ОБЛАСТЬ ТЕХНИКИ
[1] Настоящее изобретение относится к приспособлению с шарнирной формой для гибки листа стекла в системе обработки стекла.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[2] Примеры приспособлений с формами для листов стекла в виде нижних нажимных колец раскрыты в патенте США №9452948 и опубликованной международной патентной заявке WO 02/24588 А1.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[3] В одном варианте осуществления в соответствии с изобретением предоставлено приспособление с шарнирной нижней формой для использования совместно с верхней формой в системе гибки стекла. Это приспособление с шарнирной нижней формой содержит часть в виде формы, выполненную с возможностью гибки нагретого листа стекла. Часть в виде формы имеет первый конец, зону крутого изгиба вблизи первого конца для гибки оконечной части листа стекла и второй конец, противоположный первому концу и расположенный на расстоянии от зоны крутого изгиба. Приспособление с формой может дополнительно содержать первый направляющий элемент, соединенный с частью в виде формы в первом местоположении вблизи первого конца, и второй направляющий элемент, соединенный с частью в виде формы во втором местоположении вблизи второго конца и расположенный на расстоянии от зоны крутого изгиба. Часть в виде формы, а также первый и второй направляющие элементы выполнены с возможностью совместного действия для обеспечения возможности перемещения первого конца части в виде формы из опущенного положения в поднятое положение с целью перемещения оконечной части листа стекла вверх так, что первый конец части в виде формы перемещается по существу по такой же траектории, как траектория, по которой движется оконечный край оконечной части листа стекла, в то же время также обеспечивается возможность перемещения второго конца части в виде формы в по существу боковом направлении.
[4] Также предоставлен способ гибки нагретого листа стекла. Этот способ может включать установку листа стекла в определенном положении между частью в виде нижней формы приспособления с шарнирной нижней формой и верхней формой. Часть в виде нижней формы может содержать первый конец, зону крутого изгиба вблизи первого конца для гибки оконечной части листа стекла и второй конец, противоположный первому концу и расположенный на расстоянии от зоны крутого изгиба. Приспособление с нижней формой может дополнительно содержать узел содействия перемещению, связанный с частью в виде нижней формы, для направления перемещения части в виде нижней формы. Узел содействия перемещению может быть соединен с частью в виде нижней формы в первом местоположении вблизи первого конца и втором местоположении вблизи второго конца, а также расположен на расстоянии в боковом направлении от зоны крутого изгиба. Способ может дополнительно включать перемещение части в виде нижней формы вверх к верхней форме с целью гибки оконечной части листа стекла между частью в виде нижней формы и верхней формой. Кроме того, узел содействия перемещению может быть выполнен с возможностью направления первого конца части в виде нижней формы для перемещения по существу по такой же траектории, как траектория, по которой движется оконечный край оконечной части листа стекла, и направления второго конца части в виде нижней формы для перемещения в по существу боковом направлении.
[5] Хотя изображены и описаны иллюстративные варианты осуществления, такое описание не должно быть истолковано как ограничивающее формулу изобретения. Предполагается, что различные модификации и альтернативные конструкции могут быть осуществлены без отступления от объема изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
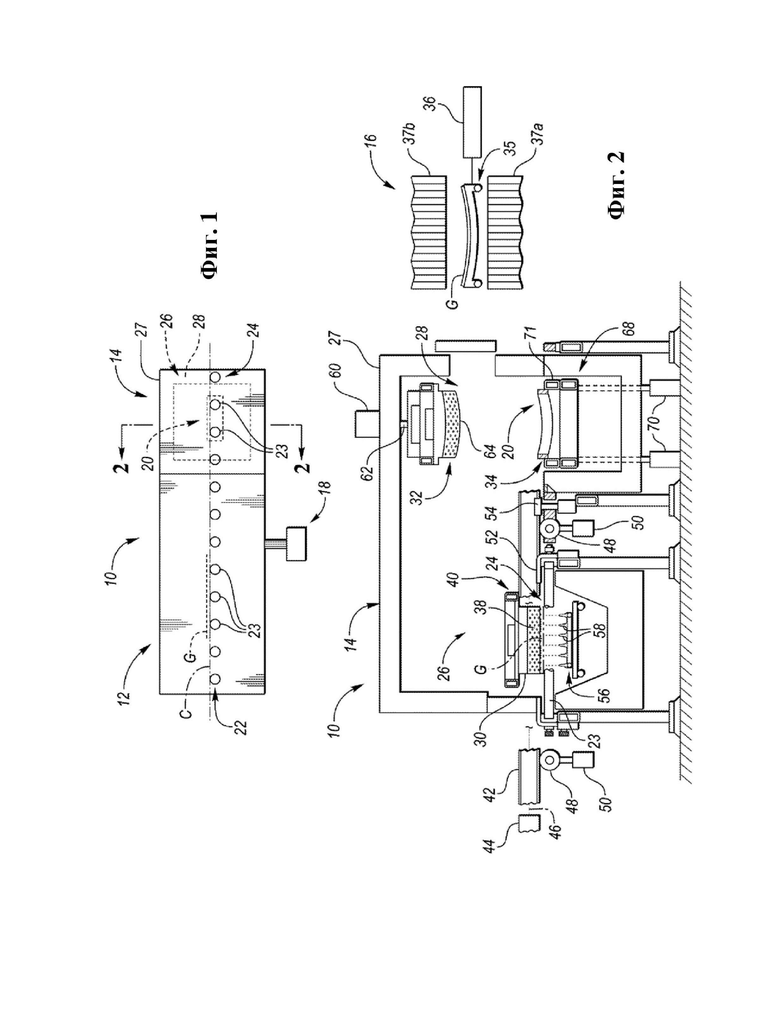
[6] На фиг. 1 представлена схематическая вертикальная проекция системы обработки листов стекла, содержащей станцию формования, имеющую приспособление с шарнирной формой в соответствии с изобретением для гибки нагретого листа стекла в ходе обработки;
[7] на фиг. 2 представлен вид в разрезе, полученный по линии 2-2, показанной на фиг. 1, и он иллюстрирует устройство формования, которое содержит первую и вторую верхние формы, а также приспособление с шарнирной формой, выполненное в качестве приспособления с нижней формой, для выполнения трехэтапного формования горячего листа стекла с поперечной кривизной;
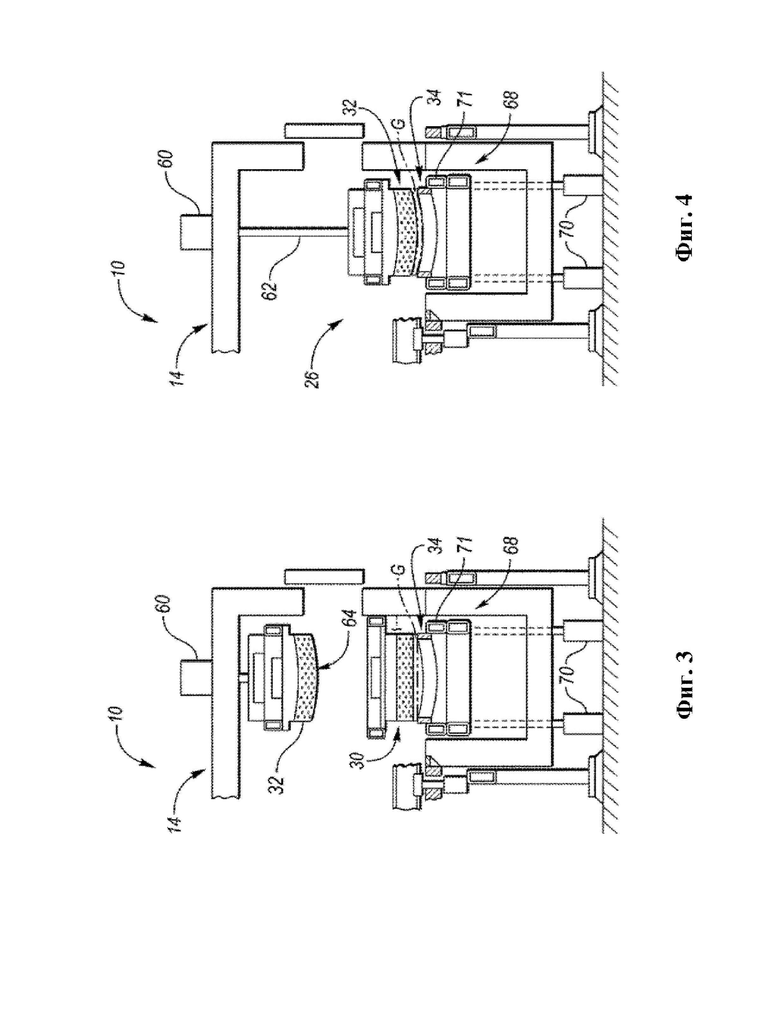
[8] на фиг. 3 представлен частичный вид станции формования, показанной на фиг. 2, иллюстрирующий первую верхнюю форму, расположенную над приспособлением с нижней формой, в ходе цикла работы системы;
[9] на фиг. 4 представлен частичный вид станции формования, показанной на фиг. 2, иллюстрирующий вторую верхнюю форму, действующую совместно с приспособлением с нижней формой для прессования листа стекла;
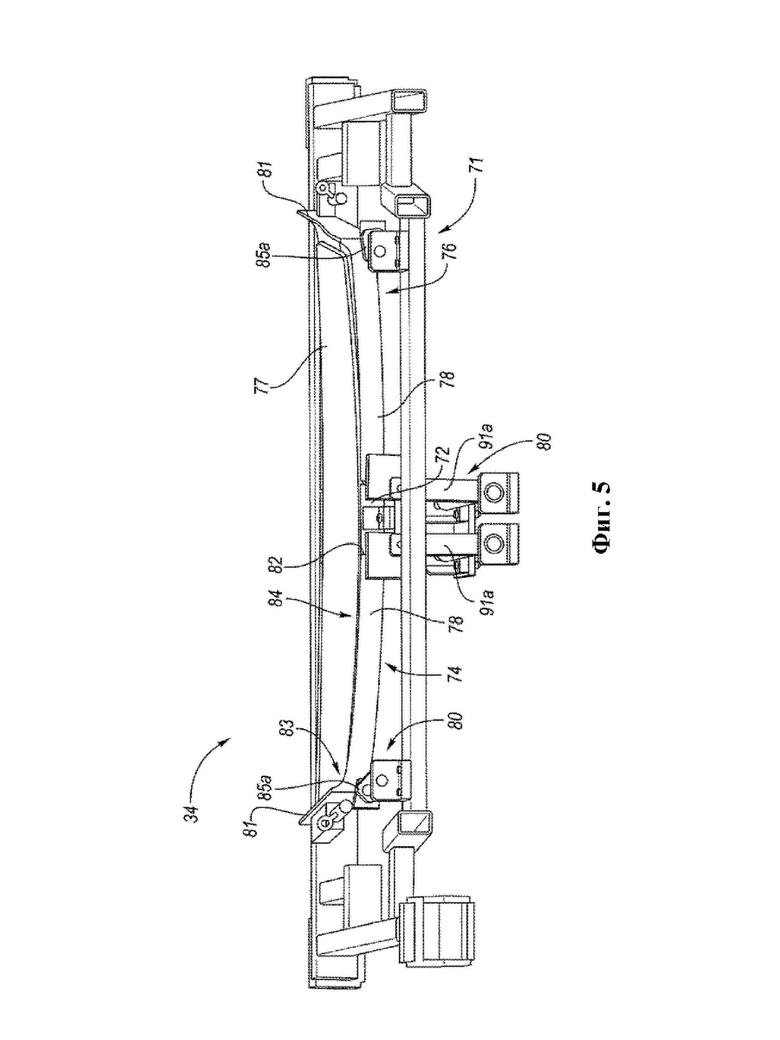
[10] на фиг. 5 представлен частичный вид в перспективе приспособления с нижней формой;
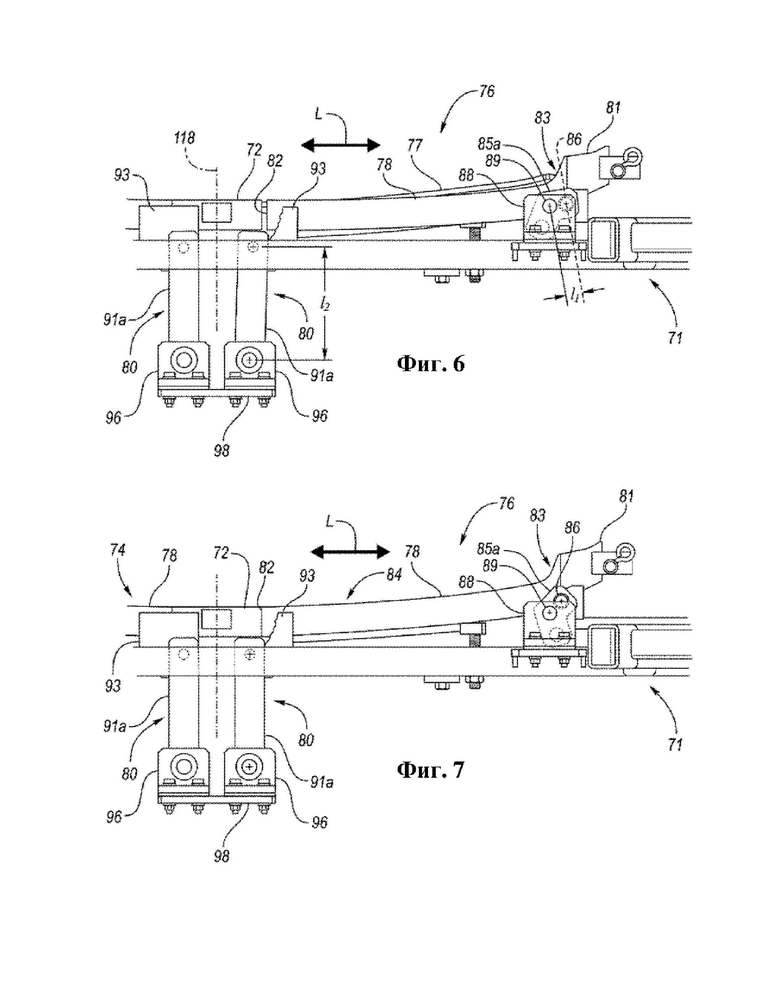
[11] на фиг. 6 представлен частичный вид сбоку приспособления с нижней формой, на котором показана боковая часть формы в опущенном положении;
[12] на фиг. 7 представлен частичный вид сбоку, аналогичный таковому на фиг. 6, на котором боковая часть формы показана в поднятом положении;
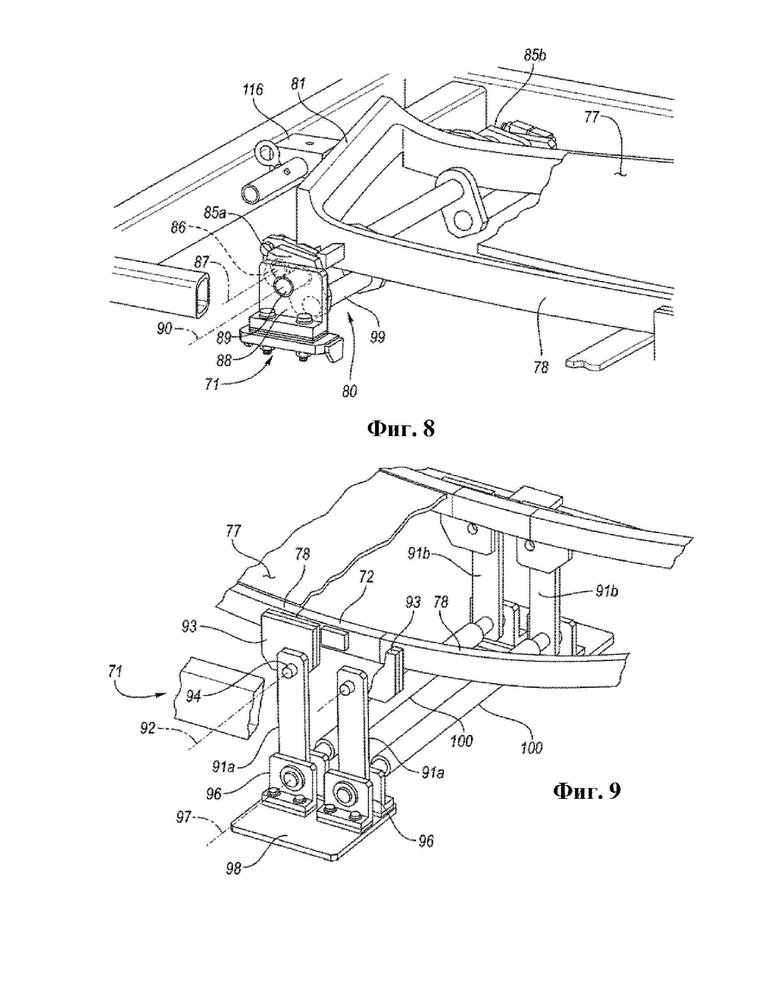
[13] на фиг. 8 представлен частичный вид в перспективе приспособления с нижней формой, на котором показана часть узла содействия перемещению, выполненного в виде рычажного узла, который прикреплен к боковой части формы, показанной в опущенном положении;
[14] на фиг. 9 представлен частичный вид в перспективе приспособления с нижней формой, на котором показана другая часть рычажного узла, при этом на фиг. 9 показаны две боковые части формы приспособления с нижней формой в поднятых положениях;
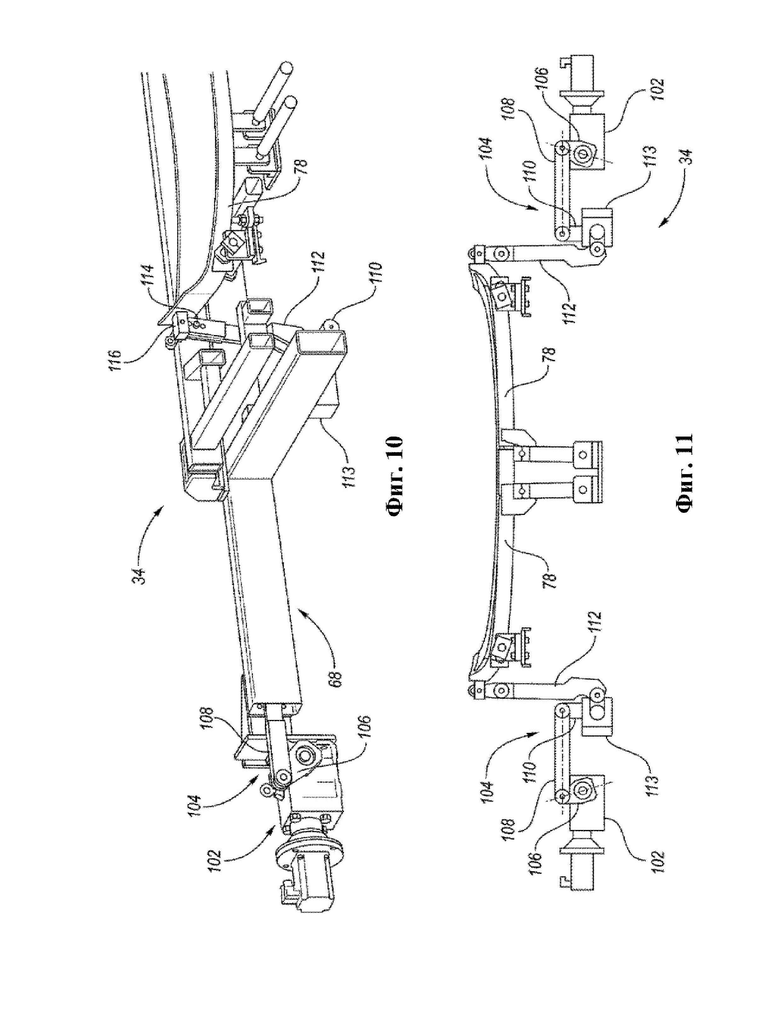
[15] на фиг. 10 представлен частичный вид в перспективе приспособления с нижней формой, на котором показан привод и соответствующий рычажный узел для перемещения боковой части формы приспособления с нижней формой;
[16] на фиг. 11 представлен вид сбоку приспособления с нижней формой, на котором показана каждая из боковых частей формы в опущенном положении;
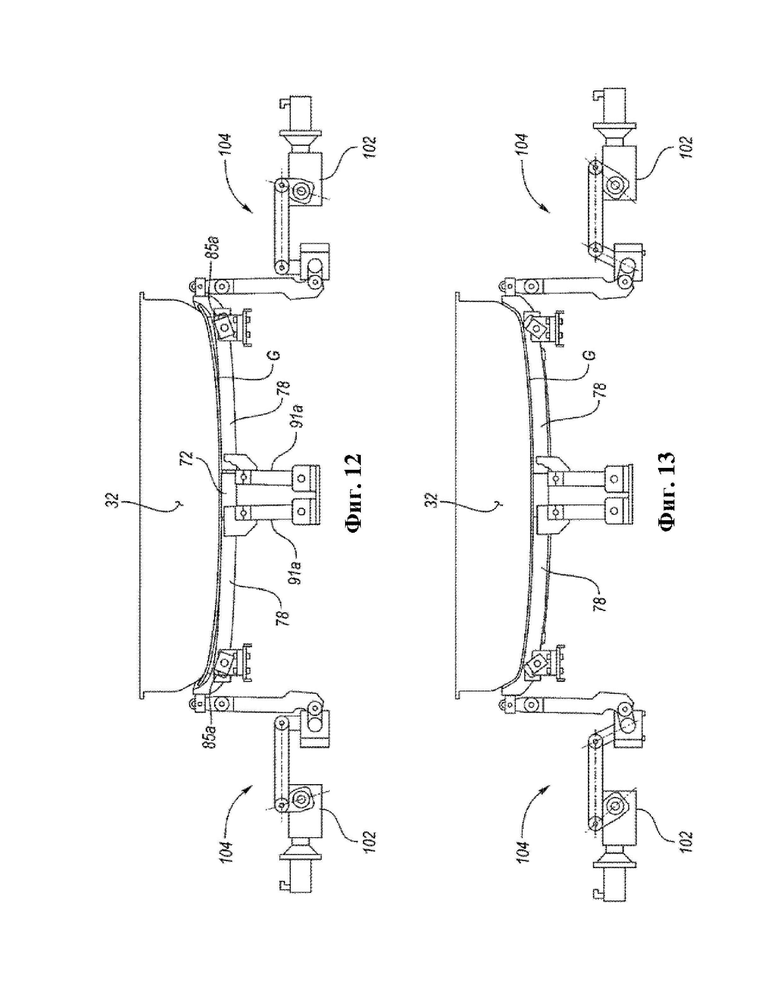
[17] на фиг. 12 представлен вид сбоку приспособления с нижней формой, расположенного смежно со второй верхней формой;
[18] на фиг. 13 представлен вид сбоку приспособления с нижней формой, расположенного смежно со второй верхней формой, причем каждая из боковых частей формы находится в поднятом положении;
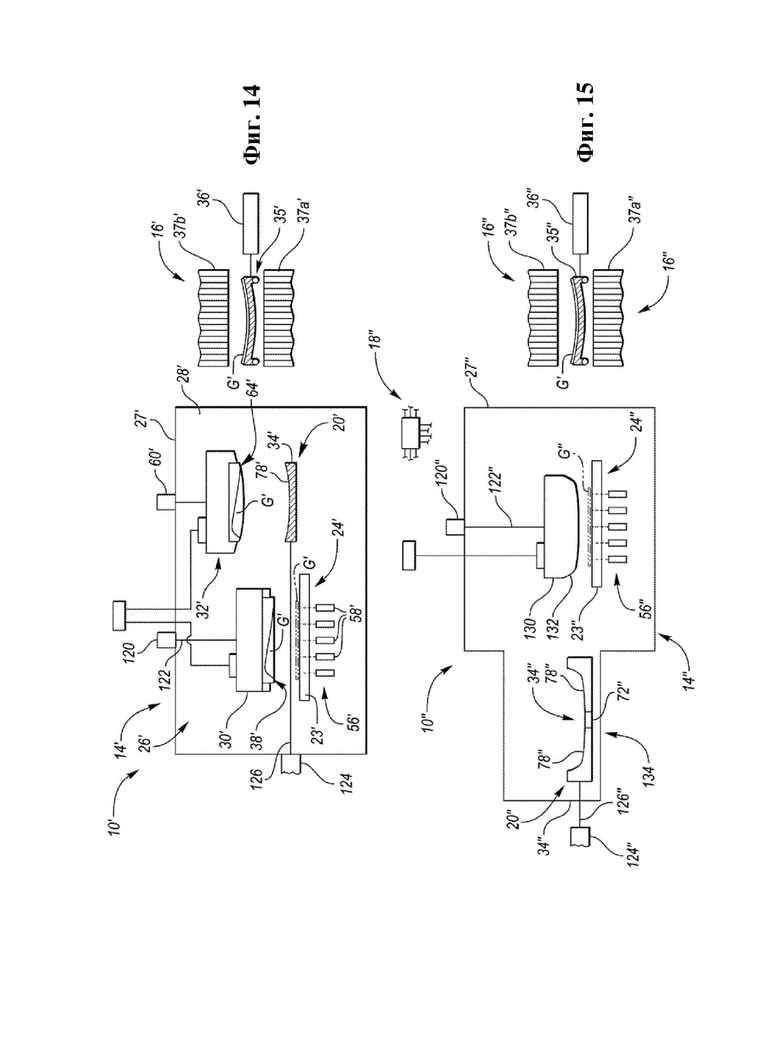
[19] на фиг. 14 представлен схематический вид в разрезе, иллюстрирующий другой вариант осуществления станции трехэтапного формования, содержащей приспособление с шарнирной формой в соответствии с изобретением;
[20] на фиг. 15 представлен схематический вид в разрезе, иллюстрирующий другой вариант осуществления станции формования, содержащей приспособление с шарнирной формой в соответствии с изобретением;
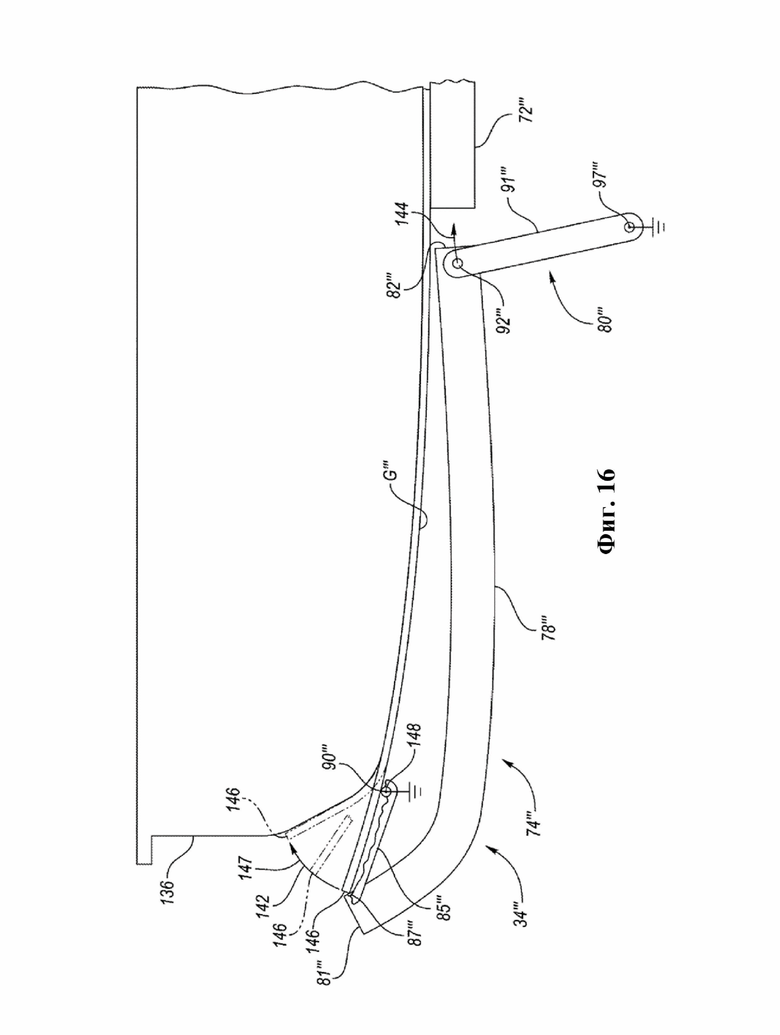
[21] на фиг. 16 представлен схематический вид части приспособления с шарнирной формой в соответствии с настоящим изобретением для использования совместно с верхней формой с целью гибки листа стекла между ними, при этом боковая часть формы приспособления с шарнирной формой показана в опущенном положении;
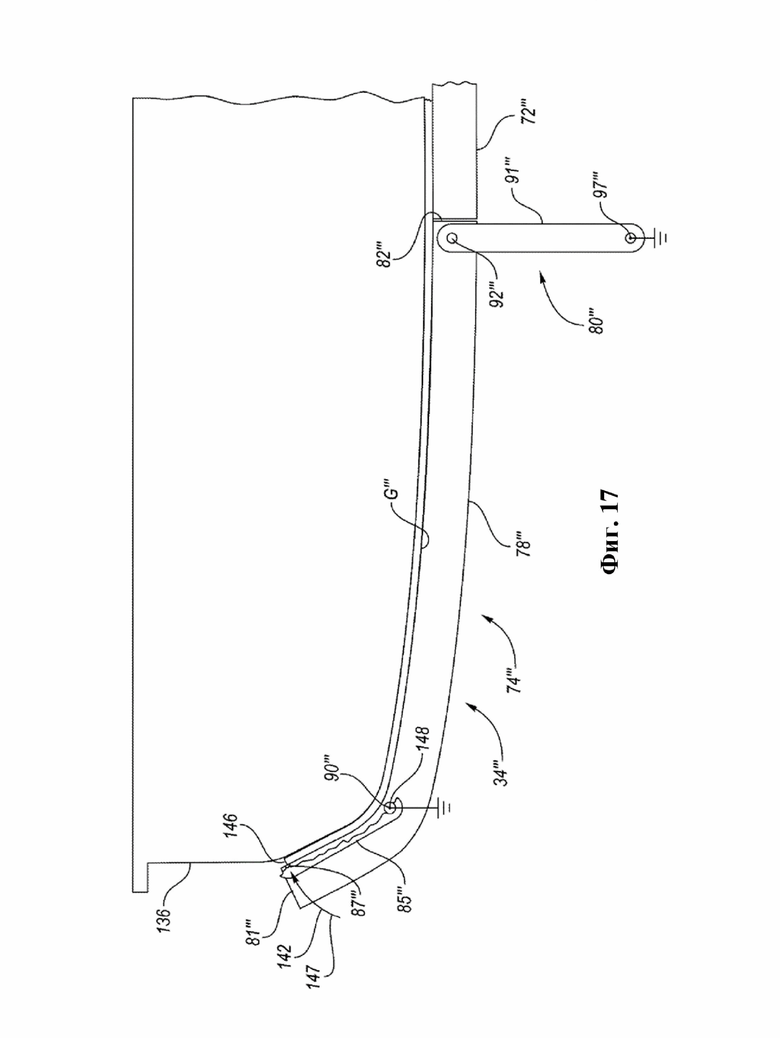
[22] на фиг. 17 представлен схематический вид, аналогичный таковому на фиг. 16, на котором показана боковая часть формы приспособления с шарнирной формой в поднятом положении;
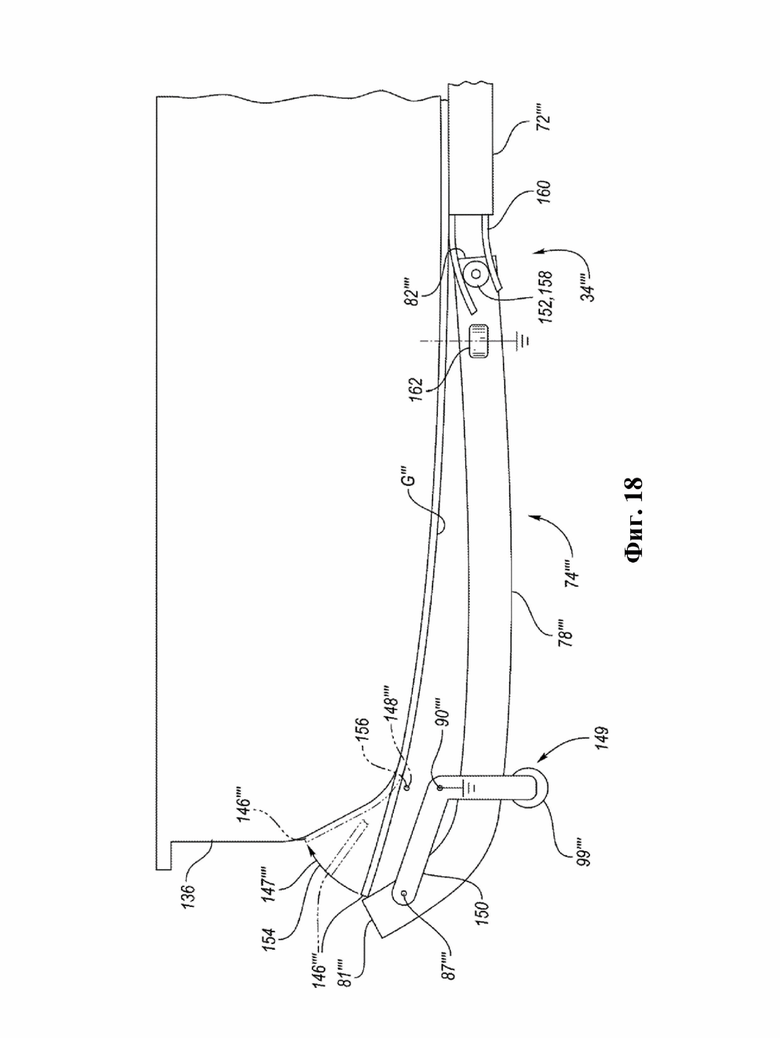
[23] на фиг. 18 представлен схематический вид части приспособления с шарнирной формой в соответствии с изобретением, которая содержит другую примерную конфигурацию узла содействия перемещению для направления перемещения боковой части формы приспособления с шарнирной формой, при этом боковая часть формы показана в опущенном положении; и
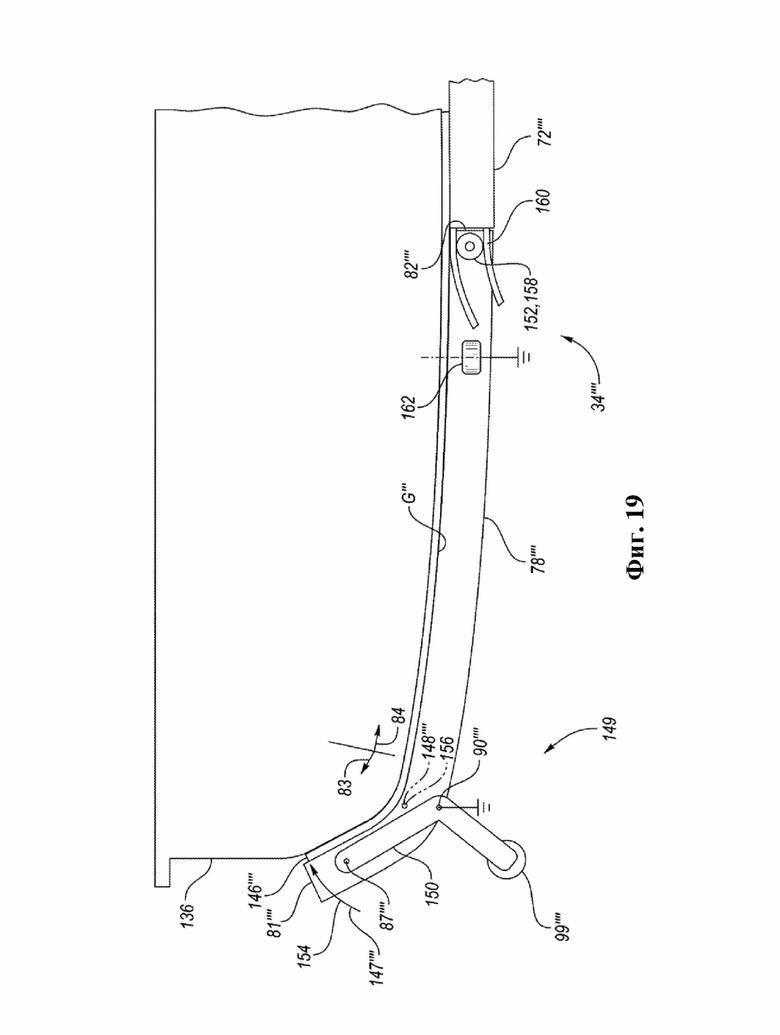
[24] на фиг. 19 представлен схематический вид, аналогичный таковому на фиг. 18, на котором показана боковая часть формы приспособления с шарнирной формой в поднятом положении.
ПОДРОБНОЕ ОПИСАНИЕ
[25] В настоящем документе в необходимом объеме раскрыты подробные варианты осуществления; однако следует понимать, что раскрытые варианты осуществления представляют собой лишь примеры, и могут использоваться различные и альтернативные варианты. Фигуры не обязательно выполнены с соблюдением масштаба; некоторые признаки могут быть преувеличены или преуменьшены для того, чтобы показать детали конкретных компонентов. Вследствие этого конкретные конструктивные и функциональные детали, раскрытые в настоящем документе, не следует толковать как ограничивающие, а только в качестве представительной основы для обучения специалиста в данной области техники. Кроме того, как будет понятно специалистам средней квалификации в данной области техники, различные признаки вариантов осуществления, проиллюстрированные и описанные со ссылкой на любую из фигур, могут быть объединены с признаками, проиллюстрированными на одной или нескольких других фигурах, для получения вариантов осуществления, не проиллюстрированных или не описанных в явном виде. В дополнение, другие варианты осуществления могут применяться на практике без одного или нескольких из конкретных признаков, разъясненных в следующем описании.
[26] В ходе изготовления стеклянного листового продукта, такого как стеклянная зеркальная панель для применения при накоплении солнечной энергии, ветровое стекло транспортного средства, заднее стекло или любой другой подходящий продукт, может потребоваться формование или гибка листа стекла в связи с операцией формования или гибки (например, постепенного завертывания и прессования листа стекла посредством пресс-формы). В настоящем изобретении предоставлены способы и устройства для гибки листов стекла в ходе таких операций с целью усовершенствования обработки стекла (например, для того чтобы можно было выполнить гибку с меньшим радиусом без следов формы, вызванных гранями в приспособлениях с шарнирными формами).
[27] Обратимся к фиг. 1 и 2, на которых показана система 10 обработки стекла для обработки листов G стекла. Система 10 содержит нагревательное устройство или нагревательную станцию, такую как печь 12, для нагрева листов G стекла; станцию 14 формования или гибки для формования или гибки каждого нагретого листа G стекла в требуемую форму; станцию охлаждения, такую как станция отжига или станция 16 закалки, выполненную с возможностью охлаждения каждого листа G стекла; и систему 18 управления для управления работой печи 12, станции 14 гибки и станции 16 закалки. В варианте осуществления, показанном на фиг. 1 и 2, система 10 дополнительно содержит приспособление 20 с шарнирной формой в соответствии с настоящим изобретением, предусмотренное в качестве части станции 14 гибки для гибки листов G стекла в ходе процесса формования или гибки, как более подробно разъяснено ниже.
[28] Печь 12 может иметь любую подходящую конфигурацию для нагрева листов G стекла. Например, печь 12 может содержать любые пригодные нагревательные элементы (не показаны), установленные над и/или под конвейером или конвейерной системой 22, которая может использоваться для транспортировки листов G стекла в целом в горизонтально проходящей ориентации по плоскости транспортировки С через печь 12. В качестве более подробного примера, нагревательные элементы могут предусматривать излучающие нагревательные элементы, такие как электрические нагреватели, и/или конвективные нагревательные элементы, такие как распределители горячего газа или горячего воздуха. Конвейерная система 22 может относиться к типу роликового конвейера, который содержит ролики 23, такие как ролики, раскрытые в патентах США №3806312, McMaster; №3934970, McMaster и др.; №3947242, McMaster и др.; и №3994711, McMaster и др., которые включены в настоящий документ посредством ссылки.
[29] Подобным образом, станция 14 гибки может иметь любую конфигурацию, подходящую для формования или гибки горячего стекла, каждого листа G стекла в конкретную форму. Например, станция 14 гибки может иметь конвейер или конвейерную систему 24, которая может представлять собой отдельную конвейерную систему или часть конвейерной системы 22, для размещения нагретого листа G стекла; и схематически показанное на фиг. 1 устройство формования или устройство 26 гибки листа стекла для формования или гибки листа G стекла. Кроме того, станция 14 гибки имеет изолированный корпус 27, определяющий нагреваемую камеру 28 (например, нагреваемую до температуры в диапазоне 610-725 градусов Цельсия (°С) или до температуры по меньшей мере 600°С), в которой по меньшей мере частично расположено устройство 26 гибки.
[30] Обратимся к фиг. 2, устройство 26 гибки может быть выполнено в виде устройства многоэтапной гибки с целью гибки листа G стекла в несколько этапов (например, в три этапа). В варианте осуществления, показанном на фиг. 2, устройство 26 гибки содержит первую верхнюю форму 30, которая выполняет свою функцию в ходе первого этапа формования или гибки горячего листа стекла, и вторую верхнюю форму 32, которая выполняет свою функцию в ходе этапа прессования при формовании горячего листа стекла. Как упомянуто выше, приспособление 20 с шарнирной формой в соответствии с изобретением может быть предусмотрено в качестве части станции 14 гибки для гибки листов G стекла в ходе процесса формования или гибки. Например, приспособление 20 с шарнирной формой может выполнять функцию приспособления 34 с шарнирной нижней формой (например, приспособления с шарнирным нижним нажимным кольцом) устройства 26 гибки. Кроме того, приспособление 34 с нижней формой может быть выполнено с возможностью размещения листа G стекла с первой верхней формы 30 для моллирования под действием силы тяжести после того, как первая верхняя форма 30 переместилась в горизонтальном направлении из ее положения захвата, показанного на фиг. 2, в положение доставки над приспособлением 34 с нижней формой, показанное на фиг. 3. После выкладывания листа G стекла на приспособление 34 с нижней формой при помощи первой верхней формы 30 первая верхняя форма 30 перемещается обратно из ее положения доставки, показанного на фиг. 3, в ее положение захвата, показанное на фиг.2. Кроме того, приспособление 34 с нижней формой перемещается вверх, и/или вторая верхняя форма 32 перемещается вниз, как показано на фиг. 4, так что вторая верхняя форма 32 действует совместно с приспособлением 34 с нижней формой при прессовании листа G стекла. Приспособление 34 с нижней формой может также выполнять функцию завертывания или гибки частей листа G стекла относительно второй верхней формы 32, как подробно разъяснено ниже. После формования вторая верхняя форма 32 перемещается вверх с листом G стекла, удерживаемым у нее путем создания вакуума, а форма 35 для доставки, показанная на фиг. 2, перемещается из станции 16 закалки на станцию 14 формования при помощи привода 36 для размещения листа G стекла с целью его перемещения обратно наружу на станцию 16 закалки между нижней и верхней закалочными головками 37а и 37b соответственно для закалки.
[31] Как показано на фиг. 2, первая верхняя форма 30 содержит обращенную вниз поверхность 38, которая имеет выпуклую вниз форму. Поверхность 38 формы может также иметь прямолинейные элементы или в целом прямолинейные элементы (например, линейные, каждый из которых имеет поперечный изгиб 5 мм или менее), которые могут обеспечиваться цилиндрической формой или частично конической формой. Первая верхняя форма 30 также имеет раму 40, поддерживаемую удлиненными балками 42 (показана только одна), которые перемещаются приводом 44 посредством соединения 46. Данные балки 42 поддерживаются соответствующими роликами 48, которые установлены посредством приводов 50 для обеспечения вертикального перемещения балок и, таким образом, вертикального перемещения первой верхней формы 30 в ходе ее работы. В частности, первая верхняя форма 30 может перемещаться вниз на приблизительно половину дюйма (например, 12-16 мм) от конвейерной системы 24 с целью начального захвата листа G стекла, а затем может перемещаться вверх так, чтобы она перемещалась над крышками 52 горячих торцов, расположенными на торцах конвейерных роликов 23 для уменьшения теплового потока изнутри станции гибки к подшипникам на горячих торцах роликов. Боковые ролики 54 также вступают в контакт с балками 42, обеспечивая установку в определенном положении в боковом направлении в ходе перемещения первой верхней формы 30 между ее положением захвата, показанным на фиг. 2, и ее положением доставки, показанным на фиг. 3.
[32] Дополнительные подробности в отношении станции гибки раскрыты в патенте США №9452948, содержание которого полностью включено в настоящий документ посредством ссылки.
[33] Станция 14 гибки может дополнительно содержать подъемное устройство 56, такое как массив газовых подъемных струй, для поднятия нагретого листа G стекла к первой верхней форме 30. Подъемное устройство 56 расположено под плоскостью транспортировки С листа G стекла и содержит несколько расположенных на расстоянии выпусков подъемных струй или выпусков 58 газовых струй, таких как сопла, патрубки или насосы, которые подают направленные вверх газовые струи (например, реактивные струи) для поднятия листа G стекла вверх от конвейерной системы 24 с целью первичного формования и удерживания листа стекла у обращенной вниз поверхности 38 первой верхней формы 30, которая затем перемещается в боковом направлении в ее положение доставки с листом G стекла, удерживаемым у обращенной вниз поверхности 38, как показано на фиг. 3. Обращенная вниз поверхность 38 первой верхней формы 30 может также иметь массив вакуумных отверстий, через которые может создаваться вакуум, содействующий начальному поднятию листа G стекла, а затем удерживанию листа стекла у обращенной вниз поверхности 38.
[34] Как показано на фиг. 2, вторая верхняя форма 32 станции 14 гибки расположена над приспособлением 34 с нижней формой в нагреваемой камере 28 корпуса 27 станции гибки и является выполненной с возможностью перемещения в вертикальном направлении посредством привода 60 и соединения 62. Вертикальное перемещение второй верхней формы 32 происходит между верхним положением, показанным на фиг. 2 и 3, и нижним положением, показанным на фиг.4, для выполнения прессования. Вторая верхняя форма 32 содержит обращенную вниз поверхность 64, имеющую выпуклую вниз форму с кривизной в поперечных направлениях без каких-либо прямолинейных элементов. Вторая верхняя форма 32 также содержит массив вакуумных отверстий в ее обращенной вниз поверхности 64 для формования и удерживания нагретого листа G стекла у второй верхней формы 32 в ходе цикла формования.
[35] Источник вакуума (не показан) выполнен с возможностью создания вакуума на обращенных вниз поверхностях 38 и 64 первой и второй верхних форм 30 и 32 соответственно. Фактически источник вакуума может обеспечиваться воздухом под положительным давлением, подаваемым в газоструйные насосы на первой и второй верхних формах 30 и 32 соответственно, и струйные насосы могут относиться к типу, раскрытому в патентах США №4202681 и №4222763, для того чтобы они были выполнены с возможностью создавать разные уровни вакуума, а также доставлять воздух под положительным давлением для обеспечения отпускания листа стекла в ходе операции формования, как более подробно описано в дальнейшем.
[36] Обратимся к фиг. 2 и 3, на которых приспособление 34 с нижней формой обращено вверх и может быть выполнено с возможностью обеспечения обращенной вверх вогнутой в поперечных направлениях формы, которая является дополнительной к выпуклой вниз форме обращенной вниз поверхности 64 второй верхней формы 32. Приспособление 34 с нижней формой, как проиллюстрировано, поддерживается опорной конструкцией, такой как каркас 68, который поддерживают приводы 70, такие как винтовые домкраты, для вертикального перемещения. Это вертикальное перемещение может быть направлено вниз, чтобы позволять первой верхней форме 30 перемещаться над приспособлением 34 с нижней формой, а затем вверх, чтобы отпускание листа G стекла происходило на более близком расстоянии для управления его установкой в определенном положении. В дополнение, вертикальное перемещение приспособления 34 с нижней формой также можно использовать совместно с вертикальным перемещением второй верхней формы 32 для выполнения прессовой гибки.
[37] Обратимся к фиг. 5, на которой приспособление 34 с нижней формой имеет новаторскую конструкцию, способствующую прессовой гибке листа G стекла. Например, приспособление 34 с нижней формой может быть выполнено в виде приспособления с шарнирной формой для обеспечения гибки оконечных краев или частей листа G стекла с одновременным уменьшением или исключением дефектов в листе G стекла в местоположениях изгибов. В варианте осуществления, показанном на фиг.5, приспособление 34 с нижней формой содержит опорную конструкцию или раму 71, поддерживаемую (например, неподвижно соединенную с) каркасом 68, промежуточную или среднюю секцию или часть 72 формы (например, промежуточную секцию или сегмент кольца), неподвижно соединенную с рамой 71 для поддержки промежуточной или средней части листа G стекла, первую и вторую боковые секции или части 74 и 76 соответственно, проходящие на противоположных сторонах промежуточной части 72 формы, и центральную опорную подушку 77 для стекла, проходящую между боковыми частями 74 и 76, и которая может быть неподвижно прикреплена к раме 71. Подушка 77 может поддерживать большую часть листа G стекла и приближать его к обращенной вниз поверхности 64 второй верхней формы 32 так, что вакуум, создаваемый на обращенной вниз поверхности 64, может притягивать центральную зону листа G стекла к обращенной вниз поверхности 64. В другом варианте осуществления приспособление 34 с нижней формой может предусматриваться без подушки 77.
[38] Промежуточная часть 72 формы может быть неподвижно прикреплена к раме 71 так, что промежуточная часть 72 формы является неподвижной относительно рамы 71 и каркаса 68 (показано на фиг. 2). Каждая боковая часть 74, 76 содержит боковую часть 78 формы (например, крыло или боковые кольцевые секцию или сегмент), выполненную с возможностью прикрепления к раме 71 для гибки соответствующей оконечной части листа G стекла, и узел содействия перемещению, такой как рычажный узел 80, выполненный для обеспечения возможности перемещения боковой части 78 формы относительно рамы 71, промежуточной части 72 формы и подушки 77, при условии ее наличия, из опущенного положения в поднятое положение с целью перемещения соответствующей оконечной части листа стекла вверх и завертывания оконечной части листа G стекла к обращенной вниз поверхности 64 второй верхней формы 32. В этом отношении подушка 77, при условии ее наличия, может быть неподвижно установлена на раме 71 так, что подушка 77 расположена внутри (например, в пределах наружных границ) боковых частей 78 формы боковых частей 74, 76 и так, что боковые части 78 формы выполнены с возможностью перемещения относительно подушки 77. Кроме того, каждый рычажный узел 80 может также обеспечивать возможность перемещения соответствующей боковой части 78 формы в боковом направлении.
[39] В проиллюстрированном варианте осуществления каждая боковая часть 78 формы имеет первый конец или наружный конец 81, второй конец или внутренний конец 82 и поверхность формы, которая определяет первую и вторую зоны формы, такие как наружная и внутренняя зоны 83 и 84 формы соответственно. Наружная зона 83 формы, которая может иметь длину 30 см или менее, например, расположена смежно с наружным концом 81 боковой части 78 формы и содержит зону крутого изгиба, расположенную вблизи или рядом с наружным концом 81 боковой части 78 формы, для гибки соответствующей оконечной части листа G стекла. Например, центральная часть зоны крутого изгиба может быть расположена на расстоянии в пределах 2-28 см от наружного оконечного края боковой части 78 формы. Наружная зона 83 формы, которая проходит внутрь сразу за зоной крутого изгиба, может также содержать относительно плоскую зону, расположенную между зоной крутого изгиба и наружным оконечным краем боковой части 78 формы. Внутренняя зона 84 формы проходит от наружной зоны 83 формы до внутреннего конца 82 боковой части 78 формы и содержит плоскую зону или криволинейную зону, имеющую больший радиус кривизны, чем зона крутого изгиба. Иллюстративные профили для наружной и внутренней зон формы схематически показаны, например, на фиг. 16-19 (и отмечены на фиг. 19), причем эти фигуры более подробно рассмотрены ниже.
[40] В варианте осуществления, показанном на фиг. 5, боковая часть 78 формы второй боковой части 76 показана в опущенном положении, а боковая часть 78 формы первой боковой части 74 показана в поднятом положении. Обратимся к фиг. 6, на которой, когда каждая боковая часть 78 формы находится в опущенном положении, между внутренним концом 82 каждой боковой части 78 формы и промежуточной частью 72 формы имеется зазор. Обратимся к фиг. 7, на которой, когда каждая боковая часть 78 формы находится в поднятом положении, каждая боковая часть 78 формы расположена ближе к промежуточной части 72 формы так, что зазор уменьшается в размере или исключается. Например, когда боковые части 78 формы находятся в поднятых положениях, внутренний конец 82 каждой боковой части 78 формы может находиться на расстоянии в пределах 0,3 мм или менее от промежуточной части 72 формы (например, на расстоянии от промежуточной части 72 формы в диапазоне от 0,01 см до 0,3 см).
[41] На фиг. 6 показана боковая часть 78 формы второй боковой части 76 в опущенном положении, а на фиг.7 показана боковая часть 78 формы второй боковой части 76 в поднятом положении. Боковая часть 78 формы первой боковой части 74 выполнена с возможностью перемещения аналогичным образом. Кроме того, каждая боковая часть 78 формы может иметь длину, измеренную в боковом направлении L, которая по меньшей мере равна или по меньшей мере вдвое больше длины промежуточной части 72 формы. В другом варианте осуществления приспособление 34 с нижней формой может предусматриваться без промежуточной части формы.
[42] Обратимся к фиг. 6-9, на которых каждый рычажный узел 80 содержит первый направляющий элемент или первый передаточный рычаг 85а, шарнирно соединенный с соответствующей боковой частью 78 формы в первом местоположении вблизи наружного конца 81 боковой части 78 формы, например, с помощью поворотного элемента или оси 86 так, что первый передаточный рычаг 85а выполнен с возможностью поворота вокруг первой оси 87 (показана на фиг. 8), проходящей через первое местоположение. Первый передаточный рычаг 85а дополнительно шарнирно соединен с первым опорным элементом 88, таким как поворотный элемент или ось 89, так, что первый передаточный рычаг 85а также выполнен с возможностью поворота вокруг оси 90, проходящей через первый опорный элемент 88. Первый опорный элемент 88 может представлять собой любой подходящий опорный элемент, такой как подшипниковый элемент или рамный элемент. В варианте осуществления, показанном на фигурах, первый опорный элемент 88 представляет собой подшипниковый блок, прикрепленный к рамному элементу рамы 71. Кроме того, в проиллюстрированном варианте осуществления стержень 89 поворота расположен внутри относительно стержня 86 поворота и проходит ниже стержня 86 поворота, когда соответствующая боковая часть 78 формы находится в опущенном положении (как показано на фиг. 8) и в поднятом положении.
[43] Дополнительно, каждый рычажный узел 80 содержит второй направляющий элемент или второй передаточный рычаг 91а, шарнирно соединенный с соответствующей боковой частью 78 формы во втором местоположении вблизи внутреннего конца 82 боковой части 78 формы и расположенный на расстоянии от первого местоположения и зоны крутого изгиба так, что второй передаточный рычаг 91а выполнен с возможностью поворота вокруг второй оси 92 (показана на фиг. 9), проходящей через второе местоположение. В проиллюстрированном варианте осуществления второй передаточный рычаг 91а шарнирно соединен с кронштейном 93 с помощью поворотного элемента или стержня 94, а кронштейн 93 неподвижно прикреплен к соответствующей боковой части 78 формы, например, с помощью одной или нескольких крепежных деталей и/или сварных швов. Кронштейн 93 на правой стороне приспособления 34 с нижней формой изображен на различных фигурах с разрывом, для того чтобы показать промежуточную часть 72 формы, которая расположена за кронштейнами 93 и не соединена с кронштейнами 93. В другом варианте осуществления второй передаточный рычаг 91а может быть шарнирно прикреплен непосредственно к соответствующей боковой части 78 формы. Второй передаточный рычаг 91а дополнительно шарнирно соединен со вторым опорным элементом 96, таким как подшипниковый элемент или рамный элемент, так, что второй передаточный рычаг 91а выполнен с возможностью поворота вокруг оси 97, проходящей через второй опорный элемент 96. В варианте осуществления, показанном на фигурах, второй опорный элемент 96 представляет собой подшипниковый блок, прикрепленный к рамному элементу 98. Кроме того, первый и второй опорные элементы 88 и 96 соответственно и рамные элементы, к которым прикреплены опорные элементы 88 и 96, все можно считать деталями рамы 71. Дополнительно, раму 71 и каркас 68 можно совместно считать общей опорной конструкцией приспособления 34 с нижней формой.
[44] Для каждой боковой части 74, 76 боковая часть 78 формы и передаточные рычаги 85а и 91а выполнены с возможностью совместного действия с целью обеспечения возможности перемещения боковой части 78 формы из опущенного положения, такого как показанное на фиг. 6, в поднятое положение, такое как показанное на фиг. 7, и направления этого перемещения с целью перемещения по меньшей мере части (например, оконечной части) листа G стекла вверх посредством боковой части 78 формы. Кроме того, для каждой боковой части 74, 76 боковая часть 78 формы и передаточные рычаги 85а и 91а выполнены с возможностью совместного действия с целью обеспечения возможности перемещения боковой части 78 формы в боковом направлении к промежуточной части 72 формы, когда боковая часть 78 формы перемещается из опущенного положения в поднятое положение. В результате, и как упомянуто выше, зазор, который может существовать между соответствующими боковой частью 78 формы и промежуточной частью 72 формы, когда боковая часть 78 формы находится в опущенном положении, можно уменьшить или исключить при перемещении боковой части 78 формы в поднятое положение. Например, для каждой боковой части 74, 76 боковая часть 78 формы и передаточные рычаги 85а и 91а могут образовывать четырехзвенный рычажный механизм с рамой 71, и каждый четырехзвенный рычажный механизм может быть выполнен с возможностью направления поворотного перемещения вверх соответствующей боковой части 78 формы и, в то же время, направлять перемещение боковой части 78 формы в боковом направлении.
[45] Кроме того, обратимся к фиг. 6, на которой для каждой боковой части 74, 76 в проиллюстрированном варианте осуществления первый передаточный рычаг 85а имеет первую полезную длину и второй передаточный рычаг 91а имеет вторую полезную длину l2, которая по меньшей мере в два раза больше первой полезной длины l1. В проиллюстрированном варианте осуществления зона крутого изгиба является относительно короткой, поэтому первая полезная длина l1 первого передаточного рычага 85а является относительно небольшой, однако первая полезная длина и вторая полезная длина l2 сильно зависят от формы изготавливаемого стекла, поэтому каждая из полезных длин l1 и l2 может иметь любую подходящую величину. В любой из вышеописанных конфигураций конец (например, внутренний конец) каждой боковой части 78 формы, расположенный смежно с промежуточной частью 72 формы, может совершать только некоторое перемещение в вертикальном направлении, но также одновременно перемещаться в боковом направлении к промежуточной части 72 формы при перемещении боковой части 78 формы из опущенного положения в поднятое положение. Например, когда каждая боковая часть 78 формы перемещается из опущенного положения в поднятое положение, внутренний конец 82 боковой части 78 формы может перемещаться в вертикальном направлении на расстояние в диапазоне от 0,05 см до 3,0 см и одновременно перемещаться в боковом направлении внутрь на расстояние в диапазоне от 0,3 см до 15 см.
[46] Обратимся к фиг. 8 и 9, на которых каждый рычажный узел 80 может содержать соответствующие первый и второй направляющие элементы или передаточные рычаги 85b и 91b соответственно, расположенные на стороне соответствующей боковой части 78 формы, противоположной стороне, на которой расположены первый и второй передаточные рычаги 85а и 91а соответственно. Кроме того, для каждого рычажного узла 80 первые передаточные рычаги 85а и 85b могут быть соединены друг с другом соединительным элементом, таким как синхронизирующий стержень 99, так, что первые передаточные рычаги 85а и 85b перемещаются совместно. Аналогично, для каждого рычажного узла 80 вторые передаточные рычаги 91а и 91b могут быть соединены друг с другом соединительным элементом, таким как синхронизирующий стержень 100, так, что вторые передаточные рычаги 91а и 91b перемещаются совместно. В варианте осуществления, показанном на фиг. 8 и 9, первые передаточные рычаги 85а и 85b на противоположных сторонах соответствующей боковой части 78 формы представляют собой зеркальные отображения друг друга, и вторые передаточные рычаги 91а и 91b на противоположных сторонах соответствующей боковой части 78 формы также представляют собой зеркальные отображения друг друга.
[47] Обратимся к фиг. 10 и 11, на которых приспособление 34 с нижней формой дополнительно содержит один или несколько приводов 102, установленных на каркасе 68 для перемещения каждой боковой части 78 формы (например, каждого наружного конца 81) между опущенным и поднятым положениями. В проиллюстрированном варианте осуществления приспособление 34 с нижней формой содержит привод 102, соединенный с каждой боковой частью 78 формы посредством рычажного узла 104, и каждым приводом 102 может управлять система 18 управления, показанная на фиг. 1. Каждый рычажный узел 104 может содержать любые подходящие элементы или передаточные рычаги для содействия перемещению соответствующей боковой части 78 формы. Например, каждый рычажный узел 104 может содержать первый элемент или кривошип 106, неподвижно соединенный с выходным валом привода 102, второй элемент или передаточный рычаг 108, поворотно соединенный с кривошипом 106, третий элемент или стержень 110 кривошипа, поворотно соединенный со вторым передаточным рычагом 108, и четвертый элемент или передаточный рычаг 112, поворотно соединенный со стержнем 110 кривошипа и поворотно соединенный с боковой частью 78 формы. В варианте осуществления, показанном на фиг. 10 и 11, второй передаточный рычаг 108 проходит в каркас 68, и стержень 110 кривошипа представляет собой стержень с двумя плечами кривошипа, концы которых расположены с разницей в 90°, и стержень установлен с возможностью поворота на двух опорных элементах или блоках, один из которых показан как блок 113, закрепленный на каркасе 68, как показано на фиг. 10. Обратимся к фиг.8 и 10, на которой четвертый передаточный рычаг 112 с проушинами на обоих концах может быть поворотно соединен со стержнем или пальцем 114, неподвижно соединенным с боковой частью 78 формы посредством прута, зафиксированного в блоке 116 для прикрепления.
[48] Каждый привод 102 выполнен с возможностью перемещения соответствующего рычажного узла 104 между первой конфигурацией, показанной на фиг. 11 и 12, и второй конфигурацией, показанной на фиг. 13, с целью перемещения соответствующей боковой части 78 формы между опущенным положением, показанным на фиг. 11 и 12, и поднятым положением, показанным на фиг.13, таким образом, боковые части 78 формы могут изгибать оконечные части листа G стекла, как подробно разъяснено ниже. Следует отметить, что на фиг. 10, 11, 12 и 13 рычажные узлы 80, содержащие передаточные рычаги 85а и установочные блоки 88, были сдвинуты вниз и внутрь относительно их положений, которые могут требоваться для получения на наружном конце 81 каждой боковой части 78 формы траектории перемещения, которая может совпадать с траекторией соответствующего конца листа G стекла в ходе работы приспособления 34 с нижней формой. Этот сдвиг в положении выполнен на данных фигурах, чтобы более ясно показать передаточный рычаг 112 соответствующего рычажного узла 104, и может не отображать их фактические положения при эксплуатации. Кроме того, для ясности лист G стекла показан на фиг. 11 лишь как тонкий лист.
[49] Обратимся к фиг. 1-4 и 11-13, на которых будет более подробно описана работа системы 10. Обработка листа G стекла в системе 10 может начинаться с нагрева листа G стекла (например, до температуры в диапазоне от 575°С до 675°С или до температуры по меньшей мере 575°С) в печи 12 и последующей транспортировки листа G стекла на станцию 14 гибки для начала операции прессования или гибки. Затем может приводиться в действие подъемное устройство 56 для поднятия листа G стекла с конвейерной системы 24 и к обращенной вниз поверхности 38 формы первой верхней формы 30. После обеспечения удерживания листа G стекла у первой верхней формы 30 первая верхняя форма 30 может перемещаться вверх для очистки торцевых крышек 52 валков, а затем в горизонтальном направлении из ее положения захвата, показанного на фиг.2, в положение доставки, показанное на фиг. 3, где лист G стекла отпускается на приспособление 34 с нижней формой. Таким образом, первая верхняя форма 30 может выполнять функцию устройства переноса для переноса нагретого листа G стекла с конвейерной системы 24 на приспособление 34 с нижней формой. После выкладывания первой верхней формой 30 листа G стекла на приспособление 34 с нижней формой первая верхняя форма 30 перемещается обратно из ее положения доставки, показанного на фиг. 3, в ее положение захвата, показанное на фиг. 2, для захвата другого листа стекла. Вторая верхняя форма 32 также перемещается вниз, и/или приспособление 34 с нижней формой перемещается вверх, как показано на фиг. 4 и 12, так, что вторая верхняя форма 32 может действовать совместно с приспособлением 34 с нижней формой при прессовании листа G стекла. Когда приспособление 34 с нижней формой располагается смежно со второй верхней формой 32, приводы 102 могут приводиться в действие для перемещения рычажных узлов 104 из первой конфигурации, показанной на фиг. 12, во вторую конфигурацию, показанную на фиг. 13, с целью перемещения каждой боковой части 78 формы (например, каждого наружного конца 81) из опущенного положения, показанного на фиг. 12, в поднятое положение, показанное на фиг. 13, так, что оконечные части листа G стекла могут изгибаться вверх и прижиматься ко второй верхней форме 32 (т.е. оконечные части листа G стекла могут завертываться ко второй верхней форме 32). Приводы 102 могут приводиться в действие одновременно или независимо так, что каждая боковая часть 78 формы может перемещаться независимо от другой боковой части 78 формы. Кроме того, в некоторых применениях может приводиться в действие только один привод 102, вследствие чего между опущенным и поднятым положениями перемещается только одна боковая часть 78 формы.
[50] В приведенном выше способе работы боковые части 78 формы расположены в их опущенных положениях перед размещением в приспособлении 34 с нижней формой листа G стекла с первой верхней формы 30, и боковые части 78 формы перемещаются в их поднятые положения после сжатия листа G стекла между подушкой 77 приспособления 34 с нижней формой и второй верхней формой 32 (или после достижения рамой 71 приспособления 34 с нижней формой и второй верхней формой 32 их конечных положений прессования). Однако боковые части 78 формы могут перемещаться в их поднятые положения в любой подходящий момент времени. Например, боковые части 78 формы могут перемещаться в их поднятые положения перед размещением в приспособлении 34 с нижней формой листа G стекла с первой верхней формы 30. Затем боковые части 78 формы могут перемещаться в их опущенные положения перед сжатием листа G стекла между приспособлением 34 с нижней формой и второй верхней формой 32, а затем боковые части 78 формы могут перемещаться в их поднятые положения, когда лист G стекла сжат между приспособлением 34 с нижней формой и второй верхней формой 32 так, что оконечные части листа G могут завертываться ко второй верхней форме 32.
[51] После прессования и завертывания листа G стекла вторая верхняя форма 32 перемещается вверх с листом G стекла, удерживаемым у ее обращенной вниз поверхности 64 посредством создания вакуума, как было описано ранее, а форма 35 для доставки, показанная на фиг. 2, перемещается из станции 16 закалки на станцию 14 гибки для размещения листа G стекла с целью перемещения обратно наружу на станцию 16 закалки между нижней и верхней закалочными головками 37а и 37b для закалки.
[52] Вышеописанная конфигурация приспособления 34 с нижней формой может обеспечивать многочисленные преимущества. Во-первых, по причине того, что в зонах малого радиуса или зонах крутого изгиба (например, зонах сложного изгиба) боковых частей 78 формы (например, вблизи наружных концов 81 боковых частей 78 формы, показанных на фигурах) или возле них отсутствуют зазоры или грани шарниров, лист G стекла может изгибаться ко второй верхней форме 32 без вызова искажения или неровностей на периферии листа G стекла в зонах высокой краевой деформации (например, в криволинейных зонах рядом с оконечными краями листа G стекла), где усилия, прилагаемые к боковым частям 78 формы, могут являться наибольшими. Обратимся к фиг. 6, на которой, например, какие-либо зазоры или грани шарниров приспособления 34 с нижней формой расположены вблизи промежуточной части 72 или центральной плоскости 118 приспособления 34 с нижней формой (например, на расстоянии менее 30 см от центральной плоскости 118), где радиус изгиба листа G стекла является очень большим, и усилие, которое приспособление 34 с нижней формой должно оказывать для прижатия листа G стекла ко второй верхней форме 32, является очень небольшим, таким образом, такие зазоры или грани шарниров находятся на расстоянии от наружных концов 81 боковых частей 78 формы. Однако в известном уровне техники конфигурации нижней формы или нижнего кольца в таких зонах высокой краевой деформации или вблизи них могут содержать зазоры или грани шарниров и, как следствие, могут оставлять следы граней шарниров на краях гнутых листов стекла или возле них.
[53] Во-вторых, поворотные передаточные рычаги 85, 91 или другие элементы или устройства рычажных узлов 80, или другие узлы содействия перемещению, которые используются для направления перемещения боковых частей 78 формы, могут быть расположены так, чтобы обеспечивать дугообразную траекторию перемещения на стороне каждой боковой части 78 формы, наиболее удаленной от центральной плоскости 118 приспособления 34 с нижней формой. Эта дуга может являться по существу такой же, как траектория перемещения, или может точно соответствовать траектории перемещения соответствующей детали или оконечного края листа G стекла при постепенном завертывании листа G стекла ко второй верхней форме 32 или другой форме от центра листа G стекла к этому оконечному краю. В результате может быть сведено к минимуму относительное перемещение оконечных частей стекла относительно боковых частей 78 формы при прижатии боковыми частями 78 формы листа G стекла ко второй верхней форме 32, что, как следствие, снижает вероятность (по сравнению с нижними формами, не содержащими шарниров) того, что это относительное движение будет вызывать выталкивание осколков стекла из краев листа G стекла, когда для выполнения завертывания листа G стекла ко второй верхней форме 32 требуются значительные усилия.
[54] В-третьих, с помощью вышеописанной конфигурации можно продлить (по сравнению с нижними формами, не содержащими шарниры) срок службы полотна формы на второй верхней форме 32 или другой форме. В этом отношении, в режиме гибки листов стекла с использованием нижней формы или нажимного кольца, имеющих постоянную форму, и криволинейной верхней формы если зоны изгиба на сторонах верхней формы являются достаточно крутыми, тогда при прижатии плоского листа стекла верхней формой к нижней форме поверхность, покрытая полотном, верхней формы будет вступать в контакт с листом стекла в двух местах, например в одном рядом с каждой оконечной частью листа стекла. В момент контакта листа стекла с верхней формой между этими местами контакта может существовать промежуток. Кроме того, длина между местами контакта, измеренная на поверхности формы верхней формы, меньше длины между местами контакта, измеренной вдоль листа стекла. Поэтому при продолжающемся сжатии и притягивании вакуумом на поверхности формы верхней формы центральной зоны листа стекла к верхней форме эта дополнительная длина листа стекла будет скользить наружу вдоль поверхности полотна формы. Если изгибы в верхней форме являются достаточно крутыми и изгибы продолжаются приблизительно к 90 градусам, тогда существует возможность того, что контактное усилие между листом стекла и полотном формы может быть настолько высоким, что лист стекла захватит полотно формы вместо скольжения и соберет волокна полотна формы по мере перемещения листа стекла к наружным концам нижней формы и верхней формы. Липкая краска на листе стекла в оконечных частях также может вносить вклад в эту проблему. Однако промежутка между листом стекла и верхней формой, который существует в начале гибки с помощью нижней формы или кольца, имеющих постоянную форму, можно избежать путем использования приспособления с шарнирной нижней формой в соответствии с изобретением в отсутствие проблемы следов шарниров. Например, с помощью вышеописанного приспособления с шарнирной нижней формой лист стекла может сначала вступать в контакт с центром верхней формы при сжатии листа стекла между приспособлением с шарнирной нижней формой и верхней формой. Кроме того, область контакта может постепенно распространяться наружу от центра, никогда не оставляя зазор, захваченный между двумя местами контакта листа стекла и верхней формы, поэтому стекло может прокатываться на поверхности формы верхней формы, покрытой полотном, от центра к наружным концам верхней формы. Захвата кармана не происходит, и дополнительное стекло не скользит по полотну формы. Как следствие, можно продлить срок службы полотна формы.
[55] Обратимся к фиг. 14, на которой показан второй вариант 14' осуществления станции трехэтапного формования или гибки, совместно с которой может использоваться приспособление 20' с шарнирной формой в соответствии с настоящим изобретением. Станция 14' формования является частью системы 10' обработки стекла, содержащей расположенную выше по потоку печь (не показана), подобно системе 10 обработки стекла, подробно описанной выше. Кроме того, станция 14' формования содержит многие аналогичные компоненты, действующие подобно компонентам ранее описанного варианта осуществления, таким образом, к подобным компонентам применены подобные ссылочные позиции за исключением того, что каждая ссылочная позиция для компонентов станции 14' формования может содержать штрих. Кроме того, большая часть предшествующего описания применима к станции 14' формования и поэтому не будет повторяться. Дополнительно, дальнейшие подробности такой станции формования можно найти в патенте США №9809485, который полностью включен в настоящий документ посредством ссылки.
[56] В варианте осуществления, показанном на фиг. 14, первая верхняя форма 30' не выполнена с возможностью перемещения в боковом направлении, но вместо этого выполнена с возможностью перемещения только в вертикальном направлении, например, при помощи привода 120 и подходящего соединения 122. Кроме того, приспособление 20' с шарнирной формой выполнено в виде приспособления 34' с шарнирной нижней формой, выполненного с возможностью перемещения в боковом направлении, например, при помощи привода 124 и подходящего соединения 126. С помощью вышеописанной конфигурации каркас 68, упомянутый выше в отношении приспособления 34 с нижней формой, может быть опущен, и вместо этого приспособление 34' с нижней формой может быть установлено на подвижной челночной раме, соединенной с приводом 124. Дополнительно, боковые части 78' формы приспособления 34' с нижней формой могут быть выполнены с возможностью перемещения посредством соответствующих рычажных узлов и приводов (не показаны), как описано выше в отношении приспособления 34 с нижней формой. Следует отметить, что в приспособлении 34' с нижней формой, показанном на фиг. 14, боковые части 78' формы и промежуточная часть (не показана) расположены по линии, проходящей в плоскость чертежа и из нее, поэтому виден только схематический вид в разрезе одной из боковых частей 78' формы. Кроме того, на фиг. 14 показан вид в разрезе приспособления 34' с нижней формой и формы 35' для доставки.
[57] В станции 14' формования, проиллюстрированной на фиг. 14, лист G' стекла, нагретый расположенной выше по потоку печью (не показана) и расположенный на конвейерной системе 24', может быть поднят с валков или роликов 23' конвейерной системы 24' при помощи подъемного устройства 56', таким образом, лист G' стекла может быть размещен в первой верхней форме 30'. Как упомянуто выше, первая верхняя форма 30' может также содержать массив вакуумных отверстий, через которые может создаваться вакуум, содействующий начальному поднятию листа G' стекла, а затем удерживанию листа стекла у первой верхней формы 30'.
[58] Первая верхняя форма 30' затем может быть поднята в верхнее положение, показанное на фиг. 14, так, что приспособление 34' с нижней формой можно переместить в положение под первой верхней формой 30' при помощи привода 124. Первая верхняя форма 30' затем имеет возможность перемещения вниз для отпускания листа G' стекла с целью его переноса на приспособление 34' с нижней формой. Отпускание листа G' стекла может обеспечиваться путем прекращения создания вакуума на поверхности 38' формы первой верхней формы 30' и прекращения подачи направленных вверх газовых струй, подаваемых подъемным струйным устройством 56', а также путем подачи к поверхности 38' формы газа под положительным давлением. Таким образом, первая верхняя форма 30' может выполнять функцию устройства переноса для переноса нагретого листа G стекла с конвейерной системы 24' на приспособление 34' с нижней формой. Первая верхняя форма 30' затем перемещается вверх в ее верхнее положение, и приспособление 34' с нижней формой и поддерживаемый на ней лист G' стекла перемещаются в горизонтальном направлении в местоположение под второй верхней формой 32', в то время как она находится в ее верхнем положении, как показано на фиг. 14 (лист G' стекла не показан расположенным на приспособлении 34' с нижней формой на фиг. 14). В ходе этого перемещения лист G' стекла может провисать под действием силы тяжести к форме промежуточной части формы (не показана) и боковым частям 78' формы приспособления 34' с нижней формой, или лист G' стекла может поддерживаться подушкой (например, подобной вышеупомянутой подушке 77) приспособления 34' с нижней формой. Вторая верхняя форма 32' затем перемещается вниз из ее верхнего положения, показанного на фиг. 14, в ее нижнее положение для совместного действия с приспособлением 34' с нижней формой с целью прессования листа G' стекла с кривизной в поперечных направлениях. При расположении приспособления 34' с нижней формой смежно со второй верхней формой 32' одна или обе из боковых частей 78' формы могут перемещаться из опущенных в поднятые положения способом, аналогичным описанному выше в отношении приспособления 34 с нижней формой, таким образом, боковые части 78' формы могут прижимать или завертывать оконечные края или части листа G' стекла вверх к поверхности 64' формы второй верхней формы 32'. Затем вторая верхняя форма 32' может создавать вакуум на ее обращенной вниз поверхности 64' для удерживания листа G' стекла у поверхности 64' при перемещении второй верхней формы 32' вверх в ее верхнее положение, показанное на фиг. 14.
[59] Операция формования стекла продолжается перемещением приспособления 34' с нижней формой из-под второй верхней формы 32' и обратно под первую верхнюю форму 30', в то время как форма 35' для доставки перемещается из положения на станции 16' закалки, показанного на фиг. 14, в местоположение под второй верхней формой 32' с целью размещения листа G' стекла после прекращения создания вакуума на второй верхней форме 32', в результате чего лист G' стекла падает на форму 35' для доставки. Форма 35' для доставки затем перемещается посредством ее привода 36' наружу из станции 14' гибки с целью доставки или дополнительной обработки прессованного листа стекла, например, путем закалки на станции 16' закалки между нижней и верхней закалочными головками 37а' и 37b'.
[60] Обратимся к фиг.15, на которой показан третий вариант 14'' осуществления станции формования или гибки, совместно с которой может использоваться приспособление 20'' с шарнирной формой в соответствии с настоящим изобретением. Станция 14'' формования является частью системы 10'' обработки стекла, содержащей расположенную выше по потоку печь (не показана), как система 10 обработки стекла, подробно описанная выше. Кроме того, станция 14'' формования содержит многие аналогичные компоненты, действующие подобно компонентам ранее описанных вариантов осуществления, таким образом, к подобным компонентам применены подобные ссылочные позиции за исключением того, что каждая ссылочная позиция для компонентов станции 14'' формования может содержать двойной штрих. Кроме того, большая часть предшествующего описания применима к станции 14'' формования и поэтому не будет повторяться. Дополнительно, дальнейшие подробности аналогичной станции формования можно найти в патенте США №4661141, который полностью включен в настоящий документ посредством ссылки.
[61] В варианте осуществления, показанном на фиг. 15, станция 14'' формования содержит единственную верхнюю форму 130, которая выполнена с возможностью перемещения в вертикальном направлении, например, при помощи привода 120'' и подходящего соединения 122''. Приспособление 20'' с шарнирной формой также выполнено в виде приспособления 34'' с шарнирной нижней формой, выполненного с возможностью перемещения в боковом направлении, например, при помощи привода 124'' и подходящего соединения 126'', и приспособление 34'' с нижней формой выполнено с возможностью совместного действия с поверхностью 132 формы верхней формы 130 с целью прессования листов стекла между ними. Боковые части 78'' формы приспособления 34'' с нижней формой дополнительно выполнены с возможностью перемещения посредством подходящих узлов содействия перемещению (например, рычажных узлов и приводов, которые не показаны), как описано выше в отношении приспособления 34 с нижней формой.
[62] В станции 14'' формования, проиллюстрированной на фиг. 15, лист G'' стекла (показанный пунктирными линиями), нагретый расположенной выше по потоку печью (не показана) и расположенный на конвейерной системе 24'', может быть поднят с валков или роликов 23'' конвейерной системы 24'' при помощи подъемного устройства 56'', таким образом, лист G'' стекла может быть размещен на верхней форме 130. Верхняя форма 130 может также иметь массив вакуумных отверстий, через которые может создаваться вакуум, содействующий начальному поднятию листа G'' стекла, а затем удерживанию листа стекла у первой верхней формы 130.
[63] Затем верхняя форма 130 может быть поднята с листом G'' стекла в верхнее поднятое положение так, что приспособление 34'' с нижней формой может перемещаться посредством привода 124'' из положения в нагретой зоне станции 14'' формования, такой как горячая станция или короб 134, в положение под верхней формой 130. Затем верхняя форма 130 может опускаться так, что лист G'' стекла может подвергаться прессованию между верхней формой 130 и приспособлением 34'' с нижней формой. Подъемное устройство 56'' может продолжать действовать и удерживать лист G'' стекла у верхней формы 130, например, до тех пор, пока лист G'' стекла находится в контакте с приспособлением 34'' с нижней формой. При расположении приспособления 34'' с нижней формой смежно с верхней формой 130 одна или обе из боковых частей 78'' формы могут перемещаться из опущенных в поднятые положения способом, аналогичным описанному выше в отношении приспособления 34 с нижней формой, таким образом, боковые части 78'' формы могут прижимать или завертывать оконечные части или крылья листа G'' стекла вверх к поверхности 132 формы верхней формы 130. Верхняя форма 130 может продолжать создание вакуума на ее обращенной вниз поверхности 132 для удерживания листа G'' стекла у поверхности 132 при перемещении верхней формы 130 вверх в поднятое положение.
[64] Операция формования стекла может продолжаться посредством перемещения приспособления 34'' с нижней формой из-под верхней формы 130 и обратно в положение в горячем коробе 134, показанное на фиг 15, в то время как форма 35'' для доставки перемещается из положения на станции 16'' закалки, показанного на фиг. 15, в местоположение под верхней формой 130 с целью размещения листа G'' стекла после прекращения создания вакуума на верхней форме 130, в результате чего лист G'' стекла падает на форму 35'' для доставки. Форма 35'' для доставки затем перемещается посредством ее привода 36'' наружу из станции 14'' гибки с целью доставки или дополнительной обработки прессованного листа стекла, например, путем закалки на станции 16'' закалки между нижней и верхней закалочными головками 37а'' и 37b''.
[65] Следует отметить, что на фиг. 15 показан схематический вид в разрезе формы 35'' для доставки. Кроме того, каждое из приспособления 34'' с нижней формой и верхней формы 130 развернуто на 90° вокруг вертикальной оси относительно обычной ориентации для того, чтобы показать боковые части 78'' формы приспособления 34'' с нижней формой и зоны крутого изгиба верхней формы 130.
[66] На фиг. 16 и 17 представлены схематические виды, на которых показана часть приспособления 34''' с шарнирной нижней формой в соответствии с настоящим изобретением для использования совместно с верхней формой 136 с целью гибки листа G''' стекла между ними. Приспособление 34''' с нижней формой может представлять любое из приспособлений с нижней формой, подробно описанных выше. Показаны только первая боковая часть 74''' (например, левая боковая часть) и промежуточная или средняя часть 72''' формы приспособления 34''' с нижней формой. Однако приспособление 34''' с нижней формой может содержать вторую боковую часть (например, правую боковую часть, которая не показана), аналогичную первой боковой части 74''', как упомянуто выше в отношении других приспособлений с нижней формой. В качестве другой возможности, приспособление 34''' с нижней формой может предусматриваться без промежуточной части 72'''. В этом случае боковые части 78''' формы первой и второй боковых частей могут быть расположены смежно друг с другом. Кроме того, как упомянуто выше в отношении приспособления 34 с нижней формой, приспособление 34''' с нижней формой содержит узел содействия перемещению, такой как рычажный узел 80''', для каждой боковой части с целью направления перемещения боковой части 78''' формы соответствующей боковой части. Каждый рычажный узел 80''' может содержать первый и второй направляющие элементы, такие как первый и второй передаточные рычаги 85''' и 91''' соответственно, для направления перемещения боковой части 78''' формы из опущенного положения, показанного на фиг. 16, в поднятое положение, показанное на фиг. 17, так, что боковая часть 78''' формы может перемещать оконечную часть листа G''' стекла вверх и завертывать оконечную часть к верхней форме 136. Кроме того, как показано на фиг. 16, каждый рычажный узел 80''' определяет первую и вторую оси поворота или точки 90''' и 97''' поворота соответственно для боковой части 78''' формы. Первая точка 90''' поворота совместно с первым передаточным рычагом 85''' (показан с разрывом для того, чтобы показать оконечную часть листа G''' стекла, которая находится в контакте с боковой частью 78''' формы) и осью или точкой 87''' поворота на боковой части 78''' формы определяют перемещение вверх первого или наружного конца 81''' боковой части 78''' формы как представляющее собой дугу 142 вокруг первой точки 90''' поворота, а вторая точка 97''' поворота совместно со вторым передаточным рычагом 91''' и осью или точкой 92''' поворота на боковой части 78''' формы определяют перемещение в боковом направлении второго или внутреннего конца 82''' боковой части 78''' формы как представляющее собой дугу 144 вокруг второй точки 97''' поворота.
[67] По мере гибки листа G''' стекла к обращенной вниз поверхности верхней формы 136 лист G''' стекла будет постепенно завертываться наружу от центра поверхности формы на крутом изгибе поверхности формы, и наружный оконечный край 146 листа G''' стекла будет гнуться по кривой в пространстве, указанной на фиг.16 при помощи незавернутого, полузавернутого и полностью завернутого представлений 146 наружного оконечного края листа G''' стекла. Эту кривую можно аппроксимировать в пределах 1 мм при помощи дуги 147 окружности вокруг неподвижной центральной точки 148. Для части в виде формы или шарнирного кольца, которые содержат одну точку поворота в центральной точке дуги 147, зона контакта со стеклом на наружном конце такого кольца будет по существу следовать траектории наружной оконечного края листа стекла по мере перемещения наружного конца кольца из опущенного положения в поднятое положение. Если, как в описанном в настоящем документе приспособлении 34''' с нижней формой, боковая часть 78''' формы направляется по дуге 142 посредством первого передаточного рычага 85''' с одной точкой 90''' поворота на неподвижной опоре (например, на рамном элементе вышеупомянутой рамы 71 или подшипниковом блоке, прикрепленном к такому рамному элементу) и одной точкой 87''' поворота на боковой части 78''' формы, тогда, если точка 90''' поворота расположена в центральной точке 148 дуги 147 наружного оконечного края листа G''' стекла, и точка 87''' поворота на боковой части 78''' формы расположена на одной линии с наружным оконечным краем листа G''' стекла, то дуга 142 боковой части 78''' формы будет находиться поверх дуги 147 наружного оконечного края листа G''' стекла, и зона контакта со стеклом наружного конца 8 Г'' боковой части 78''' формы может по существу следовать траектории наружного оконечного края листа G''' стекла по мере завертывания оконечного края листа G''' стекла к форме 136. В небольшой степени на траекторию перемещения наружного конца 81''' боковой части 78''' формы может оказывать влияние траектория перемещения внутреннего конца 82''' боковой части 78''' формы, и для компенсации этого эффекта необходимы небольшие корректировки местоположения точек 90''' и 87''' поворота. Как отмечено выше на фиг. 16 перемещение внутреннего конца 82''' боковой части 78''' формы выполняется так, что оно следует дуге 144 окружности вокруг точки 97''' поворота посредством второго передаточного рычага 91'''. Дуга 142 для наружного конца 81''' боковой части 78''' формы имеет некоторую протяженность вверх и некоторую протяженность в боковом направлении, и при перемещении наружного конца 81''' вверх по дуге 142 как наружный конец 81''', так и внутренний конец 82''' боковой части 78''' формы перемещаются в боковом направлении. Внутренний конец 82''' боковой части 78''' формы следует за верхней частью дуги 144 и, таким образом, перемещается в по существу боковом направлении.
[68] Как следствие, наружный конец 81''' боковой части 78''' формы, и, в частности, часть наружного конца 81''', находящаяся в контакте с наружным оконечным краем оконечной части листа G''' стекла, может перемещаться по существу по такой же по траектории 142, как траектория, по которой движется наружный оконечный край оконечной части листа G''' стекла, когда боковая часть 78''' формы перемещается из опущенного положения в поднятое положение, тогда как внутренний конец 82''' боковой части 78''' формы перемещается по существу в боковом направлении к промежуточной части 72''' формы или другой боковой части формы (не показана), если промежуточная часть 72''' формы отсутствует. Например, траектория 142 части наружного конца 81''', находящегося в контакте с наружным оконечным краем оконечной части листа G''' стекла, может находиться на расстоянии в пределах 1,0 см или в пределах 0,2 см, или в пределах от 0,05 до 0,2 см относительно траектории, по которой движется наружный оконечный край оконечной части листа G''' стекла, когда боковая часть 78''' формы перемещается из опущенного положения в поднятое положение. Кроме того, внутренний конец 82''' может перемещаться в боковом направлении на расстояние в диапазоне от 0,5 см до 15 см, например, так, что внутренний конец 82''' находится в контакте или разнесен относительно промежуточной части 72''' формы или другой боковой части формы (не показана) на расстояние в диапазоне от 0,01 до 0,3 см или на расстояние 0,3 мм или менее, когда боковая часть 78''' формы находится в поднятом положении. Дополнительно, внутренний конец 82''' может перемещаться только в вертикальном направлении на расстояние, например, в диапазоне от 0,05 до 3,0 см. В качестве другого примера, внутренний конец 82''' боковой части 78''' формы может перемещаться в боковом направлении на первое расстояние и в вертикальном направлении на второе расстояние, когда боковая часть 78''' формы перемещается из опущенного положения в поднятое положение, при этом первое расстояние может быть по меньшей мере в четыре раза или по меньшей мере в шесть раз, или по меньшей мере в восемь раз больше второго расстояния.
[69] На фиг. 18 и 19 представлены схематические виды части приспособления 34''' с шарнирной нижней формой, которая предусматривает другую примерную конфигурацию узла 149 содействия перемещению для направления перемещения соответствующей боковой части 78'''' формы. Кроме того, узел 149 содействия перемещению, показанный на фиг. 18 и 19, можно использовать с любым из вышеописанных приспособлений с нижней формой. Узел 149 содействия перемещению содержит первый и второй направляющие элементы 150 и 152 соответственно для направления перемещения боковой части 78'''' формы, когда боковая часть 78'''' формы перемещается из опущенного положения, показанного на фиг. 18, в поднятое положение, показанное на фиг. 19, как описано выше в отношении других приспособлений с нижней формой. Однако в этом варианте осуществления по меньшей мере один из направляющих элементов 150, 152 образован в виде элемента, выполненного с возможностью вращения (например, ролика), или направляющей для размещения элемента, выполненного с возможностью вращения.
[70] В проиллюстрированном варианте осуществления первый направляющий элемент 150 образован в виде поворотного передаточного рычага, который шарнирно прикреплен к боковой части 78'''' формы вблизи первого или наружного конца 81'''' боковой части 78'''' формы, как более подробно описано выше. Однако в этом варианте осуществления оси или точки 87'''' и 90'''' поворота первого направляющего элемента 150 перемещены вниз по сравнению с точками 87''' и 90''' поворота первого передаточного рычага 85''' рычажного узла 80''', показанного на фиг. 16, с целью обеспечения формы 136 просветом и укорочения соединительных элементов или рычагов к синхронизирующему стержню 99'''', который может проходить под боковой частью 78'''' формы с целью координации перемещения ближней и дальней сторон (в плоскость чертежа и из нее) боковой части 78'''' формы. Перемещение точек поворота таким образом может оказывать небольшое влияние на траекторию наружного конца 81'''' боковой части 78'''' формы, таким образом, может потребоваться корректировка местоположения точек 87'''' и 90'''' поворота для того, чтобы сделать соответствующую траекторию 154 боковой части формы и траекторию 147'''' оконечного края листа стекла по существу одинаковыми, как описано выше в отношении приспособления 34'''' с нижней формой, показанного на фиг. 16. Например, местоположение опущенных точек 87'''' и 90'''' поворота может быть выбрано (например, скорректировано в боковом направлении относительно точек 87'''' и 90'''' поворота, показанных на фиг. 16 и 17) для получения траектории 154 (например, дуги места контакта со стеклом на боковой части 78'''' формы) так, что она является идентичной дуге с центром на оси или в точке 156 поворота, которая отображает местоположение точки 90''' поворота на фиг. 16 и 17, или по существу такой же как эта дуга. Кроме того, точка 156 поворота может быть выровнена с центральной точкой 148'''' дуги 147''''.
[71] Дополнительно, в варианте осуществления, показанном на фиг. 18 и 19, второй направляющий элемент 152 образован в виде элемента, выполненного с возможностью вращения, или ролика 158, который соединен с возможностью вращения с боковой частью 78'''' формы вблизи второго или внутреннего конца 82'''' боковой части 78'''' формы. Кроме того, ролик 158 размещен в неподвижной направляющей 160 (например, в дорожке или канале), образованной на опорной конструкции или промежуточной части 72'''' формы приспособления 34'''' с нижней формой. Подобно второму передаточному рычагу 91, описанному выше в отношении приспособления 34 с нижней формой, ролик 158 и соответствующая направляющая 160 выполнены с возможностью направления перемещения внутреннего конца 82'''' боковой части 78'''' формы так, что внутренний конец 82'''' перемещается по существу в боковом направлении внутрь к промежуточной части 72'''' формы или другой боковой части формы (не показана), когда боковая часть 78'''' формы перемещается из опущенного положения (показанного на фиг. 18) в поднятое положение (показанное на фиг. 19). Направляющая 160 может также иметь угловую часть, которая проходит немного вверх (например, под углом в диапазоне от 3° до 10°), или криволинейную часть, так что внутренний конец 82'''' боковой части 78'''' формы может направляться немного вверх (например, на расстояние в диапазоне от 0,05 см до 3 см) при его перемещении в боковом направлении внутрь. В варианте осуществления, показанном на фиг. 18 и 19, направляющая 160 определяет криволинейную траекторию для ролика 158, таким образом, внутренний конец 82'''' боковой части 78'''' формы будет перемещаться по траектории, которая является идентичной или подобной дуге 144, показанной на фиг. 16, когда боковая часть 78'''' формы перемещается из опущенного положения в поднятое положение. Вышеописанная конфигурация может являться преимущественной, например, когда доступное в вертикальном направлении пространство является ограниченным.
[72] Как показано на фиг. 18 и 19, узел 149 содействия перемещению может дополнительно содержать один или несколько направляющих элементов, таких как ролики 162, которые соединены с рамным элементом или другой опорной конструкцией и которые выполнены с возможностью сцепления с боковой поверхностью боковой части 78'''' формы (например, вертикальной боковой поверхностью) для препятствования перемещению в поперечном направлении (например, в направлении в плоскость чертежа и из нее в проиллюстрированном варианте осуществления) боковой части 78'''' формы по мере перемещения боковой части 78'''' формы относительно рамного элемента или другой опорной конструкции между опущенным и поднятым положениями. В качестве другого примера, узел 149 содействия перемещению может содержать один или несколько боковых направляющих элементов, таких как ролики, которые установлены с возможностью вращения на боковой части 78'''' формы и выполнены с возможностью сцепления с рамным элементом или другой опорной конструкцией (например, вертикальной поверхностью таких рамного элемента или опорной конструкции). Такие ролики могут аналогично направлять боковую часть 78'''' формы и препятствовать перемещению в поперечном направлении.
[73] Несмотря на то, что выше описаны иллюстративные варианты осуществления, не предполагается, что эти варианты осуществления описывают все возможные формы в соответствии с изобретением. В этом отношении слова, употребляемые в описании, представляют собой слова, носящие описательный, а не ограничительный характер, и следует понимать, что различные изменения могут быть внесены без отступления от сущности и объема изобретения. В дополнение, признаки различных реализующих вариантов осуществления можно комбинировать для образования дополнительных вариантов осуществления в соответствии с изобретением.
Группа изобретений относится к приспособлению с шарнирной формой для гибки листа стекла в системе обработки стекла. Приспособление с шарнирной нижней формой для применения совместно с верхней формой содержит часть в виде формы, выполненную с возможностью гибки нагретого листа стекла. Часть в виде формы имеет первый конец, зону крутого изгиба вблизи первого конца для гибки оконечной части листа стекла и второй конец, противоположный первому концу и расположенный на расстоянии от зоны крутого изгиба. Приспособление может дополнительно содержать первый направляющий элемент, соединенный с частью в виде формы в первом местоположении вблизи первого конца, и второй направляющий элемент, соединенный с частью в виде формы во втором местоположении вблизи второго конца и расположенный на расстоянии от зоны крутого изгиба. Часть в виде формы и направляющие элементы выполнены с возможностью совместного действия для обеспечения возможности перемещения первого конца части в виде формы из опущенного положения в поднятое положение с целью перемещения вверх оконечной части листа стекла. Техническим результатом является повышение эффективности гибки стекла. 9 н. и 37 з.п. ф-лы, 19 ил.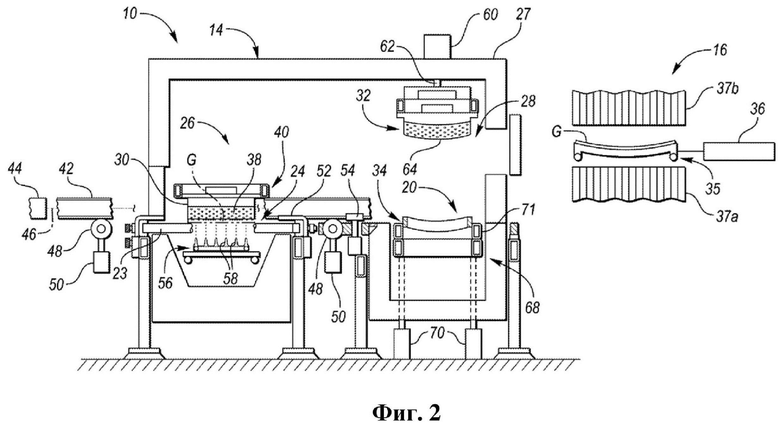
1. Приспособление с шарнирной нижней формой для применения совместно с верхней формой в системе гибки стекла, причем приспособление с шарнирной нижней формой содержит:
часть в виде формы, выполненную с возможностью гибки нагретого листа стекла, причем часть в виде формы имеет первый конец, зону изгиба вблизи первого конца для гибки оконечной части листа стекла и второй конец, противоположный первому концу и расположенный на расстоянии от зоны изгиба;
первый направляющий элемент, соединенный с частью в виде формы в первом местоположении вблизи первого конца; и
второй направляющий элемент, соединенный с частью в виде формы во втором местоположении вблизи второго конца и расположенный на расстоянии от зоны изгиба;
при этом часть в виде формы, а также первый и второй направляющие элементы выполнены с возможностью совместного действия для обеспечения возможности перемещения первого конца части в виде формы из опущенного положения в поднятое положение с целью перемещения оконечной части листа стекла вверх так, что первый конец части в виде формы перемещается по существу по такой же траектории, как траектория, по которой движется оконечный край оконечной части листа стекла, в то же время также обеспечивается возможность перемещения второго конца части в виде формы в боковом направлении.
2. Приспособление с шарнирной нижней формой по п.1, отличающееся тем, что первый направляющий элемент содержит первый передаточный рычаг, шарнирно соединенный с частью в виде формы в первом местоположении так, что первый передаточный рычаг выполнен с возможностью поворота вокруг первой оси, которая проходит через первое местоположение, причем первый передаточный рычаг дополнительно шарнирно соединен с первым опорным элементом, и при этом второй направляющий элемент содержит второй передаточный рычаг, шарнирно соединенный с частью в виде формы во втором местоположении так, что второй передаточный рычаг выполнен с возможностью поворота вокруг второй оси, которая проходит через второе местоположение, причем второй передаточный рычаг дополнительно шарнирно соединен со вторым опорным элементом.
3. Приспособление с шарнирной нижней формой по п.2, отличающееся тем, что первый и второй опорные элементы являются частью опорной конструкции.
4. Приспособление с шарнирной нижней формой по п.1, отличающееся тем, что дополнительно содержит опорную подушку для стекла, по меньшей мере частично расположенную внутри части в виде формы для поддержки листа стекла, при этом часть в виде формы выполнена с возможностью перемещения относительно опорной подушки для стекла.
5. Приспособление с шарнирной нижней формой по п.1, отличающееся тем, что один из первого и второго направляющих элементов содержит ролик или направляющую для ролика.
6. Приспособление с шарнирной нижней формой по п.1, отличающееся тем, что первый направляющий элемент содержит первый передаточный рычаг, шарнирно соединенный с частью в виде формы в первом местоположении так, что первый передаточный рычаг выполнен с возможностью поворота вокруг первой оси, которая проходит через первое местоположение, причем первый передаточный рычаг дополнительно шарнирно соединен с первым опорным элементом, и при этом второй направляющий элемент содержит ролик, соединенный с возможностью вращения с частью в виде формы во втором местоположении, причем ролик выполнен с возможностью перемещения по направляющей, которая соединена со вторым опорным элементом.
7. Приспособление с шарнирной нижней формой по п.6, отличающееся тем, что дополнительно содержит боковой ролик, установленный в определенном положении для сцепления со стороной части в виде формы для содействия перемещению ролика по направляющей.
8. Приспособление с шарнирной нижней формой по п.1, отличающееся тем, что часть в виде формы и первый и второй направляющие элементы выполнены с возможностью совместного действия для обеспечения возможности перемещения первого конца части в виде формы из опущенного положения в поднятое положение, с одновременным обеспечением возможности перемещения второго конца части в виде формы вверх в дополнение к перемещению в боковом направлении.
9. Приспособление с шарнирной нижней формой по п.1, отличающееся тем, что часть в виде формы имеет внутреннюю зону формы, расположенную между зоной изгиба и вторым концом, причем внутренняя зона формы содержит плоскую зону или криволинейную зону, имеющую больший радиус кривизны, чем зона изгиба.
10. Приспособление с шарнирной нижней формой по п.1, отличающееся тем, что первый направляющий элемент содержит первый передаточный рычаг, шарнирно соединенный с частью в виде формы в первом местоположении так, что первый передаточный рычаг выполнен с возможностью поворота вокруг первой оси, которая проходит через первое местоположение, причем первый передаточный рычаг дополнительно шарнирно соединен с первым опорным элементом в дополнительном местоположении с обеспечением возможности поворота первого передаточного рычага вокруг дополнительной оси, которая проходит через указанное дополнительное местоположение, причем указанная дополнительная ось проходит над секцией части в виде формы или через часть в виде формы, когда первый конец части в виде формы находится в опущенном положении.
11. Приспособление с шарнирной нижней формой по п.10, отличающееся тем, что дополнительная ось проходит над указанной секцией части в виде формы, когда первый конец части в виде формы находится в опущенном положении.
12. Приспособление с шарнирной нижней формой для применения совместно с верхней формой с целью гибки нагретого листа стекла, причем приспособление с нижней формой содержит:
первую и вторую боковые части, каждая из которых содержит:
боковую часть формы, имеющую наружный конец, внутренний конец и поверхность формы, которая определяет наружную и внутреннюю зоны формы, при этом наружная зона формы содержит зону крутого изгиба, расположенную вблизи наружного конца боковой части формы для гибки соответствующей оконечной части листа стекла, и внутренняя зона формы проходит от наружной зоны формы до внутреннего конца боковой части формы и содержит плоскую зону или криволинейную зону, имеющую больший радиус кривизны, чем зона крутого изгиба;
первый направляющий элемент, соединенный с боковой частью формы в первом местоположении вблизи наружного конца; и
второй направляющий элемент, соединенный с боковой частью формы во втором местоположении вблизи внутреннего конца и расположенный на расстоянии в боковом направлении от зоны крутого изгиба;
при этом для каждой боковой части боковая часть формы, а также первый и второй направляющие элементы выполнены с возможностью совместного действия для обеспечения возможности перемещения наружного конца боковой части формы из опущенного положения в поднятое положение с целью перемещения соответствующей оконечной части листа стекла к поверхности формы верхней формы так, что наружный конец боковой части формы перемещается по существу по такой же траектории, как траектория, по которой движется оконечный край соответствующей оконечной части листа стекла, в то же время также обеспечивается возможность перемещения внутреннего конца боковой части формы в боковом направлении к внутреннему концу другой боковой части формы.
13. Приспособление с нижней формой по п.12, отличающееся тем, что каждая из боковых частей формы образует часть нижнего нажимного кольца, и при этом внутренний конец каждой боковой части формы расположен вблизи вертикальной центральной плоскости нижнего нажимного кольца.
14. Приспособление с нижней формой по п.13, отличающееся тем, что внутренние концы боковых частей формы находятся в контакте друг с другом или разнесены друг от друга на расстояние 0,3 см или менее, когда каждая боковая часть формы находится в поднятом положении.
15. Приспособление с нижней формой по п.12, отличающееся тем, что дополнительно содержит промежуточную часть формы, расположенную между боковыми частями формы, при этом каждая боковая часть формы выполнена с возможностью перемещения относительно промежуточной части формы, и каждая боковая часть формы имеет длину, которая по меньшей мере равна длине промежуточной части формы.
16. Приспособление с нижней формой по п.15, отличающееся тем, что для каждой боковой части формы внутренний конец находится в контакте с промежуточной частью формы или разнесен от промежуточной части формы на расстояние 0,3 см или менее, когда боковая часть формы находится в поднятом положении.
17. Приспособление с шарнирной нижней формой по п.12, отличающееся тем, что для каждой боковой части боковая часть формы, а также первый и второй направляющие элементы выполнены с возможностью совместного действия для обеспечения возможности перемещения наружного конца боковой части формы из опущенного положения в поднятое положение с одновременным обеспечением возможности перемещения внутреннего конца боковой части формы вверх в дополнение к перемещению в боковом направлении.
18. Способ гибки нагретого листа стекла, причем способ включает:
размещение листа стекла между верхней формой и частью в виде нижней формы приспособления с шарнирной нижней формой, при этом часть в виде нижней формы содержит первый конец, зону изгиба вблизи первого конца для гибки оконечной части листа стекла и второй конец, противоположный первому концу и расположенный на расстоянии от зоны изгиба, и при этом приспособление с нижней формой дополнительно содержит узел содействия перемещению, связанный с частью в виде нижней формы, для направления перемещения части в виде нижней формы, причем узел содействия перемещению соединен с частью в виде нижней формы в первом местоположении вблизи первого конца и втором местоположении вблизи второго конца, а также расположен на расстоянии в боковом направлении от зоны изгиба; и
перемещение части в виде нижней формы вверх к верхней форме для гибки оконечной части листа стекла между частью в виде нижней формы и верхней формой, при этом узел содействия перемещению выполнен с возможностью направления перемещения первого конца части в виде нижней формы по существу по такой же траектории, как траектория, по которой движется оконечный край оконечной части листа стекла, и направления перемещения второго конца части в виде нижней формы в боковом направлении.
19. Способ по п.18, отличающийся тем, что узел содействия перемещению содержит первый направляющий элемент, соединенный с частью в виде нижней формы в первом местоположении, и второй направляющий элемент, соединенный с частью в виде нижней формы во втором местоположении.
20. Способ по п.19, отличающийся тем, что первый направляющий элемент содержит первый передаточный рычаг, шарнирно соединенный с частью в виде нижней формы в первом местоположении так, что первый передаточный рычаг выполнен с возможностью поворота вокруг первой оси, которая проходит через первое местоположение, и второй направляющий элемент содержит второй передаточный рычаг, шарнирно соединенный с частью в виде нижней формы во втором местоположении так, что второй передаточный рычаг выполнен с возможностью поворота вокруг второй оси, которая проходит через второе местоположение.
21. Способ по п.19, отличающийся тем, что один из первого и второго направляющих элементов содержит ролик или направляющую для ролика.
22. Способ по п.19, отличающийся тем, что первый направляющий элемент содержит первый передаточный рычаг, шарнирно соединенный с частью в виде нижней формы в первом местоположении так, что первый передаточный рычаг выполнен с возможностью поворота вокруг первой оси, которая проходит через первое местоположение, причем первый передаточный рычаг дополнительно шарнирно соединен с первым опорным элементом, и при этом второй направляющий элемент содержит ролик, соединенный с возможностью вращения с частью в виде нижней формы во втором местоположении, причем ролик выполнен с возможностью перемещения по направляющей, которая соединена со вторым опорным элементом.
23. Способ по п.18, отличающийся тем, что дополнительно включает перемещение листа стекла на конвейерной системе в положение под дополнительной верхней формой, приведение в действие подъемного устройства для поднятия листа стекла с конвейерной системы и к дополнительной верхней форме, создание вакуума на поверхности дополнительной верхней формы для удерживания листа стекла у дополнительной верхней формы, перемещение дополнительной верхней формы в положение над частью в виде нижней формы и уменьшение вакуума на поверхности дополнительной верхней формы для отпускания листа стекла на часть в виде нижней формы для установки листа стекла в определенном положении между частью в виде нижней формы и верхней формой.
24. Способ по п.18, отличающийся тем, что дополнительно включает перемещение листа стекла на конвейерной системе в положение под дополнительной верхней формой, приведение в действие подъемного устройства для поднятия листа стекла с конвейерной системы и к дополнительной верхней форме, создание вакуума на поверхности дополнительной верхней формы для удерживания листа стекла у дополнительной верхней формы, перемещение части в виде нижней формы под дополнительную верхнюю форму, уменьшение вакуума на поверхности дополнительной верхней формы для отпускания листа стекла на часть в виде нижней формы и перемещение части в виде нижней формы в положение под верхней формой для установки листа стекла в определенном положении между частью в виде нижней формы и верхней формой.
25. Способ по п.18, отличающийся тем, что дополнительно включает перемещение листа стекла на конвейерной системе в положение под верхней формой, приведение в действие подъемного устройства для поднятия листа стекла с конвейерной системы и к верхней форме и перемещение части в виде нижней формы под верхнюю форму так, что лист стекла устанавливается в определенном положении между частью в виде нижней формы и верхней формой.
26. Способ по п.18, отличающийся тем, что дополнительно включает по меньшей мере частичную поддержку листа стекла на подушке приспособления c нижней формой перед перемещением части в виде нижней формы вверх к верхней форме.
27. Способ по п.18, отличающийся тем, что часть в виде нижней формы имеет внутреннюю зону формы, расположенную между зоной изгиба и вторым концом, причем внутренняя зона формы содержит плоскую зону или криволинейную зону, имеющую больший радиус кривизны, чем зона изгиба.
28. Способ по п.18, отличающийся тем, что узел содействия перемещению выполнен с возможностью направления перемещения второго конца части в виде нижней формы вверх в дополнение к перемещению в боковом направлении.
29. Способ гибки нагретого листа стекла, причем способ включает:
установку листа стекла в определенном положении между приспособлением с шарнирной нижней формой и верхней формой, при этом приспособление с нижней формой содержит первую и вторую боковые части формы, каждая из которых содержит наружный конец, зону крутого изгиба вблизи наружного конца для гибки соответствующей оконечной части листа стекла, внутренний конец, противоположный наружному концу и расположенный на расстоянии от зоны крутого изгиба, и плоскую зону или криволинейную зону, имеющую больший радиус кривизны, чем зона крутого изгиба, и расположенную вблизи внутреннего конца, при этом приспособление с нижней формой дополнительно содержит первый и второй узлы содействия перемещению, связанные соответственно с первой и второй боковыми частями формы, для направления перемещения боковых частей формы, причем каждый узел содействия перемещению соединен с соответствующей боковой частью формы в первом местоположении вблизи наружного конца боковой части формы и втором местоположении вблизи внутреннего конца боковой части формы, а также расположен на расстоянии в боковом направлении от зоны крутого изгиба боковой части формы; и
перемещение наружных концов боковых частей формы вверх к верхней форме для гибки оконечных частей листа стекла между боковыми частями формы и верхней формой, при этом узлы содействия перемещению выполнены с возможностью направления наружных концов боковых частей формы так, что каждый наружный конец перемещается вверх по существу по такой же траектории, как траектория, по которой движется оконечный край соответствующей оконечной части листа стекла, тогда как внутренние концы боковых частей формы перемещаются в боковом направлении друг к другу.
30. Способ по п.29, отличающийся тем, что каждая из боковых частей формы образует часть нижнего нажимного кольца, и при этом внутренний конец каждой боковой части формы расположен вблизи вертикальной центральной плоскости нижнего нажимного кольца.
31. Способ по п.30, отличающийся тем, что внутренние концы боковых частей формы находятся в контакте друг с другом или разнесены друг от друга на расстояние 0,3 см или менее после перемещения вверх боковых частей формы.
32. Способ по п.29, отличающийся тем, что приспособление с нижней формой дополнительно содержит промежуточную часть формы, расположенную между боковыми частями формы, и каждая боковая часть формы имеет длину, которая по меньшей мере равна длине промежуточной части формы, и при этом перемещение боковых частей формы вверх включает перемещение каждой боковой части относительно промежуточной части формы.
33. Способ по п.32, отличающийся тем, что для каждой боковой части формы внутренний конец находится в контакте с промежуточной частью формы или разнесен от промежуточной части формы на расстояние 0,3 см или менее после перемещения боковой части формы вверх.
34. Способ по п.29, отличающийся тем, что узлы содействия перемещению выполнены с возможностью направления наружных концов боковых частей формы так, что каждый наружный конец перемещается вверх, тогда как внутренние концы боковых частей формы перемещаются вверх в дополнение к перемещению в боковом направлении.
35. Устройство гибки листа стекла, содержащее верхнюю форму и приспособление с шарнирной нижней формой по п.1, причем первый конец части в виде формы выполнен с возможностью перемещения оконечной части листа стекла вверх к поверхности формы верхней формы для завертывания оконечной части листа стекла к указанной поверхности верхней формы, когда первый конец части в виде формы перемещается из опущенного положения в поднятое положение.
36. Приспособление с шарнирной нижней формой для применения совместно с верхней формой в системе гибки стекла, причем приспособление с шарнирной нижней формой содержит:
часть в виде формы, выполненную с возможностью гибки нагретого листа стекла, причем часть в виде формы имеет первый конец, зону изгиба вблизи первого конца для гибки оконечной части листа стекла и второй конец, противоположный первому концу и расположенный на расстоянии от зоны изгиба;
первый направляющий элемент, соединенный с частью в виде формы в первом местоположении вблизи первого конца; и
второй направляющий элемент, соединенный с частью в виде формы во втором местоположении вблизи второго конца и расположенный на расстоянии от зоны изгиба;
при этом часть в виде формы, а также первый и второй направляющие элементы выполнены с возможностью совместного действия для обеспечения возможности перемещения первого конца части в виде формы из опущенного положения в поднятое положение для перемещения оконечной части листа стекла вверх, с одновременным обеспечением возможности перемещения второго конца части в виде формы в боковом направлении, причем первый направляющий элемент содержит первый передаточный рычаг, шарнирно соединенный с частью в виде формы в первом местоположении с обеспечением возможности поворота первого передаточного рычага вокруг первой оси, которая проходит через первое местоположение.
37. Приспособление с шарнирной нижней формой по п.36, отличающееся тем, что второй направляющий элемент содержит второй передаточный рычаг, шарнирно соединенный с частью в виде формы во втором местоположении с обеспечением возможности поворота второго передаточного рычага вокруг второй оси, которая проходит через второе местоположение.
38. Приспособление с шарнирной нижней формой по п.36, отличающееся тем, что дополнительно содержит опорную подушку для стекла, по меньшей мере частично расположенную в пределах наружной границы части в виде формы для поддержки листа стекла, при этом часть в виде формы выполнена с возможностью перемещения относительно опорной подушки для стекла.
39. Приспособление с шарнирной нижней формой по п.36, отличающееся тем, что второй направляющий элемент содержит ролик или направляющую для ролика.
40. Приспособление с шарнирной нижней формой по п.36, отличающееся тем, что второй направляющий элемент содержит ролик, соединенный с возможностью вращения с частью в виде формы во втором местоположении, причем ролик выполнен с возможностью перемещения по направляющей, которая соединена со вторым опорным элементом.
41. Приспособление с шарнирной нижней формой для применения совместно с верхней формой в системе гибки стекла, причем приспособление с шарнирной нижней формой содержит:
часть в виде формы, выполненную с возможностью гибки нагретого листа стекла, причем часть в виде формы имеет первый конец, зону изгиба вблизи первого конца для гибки оконечной части листа стекла и второй конец, противоположный первому концу и расположенный на расстоянии от зоны изгиба;
первый направляющий элемент, соединенный с частью в виде формы в первом местоположении вблизи первого конца; и
второй направляющий элемент, соединенный с частью в виде формы во втором местоположении вблизи второго конца и расположенный на расстоянии от зоны изгиба; и
опорную подушку для стекла, по меньшей мере частично расположенную внутри части в виде формы для поддержки листа стекла;
при этом часть в виде формы, а также первый и второй направляющие элементы выполнены с возможностью совместного действия для обеспечения возможности перемещения первого конца части в виде формы из опущенного положения в поднятое положение для перемещения оконечной части листа стекла вверх, с одновременным обеспечением возможности перемещения второго конца части в виде формы в боковом направлении, причем часть в виде формы выполнена с возможностью перемещения относительно опорной подушки для стекла.
42. Приспособление с шарнирной нижней формой для применения совместно с верхней формой в системе гибки стекла, причем приспособление с шарнирной нижней формой содержит:
часть в виде формы, выполненную с возможностью гибки нагретого листа стекла, причем часть в виде формы имеет первый конец, зону изгиба вблизи первого конца для гибки оконечной части листа стекла и второй конец, противоположный первому концу и расположенный на расстоянии от зоны изгиба;
первый направляющий элемент, соединенный с частью в виде формы в первом местоположении вблизи первого конца; и
второй направляющий элемент, соединенный с частью в виде формы во втором местоположении вблизи второго конца и расположенный на расстоянии от зоны изгиба;
при этом часть в виде формы, а также первый и второй направляющие элементы выполнены с возможностью совместного действия для обеспечения возможности перемещения первого конца части в виде формы из опущенного положения в поднятое положение для перемещения оконечной части листа стекла вверх, с одновременным обеспечением возможности перемещения второго конца части в виде формы в боковом направлении, причем один из первого и второго направляющих элементов содержит ролик или направляющую для ролика.
43. Приспособление с шарнирной нижней формой для применения совместно с верхней формой для гибки нагретого листа стекла, причем приспособление с нижней формой содержит:
первую и вторую боковые части, каждая из которых содержит:
боковую часть формы, имеющую наружный конец, внутренний конец и поверхность формы, которая определяет наружную и внутреннюю зоны формы, при этом наружная зона формы содержит зону изгиба, расположенную вблизи наружного конца боковой части формы для гибки соответствующей оконечной части листа стекла, а внутренняя зона формы проходит от наружной зоны формы к внутреннему концу боковой части формы и содержит плоскую зону или криволинейную зону, имеющую больший радиус кривизны, чем зона изгиба;
первый направляющий элемент, соединенный с боковой частью формы в первом местоположении вблизи наружного конца; и
второй направляющий элемент, соединенный с боковой частью формы во втором местоположении вблизи внутреннего конца и расположенный на расстоянии в боковом направлении от зоны изгиба; и
промежуточную часть пресс-формы, расположенную между боковыми частями пресс-формы;
при этом для каждой боковой части боковая часть формы, а также первый и второй направляющие элементы выполнены с возможностью совместного действия для обеспечения возможности перемещения наружного конца боковой части формы из опущенного положения в поднятое положение для перемещения соответствующей оконечной части листа стекла к поверхности формы верхней формы, с одновременным обеспечением возможности перемещения внутреннего конца боковой части формы в боковом направлении к внутреннему концу другой боковой части формы, причем каждая боковая часть формы выполнена с возможностью перемещения относительно промежуточной части формы, и каждая боковая часть формы имеет длину, которая по меньшей мере равна длине промежуточной части формы.
44. Приспособление с шарнирной нижней формой по п.43, отличающееся тем, что для каждой боковой части первый направляющий элемент содержит первый передаточный рычаг, шарнирно соединенный с боковой частью формы в первом местоположении с обеспечением возможности поворота первого передаточного рычага вокруг первой оси, которая проходит через первое местоположение.
45. Приспособление с шарнирной нижней формой по п.43, отличающееся тем, что для каждой боковой части второй направляющий элемент содержит второй передаточный рычаг, шарнирно соединенный с боковой частью формы во втором местоположении с обеспечением возможности поворота второго передаточного рычага вокруг второй оси, которая проходит через второе местоположение.
46. Приспособление с шарнирной нижней формой по п.43, отличающееся тем, что для каждой боковой части один из первого и второго направляющих элементов содержит ролик или направляющую для ролика.
| US 2009320523 A1, 31.12.2009 | |||
| ФОРМА ДЛЯ ГРАВИТАЦИОННОЙ ГИБКИ С ИЗОГНУТОЙ ОПОРНОЙ ПОВЕРХНОСТЬЮ ДЛЯ ГИБКИ СТЕКЛЯННЫХ ЛИСТОВ | 2018 |
|
RU2721783C1 |
| US 2010269543 A1, 28.10.2010 | |||
| US 2011010060 A1, 05.05.2011 | |||
| US 4229200 A, 21.10.1980. | |||

