Область изобретения
Настоящее изобретение относится к катализаторам, используемым для каталитического крекинга, к способу обработки и его использованию. Более конкретно, настоящее изобретение относится к катализаторам каталитического крекинга, имеющим более высокую селективность, к способу обработки и к их использованию.
Предпосылки создания изобретения
В начале шестидесятых годов используемые цеолиты Y-типа представляли собой цеолиты REY на основе редкоземельных элементов. Цеолиты REY характеризуются отношением кремнезема к окиси алюминия менее 5, содержанием редкоземельных элементов не менее 17% по весу (на основе RЕ2О3 и по отношению к массе цеолитов), высокой плотностью электролита, надежным переносом водорода, низким содержанием олефина и нафтена в бензине, что снижает октановое число бензина. Таким образом, тетраэтилсвинец был обязательной добавкой для увеличения октанового числа такого бензина. Однако цеолит Y-типа все еще является главной активной составляющей катализатора для FCC (каталитического крекинга с взвешенным катализатором) тяжелых нефтяных углеводородов.
В 1975 в США был введен запрет на использование этилированного бензин, и катализаторы крекинга, содержащие ультрастойкие цеолиты Y (USY) заменяются на цеолиты REY в качестве активного компонента. USY представляет собой цеолит Y с высоким содержанием кремнезема, подготовленный деалюминированием каркаса цеолитов Y-типа с помощью гидротермальной обработки, при этом указывается, что цеолит имеет общее отношение кремнезема к окиси алюминия в пределах от 5 до 10 и содержит малое количество редкоземельных элементов или не содержит их вообще. Так как USY имеет повышенное отношение кремнезема к окиси алюминия, пониженную плотность электролита и слабую активность по переносу водорода, бензин имеет повышенное содержание олефина и повышенное октановое число. Например, патент США 4242237 раскрывает катализатор крекинга для получения бензина, имеющего высокое октановое число, в котором активные составляющие включают цеолит USY, имеющий редкоземельные элементы в количестве менее 1,15% по весу (на основе RE2O3 и по отношению к массе цеолитов) и малопористые цеолиты, включая эриоцит, морденит, цеолит А, хабазит и оффретит. Патент США 4259212 раскрывает катализатор крекинга, содержащий цеолиты USY, которые включают редкоземельные элементы в количестве менее 1,15% по весу (на основе RЕ2O3 и по отношению к массе цеолитов), и постоянную элементарной ячейки менее чем 24,41Å. Цеолиты USY, используемые в указанных двух патентных документах оба включают небольшое количество редкоземельных элементов. В начале восьмидесятых годов цеолиты типа ZSM-5 начали использоваться в катализаторах FCC для увеличения октанового числа бензина. Патент США 4 309 280 раскрывает тот факт, что 0,01-1% по весу цеолитов HZSM-5 по отношению к весу катализатора может быть непосредственно добавлено в установку FCC. Патент США 3 758 083 раскрывает катализатор, содержащий цеолиты ZSM-5 как активные компоненты и крупнопористые цеолиты (такие как Х-типа и Y-типа) в отношении от 1:30 до 3:1, которые используются, чтобы повысить октановое число бензина и увеличить выход C3 =+C4 =. Функция ZSM-5 в процессе FCC должна фактически разбивать нормальную цепь углеводородов, имеющих низкое октановое число в бензиновой фракции, в низкие углеродные олефины, чтобы «исправить» часть низких углеродистых олефинов и увеличить октановое число бензина. Таким образом, применение ZSM-5 неизбежно увеличит содержание олефина и ароматических углеводородов в бензине. Есть ряд патентов, относящихся к цеолитам Y с высоким содержанием кремнезема, как продукт деятельности катализатора. Например, патент США 4 880 787 раскрывает цеолитный катализатор, содержащий USY с отношением кремнезема к окиси алюминия 5-100 и индекс проницаемости 1-12, в котором опора включает алюминий и 0,01-10% по весу редкоземельных элементов по отношению к массе катализатора. Такой катализатор используется, прежде всего, для увеличения выхода бензина FCC и выхода дестилята и уменьшения выхода кокса и сухого газа в процессе FCC.
Катализатор, приготовленный из цеолитов REY или цеолитов USY, имеющих широкий диапазон отношений кремнезема к окиси алюминия, не может в нужной степени отвечать требованиям на селективность целевого продукта FCC. Когда он добавлен в промышленную установку каталитического крекинга, указанный цеолитный катализатор REY-типа или USY-типа имеет начальную активность выше 85, тогда как цеолитный катализатор REY-типа имеет начальную активность выше 90. При гидротермальной обработке высокой интенсивности активность катализатора указанных двух видов цеолитных катализаторов постепенно снижается. Активность цеолитного катализатора REY-типа уменьшается пропорционально, в то время как начальная активность цеолитного катализатора USY-типа сначала снижается быстро и затем медленно, по мере увеличения времени старения (см. справочник по каталитическому крекингу со взвешенным катализатором: конструкция, эксплуатация и поиск неисправностей установки FCC, Reza Sadeghbeigi, 2-й выпуск, 92 стр., фигуры 3-5).
Вместе с увеличением производства сырой нефти, качество сырой нефти становится хуже, главным образом, по следующим позициям: увеличивается плотность сырой нефти; увеличивается ее вязкость; увеличивается содержание тяжелых металлов, содержание серы, содержание азота, смолы и содержание асфальтена, и кислотное число становятся выше. В настоящее время, ценовое различие между низкокачественной сырой нефтью и высококачественной сырой нефтью постоянно увеличивается вместе с нехваткой нефтяных ресурсов. Таким образом, большое внимание обращается на способ эксплуатации оборудования и обработки низших сырых нефтей, имеющих низкую цену, т.е. увеличение выхода дизельного топлива от низших сырых нефтей до максимально возможной степени, что является большим вызовом для обычной технологии обработки сырой нефти. Чтобы удовлетворить увеличивающуюся потребность в легких фракциях олефина и моторного топлива, PCT/CN2009/000272 раскрывает процесс для получения легкого дизельного топлива и пропилена из низшего исходного сырья<http://www.iciba.com/inferior/>. Низшее исходное сырье подается в первую и вторую зоны реакции реактора каталитической конверсии, которые, в свою очередь, находятся в контакте с катализатором каталитической конверсии, чтобы выполнить первую и вторую реакции. После разделения твердой и газовой фазы продукта реакции и отработанного катализатора, отработанный катализатор извлекается, подается в систему выжига кокса и затем возвращается в реактор. После разделения продукта реакции получают пропилен, бензин, дизельное топливо каталитического крекинга с взвешенным катализатором (FGO) и другие продукты, в котором указанное дизельное топливо каталитического крекинга с взвешенным катализатором подается в ароматическую экстракционную установку, чтобы получить экстрагированную нефть и очищенный нефтепродукт разделением. Указанный очищенный нефтепродукт возвращается в первую зону реакции реактора каталитической конверсии или/и других каталитических устройств конверсии для последующей реакции получения целевых продуктов, т.е. пропилена и бензина. В указанном процессе продукт FGO получается после умеренной каталитической конверсии низшего исходного сырья при использовании установки для экстракции ароматических соединений. Полученная нефть обогащена бициклическими ароматическими углеводородами, так что добытая нефть является превосходным химическим продуктом. Алканы и циклопарафины обогащены в очищенном нефтепродукте, так что очищенный нефтепродукт является подходящим для каталитической конверсии, чтобы достичь высокоэффективного использования нефтяных ресурсов. Указанный процесс может значительно уменьшить выход сухого газа и кокса, и катализатор, используемый в указанном процессе, основан, главным образом, на основе селективности катализатора для целевого продукта.
Из-за непрерывного абразивного износа, катализатор в промышленной установке каталитического крекинга теряется во время работы. Кроме того, часть равновесного катализатора обычно выгружается, чтобы поддерживать активность равновесного катализатора как это требуется для реакции. В то же время, это вынуждает добавлять свежий катализатор (текущая активность свежего катализатора обычно выше 85, и селективность сухого газа и кокса крайне невысокая). Таким образом, имеется приемлемая норма подпитки свежего катализатора к общему объему равновесного катализатора в системе. Следует отметить, что равновесный катализатор является результатом комбинированного эффекта введения добавки с непрерывным дозированием свежего катализатора и непрерывной потери (включая принудительную разгрузку) равновесного катализатора в системе. В настоящее время, свежий катализатор обычно добавляется в установку каталитического крекинга по обычному способу. Иными словами, свежий катализатор из бака-хранилища свежего катализатора подается в питательное устройство вручную или автоматически по весу, и освобождается после продувки воздухом и псевдоожижением, и затем катализатор подается в регенератор установки каталитического крекинга. Что касается автоматического взвешивания катализатора, и проблемы снижения отказов оборудования во время автоматического ввода добавки, то имеются многочисленные патенты, посвященные этому вопросу. Например, CN 1210029A и CN 2407174 A описывают небольшую автоматическую систему ввода катализатора для каталитического крекинга.
Гидротермальная инактивация катализатора представляет собой медленный процесс, осуществляемый в течение 30-100 суток. Во время процесса инактивации активность свежего катализатора, содержание металла исходного нефтяного сырья и другие свойства, условия эксплуатации FCCU (установки каталитического крекинга с взвешенным катализатором), потери и норма расхода катализатора не могут оставаться постоянными. Вместе с тем, свежий катализатор в виде одиночной частицы теряет свои физические и химические свойства в момент входа в смесительно-жидкостный регенератор. Из-за этих проблем, трудно точно предсказать распределение по старению и активности катализатора в промышленной установке каталитического крекинга. Непосредственный забор образца равновесного катализатора из промышленной установки каталитического крекинга для измерения активности равновесного катализатора или других свойств, или вычисления активности или других свойств равновесного катализатора на основе упрощенной математической модели, позволяет получить активность или другие свойства равновесного катализатора, которые являются просто средними значениями средней активности или других свойств. Эти значения представляют собой основные параметры для создания инструкций для процесса производства FCCU и для оптимизации распределения продукта и его свойств. Однако одновременно возникает и серьезная проблема, т.е. отсутствует учет различия влияния каждой частицы катализатора в промышленной установке каталитического крекинга на распределение продукта и свойств. Патент CN 1382528 A раскрывает процесс циклического загрязнения и старения катализатора. После обработки по указанному процессу физико-химические свойства свежего катализатора все еще близки к свойствам промышленного равновесного катализатора. Указанный процесс разработан, главным образом, для установления различия между катализатором, обработанным в лабораториях и промышленным равновесным катализатором, но он не способен улучшить разницу по активности между промышленными равновесными катализаторами. CN 1602999 A раскрывает способ внешней предварительной подготовки для гидрирующих катализаторов, включающий стадии предварительной внешней вулканизации газовой фазы гидрирующего катализатора в состоянии окисления, пассивируя катализатор в сульфидированном состоянии при использовании кислорода, содержащего пассивирующий газ. Указанный способ может значительно повысить активность и стабильность катализатора. Однако указанный способ является подходящим только для обработки гидрирующего катализатора, а не катализатора каталитического крекинга.
Краткое содержание изобретения
Целью настоящего изобретения является создание катализатора каталитического крекинга, имеющего более высокую селективность по сравнению с катализатором на основе известного уровня техники, способ обработки и использование этого катализатора.
Изобретатели находят, что все катализаторы с однородными частицами имеют различную активность при крекинге и разную селективность из-за различного времени пребывания в промышленной установке каталитического крекинга. Исследования изобретателей показывают, что большинство катализаторов в промышленной установке каталитического крекинга имеют более длительный срок службы и меньший вклад в активность. После того, как установка проработала в течение 100 дней, приблизительно половина добавленных катализаторов все еще находится в системе, но эти катализаторы имеют только 5% вклад в активность. Катализаторы, имеющие срок службы только 25 дней составляют только 1/6 общего количества массы в системе, но имеют 2/3 вклада в активность всей системы. Активность катализатора в промышленной установке каталитического крекинга близка к функции температуры регенерации и парциального давления пара. Пар позволяет процессу старения катализатора быть "самоуравновешенным" процессом, т.е. эффект его старения затухает вместе с продлением времени старения. Вместе с тем, результаты исследования показывают, что, когда катализаторы преобразованы из свежего катализатора (более высокая активность микрореакции) в уравновешенные катализаторы (более низкая активность микрореакции), селективность по сухому газу и коксу быстро улучшается до тех пор, пока не достигнут баланс. Таким образом, лучший способ улучшить селективность каталитического крекинга состоит в том, чтобы добавлять катализаторы, имеющие более высокую селективность, в промышленную установку каталитического крекинга, вместо того, чтобы добавлять свежий катализатор, имеющий более высокую активность микрореакции, непосредственно в такую установку.
По первой цели настоящее изобретение обеспечивает катализатор каталитического крекинга, имеющий более высокую селективность и отличающийся тем, что, когда он введен в промышленную установку каталитического крекинга, катализатор имеет начальную активность не выше 80 единиц, предпочтительно не выше 75, более предпочтительно не выше 70 единиц, время самобалансировки в пределах от 0,1 до 50 часов, предпочтительно от 0,2 до 30 часов, более предпочтительно от 0,5 до 10 часов, и равновесную активность в пределах 35-60 единиц, предпочтительно от 40 до 55 единиц.
Начальная активность катализатора или активность свежего катализатора, как упомянуто ниже, означает активность катализатора, оцененную прибором микрореакции дизельного топлива. Эта активность может быть измерена способом измерения известного уровня техники: стандартом предприятия RIPP 92-90- микрореакции или по способу измерения активности реакции для свежего катализатора каталитического крекинга, Нефтехимический способ анализа (способ RIPP-проверки), Yang Cuiding и др., 1990 (в дальнейшем именуемый RIPP 92-90). Начальная активность катализатора или активность свежего катализатора представлена активностью микрореакции дизельного топлива (МАМА), вычисленная уравнением:
МАМА = (выход бензина, имеющего температуру менее 204°С в продукте + выход газа + выход кокса)/общий вес исходного сырья * 100% = выход бензина, имеющего температуру менее 20°С в продукте + выход газа + выход кокса.
Условия оценки прибора микрореакции дизельного топлива (со ссылкой на RIPP 92-90) включают распыление катализатора в частицы, имеющие диаметр одной частицы 420-481 µm; 5 г катализатора, загружаются в установку; материалы реакции представляют собой прямой продукт перегонки в виде легкого дизельного топлива, имеющего интервал выкипания 235-33°С; температура реакции 46°С; среднечасовая скорость подачи сырья порядка 16 час-1 и отношение катализатор/исходное сырье равно 3,2.
Время самобалансировки катализатора - время, необходимое для достижения равновесной активности при 80°С и 100% пара (со ссылкой на 92-90).
Катализатор может быть получен способам, представляющими собой следующие вторую, третью или четвертую цели изобретения.
Катализатор включает, от общего веса катализатора, 1-50% по весу цеолита, 5-99% по весу неорганической окиси и 0-70% по весу дополнительной глины, при этом цеолит как активный компонент выбран из среднепористых цеолитов и/или крупнопористых цеолитов. По отношению к общей массе цеолитов, среднепористые цеолиты находятся в количестве 0-100% по весу, и крупнопористые цеолиты находятся в количестве 0-100% по весу. Среднепористые цеолиты выбраны из группы, состоящей из ряда цеолитов ZSM и/или цеолитов ZRP. Кроме того, указанные среднепористые цеолиты могут быть модифицированы элементами неметалла, такими как фосфор и т.д. и/или металла, такими как железо, кобальт, никель и т.д. Подробные описания, относящиеся к ZRP, могут быть найдены в патенте США 5 232 675. Ряды ZSM цеолитов выбраны из одного или нескольких ZSM-5, ZSM-11, ZSM-12, ZSM-23, ZSM-35, ZSM-38, ZSM-48 и других цеолитов, имеющих подобные структуры, и подробные описания по ZSM-5 могут быть найдены в патенте США 3 702 886. Крупнопористые цеолиты выбраны из одного или нескольких редкоземельных элементов Y (REY), редкоземельного водорода Y (REHY), ультрастабильного Y, полученного различными способами, и высококремнеземистого Y.
Неорганическая окись, как связующее, выбрана из группы, состоящей из SiO2 и/или Аl2О3.
Глина как субстрат (т.е. опора) выбрана из группы, состоящей из каолина и/или галлуазита.
По второй цели настоящее изобретение обеспечивает способ обработки для улучшения селективности катализатора каталитического крекинга, при этом указанный способ содержит следующие стадии:
(1) подачу свежего катализатора в псевдоожиженный слой, предпочтительно плотнофазный псевдоожиженный слой, входящий в контакт с паром, выдерживание при определенных гидротермальных условиях, чтобы получить состаренный катализатор; и
(2) подачу состаренного катализатора в промышленную установку каталитического крекинга.
Техническое решение по настоящему изобретению конкретно выполняется, например, следующим образом.
Свежий катализатор подается в псевдоожиженный слой, предпочтительно плотнофазный псевдоожиженный слой, и пар подается в псевдоожиженный слой.
Псевдоожижение катализатора достигается под воздействием водяного пара, и катализатор одновременно обрабатывается паром, чтобы получить состаренный катализатор, как заявлено в первой цели изобретения. Диапазоны температур при такой обработке от 400°С до 850°С, предпочтительно от 500°С до 750°С, более предпочтительно от 600°С до 700°С. Поверхностная линейная скорость псевдоожиженного слоя изменяется от 0,1 до 0,6 м/с, предпочтительно от 0,15 до 0,5 м/с.Время старения лежит в пределах от 1 до 720 часов, предпочтительно от 5 до 360 часов, в соответствии с требованиями промышленной установке каталитического крекинга, состаренный катализатор добавляется в промышленную установку каталитического крекинга, предпочтительно в регенератор промышленной установки каталитического крекинга.
Следует отметить, что в настоящей заявке регенератор считается неотъемлемой частью промышленной установки каталитического крекинга.
Катализатор содержит, по отношению к общему весу катализатора, 1-50% по весу цеолита, 5-99% по весу неорганической окиси и 0-70% по весу дополнительной глины, при этом цеолит, как активный компонент, выбран из среднепористых цеолитов и/или крупнопористых цеолитов. По отношению к общей массе цеолитов среднепористые цеолиты находятся в количестве 0-100% по весу, и крупнопористые цеолиты находятся в количестве 0-100% по весу. Среднепористые цеолиты выбраны из группы, состоящей из ряда цеолитов ZSM и/или цеолитов ZRP. Кроме того, указанные среднепористые цеолиты могут быть модифицированы элементами неметалла, такими как фосфор и т.д. и/или элементами металла, такими как железо, кобальт, никель и т.д. Подробные описания, относящиеся к ZRP, могут быть найдены в патенте США 5 232 675. Ряды цеолитов ZSM выбраны из одного или нескольких ZSM-5, ZSM-11, ZSM-12, ZSM-23, ZSM-35, ZSM-38, ZSM-48 и других цеолитов, имеющих подобные структуры, причем подробные описания, относящиеся к ZSM-5, могут быть найдены в патенте США 3 702 886. Крупнопористые цеолиты выбраны из одного или нескольких редкоземельных элементов Y (REY), редкоземельного водорода Y (REHY), ультрастабильного Y, полученных различными способами, и высококремнеземистого элемента Y.
Неорганическая окись как связующий компонент выбраны из группы, состоящей из SiO2 и/или Аl2О3.
Глина как субстрат (т.е. опора) выбрана из группы, состоящей из каолина и/или галлуазита.
Пар после стадии старения используется как один или несколько компонентов, выбранных из группы, состоящей из технологического пара, пара из паросборника, пара для распыливания и подъемного пара, соответственно добавляемого в отпарной аппарат, разделитель, сырьевую форсунку и/или зону предварительного подъема установки каталитического крекинга. Пар может также быть полезным, например, как распылительный пар и т.д.
В соответствии с третьей целью настоящее изобретение обеспечивает еще один способ обработки для улучшения селективности катализатора каталитического крекинга, при этом указанный способ содержит следующие стадии:
(1) подачу свежего катализатора в псевдоожиженный слой, предпочтительно плотнофазный псевдоожиженный слой, входящий в контакт с паром, содержащим стареющую среду, выдерживание при определенных гидротермальных условиях, чтобы получить состаренный катализатор; и
(2) подачу состаренного катализатора в промышленную установку каталитического крекинга.
Техническое решение по настоящему изобретению конкретно выполняется, например, следующим образом.
Свежий катализатор подается в псевдоожиженный слой, предпочтительно плотнофазный псевдоожиженный слой, и пар, содержащий стареющую среду, подается в нижнюю часть псевдоожиженного слоя. Псевдоожижение катализатора достигается под действием пара, содержащего стареющую среду, и катализатор подвергается старению под действием указанного пара одновременно, чтобы получить состаренный катализатор, как заявлено в связи с первой целью изобретения. Диапазон температур старения изменяется от 400°С до 850°С, предпочтительно от 500°С до 750°С, более предпочтительно от 600°С до 700°С. Поверхностная линейная скорость псевдоожиженного слоя изменяется от 0,1 до 0,6 м/с, предпочтительно от 0,15 до 0,5 м/с.Весовое отношение пара к среде старения изменяется от 0,20 до 0,9, предпочтительно от 0,40 до 0,60. Время старения изменяется от 1 до 720 часов, предпочтительно от 5 до 360 час. Согласно требованиям на промышленную установку каталитического крекинга, состаренный катализатор добавляется в промышленную установку каталитического крекинга, предпочтительно в регенератор промышленной установки каталитического крекинга.
Катализатор содержит, по отношению к общему весу катализатора, 1-50% по весу цеолита, 5-99% по весу неорганической окиси и 0-70% по весу дополнительной глины, при этом цеолит, как активный компонент, выбран из среднепористых цеолитов и/или крупнопористых цеолитов. По отношению к общей массе цеолитов среднепористые цеолиты находятся в количестве 0-100% по весу, и крупнопористые цеолиты находятся в количестве 0-100% по весу. Среднепористые цеолиты выбраны из группы, состоящей из ряда цеолитов ZSM и/или цеолитов ZRP. Кроме того, указанные среднепористые цеолиты могут быть модифицированы элементами неметалла, такими как фосфор и т.д. и/или элементами металла, такими как железо, кобальт, никель и т.д. Подробные описания, относящиеся к ZRP, могут быть найдены в патенте США 5232675. Ряды цеолитов ZSM выбраны из одного или нескольких ZSM-5, ZSM-11, ZSM-12, ZSM-23, ZSM-35, ZSM-38, ZSM-48 и других цеолитов, имеющих подобные структуры, и подробные описания, относящиеся к ZSM-5, могут быть найдены в патенте США 3 702 886. Крупнопористые цеолиты выбраны из одного или нескольких редкоземельных элементов Y (REY), редкоземельного водорода Y (REHY), ультрастабильного Y, полученного различными способами, и высококремнеземистого элемента Y.
Неорганическая окись как связующий компонент выбрана из группы, состоящей из SiO2 и/или Аl2O3.
Глина как субстрат (т.е. опора) выбрана из группы, состоящей из каолина и/или галлуазита.
Среда старения включает воздух; сухой газ; регенерированный топочный газ; газ, полученный из смеси воздуха для горения и сухого газа, или газ, полученный от горения дизельного топлива, или другие газы, такие как газообразный азот. Весовое отношение пара и стареющей среды изменяется от 0,2 до 0,9, предпочтительно от 0,40 до 0,60. Регенерированный топочный газ может быть получен из существующей установки или из других установок. Пар, содержащий среду старения после завершения стадии старения подается в регенератор.
Четвертая цель настоящего изобретения обеспечивает еще один способ обработки для улучшения селективности катализатора каталитического крекинга, причем указанный способ содержит следующие стадии:
(1) подачу свежего катализатора в псевдоожиженный слой, предпочтительно плотнофазный псевдоожиженный слой, подавая горячий регенерированный катализатор в регенератор и псевдоожиженный слой, и смешивая при высокой температуре, свежий катализатор с горячим регенерированным катализатором в псевдоожиженном слое;
(2) свежий катализатор входит в контакт при высокой температуре с паром или с паром, содержащим средство старения, выдерживание при определенных гидротермальных условиях, чтобы получить состаренный катализатор; и
(3) подачу состаренного катализатора в промышленную установку каталитического крекинга.
Техническое решение по настоящему изобретению конкретно осуществляется, например, следующим образом.
Свежий катализатор подается в псевдоожиженный слой, предпочтительно плотнофазный псевдоожиженный слой, и горячий регенерированный катализатор из регенератора одновременно вводится в псевдоожиженный слой, чтобы осуществить теплообмен между этими двумя катализаторами в псевдоожиженном слое. Пар или пар, содержащий среду старения, подается в нижнюю часть псевдоожиженного слоя. Псевдоожижение свежего катализатора достигается под действием водяного пара или пара, содержащего среду старения, и свежий катализатор обрабатывается паром или паром со средой старения одновременно, чтобы получить состаренный катализатор, как заявлено в связи с первой целью изобретения. Диапазон температур старения лежит в пределах от 400°С до 850°С, предпочтительно от 500°С до 750°С, более предпочтительно от 600°С до 700°С. Поверхностная линейная скорость псевдоожиженного слоя изменяется от 0,1 до 0,6 м/с, предпочтительно от 0,15 до 0,5 м/с. Время старения изменяется от 1 до 720 часов, предпочтительно от 5 до 360 час. При использовании пара, содержащего среду старения весовое отношение пара к среде старения больше 0-4, предпочтительно в диапазоне от 0,5 до 1,5. Согласно требованиям на промышленную установку каталитического крекинга, состаренный катализатор добавляется в промышленную установку каталитического крекинга, предпочтительно в регенератор промышленной установки каталитического крекинга. Кроме того, пар после завершения стадии старения подается в реакционную систему (как один или несколько компонентов, выбранных из группы, состоящей из технологического пара, пара из паросборника, пара для распыливания и подъемного пара, и соответственно добавляемого в отпарной аппарат, разделитель, сырьевую форсунку и/или зону лифт-реактора установки каталитического крекинга. Пар может также быть полезным, например, как распылительный пар и т.д.
Пар, содержащий среду старения, после завершения стадии старения подается в систему регенерации, и регенерированный горячий катализатор возвращается назад в регенератор.
Катализатор содержит, по отношению к общему весу катализатора, 1-50% по весу цеолита, 5-99% по весу неорганической окиси и 0-70% по весу дополнительной глины, при этом цеолит, как активный компонент, выбран из среднепористых цеолитов и/или крупнопористых цеолитов. По отношению к общей массе цеолитов среднепористые цеолиты находятся в количестве 0-100% по весу, и крупнопористые цеолиты находятся в количестве 0-100% по весу. Среднепористые цеолиты выбраны из группы, состоящей из ряда цеолитов ZSM и/или цеолитов ZRP. Кроме того, указанные среднепористые цеолиты могут быть модифицированы элементами неметалла, такими как фосфор и т.д. и/или элементами металла, такими как железо, кобальт, никель и т.д. Подробное описание, относящееся к ZRP, может быть найдено в патенте США 5 232 675. Ряды цеолитов ZSM выбраны из одного или нескольких ZSM-5, ZSM-11, ZSM-12, ZSM-23, ZSM-35, ZSM-38, ZSM-48 и других цеолитов, имеющих подобные структуры, и подробное описание, относящееся к ZSM-5, может быть найдено в патенте США 3 702 886. Крупнопористые цеолиты выбраны из одного или нескольких редкоземельных элементов Y(REY), редкоземельного водорода Y(REHY), ультрастабильного Y, полученного различными способами, и содержать высококремнеземистый элементу
Неорганическая окись как связующий компонент выбрана из группы, состоящей из SiO2 и/или Аl2О3.
Глина как субстрат (т.е. опора) выбрана из группы, состоящей из каолина и/или галлуазита.
Среда старения включает воздух, сухой газ, регенерированный топочный газ, газ, полученный из воздуха для горения и сухого газа или газа, полученного из воздуха для горения и керосина, или другие газы, такие как газообразный азот. Регенерированный топочный газ может быть получен из этого устройства, или из другого устройства.
По пятой цели настоящее изобретение обеспечивает использование катализатора в соответствии с первой целью или катализатора, полученного в соответствии со способами по второй, третьей или четвертой цели в каталитическом процессе крекинга, в котором катализатор добавляется в промышленную установку каталитического крекинга (предпочтительно в регенератор) для каталитического процесса крекинга. Специалистам в данной области понятно, что различные признаки в соответствии с первой, второй, третьей или четвертой целью также подходят для указанной пятой цели.
По шестой цели настоящее изобретение обеспечивает способ для подготовки катализатора в соответствии с первой целью, в котором вышеуказанный свежий катализатор подвергается старению по способу, заявленному во второй, третьей или четвертом цели, и затем добавляется в промышленную установку каталитического крекинга (предпочтительно в регенератор) для каталитического процесса крекинга. Например, обработка для старения осуществляется по любому из следующих способов 1, 2 и 3:
Способ 1: свежий катализатор подается в псевдоожиженный слой, в котором он входит в контакт с паром для старения при определенных гидротермальных условиях, чтобы получить состаренный катализатор (также могут быть упомянуты описания, приведенные выше в связи со второй целью изобретения);
Способ 2: свежий катализатор подается в псевдоожиженный слой, в котором он входят в контакт с паром со средним содержанием, обрабатывается при определенных гидротермальных условиях, чтобы получить состаренный катализатор (также могут быть упомянуты описания, приведенные выше в связи с третьей целью изобретения);
Способ 3: свежий катализатор подается в псевдоожиженный слой, и горячий регенерированный катализатор из регенератора одновременно вводится в псевдоожиженный слой для теплообмена с обоими катализаторами в псевдоожиженном слое. Нагретый до высокой температуры в результате теплообмена свежий катализатор затем входят в контакт с паром или паром, содержащим среду старения, при определенных гидротермальных условиях, чтобы получить состаренный катализатор (также могут быть упомянуты описания, приведенные выше в связи с четвертой целью изобретения).
Специалисты в данной области понимают, что предпочтительные или дальнейшие признаки упомянутых выше способов 1, 2 или 3 соответствуют признакам второй, третьей или четвертой цели изобретения.
Настоящее изобретение имеет следующий технический эффект по сравнению с известным уровнем техники:
1. Распределение активности и селективности катализатора в установке каталитического крекинга является более равномерным.
2. Селективность катализатора каталитического крекинга значительно улучшена, что значительно уменьшает выходы кокса и сухого газ.
3. Саморесурсы установки каталитического крекинга используются в полной степени, что снижает стоимость старения катализатора.
Если не определено иначе, все используемые здесь технические и научные термины, имеют одно и то же значение, как оно обычно понимается специалистами в данной области техники, к которым относится настоящее изобретение. Хотя на практике или при испытании настоящего изобретения могут использоваться способы и материалы, подобные или эквивалентные описанным здесь, ниже описаны наиболее подходящие способы и материалы. В случае конфликта в терминологии доминирующим является описание патента, включая определения. Кроме того, материалы, способы и примеры являются иллюстративными и не предназначены ограничить объем изобретения.
Как они используются здесь, термины, "включающие" и "содержащие" означают, что могут быть добавлены другие стадии и ингредиенты, которые не влияют на окончательный результат. Термины охватывают определения, "состоящие из" и "по существу, состоящие из".
Термин "способ" или "процесс" относится к способам, средствам, методикам и процедурам для выполнения поставленной задачи включая, но не ограничиваясь, способы, средства, методики и процедуры, либо уже известные, либо разрабатываемые на основе известных способов, средств, методик и процедур практиками химической промышленности и технологии.
В процессе этого раскрытия различные аспекты настоящего изобретения могут быть представлены в виде диапазона значений. Следует понимать, что описание в формате диапазона используется просто для удобства и краткости и не должно рассматриваться как жесткое ограничение объема изобретения. Соответственно, диапазон может конкретно раскрывать все возможные поддиапазоны так же как отдельные числовые значения в пределах этого диапазона. Например, описание диапазона «от 1 до 6» подразумевает конкретное раскрытие поддиапазонов, таких как от 1 до 3, от 1 до 4, от 1 до 5, от 2 до 4, от 2 до 6, от 3 до 6 и т.д., так же как отдельные числа в пределах этого диапазона, например, 1, 2, 3, 4, 5 и 6. Это правило применяется независимо от ширины диапазона.
Всякий раз, когда здесь приводится числовой диапазон, он может включать любое процитированное число (целое или дробное) в пределах указанного диапазона. Фразы "между" указывают, что первое число и второе число "расположены в диапазоне от" первого до второго, при этом число используется здесь попеременно и предназначено включать первое и второе указанные числа и все их дробные части.
Краткое описание чертежей
Настоящее изобретение описывается ниже только к качестве примера со ссылками на сопровождающие чертежи. Подчеркивается, что подробности на чертежах также являются примерными и служат в целях иллюстративного описания предпочтительных вариантов настоящего изобретения, и представлены для наилучшего понимания принципов и концептуальных аспектов настоящего изобретения. В этом смысле, не делается никаких попыток показать конструктивные детали настоящего изобретения более подробно, чем это необходимо для фундаментального понимания изобретения, поскольку описание вместе с чертежами становится очевидным для специалистов в данной области, и несколько других вариантов изобретения могут быть воплощены практически.
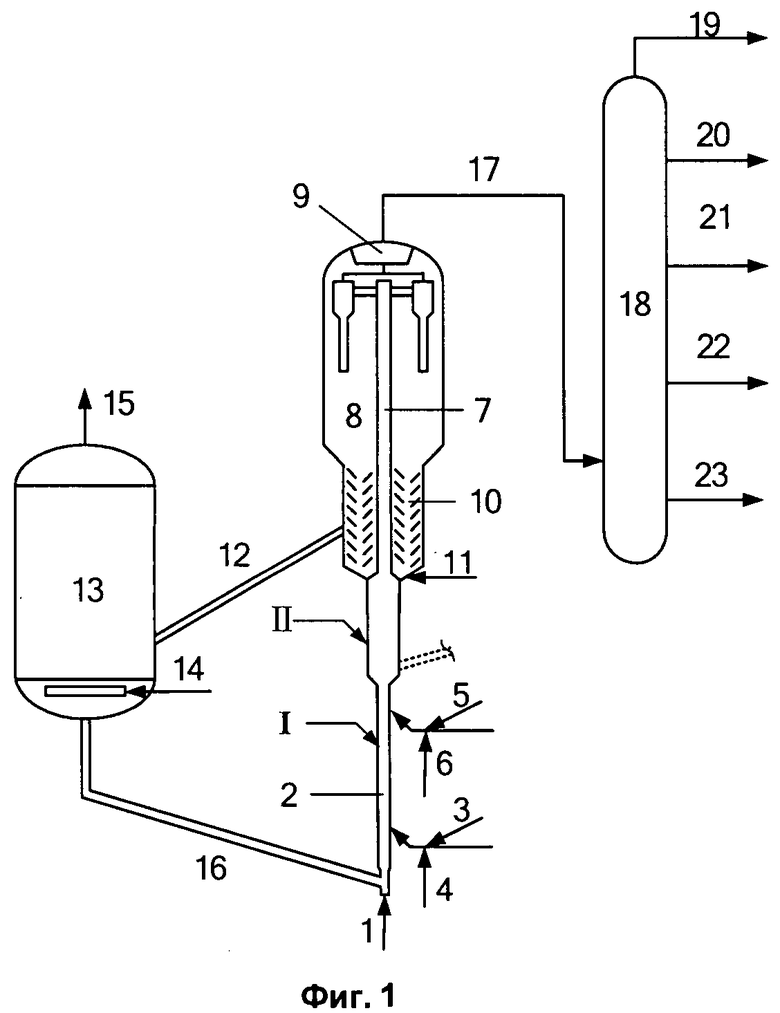
Фигура 1 - основное схематическое представление способа каталитической конверсии по настоящему изобретению.
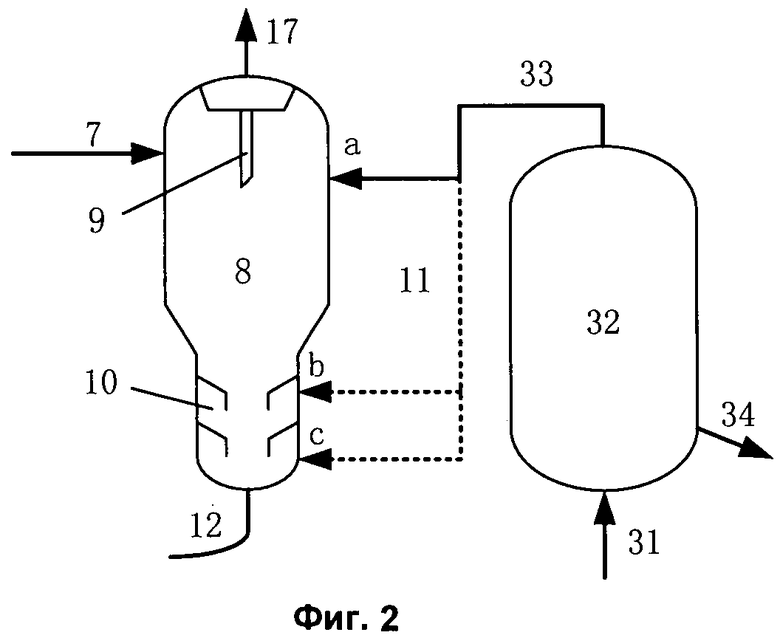
Фигура 2 - схематическое представление способа обработки для улучшения селективности катализатора каталитического крекинга по настоящему изобретению.
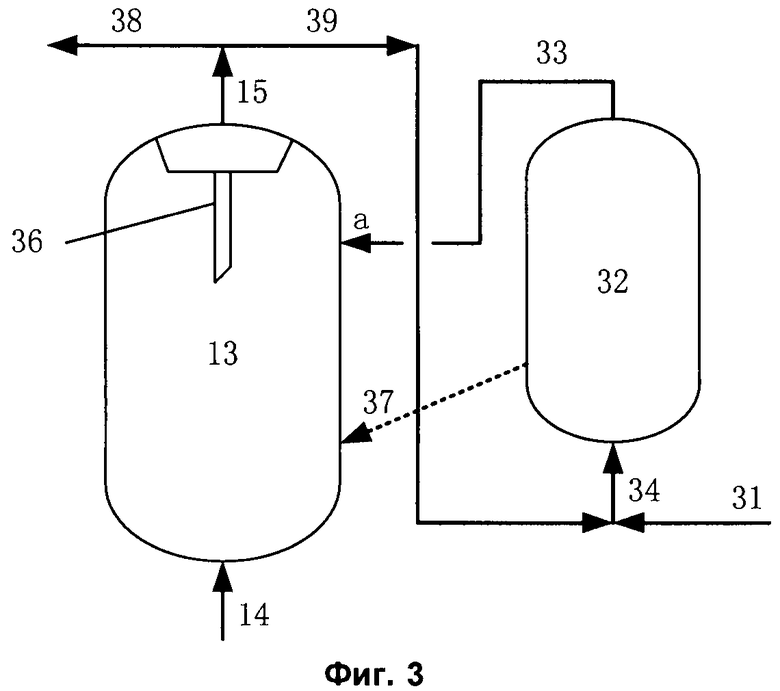
Фигура 3 - другое схематическое представление способа обработки для улучшения селективности катализатора каталитического крекинга по настоящему изобретению.
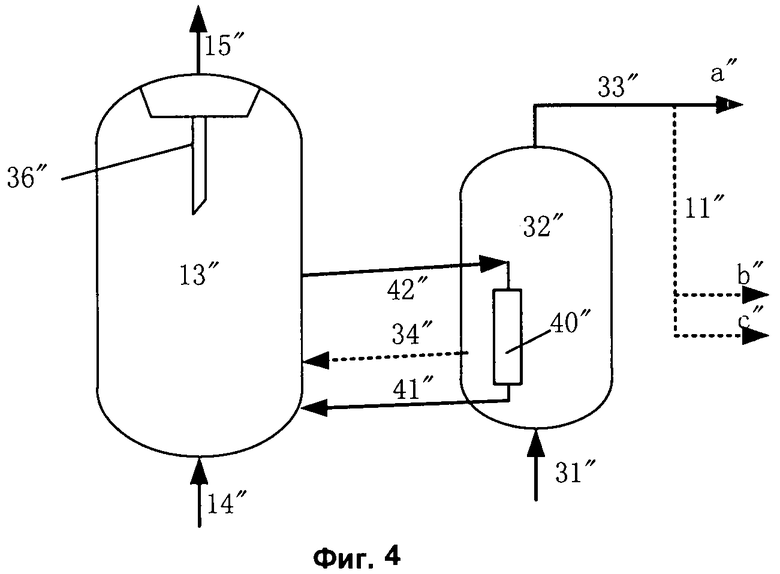
Фигура 4 - еще одно схематическое представление способа обработки для улучшения селективности катализатора каталитического крекинга по настоящему изобретению.
Подробное описание примеров воплощения
Чертежи являются иллюстративными и не ограничивают способ осуществления настоящего изобретения.
На фигуре 1 представлена основная схема способа каталитической конверсии по настоящему изобретению.
Предварительно поднятая среда подается от основания лифт-реактора 2 по трубопроводу 1. Регенерированный катализатор из трубопровода 16 перемещается вверх по стояку за счет подъемной силы предварительно поднятой среды. Часть исходного нефтяного сырья по трубопроводу 3 и пар для распыления из трубопровода 4 подаются в нижнюю часть зоны реакции I стояка 2, и смешивается с существующим потоком в лифт-реакторе. Исходное нефтяное сырье подвергается крекингу и ускоренно движется вверх. Часть исходного нефтяного сырья через трубопровод 5, и пар для распыления из трубопровода 6 подаются в средние и верхние участки зоны реакции I из стояка 2 и смешиваются с существующим потоком в лифт-реакторе. Исходное нефтяное сырье подвергается крекингу на катализаторе, содержащем небольшое количество отложенного на нем кокса, и совершает ускоренное движение вверх в зону реакции II для непрерывной реакции. Полученный продукт реакции - газойль и дезактивированный отработанный катализатор поступают в циклонный сепаратор разделителя 8 через трубопровод 7, чтобы отделить отработанный катализатор от продукта реакции - газойля. Продукт реакции - газойль подается в сборную камеру 9, а тонкий порошок катализатора возвращается в сепаратор через возвратную трубу Отработанный катализатор в сепараторе течет в отпарную зону 10 и вступает в контакт с паром из трубопровода 11. Продукт реакции или газойль, извлекаемый из отработанного катализатора, подается в сборную камеру 9 через циклонный сепаратор. Отпаренный отработанный катализатор подается в регенератор 13 через наклонную трубу 12, и первичный воздух входит в регенератор через трубопровод 14. Кокс на отработанном катализаторе сжигается, чтобы уменьшить объем дезактивированного отработанного катализатора, и топочный газ входит в турбину через трубопровод 15. Регенерированный катализатор подается в стояк через наклонную трубу 16.
Продукт реакции - газойль в сборной камере 9 подается в последующую систему разделения 18 через главный трубопровод для газойля 17. Отделенный сухой газ выходит через трубопровод 19. Сжиженный газ (LPG), полученный разделением, выходит через трубопровод 20; бензин, полученный разделением, выходит через трубопровод 21; дизельное топливо, полученное разделением, выходит через трубопровод 22; и дизельное топливо каталитического крекинга с взвешенным катализатором, полученное разделением, выходит через трубопровод 23. Интервал выкипания каждой фракции может быть отрегулирован в соответствии с фактическими требованиями нефтеперерабатывающего завода.
На фигуре 2 представлена схема способа обработки для улучшения селективности катализатора каталитического крекинга по настоящему изобретению. Однако ускоритель старения свежего катализатора не ограничен положением размещения рядом с сепаратором, и состаренный катализатор не обязательно должен быть возвращен в регенератор.
Ускоритель старения свежего катализатора, т.е. плотнофазный псевдоожиженный слой 32 может быть помещен рядом с разделителем для подачи свежего катализатора каталитического крекинга в плотнофазный псевдоожиженный слой 32. Пар подается в плотнофазный псевдоожиженный слой 32 через трубопровод 31 и служит для старения свежего катализатора в плотнофазном псевдоожиженном слое 32. Пар для старения возвращается от входа противотока в разделитель 8 через трубопровод 33 и используется как пар купола или продувочный пар или по трубопроводу 11 вводится в отпарной аппарат через входные патрубки b и с и используется как отпарной пар. Согласно требованиям на промышленную установку каталитического крекинга, состаренный катализатор вводится в регенератор 13 промышленной установки каталитического крекинга через трубопровод 34.
На фигуре 3 представлена еще одна схема способа обработки для улучшения селективности катализатора каталитического крекинга по настоящему изобретению. Здесь ускоритель старения свежего катализатора не ограничен расположением рядом с регенератором, и состаренный катализатор не обязательно должен возвращаться в регенератор.
Ускоритель старения свежего катализатора, т.е. плотнофазный псевдоожиженный слой 32, может быть размещен рядом с регенератором 13 с целью подачи свежего катализатора каталитического крекинга в плотнофазный псевдоожиженный слой 32. В трубопроводе 34 пар смешивается с топочным газом, поступающим из трубопровода 39, и смешанный газ подается в нижнюю часть плотнофазного псевдоожиженного слоя 32, чтобы состарить свежий катализатор в плотнофазном псевдоожиженном слое 32. Среда старения (пар + топочный газ) возвращается от возвратного входа регенератора 13 через трубопровод 33. Топочный газ подается в циклонный сепаратор 36 для отделения твердой фазы от газовой фазы. Отделенный топочный газ выходит из регенератора через трубопровод 15 и затем разделяется на два потока, где один поток входит в турбину через трубопровод 38, а другой поток смешивается с паром из трубопровода 31 в трубопроводе 39. По требованиям на промышленную установку каталитического крекинга, состаренный катализатор добавляется в регенератор 13 промышленной установки каталитического крекинга через трубопровод 37, и преобладающий поток подается в регенератор 13 через трубопровод 14 для регенерации катализатора.
На фигуре 4 представлена еще одна схема способа обработки для улучшения селективности катализатора каталитического крекинга по настоящему изобретению. Здесь ускоритель старения свежего катализатора не ограничен местом размещения рядом с регенератором, и состаренный катализатор не обязательно должен быть возвращен в регенератор. Кроме того, модель теплообменника и способ его применения не ограничены изображениями, показанными на чертежах.
Ускоритель старения свежего катализатора, т.е. плотнофазный псевдоожиженный слой 32", может быть помещен рядом с регенератором 13" с тем, чтобы ввести горячий катализатор из регенератора 13" в теплообменник 40" плотнофазного псевдоожиженного слоя 32" через трубопровод 42". Свежий катализатор каталитического крекинга подается в плотнофазный псевдоожиженный слой 32" для теплообмена с горячим катализатором в теплообменнике 40". Тепло, полученное от горячего катализатора в теплообменнике 40", возвращается назад на регенератор 13" через трубопровод 41". Пар подается в нижнюю часть плотнофазного псевдоожиженного слоя 32" через трубопровод 31" для старения горячего свежего катализатора в плотнофазном псевдоожиженном слое 32". Пар для старения возвращается от приточного потока а" в разделитель через трубопровод 33" и используется как пар купола или продувочный пар, или этот пар через трубопровод 11" вводится в отпарной аппарат от приточных входов b" и с" и используется как отпарной пар. По требованиям на промышленную установку каталитического крекинга состаренный катализатор вводится в регенератор 13" промышленной установки каталитического крекинга через трубопровод 34". Первичный воздух подается в регенератор 13" через трубопровод 14" для регенерации катализатора. Топочный газ подается в циклонный сепаратор 36" для разделения твердой и жидкой фаз. Отделенный топочный газ выходит из регенератора через трубопровод 15".
Следующие примеры используются, чтобы продемонстрировать практический эффект настоящего изобретения и не предназначены, чтобы ограничить объем изобретения этими приведенными здесь подробными примерам. Свойства исходного нефтяного сырья, используемого в следующих примерах и сравнительных примерах, приведены в таблице 1.
Цеолитовый катализатор, используемый в примере 1, представляет собой выдержанный цеолит с высоким содержанием кремнезема. Указанный цеолит с высоким содержанием кремнезема был подготовлен следующим образом: используется NaY для проводимости SiCl4 и ионообменный редкоземельный элемент, чтобы получить образец, имеющий отношение кремнезем-окись алюминия, равное 18, и содержание редкоземельных элементов 2% по весу (вычисленное в пересчете на RE2O3), подвергая такой образец старению при температуре 800°С и 100% водяного пара. Затем создается суспензия, смешивая 969 г галлуазита (произведенного китайской компанией Kaolin Clay Company и содержащего 73% твердого вещества) в 4300 г очищенной от катионов воды. Затем 781 г псевдобемита (произведенного на заводе Shandong Zibo Boehmite с содержания твердого вещества 64%) и 144 мл соляной кислоты (имеющий концентрацию 30% и плотность 1,56) были введены в указанную суспензию, равномерно размешивались и выдерживались при 60°С в течение 1 часа. Коэффициент рН смеси поддерживался в пределах 2-4, и температура постепенно была снижена до комнатной температуры. Затем предварительно подготовленный жидкий раствор цеолита, содержащий 800 г цеолитов с высоким содержанием кремнезема (по сухому весу) и 2000 г химической воды, были введены, равномерно размешаны и высушены распылением, чтобы получить катализатор типа А после того, как свободный Na+ был смыт.Свойства этого катализатора приведены в таблице 2.
Свежие катализаторы каталитического крекинга (номер товара - MLC-500), используемые в примерах 2 и 3 и сравнительных примерах, были произведены на заводе катализаторов Qilu компании SINOPEC Catalyst Company. Свойства катализаторов приведены в таблице 2.
Пример 1
Пример 1 соответствует процедурам, показанным на фигурах 1 и 4. Свежий катализатор А (имеющий активность 81 со временем самобалансировки 10 часов при условиях 800°С и 100% пара с равновесной активностью 55) был подвержен старению при условиях 600°С, 100% пар, поверхностная линейная скорость 0,25 м/с и время старения 20 часов, после чего полученный катализатор имел начальную активность 62. Указанный состаренный катализатор был введен в регенератор. Вакуумный остаток (гудрон) исходного нефтяного сырья А использовался как сырье для каталитического крекинга при проведении испытаний на заводе с лифт-реактором. Низшее исходное сырье подавалось в нижнюю часть лифт-реактора и входило в контакт с состаренным катализатором, чтобы выполнить каталитическую реакцию крекинга. В зоне реакции I температура реакции была равна 600°С; среднечасовая скорость подачи сырья была 100 час-1; весовое отношение катализатора к исходному сырью было равно 6 и вес пара к исходному сырью был равен 0,05. В зоне реакции II температура реакции была равна 500°С; среднечасовая скорость подачи сырья была 30 час-1 и вес пара к исходному сырью был равен 0,05. Рабочие условия и распределение продуктов приведены в таблице 3.
Сравнительный пример 1
Сравнительный пример 1 выполнялся по процедурам, показанным на фигуре 1. Свежий катализатор А (активность свежего катализатора 81, время самобалансировки 10 час при 800°С и 100% пара при равновесной активности 55) вводился непосредственно в регенератор без старения. Используемое исходное нефтяное сырье было тем же самым, что и в примере 1, и рабочие условия и распределение продуктов приведены в таблице 3.
Как можно видеть из таблицы 3, количество сухого газа и кокса, полученных по примеру 1, уменьшилось на 0,6% и 1,98%, соответственно, по сравнению со сравнительным примером 1.
Пример 2
Пример 2 выполнялся по процедурам, показанным на фигурах 1 и 2. Свежий катализатор MLC-500 (имеющий активность свежего катализатора 96, время самобалансировки 60 часов и равновесную активность 45) был подвержен старению при следующих условиях: температура 650°С, 100% пара, поверхностная линейная скорость 0,30 м/с и время старения 30 часов, и полученный катализатор имел начальную активность 68. Указанный состаренный катализатор был введен в регенератор. В качестве исходного сырья каталитического крекинга использовался гудрон исходного нефтяного сырья А, и испытание было поведено в лифт-реакторе среднего размера. Низшее исходное сырье подавалось в нижнюю часть лифт-реактора и входило в контакт с состаренным катализатором MLC-500, чтобы выполнить каталитическую реакцию крекинга. В зоне реакции I температура реакции была 600°С; среднечасовая скорость подачи сырья была 100 час-1; весовое отношение катализатора к исходному сырью было 6 и вес пара к исходному сырью был 0,05. В зоне реакции II температура реакции была 500°С; среднечасовая скорость подачи сырья была 30 час-1 и вес пара к исходному сырью был 0,05. Рабочие условия и распределение продуктов приведены в таблице 4.
Пример 3
Пример 3 выполнялся по процедурам, показанным на фигурах 1 и 3. Свежий катализатор MLC-500 (имеющий активность 96, время самобалансировки 60 часов и равновесную активность 45) был подвергнут старению при условиях 600°С, весовом соотношении пар/топочный газ 1:1, поверхностной линейной скорости 0,30 м/с при времени старения 40 часов, и полученный катализатор имел начальную активность 65. Указанный состаренный катализатор был введен в регенератор. Вакуумный остаток исходного нефтяного сырья А использовался как исходное сырье каталитического крекинга, чтобы провести испытание в лифт-реакторе среднего размера. Низшее исходное сырье подавалось в нижнюю часть лифт-реактора и входило в контакт с состаренным катализатором MLC-500, чтобы выполнить каталитическую реакцию крекинга. В зоне реакции I температура реакции была 600°С; среднечасовая скорость подачи сырья составляла 100 час-1; весовое отношение катализатора к исходному сырью было равно 6; и вес пара к исходному сырью составлял 0,05. В зоне реакции II температура реакции была равна 500°С; среднечасовая скорость подачи сырья составляла 30 час-1 и вес пара к исходному сырью был равен 0,05. Рабочие условия и распределение продуктов приведены в таблице 4.
Сравнительный пример 2
Сравнительный пример 2 выполнялся по процедурам, показанным на фигуре 1. Свежий катализатор MLC-500 (имеющий активность 96, время самобалансировки 60 часов и равновесную активность 45) вводится непосредственно в регенератор без старения. Используемое исходное нефтяное сырье было тем же самым, что и в примерах 1-3, и условия эксплуатации и распределение продуктов приведены в таблице 4.
Из таблицы 4 можно видеть, что количество сухого газа и кокса согласно примеру 2, было уменьшено на 1,15% и 3,09%, соответственно, по сравнению со сравнительным примером 2; выход сухого газа и кокса согласно примеру 3 был уменьшен на 1,25% и 3,29%, соответственно, по сравнению со сравнительным примером 2.
Подразумевается, что некоторые аспекты и особенности изобретения, которые для простоты описаны в контексте нескольких отдельных воплощений, также могут быть обеспечены в единственном воплощении. Наоборот, различные аспекты и особенности изобретения, которые для краткости описаны в контексте единственного воплощения, также могут быть обеспечены отдельно или в любой подходящей комбинации.
Все публикации, патенты и патентные заявки, упомянутые в этой спецификации, включены здесь в качестве ссылок в описание, в той же мере, в какой каждая отдельная публикация, патент или патентная заявка были конкретно и индивидуально обозначены, чтобы быть включенными здесь в качестве ссылки. Кроме того, цитата или идентификация любой ссылки в этой заявке не должна рассматриваться как ссылка на известный уровень техники для настоящего изобретения.
Хотя изобретение было описано в связи с конкретными воплощениями и их примерами, очевидно, что имеется много альтернатив, модификаций и изменений, которые очевидны для специалистов в данной области. Соответственно, подразумевается, что все такие альтернативы, модификации и изменения охвачены объемом изобретения, в соответствии с приложенной формулой данного изобретения.
Изобретение относится к способам производства катализатора каталитического крекинга, способу каталитического крекинга и к применению полученного катализатора. Способ содержит подачу свежего катализатора в псевдоожиженный слой, где он входит в контакт с водяным паром или регенерированным топочным газом, и его старение при гидротермальных условиях, включающих температуру старения 400-850°C, поверхностную линейную скорость псевдоожиженного слоя 0,1-0,6 м/с и время старения 1-720 часов с последующей подачей произведенного катализатора в промышленную установку каталитического крекинга. Свежий катализатор содержит, по отношению к общему весу катализатора, 1-50% по весу цеолита, 5-99% по весу неорганической окиси, выбранной из SiO2 и/или Al2O3, и 0-70% по весу дополнительной глины. Глина выбрана из каолина и/или галлуазита. Цеолит выбран из среднепористых цеолитов ZSM или ZRP и/или крупнопористых цеолитов, выбранных из редкоземельного элемента Y(REY), редкоземельного водорода Y(REHYK) ультрастойкого цеолита Y и высококремнеземного цеолита Y. Другой способ получения катализатора содержит: (1) подачу свежего катализатора в псевдоожижженный слой, ввод горячего регенерированного катализатора в регенератор, с осуществлением теплообмена между свежим катализатором и горячим регенерированным катализатором в псевдоожиженном слое; (2) осуществление контакта продукта, полученного на стадии (1) с паром или с регенерированным топочным газом при гидротермальных условиях, включая температуру старения 400-850°C, поверхностную линейную скорость псевдоожиженного слоя 0,1-0,6 м/с и время старения 1-720 часов для получения состаренного катализатора, и (3) подачу катализатора, произведенного на стадии (2), в промышленную установку каталитического крекинга. Указанный способ позволяет регулировать активность и селективность катализатора в установке каталитического крекинга более равномерно и значительно улучшает селективность катализатора каталитического крекинга, чтобы значительно уменьшить выходы сухого газа и кокса, эффективно использовать пар и снизить потребление энергии в установке FCC. 4 н. и 11 з.п. ф-лы, 4 ил., 4 табл., 3 пр.
1. Способ производства катализатора каталитического крекинга, содержащий подачу свежего катализатора в псевдоожиженный слой, где он входит в контакт с водяным паром или регенерированным топочным газом, и его старение при гидротермальных условиях, включающих температуру старения 400-850°C, поверхностную линейную скорость псевдоожиженного слоя 0,1-0,6 м/с и время старения 1-720 часов, с последующей подачей произведенного катализатора в промышленную установку каталитического крекинга;
в котором свежий катализатор содержит, по отношению к общему весу катализатора, 1-50% по весу цеолита, 5-99% по весу неорганической окиси, выбранной из SiO2 и/или Al2O3, и 0-70% по весу дополнительной глины, при этом глина выбрана из каолина и/или галлуазита, цеолит выбран, из среднепористых цеолитов ZSM или ZRP и/или крупнопористых цеолитов, выбранных из редкоземельного элемента Y(REY), редкоземельного водорода Y(REHY), ультрастойкого цеолита Y и высококремнеземного цеолита Y.
2. Способ по п. 1, отличающийся тем, что гидротермальные условия включают температуру старения 500-700°C, поверхностную линейную скорость псевдоожиженного слоя 0,15-0,5 м/с и время старения 5-360 часов.
3. Способ по п. 1, в котором регенерированный топочный газ содержит водяной пар и имеет отношение пара к среде старения 0,2:0,9 по весу.
4. Способ по п. 3, в котором регенерированный топочный газ содержит водяной пар и имеет отношение пара к среде старения 0,4:0,6 по весу.
5. Способ по пп. 1-3, в котором после завершения стадии старения пар используется как один или несколько компонентов, выбранных из группы, состоящей из технологического пара, пара из паросборника, пара для распыления и подъемного пара и соответственно добавленного в отпарной аппарат, разделение, инжекцию исходного сырья и предварительно поднятую зону установки каталитического крекинга.
6. Способ по пп. 1-3, в котором используется регенерированный топочный газ, причем после стадии старения регенерированный топочный газ подается обратно в регенератор.
7. Способ получения катализатора каталитического крекинга, содержащий следующие стадии:
(1) подачу свежего катализатора, содержащего в основном, по отношению к общему весу катализатора, 1-50% по весу цеолита, 5-99% по весу неорганической окиси, выбранной из SiO2 и/или Al2O3, и 0-70% по весу дополнительной глины, выбранной из каолина и/или галлуазита, где цеолит выбран из среднепористых цеолитов ZSM или ZRP и/или крупнопористых цеолитов, выбранных из редкоземельного элемента Y(REY), редкоземельного водорода Y(REHY), ультрастойкого цеолита Y, высококремнеземного цеолита Y, в псевдоожижженный слой, ввод горячего регенерированного катализатора в регенератор в псевдоожиженный слой, с осуществлением теплообмена между свежим катализатором и горячим регенерированным катализатором в псевдоожиженном слое;
(2) осуществление контакта продукта, полученного на стадии (1) с паром или с регенерированным топочным газом при гидротермальных условиях, включая температуру старения 400-850°C, поверхностную линейную скорость псевдоожиженного слоя 0,1-0,6 м/с и время старения 1-720 часов для получения состаренного катализатора, и
(3) подачу катализатора, произведенного на стадии (2), в промышленную установку каталитического крекинга.
8. Способ по п. 7, отличающийся тем, что регенерированный топочный газ содержит водяной пар при отношении пара к среде старения более 0,4 по весу.
9. Способ по п. 8, отличающийся тем, что регенерированный топочный газ содержит водяной пар при отношении пара к среде старения 0,5:1,5 по весу.
10. Способ по любому из пп. 7-9, отличающийся тем, что гидротермальные условия включают температуру старения 500-750°C, поверхностную линейную скорость псевдоожиженного слоя 0,15-0,5 м/с и время старения 5-360 часов.
11. Способ по любому из пп. 7-9, дополнительно содержащий следующие стадии:
(4) подачу пара в систему реакции или систему регенерации, или подачу пара, содержащего среду старения, в систему регенерации; и
(5) подачу горячего регенерированного катализатора обратно в регенератор.
12. Способ по любому из пп. 7-9, в котором указанный способ осуществляется в регенераторе промышленной установки каталитического крекинга.
13. Способ по любому из пп. 7-9, отличающийся тем, что псевдоожиженный слой является плотнофазным псевдоожиженным слоем.
14. Способ каталитического крекинга, включающий подготовку катализатора, по любому из пп. 1-6 и 7-13.
15. Применение катализатора в процессе каталитического крекинга, полученного способом по любому из пп. 1-6 и 7-13.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Автооператор | 1975 |
|
SU550270A1 |
| EP 1875963 A1, 09.01.2008 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |
| US 5171921 A1, 15.12.1992 | |||
| СПОСОБ ПРОПИТКИ МЕТАЛЛОМ ЭКСТРУДАТА МОЛЕКУЛЯРНОГО СИТА СО СВЯЗУЮЩИМ МАТЕРИАЛОМ | 2000 |
|
RU2250133C2 |
| КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ ДЛЯ ГИДРОКРЕКИНГА И СПОСОБ ПРЕВРАЩЕНИЯ УГЛЕВОДОРОДНОГО СЫРЬЯ В НИЗКОКИПЯЩИЕ МАТЕРИАЛЫ | 2003 |
|
RU2338590C2 |

