Область техники, к которой относится изобретение
Настоящее изобретение относится к способу придания формы размягченным под действием тепла листам и к форме с гибкой поверхностью для выполнения этого способа, и, в частности, к способу и форме, в которых используются гибкие полоски и деформируемые оконечные элементы, предназначенные для прижима размягченного под действием тепла листа стекла к верхней форме, имеющей профилированную поверхность.
Уровень техники
Закаленные и отожженные профилированные листы стекла, используемые в качестве оконных стекол в транспортных средствах, таких как автомобили, должны удовлетворять строгим требованиям к оптическим свойствам, например, не должны содержать оптические дефекты, которые могут помешать ясному обзору через окно. Любое искажение формы элементов, которые входят в контакт с размягченным под действием тепла листом во время процесса формования, отображается на основной поверхности листа и может привести к получению листа стекла, имеющего поверхность с оптическими дефектами.
Коммерческое производство профилированных листов стекла обычно включает нагрев плоских листов стекла до температуры размягчения, придание формы нагретым листам для получения требуемой кривизны и затем охлаждение профилированных листов стекла управляемым образом для отжига, закаливания или отпуска профилированного листа стекла. В одном процессе придания формы стеклу листы стекла последовательно перемещают через печь туннельного типа для нагрева листов до температуры деформации под действием тепла, и размягченные под действием тепла листы после этого переносят в формовочную станцию, где эти листы устанавливают между парой вертикально совмещенных верхней и нижней профилирующих форм. После формования формы разделяют и при этом профилированный лист стекла остается соединенным с верхней формой под действием вакуума. В одном варианте выполнения, например, раскрытом в американском патенте №4830650, кольцо для закаливания и переноса, имеющее форму внешнего контура, находящееся несколько внутри его периметра, соответствующее требуемой кривизне листов стекла, помещают под верхней формой. Вакуум отключают, и лист стекла падает на это кольцо. С помощью кольца для закаливания профилированный лист стекла переносят через охлаждающую станцию для закаливания листа. В другом варианте выполнения, например, раскрытом в американском патенте №5286271, после придания формы листу нижнюю форму перемещают вниз и верхнюю форму с листом, удерживаемым на профилирующей поверхности с использованием вакуума, перемещают в станцию переноса, где профилированный лист сбрасывают на имеющие определенный контур валки переноса, которые перемещают лист через охлаждающую станцию.
В описанном выше процессе придания формы лист, размягченный под действием тепла, прессуют между парой верхней и нижней форм, каждая из которых имеет профилирующую поверхность. Верхняя форма обычно представляет собой полноразмерную поверхностную вакуумную форму, и нижняя форма может представлять собой полноразмерный пресс, как раскрыто в американском патенте №4662925, сегментированную форму, как раскрыто в американском патенте №4272274, или форму кольцевого типа, как раскрыто в американском патенте №4830650. Ограничение полноразмерной нижней формы и сегментированной формы состоит в том, что эти формы можно использовать только для придания формы листам с одинаковым контуром. Когда контур листа верхней формы изменяется, полноразмерную форму и нижнюю сегментированную форму необходимо заменять. Ограничение нижней кольцевой формы состоит в том, что центральный участок листа не прижимается к профилирующей поверхности верхней формы.
Как можно понимать, было бы предпочтительно разработать нижнюю профилирующую форму, которая входит в контакт и прижимает центральные и внешние участки поверхности листа к профилирующей поверхности верхней формы и имеет поверхность контакта с листом, которая не ограничивается одной формой или контуром.
Раскрытие изобретения
Изобретение относится к форме с гибкой прижимной поверхностью. В не ограничивающем варианте выполнения изобретения форма включает платформу, имеющую основную поверхность; первый деформируемый элемент, установленный на платформе и расположенный на некотором расстоянии от основной поверхности платформы; второй деформируемый элемент, установленный на платформе и расположенный на некотором расстоянии от основной поверхности платформы и от первого изгибаемого элемента, и множество гибких полосковых элементов, расположенных на некотором расстоянии друг от друга между первым и вторым деформируемыми элементами, и соединены с ними. Полосковые элементы могут быть соединены с первым и вторым деформируемыми элементами любым удобным способом, например, с использованием пары пружин или в виде узла с использованием гаек и болтов. Деформируемые элементы установлены на платформе с использованием первой пары пространственно удлиненных жестких элементов, каждый из которых имеет оконечный участок, установленный на первом деформируемом элементе, и противоположный оконечный участок, установленный на платформе, и второй пары пространственно удлиненных жестких элементов, каждый из которых имеет оконечный участок, установленный на втором деформируемом элементе, и противоположный оконечный участок, установленный на платформе. Элемент приложения силы расположен между каждым из пары жестких элементов. В не ограничивающем варианте выполнения изобретения элементы приложения силы могут включать элемент держателя, установленный между платформой и первым и вторым деформируемыми элементами. Первый вытяжной стержень имеет оконечный участок, соединенный с первым деформируемым элементом в месте положения между первой парой жестких элементов, и другой конец, сформированный как второй оконечный участок первого вытяжного стержня, соединен с элементом держателя. Второй вытяжной стержень имеет оконечный участок, соединенный со вторым деформируемым элементом в месте положения между второй парой жестких элементов, и другой конец, сформированный как второй оконечный участок второго вытяжного стержня, соединен с элементом держателя. Узел подъемника перемещает элемент держателя по направлению к основной поверхности платформы для отклонения первого и второго деформируемых элементов.
Другой не ограничивающий вариант выполнения элемента приложения силы включает устройство смещения, например, электрические двигатели, шаговые двигатели, серводвигатели, гидравлические цилиндры, компоновки типа реечной передачи и кривошипно-рычажные механизмы, установленные на основной поверхности платформы. Стержень имеет первый оконечный участок, соединенный с устройством смещения, и противоположный оконечный участок, сформированный как второй оконечный участок, при этом второй оконечный участок стержня первого элемента приложения соединен с первым деформируемым элементом, и второй оконечный участок стержня второго элемента приложения соединен со вторым деформируемым элементом.
В другом не ограничивающем варианте выполнения изобретения каждый из полосковых элементов имеет первую поверхность, обращенную к основной поверхности платформы, и противоположную поверхность, определенную как вторая поверхность. По меньшей мере, одно вращающееся колесо установлено в пространстве между расположенными рядом друг с другом полосковыми элементами, и колеса взаимно соединены валом, продолжающимся между первой поверхностью полосковых элементов и основной поверхностью платформы. Система смещения перемещает колеса и полосковые элементы по отношению друг к другу из первого положения, в котором, например, участки внешней окружности колес расположены над второй поверхностью полосковых элементов, во второе положение, в котором участки внешней окружности колес расположены ниже второй поверхности полосковых элементов, при этом перемещаются одновременно колеса и полосковые элементы, или колеса расположены неподвижно и перемещаются полосковые элементы, или колеса перемещаются, а полосковые элементы расположены неподвижно. На практике вал и колеса представляют собой первый валок переноса, и первый валок переноса представляет собой один из множества расположенных на некотором расстоянии друг от друга валков переноса. Каждый из валков переноса включает колесо, расположенное в промежутке между соседними полосковыми элементами, и колесо с внешней стороны внешних полосковых элементов. Двигатель, функционально соединенный с множеством валов, вращает валы для вращения колес.
В другом не ограничивающем варианте выполнения первый и второй деформируемые элементы представляют собой удлиненные элементы, имеющие плоскую основную поверхность и длинные оси, причем длинные оси первого и второго деформируемого элементов расположены параллельно друг другу. Каждый из множества гибких полосковых элементов представляют собой удлиненные элементы, имеющие плоскую основную поверхность, выполненную, например, из ламината, состоящего из подложки из пружинной стали, на плоской основной поверхности которой закреплена пластмасса, например, высокотемпературная пластмасса, покрывающая, по меньшей мере, плоскую основную поверхность, по меньшей мере, одного полоскового элемента. Длинные оси полосковых элементов расположены параллельно друг к другу и нормально к длинной оси первого деформируемого элемента.
Изобретение, кроме того, относится к устройству для придания формы листу такого типа, которое имеет формовочную станцию, содержащую верхнюю форму, нижнюю форму и узел подъемника, предназначенный для перемещения верхней формы и нижней формы по направлению друг к другу и друг от друга, причем верхняя форма включает обращенную вниз профилирующую или профилированную поверхности. Улучшение включает использование описанной выше формы и отдельных или всех не ограничивающих вариантов выполнения, описанных или подразумеваемых в ходе описания, не ограничивающих вариантов выполнения нижней профилирующей формы.
Другие компоненты устройства формования включают печь нагрева, имеющую конвейер, на одной стороне формовочной станции, образованной как входная сторона формовочной станции, печь охлаждения, имеющую систему переноса листа, на другой стороне формовочной станции, определенную как выходная сторона формовочной станции, и станцию переноса между формовочной станцией и печью охлаждения. Другой тип печи нагрева, которую можно использовать, включает газовую подовую печь нагрева. При использовании газовой подовой печи множество гибких полосковых элементов располагаются в плоскости, имеющей наклон по отношению к колесам переноса, установленным на одной стороне одного из внешних полосковых элементов множества полосковых элементов.
В дополнительных не ограничивающих вариантах выполнения профилирующего устройства платформа нижней формы имеет колеса, предназначенные для перемещения нижней формы в формовочную станцию и из нее. В другом не ограничивающем варианте выполнения изобретения система смещения установлена в формовочной станции, и платформа и множество расположенных на некотором расстоянии друг от друга валков переноса установлены на устройстве транспортировки, предназначенном для (1) перемещения платформы и множества расположенных на некотором расстоянии друг от друга валков переноса в формовочную станцию для установки платформы на системе перемещения, и для (2) перемещения платформы и множества валков переноса из формовочной станции. В другом не ограничивающем варианте выполнения изобретения платформа, множество расположенных на некотором расстоянии друг от друга валков переноса и система перемещения установлены на устройстве транспортировки, предназначенном для перемещения платформы. Множество расположенных на некотором расстоянии друг от друга валков переноса и система смещения могут перемещаться в формовочную станцию и из нее.
Изобретение, кроме того, относится к способу профилирования листа, например листа стекла, включающему этапы установки первой формы, имеющей пару расположенных на некотором расстоянии друг от друга деформируемых элементов и множество расположенных на некотором расстоянии друг от друга гибких полосковых элементов между расположенными на некотором расстоянии друг от друга деформируемыми элементами, причем каждый из полосковых элементов имеет противоположные оконечные участки, соединенные с соседним одним из деформируемых элементов, причем поверхность множества полосковых элементов образует опорную поверхность листа; установки листа на опорной поверхности; установки выпуклой профилирующей поверхности над и на некотором расстоянии от листа; перемещение профилирующей поверхности и первой формы по отношению друг к другу, для перемещения профилирующей поверхности и листа в контакт друг с другом, и продолжение выполнения этапа перемещения при деформировании деформируемых элементов для перемещения листа по отношению к профилирующей поверхности.
Не ограничивающие варианты выполнения способа включают:
(1) профилирующая поверхность представляет собой профилирующую поверхность вакуумной формы и дополнительно включает этапы приложения отрицательного давления в вакуумной форме во время выполнения, по меньшей мере, одного из следующих этапов: этапа перемещения, этапа продолжения и этапа деформирования для прижима листа к профилирующей поверхности и перемещения первой формы от профилирующей поверхности, в то время как вакуум удерживает лист по отношению к профилирующей поверхности;
(2) установку участков вращающихся колес над опорной поверхностью листа;
(3) смещение листа вдоль пути через печь нагрева в направлении к опорной поверхности листа на участке вращающихся колес, и
(4) перемещение вращающихся колес и опорной поверхности по отношению друг к другу в положении листа на опорной поверхности листа, и
(5) перемещение множества гибких полосковых элементов и первого и второго деформируемых элементов в направлении к профилирующей поверхности для перемещения опорной поверхности в соединение с листом. Кроме того, изобретение относится к профилированному листу, например листу стекла, например для боковых окон автомобиля, изготовленных в соответствии с описанным выше способом.
Краткое описание чертежей
На фиг.1 представлен вид в перспективе, с частичным фрагментированием, в направлении вниз по потоку, компоновки для изгиба листа стекла, включающей не ограничивающие варианты выполнения формы с гибкой поверхностью (обозначенной ссылочной позицией 14) в соответствии с изобретением.
На фиг.2 показан вид в перспективе, с частичным фрагментированием, в направлении вверх по потоку другой компоновки для изгиба листа стекла, в которой используются не ограничивающие варианты выполнения формы с гибкой поверхностью (обозначена ссылочной позицией 14) в соответствии с изобретением.
На фиг.3 показан вид в перпендикулярном направлении с участками, удаленными для ясности представления, не ограничивающего варианта выполнения формы с гибкой поверхностью в соответствии с изобретением.
На фиг.3А показан увеличенный вид не ограничивающего варианта соединения между оконечным участком установочного стержня и боковым элементом формы с гибкой поверхностью по фиг.3.
На фиг.4 показан сегментированный вид в плане другого не ограничивающего варианта выполнения формы с гибкой поверхностью в соответствии с изобретением.
На фиг.5 показан вид с торца гибкой формы, показанной на фиг.3, установленной на тележку, в соответствии с изобретением.
На фиг.6 показан вид в перпендикулярном направлении формы с гибкой поверхностью, показанной на фиг.3, с участками, удаленными для ясности изображения, представляющий гибкую форму в положении изгиба листа.
На фиг.6А показан увеличенный вид поперечного сечения, не ограничивающего варианта выполнения полоскового элемента формы с гибкой поверхностью, в соответствии с изобретением.
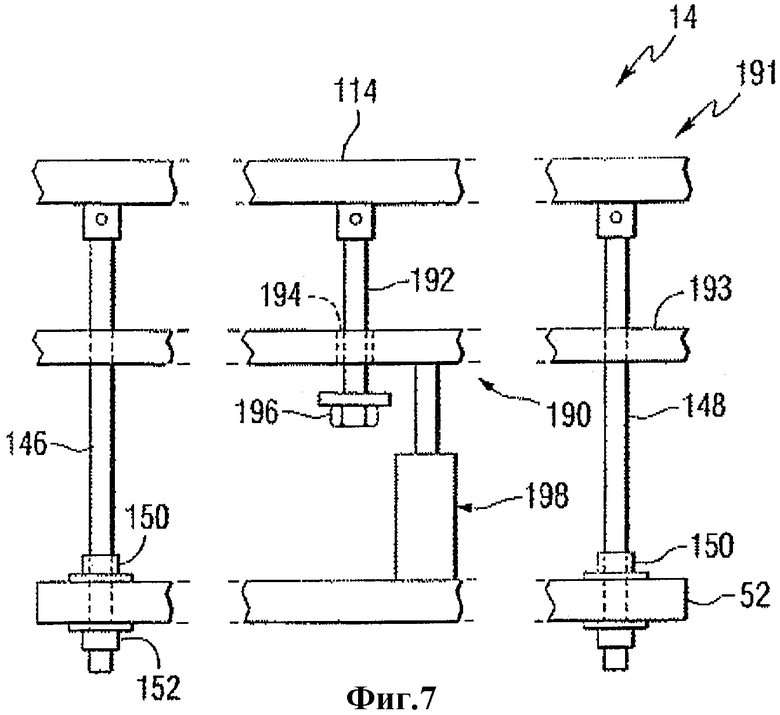
На фиг.7 показан фрагментированный вид с торца не ограничивающего варианта выполнения формы с гибкой поверхностью, включающей в себя свойства изобретения, иллюстрирующий не ограничивающую механическую компоновку, предназначенную для отклонения боковых элементов гибкой формы.
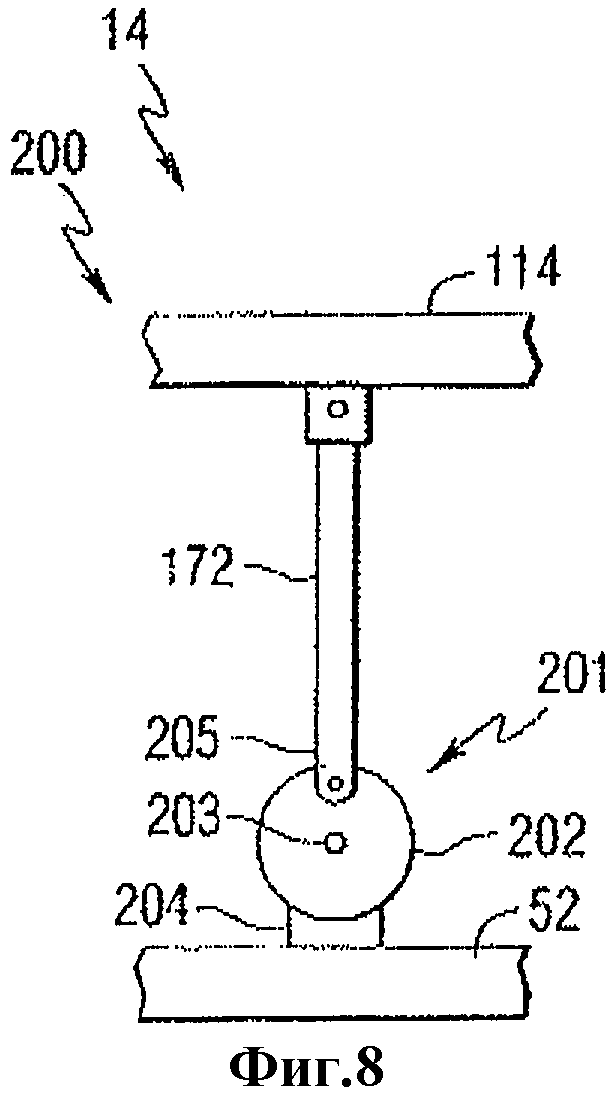
На фиг.8 показан вид, аналогичный виду на фиг.7, иллюстрирующий другой не ограничивающий вариант выполнения изобретения, предназначенный для отклонения боковых элементов формы с гибкой поверхностью.
На фиг.9 показан вид, аналогичный виду на фиг.7, иллюстрирующий еще один не ограничивающий вариант выполнения изобретения, предназначенный для отклонения боковых элементов формы с гибкой поверхностью.
На фиг.10 показан вид, аналогичный виду на фиг.5, представляющий другой не ограничивающий вариант выполнения формы с гибкой поверхностью в соответствии с изобретением.
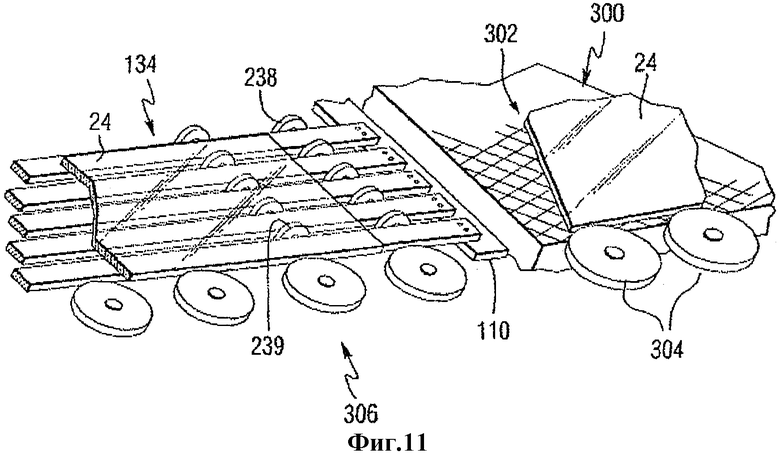
На фиг.11 показан вид в перспективе, в направлении вниз по потоку компоновки нагрева и профилирования листа стекла, представляющий только фрагментированный вид газовой подовой печи нагрева и фрагментированный вид не ограничивающего варианта выполнения формы с гибкой поверхностью в соответствии с изобретением.
Осуществление изобретения
В представленных ниже не ограничивающих вариантах выполнения изобретения изгибаемый материал, профилируемый с использованием формы с гибкой поверхностью, и при выполнении на практике изобретения представляет собой лист стекла, размягченный в результате нагрева, однако следует понимать, что изобретение не ограничивается этим, и другие материалы, например, без ограничений этим изобретения, пластмасса, металл, керамика, стеклокерамика и дерево могут быть использованы. Кроме того, лист стекла может представлять собой лист прозрачного стекла, лист цветного стекла, лист стекла с покрытием, например, лист стекла, имеющий функциональное покрытие, такое как покрытие для регулирования солнечного излучения, или нагреваемое покрытие или их комбинацию, например, лист цветного стекла с покрытием. Кроме того, листовой материал может быть профилирован при комнатной температуре, температуре выше или ниже нее. Также, кроме того, профилированный лист стекла можно использовать в качестве прозрачной детали или части прозрачной детали, например, прозрачной детали для наземного, наводного, подводного, воздушного и/или космического транспортного средства, например, в качестве ветрового стекла автомобиля и/или боковых, и/или задних окон, множества остекленных окон для домов и помещений для хранения с контролируемой температурой, имеющих область просмотра. Кроме того, форму с гибкой поверхностью в соответствии с изобретением можно использовать отдельно или в комбинации с другими формующими элементами, например, без ограничений изобретения, с верхней формой, имеющей профилирующую поверхность.
Перед описанием не ограничивающих вариантов выполнения формы с гибкой поверхностью в соответствии с изобретением следует понимать, что применение изобретения не ограничивается деталями конкретных представленных и описанных вариантов выполнения, поскольку оно может быть выполнено в других вариантах выполнения. Кроме того, используемая здесь терминология предназначена для описания, а не для ограничения.
Используемые здесь термины, обозначающие пространственное расположение или направление, такие как "внутренний", "внешний", "левый", "правый", "вверх", "вниз", "горизонтальный", "вертикальный" и т.п., относятся к изобретению так, как оно показано на чертежах. Однако следует понимать, что изобретение может принимать различные альтернативные ориентации и соответственно такие термины не следует рассматривать как ограничивающие. Кроме того, все цифры, выражающие размеры, физические характеристики и т.д., используемые в описании и в формуле изобретения, следует понимать как модифицируемые во всех случаях термином "приблизительно". В соответствии с этим, если только не будет указано противоположное, цифровые значения, приведенные в следующем описании и формуле изобретения, могут изменяться в зависимости от требуемых свойств, которые должны быть получены в соответствии с настоящим изобретением. По меньшей мере, что не следует рассматривать как попытку ограничения применения доктрины эквивалентов в отношении объема формулы изобретения, каждый цифровой параметр необходимо рассматривать, по меньшей мере, с учетом множества представленных значимых цифр, и с применением обычных методик округления. Кроме того, все диапазоны, описанные здесь, следует понимать, как охватывающие любые и все поддиапазоны, содержащиеся в них. Например, указанный диапазон "1-10" следует рассматривать, как включающий любой и все поддиапазоны между (и включая) минимальным значением 1 и максимальным значением 10; то есть все поддиапазоны, начинающиеся с минимальной величины 1 или больше и заканчивающиеся максимальной величиной 10 или меньше, например, от 1 до 6,2, от 3,1 до 7,8 и от 5,5 до 10. Кроме того, используемые здесь термины "расположенный на", "нанесенный на" или "установленный на" означает нанесенный, приложенный или установленный на, но не обязательно в контакте с поверхностью. Например, материал "нанесенный на" подложку не исключает присутствие одного или больше других материалов с таким же или другим составом, расположенных между нанесенным материалом и подложкой.
В следующем обсуждении, если не только не будет указано другое, одинаковые ссылочные позиции обозначают одинаковые элементы.
На фиг.1 и 2 показано оборудование, предназначенное для профилирования листов стекла, например, боковым окнам или задним окнам автомобилей, в котором используется форма с гибкой поверхностью в соответствии с изобретением. Оборудование для профилирования листов стекла, показанное на фиг.1 и 2, не ограничивает изобретение и используется для иллюстрации типов стекла, профилирующего оборудования, которое можно использовать на практике изобретения. Как следует понимать, форма с гибкой поверхностью в соответствии с изобретением не ограничивается оборудованием для придания формы, в котором используется гибкая форма в соответствии с изобретением. Приведенная здесь фиг.1 аналогична фиг.1 американского патента №5286271, и фиг.2, приведенная здесь, аналогична фиг.1 американского патента 4830650, с тем исключением, что в оборудование установлена форма с гибкой поверхностью в соответствии с изобретением. Форма с гибкой поверхностью в соответствии с изобретением показана в виде общего контура на фиг.1 и 2 и обозначена ссылочной позицией 14. Подробные не ограничивающие варианты выполнения формы с гибкой поверхностью, показанные на других чертежах, обозначены другими ссылочными позициями и подробно описаны ниже. Американские патенты №№4830650 и 5286271 приведены здесь полностью в качестве ссылочного материала.
На фиг.1 показано устройство 20, которое подробно описано в американском патенте №5286271, за исключением формы 14, включающей в себя свойство настоящего изобретения для профилирования и обработки материалов, размягчаемых под действием тепла, например листов стекла. В общем, устройство 20 включает печь 22 туннельного типа, через которую перемещают последовательность листов 24 стекла из загрузочной станции (не показана) и до выходного конца печи 22, вдоль, в общем, горизонтального пути, в формовочную станцию 26, где лист 24 стекла прижимают к верхней вакуумной форме 28, используя форму 14 с гибкой поверхностью. Верхняя форма 28, установленная с возможностью возвратно-поступательного движения вдоль пути 30, удерживает лист 24 стекла с использованием вакуума, как описано в американском патенте 5286271, и перемещается вдоль пути 30 в первом направлении (вправо, если рассматривать фиг.1) в положение, которое расположено на небольшом расстоянии по вертикали над станцией 32 перемещения, в направлении вниз по потоку.
Станция 32 перемещения включает последовательность поперечно сформованных валков 34 конвейера, имеющих поперечную кривизну, которая соответствует поперечной кривизне обращенной вниз профилирующей или профилированной поверхности 36 верхней вакуумной формы 28. Профилированный лист 38 стекла укладывают на валки 34, которые, в свою очередь, поддерживают форму листа стекла, по мере того, как его переносят в и через станцию 40 охлаждения, которая управляемым образом охлаждает профилированный лист 38 стекла. Валки 34 могут быть любого известного типа, такие как сегментированные валки такого типа, как показаны и описаны в американском патенте №4311509, причем этот патент приведен здесь в качестве ссылочного материала.
Как показано на фиг.1, печь 22 включает горизонтальный конвейер с продольно расположенными на некотором расстоянии друг от друга, продолжающимися в поперечном направлении цилиндрическими валками 42 конвейера, которые образуют путь перемещения, который продолжается через печь 22. Валки 42 конвейера могут быть такого типа, как известны в предшествующем уровне техники, например, такие как представлены и раскрыты в американском патенте №3527589, причем этот патент приведен здесь в качестве ссылки, и могут быть расположены в секциях с электронной регулировкой скорости их вращения, как хорошо известно в предшествующем уровне техники, что позволяет управлять скоростью каждой секции конвейера и синхронизировать их. В качестве альтернативного варианта использования валков 42 конвейера поверхность переноса внутри печи 22 может представлять собой газовую подовую печь или ленточный конвейер, как известно в предшествующем уровне техники.
Формовочная станция 26 включает не ограничивающие варианты выполнения формы с гибкой поверхностью, в общем, обозначенной ссылочной позицией 14. Как указано выше, подробное описание не ограничивающих вариантов выполнения гибкой формы 14 в соответствии с настоящим изобретением представлено на других чертежах и подробно описано ниже. Лист 24 стекла поступает в формовочную станцию 26 и перемещается на форму 14 с гибкой поверхностью так, как описано ниже, в положение под верхней вакуумной профилирующей формой 28. Если требуется, формовочная станция 26 может быть выполнена закрытой и с подогревом. Верхняя вакуумная форма 28 не ограничивается изобретением и может состоять из жесткого материала, такого как керамика, чугун, медь или сталь, или может представлять собой гибкий или регулируемый верхний пресс и может быть покрыта теплостойким покрытием, таким как нержавеющая сталь или ткань из стекловолокна. Кроме того, верхняя форма 28 может включать узел охлаждения профилирующей поверхности (не показан), предназначенный для охлаждения профилированного листа 24 стекла, который удерживается на ней. Такой вариант будет в особенности предпочтительным в процессе изготовления профилированных листов стекла для ветровых стекол, где процесс включает отжиг листов после формования.
Хотя это не ограничивается изобретением, профилирующая поверхность 36 верхней формы 28, которая обращена вниз, как показано на фиг.1, может быть профилирована для соответствия по всей ее ширине с приданием ей формы, требуемой для профилированных листов стекла. Верхняя вакуумная форма 28 может перемещаться горизонтально вдоль пути 30 возвратно-поступательного движения в станцию 32 переноса с использованием челночного узла 46, который может быть аналогичным описанному в американских патентах №№4662925 и 4767434. Американские патенты №№4662925 и 4767434 приведены здесь в качестве ссылочного материала. Привод (не показан) перемещает вакуумную форму 28 вдоль направляющих рельсов 48 между формовочной станцией 26 и станцией 32 переноса вдоль возвратно-поступательного пути 30. Вакуумная форма 28 дополнительно включает трубу 50 откачки, соединенную через соответствующий узел клапана (не показан) с устройством создания вакуума (не показано). Вакуумная форма 28 также содержит источник сжатого воздуха, который обеспечивает избыточное давление вдоль поверхности 36, что помогает отделять размягченный под действием тепла лист стекла от вакуумной формы 28 при отключении вакуума. Клапаны для линий вакуума и сжатого воздуха могут быть синхронизированы в соответствии с заданным временным циклом любым удобным способом, хорошо известным в области гибки листа стекла.
Форма 14 с гибкой поверхностью, содержащая свойства изобретения, установлена на формующей платформе 52 системы подъемника или на компоновке 54 так, как описано ниже, для выполнения вертикально возвратно-поступательного движения формы 14 из первого положения или положения приема листа, в котором форма 14 установлена для приема нагретого листа 24 стекла из печи 22, во второе или рабочее положение, в которое форму 14 и верхнюю вакуумную форму 28 перемещают по отношению друг к другу для прижима с помощью формы 14 с гибкой поверхностью размягченного под действием тепла листа 24 по отношению к профилирующей поверхности 36 верхней вакуумной формы 28, для придания формы листу стекла. После придания формы листу 24 гибкую форму 14 отводят или перемещают в направлении положения приема листа, и верхнюю вакуумную форму 28 перемещают к станции 32 переноса, и профилированный лист 38 оставляют в станции 32 переноса.
Профилированный лист 38 стекла перемещают по валкам 34 из станции 32 переноса и через станцию 40 охлаждения в станцию выгрузки (не показана). В качестве альтернативы использования изогнутых валков поверхность переноса в станции 32 переноса может быть выполнена как газовая подовая печь, ленточный конвейер или валки переноса с другой конфигурацией, как известно в предшествующем уровне техники.
Станция 40 охлаждения включает множество изогнутых валков 56, верхнюю камеру 58 повышенного давления, которая передает охлаждающую текучую среду под давлением в направлении вниз по потоку через корпуса 60 верхних сопел, и нижнюю камеру 62 под давлением, которая подает охлаждающую текучую среду под давлением вверх через нижние корпуса 64 сопел. Корпуса 60 и 64 имеют взаимодополняющие изогнутые противоположные поверхности, соответствующие поперечно изогнутому контуру профилированных валков 56 переноса, и расположены со смещением по отношению к соседним валкам 56 переноса для охлаждения профилированных листов 38 стекла со скоростью, достаточной для закаливания, для придания требуемой степени упрочнения при тепловой обработке профилированного листа 38.
При работе устройства 20, показанного на фиг.1, каждый лист 24 стекла, в свою очередь, переносят через печь 22, нагревают до температуры размягчения стекла, при удержании по всей ширине на последовательных цилиндрических валках 42. Датчик 66, который может быть установлен на выходном конце печи 22 или внутри печи 22, определяет положение ведущего листа 24 стекла в последовательности и, в частности, его ведущей или оконечной кромки, и передает информацию в контроллер (не показан), который управляет скоростью переноса валков 42 в печи 22 и скоростью перемещения листа 24 стекла в формовочную станцию 26, например, с постоянной нормальной скоростью порядка 400-450 дюймов (10,2-11,4 м) в минуту. Когда лист 24 стекла находится в правильном положении между верхней вакуумной формой 28 и нижней гибкой формой 14 с гибкой поверхностью в соответствии с изобретением, систему 54 подъемника включают для перемещения гибкой формы 14 вверх, для подъема или перемещения листа 24 стекла по отношению к профилирующей поверхности 36 верхней вакуумной формы 28, как описано ниже.
После того как лист 24 будет перемещен по отношению к профилирующей поверхности 36 верхней вакуумной формы 28, систему 54 подъемника включают для перемещения гибкой формы 14 в направлении вниз, как показано на фиг.1, и профилированный лист 38 стекла удерживается на профилирующей поверхности 36 верхней формы 28 с помощью вакуума. Узел 46 челнока включают для перемещения верхней вакуумной формы 28 вниз по потоку из формовочной станции 26 вдоль пути 30 в станцию 32 переноса. После поступления в станцию 32 переноса вакуум в верхней форме 28 отключают для сброса профилированного листа 38 стекла на коротком вертикальном расстоянии непосредственно на изогнутые в поперечном направлении валки 34 конвейера, которые вращаются во время переноса. После выгрузки верхняя вакуумная форма 28 прекращает движение вниз по потоку по пути 30 и перемещается в противоположном направлении или в направлении вверх по потоку вдоль пути 30, то есть в левую сторону, как показано на фиг.1, и возвращается в формовочную станцию 26 в положении ожидания поступления следующего листа 24 стекла.
На фиг.2 показано устройство 70, предназначенное для профилирования и обработки листов стекла, которое подробно описано в американском патенте №4830650, за исключением формы 14, которая включает свойства изобретения и представлена в виде общего контура. Обычно устройство 70 включает печь 22, станцию 72 охлаждения профилированных листов стекла, промежуточную или формовочную станцию 74, расположенную между печью 22 и станцией 72 охлаждения, и узел 76 переноса листа, расположенный в станции 72 охлаждения. Узел переноса листа переносит профилированные листы стекла через станцию 72 охлаждения в станцию выгрузки (не показана). Листы стекла, перемещаемые через станцию охлаждения, обрабатывают воздействием тепла, например профилированные листы стекла обжигают.
Формовочная станция 74 включает форму 14 с гибкой поверхностью (не ограничивающие варианты выполнения с гибкой поверхностью в соответствии с настоящим изобретением, описанные ниже), расположенной под верхней вакуумной профилирующей формой 78. Аналогично описанию для устройства 20 по фиг.1 нагретый лист 24 стекла перемещают вдоль горизонтального пути из печи 22 в формовочную станцию 74, где гибкая форма смещает лист 24 по отношению к профилирующей или профилированной поверхности 80 верхней вакуумной профилирующей формы 78 так, как это описано. Хотя это не ограничивается настоящим изобретением, верхняя форма 78 аналогична верхней форме, подробно описанной в американском патенте №4579577, причем этот патент приведен здесь в качестве ссылочного материала. Поверхность 80 верхней вакуумной формы 78 профилирована так, что она соответствует форме, требуемой для профилированного листа 24 стекла. Верхняя вакуумная форма 78 соединена с устройством создания вакуума (не показано) через трубу 82 отсоса воздуха и соответствующие узлы клапанов (не показаны). Верхние вертикальные направляющие стержни 84 соответствующим образом соединены с рамой удержания (не показана) и с верхней формой 78 так, что форма 78 может перемещаться вертикально по отношению к форме 14 с гибкой поверхностью с использованием узла 86 поршня. Труба 82 отсоса воздуха может быть соединена через соответствующий узел клапана с источником сжатого воздуха (не показан). Клапан для вакуумной линии и для линии под давлением может быть синхронизирован в соответствии с заданным временным циклом любым удобным способом.
Во время работы лист 24 стекла переносят через печь 22 для нагрева листа 24 до температуры размягчения под действием тепла. Датчик 66 определяет положение листа 24 стекла и передает информацию в контроллер (не показан), который управляет скоростью переноса валков 42 в печи 22 и скоростью листа 24 по мере его перемещения в формовочную станцию 74. Лист 24 стекла выходит из печи 22 и его переносят на поверхность 14 с гибкой формой в формовочной станции 74. Форма 14 находится в исходном положении или в положении приема листа, которое будет описано ниже так, что стекло 24 устанавливают на форме 14 под профилирующей поверхностью 80 верхней профилирующей формы 78. Когда лист 24 стекла находится в правильном положении между верхней формой 26 и гибкой формой 14, форма 14 перемещается вверх, поднимая лист 24 стекла по отношению к профилирующей поверхности 80 верхней формы 78, для установки листа 24 стекла на поверхности 80 с соответствующей формой верхней вакуумной формы 78.
После формования форму 14 с гибкой поверхностью опускают в направлении к положению приема листа, и профилированный лист стекла удерживают на профилирующей поверхности 80 верхней формы 78 с помощью вакуума. Узел 76 переноса листа перемещает устройство 88 приема листа, такое как кольцо закаливания, под профилирующую поверхность 80 верхней вакуумной формы 78. Вакуум затем отключают, и профилированный лист стекла устанавливается на кольцо 88 закаливания и удерживается им. Верхняя форма 78 перемещается вверх от кольца 88 для закаливания, и узел 76 переноса листа перемещает кольцо 88 для закаливания с профилированным листом стекла через формовочную станцию 72, где профилированный лист управляемым образом охлаждают для закаливания профилированного листа стекла.
Описание теперь будет направлено на не ограничивающие варианты выполнения формы 14 с гибкой поверхностью, имеющей свойства настоящего изобретения.
Не ограничивающий вариант выполнения формы 14 с гибкой поверхностью в соответствии с изобретением показан на фиг.3 и обозначен ссылочной позицией 100. Гибкая форма 100 включает множество расположенных на некотором расстоянии друг от друга гибких удлиненных полос или элементов 102-105, предназначенных для прижима листа к профилирующей поверхности формы, например, профилирующей поверхности верхней формы 28 по фиг.1 и/или 78 по фиг.2. Каждый из удлиненных элементов 102-105 соединен на одном конце 108 с удлиненным деформируемым боковым элементом 110 и на противоположном конце 112 соединен с удлиненным деформируемым боковым элементом 114. В не ограничивающем варианте выполнения, показанном на фиг.3, длинная ось боковых элементов 110 и 114 расположена в том же направлении и установлена поперечно длинной оси элементов 102-105. Оконечные участки 108 и 112 элементов 102-105 соединены с боковыми элементами 110 и 114 соответственно любым обычным способом. В не ограничивающем варианте выполнения, показанном на фиг.3, хотя здесь не приведено ограничение изобретения, элементы 102-105 закреплены на элементах 110 и 114 с помощью пружин 116. В приведенном ниже описании будет описано крепление элемента 102 к элементам 110 и 114, и если только не будет указано другое, элементы 103-105 прикреплены к элементам 110 и 114 аналогичным образом. Без ограничения изобретения элемент 110 содержит множество отверстий 118. Один конец пружины 11,6 соединен с одним из отверстий 118 в элементе 110, и другой конец пружины 116 соединен с отверстием 120 на оконечном участке 108 элемента 102. Один конец другой пружины 116 соединен с соседним отверстием 118 бокового элемента 110, и другой конец пружины 116 соединен с отверстием 122 на оконечном участке 108 элемента 102. Аналогично один конец пружины 116 соединен с одним из множества отверстий 126 на боковом элементе 114, и другой конец пружины 116 соединен с отверстием 128 на оконечном участке 112 элемента 102. Один конец другой пружины 116 соединен с одним из соседних отверстий 126 бокового элемента 114, и другой конец пружины 116 соединен с отверстием 130 на оконечном участке 112 элемента 102. Как можно видеть, изобретение не ограничивается количеством пружин, соединяющих или закрепляющих концы элементов 102-105 на боковых элементах 110 и 114; однако при использовании только одной пружины следует исключить вращение элементов 102-105 по отношению друг к другу и к боковым элементам 110 и 114.
На фиг.4 представлен другой не ограничивающий вариант выполнения изобретения. Не ограничивающий вариант выполнения формы 14 с гибкой поверхностью в соответствии с изобретением обозначен на фиг.4 ссылочной позицией 134. Удлиненные элементы 102-105 формы 134 закреплены на одном конце на удлиненном боковом элементе 110 и на другом конце на удлиненном боковом элементе 114 с помощью узлов 136 из винта и болта. Форма 134 с гибкой поверхностью, показанная на фиг.4, предпочтительно используется с устройством формования, имеющим форму поверхности, в общем, расположенную в плоскости пути перемещения (см. фиг.11), и/или когда при установке поверхности формы 134 на некотором расстоянии ниже пути перемещения листа пружины 116 будут установлены в плоскости пути перемещения листа стекла.
Как снова показано на фиг.3, элементы 102-105 и 110, и 114 расположены над установочной платформой 52 любым удобным образом. Более конкретно и со ссылкой на фиг.3, 3А и 5 в соответствии с необходимостью используют пару расположенных на некотором расстоянии друг от друга установочных стержней 142 и 144, каждый из которых имеет один конец, установленный на элементе 110, для удержания элемента 110, и другой конец стержней 142 и 144 закреплен на установочной платформе 52 любым удобным способом. Другая пара расположенных на некотором расстоянии друг от друга установочных стержней 146 и 148 имеет один конец, установленный на элементе 114, и другой конец стержней 146 и 148 закреплен на установочной платформе 52 любым удобным способом. В одном не ограничивающем варианте выполнения изобретения установочные стержни 142, 144, 146 и 148 представляют собой удлиненные стержни, имеющие один конец, установленный с возможностью поворота на нижней поверхности соответствующего бокового элемента 110 и 114 в любом удобном элементе, и пропущенные через платформу 52 (как ясно показано на фиг.5). Нижние концы стержней 142, 144, 146 и 148, как показано на фиг.5, закреплены в фиксированном взаимном расположении на некотором расстоянии друг от друга путем захвата концов установочных стержней 142, 144, 146 и 148 на платформе 52 с помощью узлов 150 и 152 из верхней и нижней шайбы и болта соответственно (показано только для стержня 148 на фиг.3).
Дальнейшее описание будет направлено на установку верхнего оконечного участка установочных стержней 142, 144, 146 и 148, как показано на фиг.3, на их соответствующих боковых элементах 110 и 114. Это описание, хотя оно и не ограничивает изобретение, будет направлено на установочный стержень 148 с пониманием того, что это описание можно применять для других установочных стержней 142, 144 и 146, если только не будет указано другое. Верхний оконечный участок 152 стержня 148 установлен с возможностью поворота между расположенными на некотором расстоянии друг от друга ножками 156 и 157 U-образного элемента 158 с использованием шпильки 160, пропущенной через ножки 156 и 157 на оконечном участке установочного стержня 148 (как ясно показано на фиг.3А). U-образный элемент 158 имеет основание 162, закрепленное на соседнем оконечном участке, например, на правом оконечном участке, если рассматривать фиг.3, бокового элемента 114 любым обычным способом. U-образный элемент 158 предпочтительно установлен на нижней стороне бокового элемента 114, если рассматривать по фиг.3, с продольной осью шпильки 160, проходящей поперечно, например, перпендикулярно продольной оси бокового элемента 114. Таким образом, элементы 110 и 114 шарнирно поворачиваются вокруг концов своих соответствующих установочных стержней 142 и 144, и 146, и 148 соответственно, когда центральный участок элементов 110 и 114 отклоняется вниз и вверх, как показано на фиг.3.
Как можно видеть, верхний конец установочных стержней может быть закреплен на своем соответствующем боковом элементе 110 и 114 с использованием любого обычного способа, например, с использованием узлов 150 и 152 типа болт и шайба, описанных выше, для захвата установочных стержней на платформе 52.
Центральный участок элементов 110 и 114 может отклоняться любым обычным способом для изменения контура или формы, определяемой элементами 102 - 105, 110 и 114. В следующем описании не ограничивающего варианта выполнения изобретения для пояснения отклонения боковых элементов 110 и 114 описание будет направлено на механизм, предназначенный для отклонения бокового элемента 114, с пониманием того, что это описание, если только не будет указано другое, можно применять для отклонения бокового элемента 110. Со ссылкой на фиг.3 и 5, верхний оконечный участок 170 вытяжного стержня 172, как показано на фиг.3 и 5, закреплен на центральном участке элемента 114 любым обычным способом, например, с использованием компоновки перевернутого U-образного элемента и шпильки, как было описано для шарнирной установки оконечного участка установочных стержней 142, 144, 146 и 148 на их соответствующих боковых элементах 110 и 114, или с помощью узла 150 и 152 типа шайба и болт, используемого для захвата конца установочных стержней на платформе 52. Другой конец вытяжного стержня соединен с шаговым двигателем 178, который установлен на платформе 52 с использованием любого удобного способа. В приведенном ниже описании механизм подъемника выполнен на основе шагового двигателя, однако, как можно видеть, изобретение не ограничивается этим.
Шаговый двигатель 178 установлен на платформе 52, как показано на фиг.3 и 5, любым удобным способом. Когда шаговый двигатель 178 находится в исходном положении, вытяжной стержень 172 продолжается вверх, как показано на фиг.5, для установки элементов 102-105, 110 и 114 в первом положении или в положении приема листа. После того как лист 24 будет установлен на элементах 102-105 гибкой формы 100 под профилирующей поверхностью верхней формы 28 по фиг.1 и/или верхней формы 80 по фиг.2, как описано ниже, платформа 52 перемещается в направлении верхней формы. Шаговый двигатель проходит через первый цикл для перемещения вытяжного стержня 172 и отклонения соответствующих элементов 110 и 114 вниз, как показано на фиг.3 и 5, для изгиба формы 100 в положении профилирования листа, как показано на фиг.6. Платформа 52 продолжает двигаться вверх, как показано на фиг.1 и 2, для прижима листа 24 по отношению к профилирующей поверхности верхней формы 28 или 80. После того как лист будет перенесен на верхнюю форму, платформа 52 перемещается вниз, как показано на фиг.1 и 2, в направлении к ее исходному положению, и шаговый двигатель перемещается для завершения цикла, во время которого вытяжной стержень 172 перемещается вверх, как показано на фиг.5, для перемещения гибкой формы 100, например, элементов 102-105, 110 и 114 в исходное положение или положение приема листа.
Элементы 102-105, 110 и 114 в исходном положении или в положении приема листа не обязательно должны быть плоскими, например, располагаться в плоскости приема нагретого листа 24 при его выходе из печи 22, показанной на фиг.1. Например, когда лист, выходящий из печи и перемещающийся в формовочную станцию, имеет некоторую кривизну, форма 100 формовочной станции в положении приема листа будет иметь элементы 110 и 114, изогнутые, как показано на фиг.6. В этом случае боковые элементы 110 и 114 могут быть дополнительно изогнуты для установки элементов 102-105, 110 и 114 во второе положение, или дополнительный изгиб боковых элементов не будет выполнен, и в этом случае второе положение отсутствует.
Изобретение не ограничивается узлом подъемника, который предназначен для изгиба центрального участка элементов 110 и 114, для формирования элементов 102-105, 110 и 114. На фиг.7 показан не ограничивающий узел 190 подъемника, который можно использовать с любыми вариантами выполнения гибкой формы 14 в соответствии с изобретением, например, формы 100, показанной на фиг.3, и формы 134, показанной на фиг.4. Для ясности описания не ограничивающий вариант выполнения гибкой формы 14 в соответствии с изобретением, показанным на фиг.7, обозначен номером 191. Каждый из боковых элементов 110 и 114 (причем на фиг.7 показан только боковой элемент 114) установлен на платформе 52 с помощью установочных стержней 142, 144, 146 и 148 (на фиг.7 показаны только установочные стержни 146 и 148), как описано выше. Участок между каждым из концов установочных стержней 142, 144, 146 и 148 проходит через пластину 193 удержания (показана только часть установочных стержней 146 и 148, продолжающихся через пластину 193 удержания на фиг.7). Один конец вала 192 установлен на нижней поверхности элементов 110 и 114 (на фиг.7 показан только элемент 114), как описано выше, при этом другой конец свободно продолжается через отверстие 194 в пластине 193 удержания, и на нем установлена комбинация 196 из шайбы и гайки. Один конец одного или больше механизмов 198 подъемника (на фиг.7 показан только один) соединен с нижней поверхностью пластины 140 удержания, и другой его конец соединен с верхней поверхностью установочной платформы 52, как показано на фиг.7. При включении механизма 198 подъемника пластина 193 удержания перемещается вниз, как показано на фиг.7. По мере того как пластина 193 удержания скользит вдоль установочных стержней, она перемещается в положение соединения с узлом 196 из гайки и шайбы, для перемещения центрального участка боковых элементов 110 и 114 (на фиг.7 показан только боковой элемент 114) вниз, для отклонения боковых элементов 110 и 114, как показано на фиг.6. Перемещение механизма 198 подъемника в противоположном направлении перемещает пластину 193 удержания вверх, как показано на фиг.7, выводя ее из контакта с узлом 196 из шайбы и гайки, что позволяет перемещать элементы 110 и 114 в исходное положение. Узел 196 из гайки и шайбы можно использовать для изменения отклонения его соответствующего элемента 110, 114. Например, для одинакового смещения удерживающей пластины 193 установка узла из гайки и шайбы ближе к соответствующему элементу 110, 114 увеличивает отклонение его соответствующего элемента 110, 114 и наоборот. Была использована форма, имеющая компоновку отклонения, показанная на фиг.7.
На фиг.8 показан другой не ограничивающий вариант выполнения системы, предназначенный для перемещения или изгиба элементов 110 и 114. Не ограничивающий вариант выполнения формы 14 с гибкой поверхностью в соответствии с изобретением, показанный на фиг.8, обозначен ссылочной позицией 200. Механизм 201 подъемника гибкой формы 200 включает круглую пластину 202, установленную на валу 203 двигателя 204. Конец 205 вытяжного штыря 172 шарнирно установлен на участке оконечной кромки круглой пластины 202 для формирования кривошипно-рычажного механизма. Когда гибкая форма 200 находится в исходном положении, например, элементы 102-105 110 и 114 расположены в горизонтальной плоскости, как показано на фиг.3, вытяжной вал 172, соединенный с круглой пластиной 202, находится в положении на 12-часов, как показано на фиг.8. По мере того как круглая пластина 202 вращается в направлении по часовой стрелке или против часовой стрелки, вытяжной штырь 172 смещается вниз для перемещения или изгиба элементов 110 и 114 (на фиг.8 показан только элемент 114) из первого положения во второе положение. После переноса листа стекла на верхнюю форму 28 по фиг.1 или 80 по фиг.2 круглая пластина 202 поворачивается по часовой стрелке или против часовой стрелки для смещения вытяжного штыря 172 вверх, как показано на фиг.8, для установки элементов 110 и 114 в исходное положение.
На фиг.9 показан еще один не ограничивающий вариант выполнения формы 14 с гибкой поверхностью. На фиг.7 не ограничивающий вариант выполнения всей формы 14 с гибкой поверхностью в соответствии с изобретением обозначен ссылочной позицией 210. Форма 210 аналогична форме 100, показанной на фиг.3, за исключением того, что вытяжной штырь 172 формы 100 заменен телескопическим вытяжным штырем 212. Телескопический вытяжной штырь 212 соединен с боковыми элементами 110 и 114 (на фиг.9 показан только боковой элемент 114) с помощью пластины 216 с пазом, установленной на нижней поверхности боковых элементов 110 и 114. При установке конца телескопического вытяжного штыря 212 каждого из боковых элементов 110 и 114 в центре паза 218 пластины 216 боковые элементы 110 и 114 отклоняются в одинаковой степени с каждой стороны вытяжного штыря. При установке конца телескопического раздвижения вытяжного штыря 212 на каждом из боковых элементов 110 и 114 с левой стороны паза 218, как можно видеть на фиг.9, левая сторона боковых элементов 110 и 114 отклоняется в большей степени, чем правая сторона боковых элементов, как видно на фиг.9. Соединение каждого из телескопических вытяжных штырей 212 с каждым из боковых элементов 110 и 114 на правой стороне паза 218 пластины 216, как показано на фиг.9, отклоняет правую сторону боковых элементов 110 и 114 в большей степени, чем левую сторону боковых элементов 110 и 114. Как можно видеть, телескопический вытяжной штырь 212 не требуется устанавливать в то же положение в его соответствующем пазу для каждого из боковых элементов, например, вытяжной штырь 212 может находиться на правом участке паза 218 пластины 216, прикрепленной к боковому элементу 110, и вытяжной штырь 212 может находиться на левом участке паза 218 пластины 216, соединенной с боковым элементом 114, как можно видеть на фиг.9, для получения крученных сложных форм.
Следует понимать, что механизм подъемника, предназначенный для отклонения бокового элемента 110 и 114, может представлять собой механизм любого типа, известный в данной области техники, например, но без ограничений, пневматический цилиндр, серводвигатель, шаговый двигатель, механизм реечной передачи и/или кривошипно-рычажный механизм.
На фиг.3 и 5 представлено множество тороидальных валков 230, приводимых в движение валом 232; множество тороидальных валков 234, приводимых в движение валом 236, и множество тороидальных валков 238, приводимых в движение валом 240. Некоторые из торов 230, 234 и 238 установлены между соседними элементами 102-105; тороидальные валки 230, 234 и 238 находятся на внешней стороне элемента 102 и на внешней стороне элемента 105, как показано на фиг.3. Валы 232, 236 и 240 установлены ниже элементов 102 - 105, как можно видеть на фиг.3 и 5. На фиг.5 одни концы валов 232, 236 и 240 соединены с обычным узлом 242 привода в движение, который вращает валы и тороидальные валки, и другие концы валов установлены в блоке 243 подшипника (на фиг.5 показан только блок 243 подшипников для вала 232).
Следует понимать, что изобретение не ограничивается типом валков и валов, используемых или применяемых для установки валков на валу. Комбинация тороидальных валков и вала может быть такого типа, как известно в данной области техники, например, как представлено и описано в американском патенте №3527589, причем этот патент приведен здесь в качестве ссылочного материала, и могут быть расположены по секциям с электронной регулировкой скорости их вращения, как известно в данной области техники, так, что скорость каждого из валов можно изменять и синхронизировать. Например, но без ограничений изобретения, валки могут быть закреплены на валу с использованием фрикционной установки между валком и валом; при этом тороидальные валки могут быть закреплены на валу с помощью креплений, например, с помощью винта, продолжающегося через обод тороидального валка и соединяющегося с валом, или вал и валки могут представлять собой отдельные сегменты, соединенные вместе для получения требуемой длины валков конвейера. Кроме того, валы могут приводиться в движение индивидуально или могут приводиться в движение от одного источника питания, например, узла из двигателя и ремня такого типа, как известно в данной области техники.
Внешний контур тороидальных валков 230, 234 и 233 находится над верхней поверхностью 244 элементов 102-105, когда гибкая форма 14 находится в первом положении или в положении приема листа. Лист 24, размягченный под действием тепла (см. фиг.1 и 2), перемещают из выходного конца печи 22 на первые тороидальные валки 230, 234 и 238, и тороидальные валки перемещают лист над элементами 102-105 гибкой формы 14 в требуемое положение под профилирующей поверхностью 28 (фиг.1) или 80 (фиг.2). Когда лист 24 приближается к положению (валы продолжают вращаться), или находится в положении (вращение валов остановлено) под верхней формой, включают узел подъемника или механизм 54 для движения платформы 52 и формы с гибкой поверхностью вверх, в направлении к профилирующей форме 28 или 80. По мере того как форма с гибкой поверхностью перемещается вверх, элементы 102-105 соединяются и поднимают лист над валками 230, 234 и 238. Для опускания вытяжного штыря 172 включают шаговый двигатель 178, по мере того как платформа 52 перемещается вверх в направлении профилирующей поверхности верхней формы, или включают механизм подъемника после того, как лист стекла войдет в контакт с профилирующей поверхностью верхней формы. Элементы 102-105 гибкой формы прижимают лист к профилирующей поверхности верхней формы. К верхней поверхности верхней формы прикладывают вакуум для прижима листа к профилирующей поверхности верхней формы. Механизм 54 подъемника опускает платформу 52, и верхняя форма перемещается в станцию переноса, как описано ранее. Шаговый двигатель 178 перемещает вытяжной штырь вверх для перемещения элементов 102-105 в положение приема листа, по мере того как механизм 54 подъемника опускает платформу в положение приема листа, когда поверхность элементов 102-105 находится ниже периферийной поверхности тороидальных валков 230, 234 и 238. Форма с гибкой поверхностью теперь готова для приема следующего листа. Предпочтительно на практике изобретения на внешний контур тороидальных валков нанесено покрытие для исключения царапин наружной поверхности листа стекла, например, нанесено покрытие из арамидной ткани.
На фиг.10 показан другой не ограничивающий вариант выполнения изобретения. В не ограничивающем варианте выполнения по фиг.10 установочный стол 280 установлен над платформой 52, на расположенных на некотором расстоянии механизмах 282 подъемника, например, подъемник расположен рядом с каждым углом стола 280 (на фиг.10 показано только два механизма 282 подъемника) для подъема и опускания стола. Участок установочных штырей 142, 144, 146 и 148 (на фиг.10 показаны только установочные штыри 146 и 148) между их соответствующими концами, и участок вытяжного штыря 172 между его концами свободно пропущен через отверстия (не показаны) в столе 280. Узел 242 привода в движение, предназначенный для вращения валов 232, 236 и 240, а также блоки 243 подшипников установлены на столе 280. При использовании такой компоновки, когда механизмы 282 подъемника перемещают стол вверх, как показано на фиг.10, валки движутся над поверхностью элементов 102-105 гибкой формы 100, и когда механизмы 282 подъемника перемещают стол 280 вниз, как показано на фиг.10, периферийная часть валков опускается ниже поверхности элементов 102-105 гибкой формы 100,
Следует понимать, что изобретение не ограничивается механической компоновкой для подъема и опускания и привода в движение валов 232, 236 и/или 240. Например, но без ограничения изобретения валы могут быть соединены с системой, предназначенной для привода в движение валов, и с отдельной системой, предназначенной для поднимания и опускания валов. Кроме того, валы 232, 236 и 240 могут приводиться в движение непрерывно, как описано выше, или могут включаться только, когда лист перемещается над элементами 102-105, 110 и/или 112, и выключаться, когда лист устанавливают для формования. Кроме того, держатели валов и подшипники можно использовать между концами валов для предотвращения изгиба валов 232, 236 и/или 240 под весом листа и/или из-за длины вала. Хотя скорость вращения тороидальных валков 230, 234 и 238 не ограничивает изобретение, предпочтительно, чтобы скорость была скоординирована с валками 42 переноса печи 22 для предотвращения возникновения царапин или задиров на поверхности листа стекла или несовмещения поверхности листа стекла, по мере того как он перемещается из выходного конца печи на тороидальные валки формы 14.
Хотя это и не ограничивает изобретение, для упрощения перемещения гибкой формы и соответствующего оборудования, например, валков, валов и устройств привода в движение в формовочную станцию или из нее, для технического обслуживания или ремонта, на нижней поверхности платформы 52 могут быть установлены колеса 286, такие как, например, показаны на фиг.10. Кроме того, механизм 54 подъемника, предназначенный для подъема и опускания платформы 52, может быть установлен внутри пола или на полу формовочной станции, например, как показано на фиг.1, или как показано на фиг.5, может быть установлен на тележке 290, имеющей узел 292 подъемника, предназначенный для подъема и опускания платформы 52, имеющей форму с гибкой поверхностью и соответствующее оборудование. Также, кроме этого, в изобретении предусматривается постоянная установка платформы 52, имеющей гибкую форму и соответствующего оборудования на механизме 54 подъемника, установленном на формовочной станции.
Изобретение не ограничивается материалом элементов 102-105 110 и 114; однако, как будет понятно для специалистов в данной области техники, материал должен противостоять температуре его использования, например, температуре от 1100 до 1200°F (593-649°С). Кроме того, материал должен обладать минимальным удлинением, чтобы элементы не удлинялись, в результате чего может быть приложено недостаточное давление для прижима листа, размягченного под действием тепла, к профилирующей поверхности. Кроме того, материал не должен царапать поверхность профилируемого листа. В одном не ограничивающем варианте применения на практике изобретения элементы 102-105 изготовлены из подложки из пружинной стали, с покрытием толщиной 1/8 дюйма (0,32) сантиметра (см)), из арамидного ламината Spauldite® ARK-2, поставляемого компанией Spaulding, Fibre Company, Inc., Нью-Йорк. На фиг.6А показан слой 293 арамидного ламината, который может быть установлен на подложке 295, или манжета из такого материала, нанесенного на, например, подложку из пружинной стали, и установленная в требуемом положении с использованием любого удобного способа, например, узла из гайки и болта или клея. При применении изобретения на практике используют высокотемпературный силиконовый клей RTV для приклеивания арамидного ламината к поверхности стальной подложки. Другие материалы, которые можно использовать на практике применения изобретения, включают изолирующий слой из войлочной подушки, который можно использовать для покрытия поверхности элементов 102-105. В одном не ограничивающем варианте выполнения изобретения элементы 110 и 114 изготовлены из титана, и элементы 102-104 изготовлены из пружинной стали.
Характеристики или параметры формы 14 с гибкой поверхностью, которые следует учитывать в ее конструкции, представляют собой гибкость листа; ширину, длину и толщину элементов 102-105, 110 и 114; % удлинения элементов 102-105, 110 и 114; % удлинения пружин и гибкость элементов 102-105, 110 и 114. Далее дается ссылка на элементы 102-105, однако следует понимать, что изобретение не ограничивается количеством удлиненных элементов между боковинами 110 и 114. 4 удлиненных элемента 102-105 были выбраны для простоты описания изобретения, а не для ограничения изобретения.
По мере того как гибкость листа увеличивается, при поддержании постоянными других параметров, требуется меньшее усилие для смещения или прижима листа к профилирующей поверхности верхней формы 28 (фиг.1) или 80 (фиг.2) и наоборот. По мере того как ширина элементов 102-105 увеличивается, при поддержании всех других параметров постоянными количество элементов 102-105, поддерживающих лист стекла, уменьшается, и сила, требуемая для прижима листа к профилирующей поверхности верхней формы, увеличивается и наоборот. По мере того как ширина элементов 102-105 уменьшается, в результате приложения увеличенной силы к площади элементов 102-105, на листе могут формироваться углубления при прижиме его к профилирующей поверхности верхней формы.
Гибкая форма была изготовлена с 7 удлиненными элементами 102-105 из пружинной стали. Каждый из пяти (5) элементов, которые составляли центральный участок гибкой формы, имел ширину 2 дюйма (5,08 сантиметров ("см")). Элемент шириной 3 дюйма (7,62 см) был установлен на каждой внешней стороне центрального участка элементов с расстоянием элементов 1 дюйм (2,54 см) друг от друга. Элементы 110 и 114 имели длину 24 дюйма (6 метров) и ширину 2 дюйма (5,08 см). Каждый из элементов имел толщину 0,25 дюйма (0,64 см).
По мере увеличения длины элементов 102-105, при поддержании постоянными других параметров, сила, требуемая для прижима листа к профилирующей поверхности верхней формы, увеличивается и наоборот. Как можно понимать, длина элементов 102-105 должна быть такой, чтобы пружины 116 находились за пределами периметра профилирующей поверхности, когда элементы 102-105 прижимают лист к профилирующей поверхности верхней формы. По мере увеличения толщины элементов 102-105, при поддержании других параметров постоянными, сила, требуемая для поддержания соответствия формы элементов 102-105 форме профилирующей поверхности верхней формы, увеличивается и наоборот. По мере того как ширина элементов 110 и 114 увеличивается, при поддержании всех других параметров постоянными, сила, требуемая для изгиба или отклонения элементов 110 и 114, увеличивается и наоборот. По мере того как длина элементов 110 и 114 увеличивается, при подержании других параметров постоянными, сила, требуемая для отклонения элементов 110 и 114, увеличивается и наоборот. По мере того как толщина элементов 110 и 114 увеличивается, при поддержании других параметров постоянными, сила, требуемая для отклонения элементов 110 и 114, увеличивается и наоборот. Следует понимать, что длина, ширина и толщина элементов 110 и 114 должны быть достаточными, для предотвращения изгиба элементов 110 и 114 элементами 102-105, когда элементы 102-105 прижимают лист к профилирующей поверхности верхней формы.
При выполнении на практике изобретения элементы 102-105, 110 и 114 имеют длину, достаточную для использования формы с гибкой поверхностью, с некоторыми или всеми верхними формами, имеющимися на складе. В одном не ограничивающем варианте выполнения пружины 116, используемые на практике изобретения, представляли собой прижимные пружины, предназначенные для компенсации расширения стали в результате нагрева. Хотя это и не требуется на практике изобретения, предпочтительно иметь пружины, расположенные на некотором расстоянии от нагретого листа. Пружины, используемые на практике изобретения, были закуплены в компании Lee Spring Co, г.Бруклин, штат Нью-Йорк.
Если % удлинения элементов 102-105, 110 и 114 увеличивается, при поддержании остальных параметров постоянными, меньшая сила прикладывается к листу во время формования листа и наоборот. По мере того как % удлинения пружин 116 увеличивается, при поддержания остальных параметров постоянными, сила, прикладываемая к листу, уменьшается и наоборот. По мере того как увеличивается гибкость элементов 102-105, меньшая сила требуется для соответствия элементов 102-105 форме профилирующей поверхности верхней формы и наоборот. По мере того как отклонение элементов 110 и 114 увеличивается при поддержания остальных параметров постоянными, меньшая сила требуется для отклонения элементов 110 и 114 и наоборот. По мере того как расстояние между элементами 102-105 уменьшается, большая поверхность листа будет захвачена, однако промежутки между элементами должны быть достаточными, чтобы в них можно было установить тороидальные валки.
Ширина тороидальных валков не ограничивает изобретение, однако, чем тоньше валки, тем меньше промежуток между элементами 102-105. При выборе ширины валков следует уделять внимание тому, чтобы они не были слишком тонкими. Более конкретно, если ширина будет слишком малой, стекло не будет поддерживаться на "ножевой кромке" или будет возникать "точечный контакт", который поцарапает поверхность листа. Хотя это и не требуется, использовали тороидальные валки, имеющие ширину в диапазоне от 1/2 до 1 дюйма (от 1,27 до 2,54 см). На практике изобретения использовали тороидальные валки, имеющие ширину 3/4 дюйма (1,91 см). Как можно понимать, изобретение не ограничивается количеством тороидальных валков, используемых для поддержания листа стекла. Однако по мере увеличения мягкости листа 24 количество рядов тороидальных валков необходимо увеличивать для предотвращения провисания листа.
Как показано на фиг.1, 2, 3, 5 и 6, если необходимо, последовательность листов 24 стекла перемещается через печь 22. По мере того как ведущий лист 24 последовательности перемещается из печи в направлении к формовочной станции 26 (фиг.1) или 74 (фиг.2), датчик 66 детектирует его движение, при этом профилирующая форма 44 с гибкой поверхностью (фиг.1 и 2), 100 (фиг.3, 6 и 10) формовочной станции 26 или 76 находится в первом положении или в положении приема листа для приема листа 24, выходящего из печи 22. Внешняя окружность тороидальных валков 230, 234 и 238 (фиг.3 и 10) находится над верхней поверхностью гибкой формы и вращается со скоростью, аналогичной скорости вращения валков 42 печи 22, для перемещения листа 24 из выходного конца печи 22 над элементами 102-105 гибкой формы. По мере того как лист перемещается в положение под профилирующей поверхностью 36 верхней формы 28 (фиг.1) или профилирующей поверхностью формы 80 (фиг.2), включают узел 54 подъемника (фиг.1) для перемещения платформы 52 вверх, для перемещения элементов 102-105 в соединение с листом, для подъема листа над указанной выше внешней кромкой вращающихся тороидальных валков и для удержания листа на поверхности элементов 102-105.
Узел 54 подъемника продолжает перемещать форму 14 (фиг.1 и 2), 100 (фиг.3 и 10) вверх, в направлении к профилирующей поверхности 36 верхней формы 28 (фиг.1) или профилирующей поверхности верхней формы 80 (фиг.2). Когда лист входит в первоначальный контакт с профилирующей поверхностью верхней формы, включают шаговый двигатель для смещения вытяжного стержня 172 в направлении вниз, как показано на фиг.3 и 10, для отклонения элементов 110 и 114 (см. фиг.6). Гибкая форма 100 продолжает движение вверх, прижимая лист 24 к профилирующей поверхности верхней формы 28 или 80. Пружины 116 позволяют элементам 102-105 переориентироваться и соответствовать профилирующей поверхности верхней формы, прижимая, по существу, всю основную поверхность листа к профилирующей верхней форме. После прижима листа к профилирующей поверхности через трубу 50 откачки прикладывают вакуум к верхней форме 28 по фиг.1 или через трубу 82 откачки к верхней форме 80 по фиг.2 для обеспечения дополнительного соответствия листа профилирующей поверхности и для удержания листа на профилирующей поверхности. Узел 54 подъемника опускает гибкую форму 14, как показано на фиг.1, или гибкую форму 100, как показано на фиг.5. По мере того как гибкая форма опускается и выходит из контакта с верхней формой, верхнюю форму перемещают вправо, как показано на фиг.1 и 2, для сброса профилированного листа на валки 34 (фиг.1) или кольцо 88 переноса (фиг.2). После этого верхняя форма перемещается обратно в положение приема листа формовочной станции, и профилированный лист перемещают в станцию 40 охлаждения (фиг.1) или 72 (на фиг.2).
Во время движения верхней профилирующей формы из формовочной станции и в нее форму 14 и 100 перемещают от верхней формы в направлении к положению приема листа. Как показано на фиг.5, по мере того как форму 14, 100 перемещают в направлении к положению приема листа, шаговый двигатель активируют для подъема вытяжного штыря 172, для подъема боковых элементов 110 и 114 (только боковой элемент 114 показан на фиг.10) в положение приема листа, когда внешняя окружность вращающихся тороидальных валков 230, 234 и 238 находится над поверхностью элементов 102-105 и пружин 116. Гибкая форма 14, 100 теперь находится в положении приема следующего листа 24 из печи 22.
При применении изобретения на практике узлы подъемника или описанные механизмы, предназначенные для отклонения элементов 110 и 114, можно использовать для приема и опускания формы 14 и/или тороидальных валков. Кроме того, узлы подъемника или описанные механизмы, предназначенные для отклонения элементов 110 и 114, например, кулачковый узел, показанный на фиг.6, можно использовать с телескопическим стержнем по фиг.7. Также в изобретении предусматривается возможность отклонения элементов 110 и 114 в одном направлении на одинаковое расстояние и отклонение одного из элементов 110 или 114 на другое расстояние, чем другие элементы 114 или 110 соответственно, и по другим дугам, например, как описано со ссылкой на фиг.7. Не ограничивающие варианты выполнения гибкой формы 14 были описаны для профилирования листа стекла с использованием формования, показанного на фиг.1 и 2, однако изобретение не ограничивается этим, и его можно использовать с любым оборудованием или процессом, для нагрева листа стекла, профилирования листа стекла и/или тепловой обработки листа стекла.
Лист стекла можно нагревать любым способом, например, используя туннельную печь с подогревом газом или электричеством такого типа, как используется в данной области техники. На фиг.11 показана форма 134 с гибкой поверхностью по фиг.4, используемая с газовой подовой печью 300 нагрева, частично показанной на фиг.11, в которой листы 24 стекла переносят на подушке 302 из нагретого воздуха. Подушка 302 наклонена приблизительно на 7° от горизонтали, и листы 24 стекла, перемещаясь на нагретом воздухе, также наклонены приблизительно на 7° от горизонтали и удерживаются на подушке и перемещаются с помощью колес 304 переноса. Нагретое стекло 24 перемещают на гибкую форму 134 с помощью тороидальных валков (только тороидальные валки 238 и 239 показаны на фиг.11). Гибкая форма расположена под углом приблизительно 7° от горизонтали, и лист 24 удерживается на элементах гибкой формы с помощью колес 306 переноса. По мере того как лист перемещается в положение под профилирующей поверхностью, например, верхней профилирующей формы, как описано выше, механизмы подъемника включают для подъема гибкой формы 134 и изгиба элементов 110 и 114 (на фиг.11 показан только элемент 110), для перемещения листа к профилирующей поверхности, как описано выше. После того как лист будет сформован, перенос листа и последующее охлаждение листа стекла может быть выполнено любым обычным способом, например, как описано выше.
Как следует понимать, конкретные варианты выполнения, подробно описанные здесь, являются только иллюстрацией, а не ограничением объема изобретения, который полностью определяется приложенной формулой изобретения и любыми и всеми ее эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА И СПОСОБ ГИБКИ ЛИСТОВ СТЕКЛА | 2003 |
|
RU2350572C2 |
| УСТРОЙСТВО ДЛЯ ПРИЖИМНОЙ ГИБКИ РАЗМЯГЧЕННОГО ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2009108C1 |
| ПРИСПОСОБЛЕНИЕ С ШАРНИРНОЙ ФОРМОЙ ДЛЯ СИСТЕМЫ ОБРАБОТКИ СТЕКЛА | 2021 |
|
RU2839106C1 |
| ВОЛНИСТАЯ ВАФЛЯ | 2009 |
|
RU2514303C2 |
| СПОСОБ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ПОЛОГО ИЗДЕЛИЯ, ПОЛОЕ ИЗДЕЛИЕ И ОСНАСТКА ДЛЯ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ | 2016 |
|
RU2681902C2 |
| УПАКОВКА ПИЩЕВОЙ ПРОДУКЦИИ БЕЗ КОНДИЦИОНИРОВАНИЯ | 2019 |
|
RU2750700C1 |
| СПОСОБ, СТАНЦИЯ И СИСТЕМА ДЛЯ ПРЕССОВОГО ФОРМОВАНИЯ ЛИСТОВ СТЕКЛА | 2011 |
|
RU2565704C2 |
| ТЕРМОЗАКРЕПЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОФОТОГРАФИЧЕСКОГО УСТРОЙСТВА ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЙ | 2011 |
|
RU2617552C2 |
| БЕЗОПАСНАЯ ДЛЯ ДЕТЕЙ ЕМКОСТЬ ДЛЯ НЮХАТЕЛЬНОГО ТАБАКА | 2017 |
|
RU2718353C2 |
| СПОСОБЫ И УСТРОЙСТВА ДЛЯ СТРУКТУРИРОВАННОГО НАНЕСЕНИЯ АДГЕЗИВНЫХ МАТЕРИАЛОВ НА ПЕРЕМЕЩАЮЩУЮСЯ ОСНОВУ | 2013 |
|
RU2597589C1 |









Изобретение относится к способу придания формы листам, размягченным под действием тепла, и к форме с гибкой поверхностью для выполнения этого способа. Технический результат изобретения заключается в создании нижней профилирующей формы, которая входит в контакт и прижимает центральные и внешние участки поверхности листа к профилирующей поверхности верхней формы и которая не ограничивается одной формой или контуром. Форма включает пару расположенных на некотором расстоянии друг от друга удлиненных деформируемых элементов (110, 114), между которыми на некотором расстоянии друг от друга расположены гибкие полосковые элементы (102-105). Оси деформируемых элементов расположены параллельно друг другу и поперечно осям полосковых элементов. Деформируемые элементы установлены на платформе (52) при помощи жестких элементов (142, 144, 146, 148), между которыми установлены элементы приложения силы (172, 191, 200, 210), прикладываемой к центральному участку деформируемых элементов для изменения контура или формы полосковых элементов. 4 н. и 50 з.п. ф-лы, 11 ил.
| US 4830650 А, 16.05.1989 | |||
| ШТАМП ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2069647C1 |
| ФОРМУЮЩИЕ ЭЛЕМЕНТЫ С ИЗМЕНЯЮЩЕЙСЯ ГЕОМЕТРИЕЙ ДЛЯ ПРОИЗВОДСТВА ГНУТОГО ЛИСТОВОГО СТЕКЛА | 2000 |
|
RU2205804C2 |
| Пылеуловитель для сбоечно-буровых машин | 1959 |
|
SU123119A1 |

