свойства катализатора приведены в Таблице 3.
Пример 13.
2 кг каолина Suzhou (сухая основа 83%, произведен Chinese Kaolin Company) добавляли в 15 кг декатионизированной воды и перемешивали в течение 1 часа. Затем добавляли 3,9 кг золя двуокиси кремния (содержание SiO2 равно 15,5%, произведен Beijing Changhong Middle School Chemical Factory) и перемешивали до достижения гомогенности. Наконец, добавляли 0,72 кг Y-цеолита RHSY-5, содержащего ионы редкоземельных элементов (сухая основа 78%), полученного в Примере 5, и перемешивали в течение 1 часа. Катализатор получали сушкой распылением и обозначали RC-6. Свойства катализатора приведены в Таблице 2.
Пример 14.
3,7 кг каолина Suzhou (сухая основа 73%, произведен Chinese Kaolin Company) добавляли в 20 кг декатионизированной воды и перемешивали в течение 1,5 час. Затем добавляли 1,5 кг псевдоэбомита (сухая основа 65%, произведен Shandong Aluminium Company) и перемешивали еще в течение 1 часа. Наконец, добавляли 0,25 л HCl (промышленный сорт) и перемешивали в течение 10 мин. Полученную суспензию нагревали до 60°С и выдерживали в течение 1 часа. Затем добавляли 1,5 кг Y-цеолита RHSY-6, содержащего редкоземельные элементы, (сухая основа 78%), полученного в Примере 6, и перемешивали в течение 1 часа. Катализатор получали сушкой распылением и обозначали RC-7. Свойства катализатора приведены в Таблице 2.
Пример 15.
2,2 кг каолина Suzhou (сухая основа 73%, произведен Chinese Kaolin Company) добавляли в 12 кг декатионизированной воды и перемешивали в течение 1,5 ч. Затем добавляли 1,2 кг псевдоэбомита (сухая основа 65%, произведен Shandong Aluminium Company) и перемешивали еще в течение 1 часа. Наконец, добавляли 0,19 л HCl (промышленный сорт) и перемешивали в течение 10 мин. Полученную суспензию нагревали до 60°С и выдерживали в течение 1 часа. Затем добавляли 0,58 кг Y-цеолита RHSY-7, содержащего ионы редкоземельных элементов (сухая основа 78%), полученного в Примере 7, и перемешивали в течение 1 часа. Катализатор получали сушкой распылением и обозначали RC-8. Свойства катализатора приведены в Таблице 2.
Сравнительный пример 8.
Этот сравнительный пример иллюстрирует процесс получения катализатора с использованием REHY в качестве цеолита.
2,3 кг каолина Suzhou (сухая основа 73%, произведен Chinese Kaolin Company) добавляли в 20 кг декатионизированной воды и перемешивали в течение 1 часа. Затем добавляли 1 кг псевдоэбомита (сухая основа 65%, произведен Shandong Aluminium Company) и перемешивали еще в течение 1 часа. Наконец, добавляли 0,2 л HCl (промышленный сорт) и перемешивали в течение 10 мин. Полученную суспензию нагревали до 60°С и выдерживали в течение 1 часа. С суспензией смешивали 2,3 кг золя окиси алюминия (содержание Al2O3 равно 21,5%, произведен Qilu Catalyst Factory) и перемешивали в течение 0,5 часа. Затем добавляли 2,1 кг REHY цеолита (размер элементарной ячейки равен 2,469 нм, содержание RE2O3 равно 8,2%, содержание Na2O составляет 4,2%, сухая основа 83%, произведен Qilu Catalyst Factory) и перемешивали в течение 1 часа. Катализатор получали путем сушки распылением и промывки декатионизированной водой, обозначали этот катализатор DM-5. Свойства этого катализатора приведены в Таблице 3.
Сравнительный пример 9.
Этот сравнительный пример иллюстрирует способ получения катализатора для сравнения с использованием REY в качестве цеолита.
1,6 кг каолина Suzhou (сухая основа 85%, произведен Chinese Kaolin Company) добавляли в 16 кг декатионизированной воды и перемешивали в течение 1 часа. Затем добавляли 1,2 кг псевдоэбомита (сухая основа 65%, произведен Shandong Aluminium Company) и перемешивали еще в течение 1 часа. Затем добавляли 0,16 л HCl (промышленный сорт) и перемешивали в течение 10 мин. Полученную суспензию нагревали до 60°С и выдерживали в течение 1 часа. С суспензией смешивали 1,9 кг золя окиси алюминия (содержание Al2O3 составляет 21,5%, произведен Qilu Catalyst Factory) и перемешивали в течение 0,5 часа. Затем добавляли 2,1 кг REY цеолита, содержащего ионы редкоземельных элементов (размер элементарной ячейки равен 2,467 нм, содержание RE2O3 составляет 13,7%, содержание Na2O равно 4,2%, сухая основа 90%, произведен Qilu Catalyst Factory), и перемешивали в течение 1 часа. Катализатор получали путем сушки распылением, промывали декатионизированной водой, обозначали DM-6. Свойства катализатора приведены в Таблице 3.
Пример 16.
1,6 кг каолина Suzhou (сухая основа 73%, произведен Chinese Kaolin Company) добавляли в 15 кг декатионизированной воды и перемешивали в течение 1 часа. Затем добавляли 1,2 кг псевдоэбомита (сухая основа 65%, произведен Shandong Aluminium Company) и перемешивали еще в течение 1 часа. Наконец, добавляли 0,19 л HCl (промышленный сорт) и перемешивали в течение 10 мин. Полученную суспензию нагревали до 60°С и выдерживали в течение 1 часа. С суспензией смешивали 0,7 кг золя окиси алюминия (содержание Al2O3 равно 21,5%, произведен Qilu Catalyst Factory) и перемешивали в течение 0,5 часа. Затем добавляли 1,27 кг Y-цеолита RHSY-3, содержащего ионы редкоземельных элементов (сухая основа 85%), полученного в Примере 3, и перемешивали в течение 1 часа. Катализатор получали путем сушки распылением и обозначали RC-9. Свойства катализатора приведены в Таблице 2.
Нижеследующие примеры иллюстрируют свойства катализатора по изобретению в процессе крекинга всех видов сырых нефтей.
Пример 17.
Каталитический крекинг сырой нефти I (парафиновый дистиллят Liaohe, свойства приведены в Таблице 4) осуществляли на установке с фиксированным псевдоожиженным слоем при 500°С при среднечасовой скорости подачи сырья (WHSV), равной 12 ч-1, отношении катализатор - нефть, равном 5, и содержании воды (в расчете на сырье), равном 10% по весу, используя катализаторы RC-1, RC-3 (с содержанием Y-цеолита с ионами редкоземельных элементов, равным 35% по весу) и сравнительный катализатор DM-1 (с содержанием цеолита, равным 40% по весу), описанные в данной заявке. До начала опыта каждый испытуемый катализатор обрабатывали при 800°С в течение 8 часов в атмосфере 100% пара. Результаты реакции указаны в Таблице 5.
продуктов
вес.%
Как видно из Таблицы 5, катализаторы RC-1 и RC-3, предусмотренные данным изобретением, в случае тяжелой нефти характеризуются высокой степенью конверсии. Непревратившаяся часть тяжелой нефти меньше, чем в случае сравнительного катализатора DM-1, особенно для RC-3, для которого непревратившаяся часть тяжелой нефти меньше, чем в случае сравнительного катализатора DM-1 на 4%. Выход легкого масла больше на 1-2%, чем в случае сравнительного катализатора. С точки зрения распределения продуктов каталитическая селективность по газолину, коксу и сухому газу выше, чем в случае сравнительного катализатора при почти одинаковой степени конверсии. Таким образом, катализатор по изобретению превосходно подходит в качестве катализатора крекинга тяжелой нефти.
Пример 18.
Каталитический крекинг неочищенной нефти II (остаток от трех смесей Wuhan, его свойства приведены в Таблице 6) осуществляли на установке с фиксированным псевдоожиженным слоем при 500°С при отношении катализатор - нефть, равном 5, используя катализаторы RC-1, RC-3 и сравнительный катализатор DM-1. До начала опыта каждый катализатор обрабатывали при 800°С в течение 4 часов в атмосфере 100% пара. Полученный неочищенный газолин анализировали методом хроматографии, определяя парафины, нафтены, олефины и ароматику, результаты реакции приведены в Таблице 7.
Как видно из Таблицы 7, катализаторы RC-1 и RC-3, предусмотренные данным изобретением, снижают содержание олефинов в газолине. Содержание олефинов в газолине может достигать 17,3 и 12,97% соответственно, что меньше 33,34% для сравнительного катализатора DM-1. Содержание изо-парафина для RC-1 и RC-3 составляет 51,59 и 55,14%, что выше 39,41% для сравнительного катализатора при сохранении сравнительно высоких октановых чисел. Следовательно, катализатор согласно данному изобретению пригоден для снижения содержания олефинов в газолине.
Пример 19.
Каталитический крекинг неочищенной нефти III (парафиновый дистиллят Liaohe Anshan, свойства которого приведены в Таблице 8) осуществляли на установке с фиксированным псевдоожиженным слоем при 510°С при среднечасовой скорости подачи сырья (WHSV), равной 20 ч-1, и отношении катализатор - нефть, равном 5, используя катализатор RC-2 и сравнительный катализатор DM-2, описанные в данной заявке. До начала опыта каждый катализатор обрабатывали при 800°С в течение 4 часов в атмосфере 100% пара. Результаты реакции приведены в Таблице 9.
продуктов
вес.%
Как видно из Таблицы 9, по сравнению с катализатором DM-2 (два цеолита, содержание цеолита 41% по весу) катализатор RC-2 (с содержанием цеолита 32% по весу), предусмотренный данным изобретением, характеризуется высокой степенью конверсии для тяжелой нефти. Выход легкого масла больше, чем в случае сравнительного катализатора почти на 2,8%. При почти одинаковом октановом числе содержание олефинов уменьшилось на 6%, что показывает высокую активность катализатора по изобретению при уменьшении содержания олефинов.
Пример 20.
Каталитический крекинг неочищенной нефти IV низкого качества (парафиновый дистиллят Liaohe : газойль коксования Liaohe : остаток от вакуумной перегонки Daqing=55:20:25 (свойства показаны в Таблице 10) осуществляли на установке с фиксированным псевдоожиженным слоем при 500°С при среднечасовой скорости подачи сырья (WHSV), равной 10 ч-1, и отношении катализатор - масло, равном 6, используя катализаторы RC-2, RC-9 и сравнительный катализатор DM-2, описанные в данной заявке. Перед опытом каждый катализатор обрабатывали при 800°С в течение 12 часов в атмосфере 100% пара. Результаты реакции приведены в Таблице 11.
Неочищенный газолин, полученный при использовании катализатора RC-9 и сравнительного катализатора DM-2 на установке с фиксированным псевдоожиженным слоем, подвергали анализу PNOA (содержание парафинов, нафтена, олефинов и ароматических соединений), результаты приведены в Таблице 12.
Как видно из Таблицы 11, катализаторы RC-2 и RC-9 (с содержанием цеолитов 32% и 35% по весу соответственно) предусмотренные данным изобретением, имеют гораздо большую активность в процессе крекинга тяжелой нефти, чем катализатор DM-2 (с содержанием цеолита 41% по весу) в условиях более низкого содержания цеолита и одинаковых средств обеспечения. Выход легкого масла выше, чем в случае сравнительного катализатора почти на 2-3,5%. Селективность по газолину (GLN) и коксу лучше, чем в случае сравнительного катализатора.
Как видно из Таблицы 12, катализатор, предусмотренный данным изобретением, проявляет активность по снижению содержания олефинов даже при крекинге низкокачественной неочищенной нефти.
Пример 21.
Каталитический крекинг неочищенной нефти V (остаток от перегонки при атмосферном давлении нефти Daqing:нефть Aman=20:80) проводили на установке с фиксированным псевдоожиженным слоем при 520°С при среднечасовой скорости подачи сырья (WHSV), равной 30 ч-1, и отношении катализатор - нефть, равном 4, используя катализатор RC-4 и сравнительные катализаторы DM-5 и DM-6, описанные в данной заявке. До опыта каждый катализатор обрабатывали при 800°С в течение 4 часов в атмосфере 100% пара. Результаты реакции приведены в Таблице 13.
продуктов
вес.%
Как видно из Таблицы 13, по сравнению с катализатором DM-5, содержащим REHY цеолит, и катализатором DM-6, содержащим REY цеолит, катализатор согласно данному изобретению обеспечивает высокий выход легкого масла при той же степени конверсии, а также снижает содержание олефинов и обеспечивает высокую селективность по коксу.
Пример 22.
Каталитический крекинг неочищенной нефти VI (остаток атмосферной перегонки нефти Daqing, свойства указаны в Таблице 14) осуществляли на установке с фиксированным псевдоожиженным слоем при 500°С при среднечасовой скорости подачи сырья (WHSV), равной 30 ч-1, и отношении катализатор - нефть, равном 4, используя катализатор RC-4 и сравнительный катализатор DM-3 (специальный катализатор для снижения содержания олефинов), описанные в данной заявке. До опыта каждый катализатор обрабатывали при 800°С в течение 8 часов в атмосфере 100% пара. Результаты реакции приведены в Таблице 15.
Как видно из Таблицы 15, даже катализатор RC-4, описанный в данной заявке, имеющий меньшее содержание цеолита (на 5%), чем сравнительный катализатор DM-4 и не содержащий ZRP цеолита, характеризуется высокой степенью конверсии тяжелой нефти. Выход легкого масла выше, чем для сравнительного катализатора почти на 2%, содержание олефинов меньше на 5%, чем для сравнительного катализатора. Этот катализатор активно снижает содержание олефина.
Пример 23.
Определение микроактивности для тяжелой нефти проводили, используя катализаторы RC-5, RC-6, RC-7 и сравнительный катализатор DM-3. До опыта каждый катализатор обрабатывали при 800°С в течение 17 часов в атмосфере 100% пара. Результаты реакции приведены в Таблице 16.
продуктов
вес.%
Как видно из Таблицы 16, катализатор согласно изобретению обладает высокой степенью конверсии тяжелой нефти даже при гораздо меньшем содержании цеолита, чем в сравнительном катализаторе. Выход легкого масла выше на 5,5-6,8%, чем в случае сравнительного катализатора. Индекс активности передачи водорода Σ C4 0/Σ С4 - выше для каждого катализатора по изобретению, чем для сравнительного катализатора. Все это показывает, что активность снижения содержания олефинов катализатора по изобретению выше, чем у обычного катализатора.
Пример 24.
Катализаторы RC-1, RC-9 и сравнительный катализатор DM-4, описанные в данной заявке, обрабатывали при 800°С в атмосфере 100% пара в течение 4 ч, 8 ч и 17 ч соответственно и затем осуществляли определение адсорбции/десорбции азота (БЭТ). Величины измеренных удельных поверхностей показаны на Фиг.3.
Как видно из Фиг.3, катализатор согласно данному изобретению сохраняет высокую удельную поверхность после обработки паром, что свидетельствует о его высокой гидротермической стабильности.
Пример 25.
Катализаторы RC-1, RC-2, RC-3, RC-4 и сравнительные катализаторы DM-2, DM-5, DM-6, описанные в данной заявке, выдерживали при 800°С в течение 17 часов в атмосфере 100% пара и затем измеряли размер равновесной элементарной ячейки цеолита в катализаторе методом рентгеновского дифракционного анализа. Результаты измерений приведены в Таблице 17.
Как видно из Таблицы 17, размер элементарной ячейки каждого катализатора по изобретению больше 2,435 нм, а размер элементарной ячейки каждого сравнительного катализатора меньше 2,432 нм, что свидетельствует о том, что катализатор согласно изобретению характеризуется высокой гидротермической стабильностью и структурной стабильностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТАЛИЗАТОР КРЕКИНГА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2399415C2 |
| КАТАЛИЗАТОР КРЕКИНГА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2367518C2 |
| КАТАЛИЗАТОР КАТАЛИТИЧЕСКОГО КРЕКИНГА И ЕГО ПОЛУЧЕНИЕ | 2018 |
|
RU2755891C2 |
| СПОСОБ КАТАЛИТИЧЕСКОЙ КОНВЕРСИИ УГЛЕВОДОРОДОВ | 2006 |
|
RU2418842C2 |
| КАТАЛИЗАТОР КОНВЕРСИИ УГЛЕВОДОРОДОВ | 2006 |
|
RU2409422C2 |
| КАТАЛИЗАТОР ДЛЯ КАТАЛИТИЧЕСКОГО КРЕКИНГА, ЕГО ПОЛУЧЕНИЕ И ИСПОЛЬЗОВАНИЕ | 2008 |
|
RU2471553C2 |
| МОДИФИЦИРОВАННОЕ МАГНИЕМ МОЛЕКУЛЯРНОЕ СИТО ТИПА Y, ЕГО ПОЛУЧЕНИЕ И СОДЕРЖАЩИЙ ЕГО КАТАЛИЗАТОР | 2018 |
|
RU2770421C2 |
| ЦЕОЛИТСОДЕРЖАЩИЙ КАТАЛИЗАТОР КОНВЕРСИИ УГЛЕВОДОРОДОВ, СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ И СПОСОБ ПРЕВРАЩЕНИЯ УГЛЕВОДОРОДНЫХ НЕФТЕПРОДУКТОВ С ИСПОЛЬЗОВАНИЕМ ЭТОГО КАТАЛИЗАТОРА | 2005 |
|
RU2372142C2 |
| КАТАЛИЗАТОР КАТАЛИТИЧЕСКОГО КРЕКИНГА И СПОСОБ ПОВЫШЕНИЯ СЕЛЕКТИВНОСТИ КАТАЛИЗАТОРА(ВАРИАНТЫ) | 2010 |
|
RU2548362C2 |
| КАТАЛИЗАТОР КРЕКИНГА И СПОСОБ ДЛЯ ЕГО ПРИГОТОВЛЕНИЯ | 2021 |
|
RU2832734C1 |
Изобретение относится к катализатору для крекинга углеводородов и способу его получения. Описан катализатор для крекинга углеводородов, содержащий Y-цеолит с ионами редкоземельных элементов, отличающийся тем, что содержание редкоземельных элементов в кристаллической решетке Y-цеолита с ионами редкоземельных элементов в расчете на RE2O3 составляет от 4 до 15 вес.%, первоначальный размер элементарной ячейки составляет от 2,450 нм до 2,458 нм и размер равновесной структуры элементарной ячейки после обработки 100% паром при 800°С в течение 17 ч превышает 2,430 нм. Также описан способ получения указанного выше катализатора для крекинга углеводородов включающий: (1) сушку Y-цеолита с ионами редкоземельных элементов до содержания воды менее 10 вес.%, затем при весовом соотношении SiCl4 : Y-цеолит, равном 0,1-0,9:1, взаимодействие цеолита с газообразным SiCl4, подаваемым сухим воздухом при 150-600°С в течение промежутка времени от 10 минут до 6 часов и продувку сухим воздухом в течение промежутка времени от 5 минут до 2 часов после реакции и затем удаление остаточных растворимых побочных продуктов в цеолите путем промывки декатионизированной водой; (2) смешение и суспендирование 10-50 вес.% Y-цеолита с ионами редкоземельных элементов, полученного на стадии (1), 10-60 вес.% связующего и 2-75 вес.% глины и формование катализатора путем сушки при распылении; и применение указанного катализатора. Технический эффект - получение катализатора, характеризующегося высокой активностью, гидротермической стабильностью, высокой степенью конверсии тяжелой нефти и селективностью по газолину, сухому газу и коксу, заметное снижение содержания олефинов в полученном газолине. 3 н. и 30 з.п. ф-лы, 3 ил., 17 табл.
(1) сушку Y-цеолита с ионами редкоземельных элементов до содержания воды менее 10 вес.%, затем при весовом соотношении SiCl4:Y-цеолит, равном 0,1-0,9:1, взаимодействие цеолита с газообразным SiCl4, подаваемым сухим воздухом при 150-600°С в течение промежутка времени от 10 мин до 6 ч и продувку сухим воздухом в течение промежутка времени от 5 мин до 2 ч после реакции и затем удаление остаточных растворимых побочных продуктов в цеолите путем промывки декатионизированной водой; и
(2) смешение и суспендирование 10-50 вес.% Y-цеолита с ионами редкоземельных элементов, полученного на стадии (1), 10-60 вес.% связующего и 2-75 вес.% глины и формование катализатора путем сушки при распылении.
| CN 1127161, 24.07.1996 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРОВ ДЛЯ КОНВЕРСИИ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 0 |
|
SU187735A1 |
| КАТАЛИЗАТОР ПРЕВРАЩЕНИЯ АЛИФАТИЧЕСКИХ УГЛЕВОДОРОДОВ С-C В ВЫСОКООКТАНОВЫЙ КОМПОНЕНТ БЕНЗИНА ИЛИ КОНЦЕНТРАТ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1999 |
|
RU2172212C1 |
| CN 1325940, 12.12.2001 | |||
| US 4632749, 30.12.1986 | |||
| JP 4059616 A, 26.02.1992. | |||

