Настоящее изобретение относится к способу, позволяющему простым и экономичным образом изменять соответствующие выпуски бензина и дизельного топлива, например, на нефтеперерабатывающем заводе. Более конкретно, согласно способу, являющемуся предметом настоящего изобретения, можно превращать исходную загрузку углеводородов, содержащую от 4 до 15 атомов углерода, включая крайние значения, предпочтительно от 4 до 11 атомов углерода, включая крайние значения, даже от 4 до 10 атомов углерода, включая крайние значения, в по меньшей мере одну фракцию углеводородов, имеющую улучшенное октановое число, и фракцию углеводородов с высоким цетановым числом.
Известно (Carburants et Moteurs" de J.C.Guibet, Editions Technip, tome I (1987)), что химическая природа олефинов, содержащихся в бензинах, сильно влияет на октановое число вышеупомянутых бензинов. Вообще вышеупомянутые олефины могут быть классифицированы на этом основании на две различные категории:
а) разветвленные олефины: они обладают хорошим октановым числом; упомянутое октановое число увеличивается с увеличением числа разветвлений и уменьшается с увеличением длины цепи;
б) линейные олефины: они обладают низким октановым числом и упомянутое октановое число сильно уменьшается с увеличением длины цепи.
С другой стороны, известны различные способы превращения олефинов, позволяющие увеличить их октановое число.
Например, можно назвать алифатическое алкилирование парафинов и олефинов с целью получения бензиновых фракций с высоким октановым числом. В данном способе могут быть использованы неорганические кислоты, такие как серная кислота ("Symposium on Hydrogen Transfer in Hydrocarbon Processing", 208th National Meeting, American Chemical Society - AobIt 1994), катализаторы, растворимые в растворителе (ЕР-А-0714871) или гетерогенные катализаторы (US 4956518). В качестве примера, способы присоединения к изобутану (разветвленный алкан) алкенов, содержащих от 2 до 5 атомов углерода, позволяют получить очень разветвленные молекулы, содержащие от 6 до 9 атомов углерода и обычно характеризующиеся высокими октановыми числами.
Известны другие возможные методы превращения, в которых используются способы образования простых эфиров разветвленных олефинов, такие как, например, описанные в американском патенте US 5633416 и в европейской заявке на патент ЕР-А-0451989. Упомянутые способы позволяют получать простые эфиры типа МТБЭ (МТВЕ) (простой метил-трет-бутиловый эфир), ЭТБЭ (ЕТВЕ) (простой этил-трет-бутиловый эфир) и ТАМЭ (TAME) (простой трет-амилметиловый эфир), хорошо известные соединения, улучшающие октановое число бензинов.
Согласно третьему пути способы олигомеризации, основанные, по существу, на димеризации и тримеризации легких олефинов, образующихся в результате процесса каталитического крекинга и содержащих от 2 до 4 атомов углерода, дают возможность получения бензиновых фракций или дистиллятов. Такой способ описан, например, в европейской заявке на патент ЕР-А-0734766. Он позволяет получать, главным образом, продукты, содержащие 6 атомов углерода, когда используемый олефин представляет собой пропилен (или пропен), и 8 атомов углерода, когда олефин представляет собой линейный бутен. Упомянутые способы олигомеризации известны тем, что они дают бензиновые фракции, обладающие хорошими октановыми числами, но, когда их осуществляют в условиях, способствующих образованию более тяжелых фракций, приводят к образованию газойлевых фракций с очень низким цетановым числом. Такие примеры иллюстрируются, с другой стороны, американскими патентами US 4456779 и US 4211640.
В патенте US 5382705 предлагают соединить способы олигомеризации и образования простых эфиров, описанные перед этим, чтобы получить исходя из фракции С4 простые эфиры третичных алкилов, такие как МТБЭ или ЭТБЭ, и смазывающие вещества.
С другой стороны, эффлюенты, образующиеся в результате осуществления процессов конверсии более или менее тяжелых остатков, образующихся в результате перегонки при атмосферном давлении или вакуумной перегонки сырой нефти на нефтеперегонном заводе (такие, как, например, бензиновые фракции, образующиеся в результате процесса каталитического крекинга в кипящем слое (КККС) (FCC), содержат олефины в количестве, составляющем от 10 до 80%. Вышеупомянутые эфлюенты входят в состав коммерческих бензинов на уровне, составляющем от 20 до 40%, в зависимости от географического происхождения (приблизительно 27% в Западной Европе и около 36% в США). Указанное содержание по существу зависит от конечной температуры кипения бензиновой фракции и от нефтеперерабатывающего завода.
Вероятно, в рамках защиты окружающей среды нормы, касающиеся коммерческих бензинов, в ближайшие годы будут ориентированы на уменьшение допустимого содержания олефинов в вышеупомянутых бензинах.
Из различных проблем, изложенных выше, вытекает, что получение жидкого топлива с низким содержанием олефинов, но сохраняющего приемлемое октановое число, могло бы быть осуществлено только при использовании в качестве основы для вышеупомянутого жидкого топлива, исключительно или в очень высоких содержаниях, разветвленных олефинов с высоким октановым числом. Одной из целей настоящего изобретения является выделение из исходной порции жидкого топлива линейных олефинов и разветвленных олефинов.
С другой стороны, существующий автомобильный парк имеет тенденцию к росту доли дизельных автомобилей, это приводит к возрастанию потребности в дизельном топливе. Другой целью настоящего изобретения является создание альтернативы, обеспечивающей увеличение гибкости в управлении продуктами, выпускаемыми нефтеперерабатывающим заводом. Точнее, способ согласно настоящему изобретению позволяет выгодно изменять соотношения бензин/дизельное топливо, получаемые на выходе с нефтеперерабатывающего завода, в соответствии с потребностями рынка.
Изобретение касается способа превращения загрузки углеводородов, включающей в себя линейные и разветвленные олефины, содержащие от 4 до 15 атомов углерода, который содержит следующие стадии:
a) селективное образование простых эфиров большинства разветвленных олефинов, присутствующих в вышеупомянутой смеси,
b) обработка линейных олефинов, содержащихся в вышеупомянутой смеси, в условиях умеренной олигомеризации,
c) разделение эфлюента, полученного на стадии b), по меньшей мере на две фракции:
- фракцию β, содержащую углеводороды, конечная температура кипения которых меньше температуры, находящейся в интервале от 150 до 200°С,
- фракцию γ, содержащую по меньшей мере часть углеводородов, начальная температура кипения которых больше температуры, находящейся в интервале от 150 до 200°С,
d) обработка углеводородной фракции, содержащей простые эфиры, образовавшиеся на стадии а), в условиях по меньшей мере частичного крекинга простых эфиров, при этом вышеупомянутая обработка сопровождается разделением на бензиновую фракцию с улучшенным октановым числом и на фракцию, содержащую исходный спирт,
e) гидрирование фракции γ в условиях получения газойля с высоким цетановым числом.
На стадии а) способа согласно изобретению по меньшей мере 50% разветвленных олефинов, предпочтительно по меньшей мере 70% и наиболее предпочтительно по меньшей мере 90% вышеупомянутых олефинов, подвергаются реакции образования простых эфиров.
Конечная температура кипения фракции β чаще всего соответствует начальной температуре кипения фракции γ.
Согласно первому варианту осуществления изобретения весь эфлюент, выходящий со стадии а), обрабатывают на стадии b) и фракция β содержит простые эфиры, образовавшиеся в ходе стадии а).
Согласно второму варианту осуществления изобретения способ включает, кроме того, стадию отделения простых эфиров от остатка эфлюента, выходящего со стадии а), при этом вышеупомянутый эфлюент, освобожденный от вышеупомянутых простых эфиров, обрабатывают на стадии b) и вышеупомянутые простые эфиры обрабатывают с фракцией β на стадии d).
Вся совокупность простых эфиров, содержащихся во фракции β, может быть подвергнута крекингу в ходе стадии d). Согласно другому варианту осуществления настоящего изобретения экспериментальные условия выбраны таким образом, что часть простых эфиров, содержащихся во фракции β, может быть подвергнута крекингу в ходе стадии d). В типичном случае вышеупомянутая часть может составлять от 85 до 99,9 мол.% и даже от 90 до 99,9 мол.%.
Чаще всего вышеупомянутую олигомеризацию осуществляют при давлении от 0,2 до 10 МПа, отношении расхода загрузки к объему катализатора от 0,05 до 50 л/л/ч и температуре от 15 до 300°С.
Например, вышеупомянутая олигомеризация может быть осуществлена в присутствии катализатора, содержащего по меньшей мере один металл VIB группы Периодической системы элементов.
Чаще всего вышеупомянутое образование простых эфиров осуществляют при давлении от 0,2 до 10 МПа, отношении расхода сырья к объему катализатора от 0,05 до 50 л/л/ч и температуре от 15 до 300°С.
Настоящий способ может, кроме того, включать стадию удаления по меньшей мере части азотсодержащих или основных примесей, содержащихся в исходной смеси углеводородов.
Например, исходная смесь углеводородов, обрабатываемая настоящим способом, может быть получена в результате процесса каталитического крекинга, каталитического риформинга или дегидрирования парафинов.
Изобретение будет лучше понято при чтении следующего ниже описания варианта осуществления вышеупомянутого изобретения, не носящего ограничительного характера, иллюстрируемого Фиг.1.
Согласно Фиг.1 исходную углеводородную смесь через линию 1 подают в блок А. Данный блок А позволяет удалить большую часть, то есть по меньшей мере 90 мас.% азотсодержащих и/или основных соединений, содержащихся в смеси. Вышеупомянутое удаление, хотя и необязательное, является необходимым, когда смесь имеет высокое содержание, то есть по меньшей мере 5 ч/млн вышеупомянутых азотсодержащих и/или основных соединений, так как они являются ядом для катализаторов следующих стадий способа согласно изобретению. Вышеупомянутые соединения могут быть удалены при помощи адсорбции на твердой кислоте. Вышеупомянутое твердое вещество может быть выбрано из группы, образованной цеолитами, алюминатами кремния, титаносиликатами, смешанными оксидами на основе оксид алюминия - оксид титана, глинами, смолами, смешанными оксидами, полученными прививкой по меньшей мере одного металлоорганического соединения, органорастворимого или водорастворимого, содержащего по меньшей мере один элемент, выбранный из группы, образованной титаном, цирконием, кремнием, германием, оловом, танталом и ниобием, на по меньшей мере одну оксидную подложку, такую как оксид алюминия (кристаллические модификации гамма, дельта, эта, индивидуальные или в смеси), диоксид кремния, алюмосиликаты, титанаты кремния, цирконаты кремния, ионообменные смолы, например сульфированные смолы на основе сополимера стирола и дивинилбензола, такие как смолы типа Amberlyst® или любая другая кислая смола. Особый вариант изобретения может заключаться в использовании физической смеси по меньшей мере двух твердых веществ из описанных перед этим.
Давление находится в диапазоне от атмосферного давления до 10 МПа, предпочтительно от атмосферного давления до 5 МПа, и предпочтительно давление является таким, при котором фракция находится в жидком состоянии. Отношение расхода смеси к объему твердого катализатора чаще всего находится в интервале от 0,05 до 50 л/л/ч и предпочтительно находится в интервале от 0,1 до 20 л/л/ч и даже от 0,2 до 10 л/л/ч. Температура находится в интервале от 15 до 300°С, предпочтительно от 15 до 150°С и крайне предпочтительно от 15 до 60°С.
Не выходя из объема патентной охраны изобретения, удаление азотсодержащих и/или основных соединений, содержащихся в смеси, равным образом может быть осуществлено промывкой кислым водным раствором или любым эквивалентным способом, известным специалисту.
Очищенную смесь по линии 2 подают в блок В образования простых эфиров соответствующей стадии а) способа согласно изобретению. В указанном блоке В разветвленные олефины реагируют предпочтительно со спиртом с образованием простого эфира. Спирт предпочтительно представляет собой метанол или этанол и может быть добавлен по линии 3 к смеси углеводородов в молярном соотношении спирт/олефины, находящемся обычно в интервале от 0,5 до 3, предпочтительно около 1. Чаще всего давление в блоке таково, что в условиях температуры катализатора, используемой на вышеупомянутой стадии а) способа согласно изобретению, смесь находится в жидком состоянии, другими словами, давление обычно находится в интервале от 0,2 до 10 МПа, предпочтительно от 0,3 до 6 МПа, даже от 0,3 до 4 МПа. Отношение расхода смеси к объему катализатора обычно находится в интервале от 0,05 до 50 л/л/ч, предпочтительно от 0,1 до 20 л/л/ч или даже от 0,2 до 10 л/л/ч. Температура находится в интервале от 15 до 300°С, предпочтительно от 30 до 150°С и очень часто от 30 до 100°С.
Предпочтительно блок В образования простых зфиров содержит кислотный катализатор. Кислотный катализатор может быть катализатором той же самой природы, что катализаторы, обычно используемые для получения МТБЭ, ЭТБЭ или ТАМЭ. Например, он может быть выбран из группы, образованной цеолитами, алюминатами кремния, титаносиликатами, смешанными оксидами на основе оксид алюминия - оксид титана, глинами, смолами, смешанными оксидами, полученными прививкой по меньшей мере одного металлоорганического соединения, органорастворимого или водорастворимого, содержащего по меньшей мере один элемент, выбранный из группы, образованной титаном, цирконием, кремнием, германием, оловом, танталом и ниобием, на по меньшей мере одну оксидную подложку, такую как оксид алюминия (кристаллические модификации гамма, дельта, эта, индивидуальные или в смеси), диоксид кремния, алюмосиликаты, титанаты кремния, цирконаты кремния, ионообменные смолы типа Amberlyst или любая другая кислая смола. Особый вариант изобретения может заключаться в использовании физической смеси по меньшей мере двух катализаторов, описанных перед этим.
Эфлюент блока В образования простых эфиров затем выборочно обрабатывают в условиях удаления по меньшей мере части избыточного количества спирта, содержащегося в полученной смеси. Данное удаление может осуществляться обычным способом - путем промывки водой или любым эквивалентным способом, известным специалисту.
Согласно предпочтительному варианту осуществления изобретения весь эфлюент, выходящий из блока В образования простых эфиров, направляют в блок С олигомеризации, соответствующий стадии b) способа согласно изобретению, без промежуточного выделения простых эфиров. Линейные олефины, присутствующие в исходной углеводородной смеси и не прореагировавшие на предыдущей стадии образования простых эфиров, теперь должны подвергнуться умеренным реакциям олигомеризации, то есть обычно димеризации или тримеризации, при этом условия вышеупомянутой реакции оптимизированы для получения большей части углеводородов, число атомов углерода в которых находится в диапазоне от 9 до 25, предпочтительно от 10 до 20. Катализатор блока С олигомеризации может быть выбран из группы, образованной цеолитами, алюминатами кремния, титаносиликатами, смешанными оксидами на основе оксид алюминия-оксид титана, глинами, смолами, смешанными оксидами, полученными прививкой по меньшей мере одного металлоорганического соединения, органорастворимого или водорастворимого, содержащего по меньшей мере один элемент, выбранный из группы, образованной титаном, цирконием, кремнием, германием, оловом, танталом и ниобием, на по меньшей мере одну оксидную подложку, такую как оксид алюминия (кристаллические модификации гамма, дельта, эта, индивидуальные или в смеси), диоксид кремния, алюмосиликаты, титанаты кремния, цирконаты кремния или любое другое твердое вещество, обладающее любой кислотностью. Предпочтительно катализатор, используемый для осуществления вышеупомянутой олигомеризации, содержит по меньшей мере один металл VIB группы периодической системы элементов и более предпочтительно оксид вышеупомянутого металла. Данный катализатор может содержать, кроме того, оксидную подложку, выбранную из группы, состоящей из оксидов алюминия, титанатов, оксидов кремния, оксидов циркония, алюмосиликатов. Особый вариант осуществления изобретения может заключаться в использовании физической смеси по меньшей мере двух катализаторов, названных перед этим.
Неожиданно было обнаружено, что экспериментальные условия, создаваемые в блоке С олигомеризации, оказывают очень заметное влияние не только на конечный выход различных продуктов реакции олигомеризации, но равным образом на качество вышеупомянутых продуктов, в частности на цетановое число газойлевой фракции и на октановое число бензиновой фракции, получаемых в результате. Октановое число RON окончательно получаемой бензиновой фракции составляет преимущественно по меньшей мере 93, предпочтительно по меньшей мере 95. Цетановое число газойлевой фракции составляет преимущественно по меньшей мере 40, предпочтительно по меньшей мере 50 и наиболее предпочтительно по меньшей мере 55.
В частности, давление в блоке С олигомеризации чаще всего выбирают таким, чтобы смесь находилась в жидкой форме. Упомянутое давление, в принципе, находится в диапазоне от 0,2 до 10 МПа, предпочтительно от 0,3 до 6 МПа, даже от 0,3 до 4 МПа. Отношение расхода смеси к объему катализатора (называемое также часовой объемной скоростью ЧОС (VVH)) может находиться в интервале от 0,05 до 50 л/л/ч, предпочтительно от 0,1 до 20 л/л/ч и еще более предпочтительно от 0,2 до 10 л/л/ч. Заявителем было обнаружено, что в условиях вышеупомянутых давления и ЧОС для оптимизации качества получаемых конечных продуктов температура реакции олигомеризации должна находиться в интервале от 15 до 300°С, предпочтительно от 60 до 250°С и более конкретно от 100 до 200°С.
Эфлюент, выходящий из блока С, направляют при помощи линии 5 в одну или несколько дистилляционных колонн (блок D), при этом резервуар для мгновенного равновесного испарения или любое другое средство, известное специалисту, позволяет разделить углеводородные эфлюенты на по меньшей мере две фракции, различающиеся их температурами кипения:
- фракцию β, называемую легкой, конечная температура интервала перегонки которой находится в интервале от 150 до 200°С, предпочтительно от 150 до 180°С; данную фракцию транспортируют по линии 6;
- фракцию γ, называемую тяжелой, начальная температура кипения которой находится в интервале от 150 до 200°С, предпочтительно от 150 до 180°С; данную фракцию транспортируют по линии 7.
Согласно изобретению конечная температура интервала перегонки фракции β соответствует преимущественно начальной температуре интервала перегонки фракции γ.
Тяжелая фракция γ представляет собой фракцию, начальная температура кипения, которой соответствует фракции газойля. Данная фракция может быть смешана с водородом, подаваемым по линии 8, с целью ее гидрирования в блоке Е гидрогенизации обычной конструкции в присутствии катализатора и в операционных условиях, известных специалисту. Углеводородный эфлюент, извлекаемый по линии 9, представляет собой газойль с улучшенным цетановым числом, то есть имеющий цетановое число по меньшей мере 40, преимущественно по меньшей мере 50 и предпочтительно по меньшей мере 55.
Легкая фракция β представляет собой бензиновую фракцию и ее подают по линии 6 в блок F крекинга, соответствующего стадии d) способа согласно изобретению. В блоке F согласно возможному варианту осуществления изобретения условия выбраны таким образом, что вся совокупность простых эфиров, присутствующих во фракции β, подвергается крекингу с образованием фракции углеводородов, содержащей олефины, главным образом, разветвленные олефины, и фракции, содержащей исходный спирт. Согласно другому варианту осуществления изобретения условия крекинга могут быть подобраны таким образом, что только часть вышеупомянутых простых эфиров подвергается крекингу. Данный вариант позволяет выгодно улучшить октановое число бензиновой фракции, получаемой в конечном счете, но, однако, он ограничен действующим законодательством многих стран, касающимся содержания кислородсодержащих соединений в бензинах. В типичном случае вышеупомянутая часть может составлять от 85 до 99,9 мол.%, и даже от 90 до 99,9 мол.%.
Давление в блоке F крекинга находится в интервале от 0,2 до 10 МПа, предпочтительно от 0,3 до 6 МПа, даже от 0,3 до 4 МПа. Отношение расхода фракции к объему катализатора находится в интервале от 0,05 до 50 л/л/ч, предпочтительно от 0,1 до 20 л/л/ч и даже от 0,2 до 10 л/л/ч. Температура составляет обычно больше 15°С и чаще всего находится в интервале от 15 до 350°С, предпочтительно от 100 до 350°С.
Катализатором, используемым в блоке F крекинга, может быть кислотный катализатор, выбранный из группы, образованной цеолитами, алюминатами кремния, титаносиликатами, смешанными оксидами на основе оксида алюминия - оксида титана, глинами, смолами, смешанными оксидами, полученными прививкой по меньшей мере одного металлоорганического соединения, органорастворимого или водорастворимого, содержащего по меньшей мере один элемент, выбранный из группы, образованной титаном, цирконием, кремнием, германием, оловом, танталом и ниобием, на по меньшей мере один оксид, такой как оксид алюминия (кристаллические модификации гамма, дельта, эта, индивидуальные или в смеси), диоксид кремния, алюмосиликаты, титанаты кремния, цирконаты кремния, ионообменные смолы типа Amberlyst или любое другое твердое вещество, обладающее любой кислотностью. Особый вариант осуществления изобретения может заключаться в использовании физической смеси по меньшей мере двух катализаторов, названных перед этим.
Эфлюент блока F крекинга подают по линии 11 в блок G, позволяющий отделить спирты от углеводородов и простых эфиров, не подвергшихся крекингу в ходе предыдущей стадии. Данный блок G может представлять собой дистилляционную колонну, термодиффузионную колонну или известное устройство для промывки водой или любое другое устройство, известное специалисту, для разделения спиртов и углеводородов. Спирт может быть возвращен по линии 13 на вход блока В образования простых эфиров или направлен в бак для хранения по линии 12. Углеводородный эфлюент, извлекаемый по линии 14, представляет собой бензин с улучшенным октановым числом, содержание олефинов в котором меньше содержания олефинов в исходной смеси углеводородов. Содержание олефинов предпочтительно снижается по меньшей мере на 40 мас.%, особо предпочтительно по меньшей мере на 50 мас.%.
Согласно другому возможному варианту осуществления изобретения простые эфиры, содержащиеся в эфлюенте, выходящем из блока В образования простых эфиров, могут быть выделены из смеси углеводородов. Согласно данному варианту блоки С и D обрабатывают в таком случае эфлюент, освобожденный в значительной степени от всей совокупности простых эфиров. Бензин, полученный в данном случае на выходе блока D, может быть смешан с простыми эфирами в случае, когда простые эфиры были извлечены после блока В образования простых эфиров. Указанная фракция затем может быть направлена в блок F крекинга, затем в блок G разделения. Однако согласно данному варианту осуществления в результате сходства физических свойств и, в частности, температур кипения соединений, содержащихся в эфлюенте, выходящем из блока В образования простых эфиров, отделение простых эфиров от остатка углеводородов, присутствующих в вышеупомянутом эфлюенте, может быть эффективно осуществлено только благодаря способам, обычно дорогостоящим и/или сложным в применении. В качестве примеров можно назвать способы экстракции в системе жидкость-жидкость, которые предписывают использование в больших количествах растворителей, или адсорбцию на твердых веществах, плохо совместимую с обработкой сырья при больших расходах. Согласно предпочтительному варианту осуществления изобретения, описанного перед этим, заявитель обнаружил, что можно при некоторых условиях (таких, как описанные в настоящем описании) направлять весь эфлюент, выходящий из блока В образования простых эфиров, в блок С олигомеризации. На выходе из вышеупомянутого блока С в таком случае для фракционирования смеси может быть эффективно использовано обычное недорогое устройство для дистилляции, такое как дистилляционная колонна или резервуар для мгновенного равновесного испарения.
Примеры, следующие ниже, позволяют проиллюстрировать преимущества, связанные с настоящим изобретением.
Пример 1
В данном примере исходная смесь I представляет собой бензин КККС с температурой кипения в интервале от 40 до 150°С. Данный бензин содержит 10 ч/млн основного азота. Данную смесь направляют в реактор А, содержащий твердое вещество, представляющее собой смесь 20 мас.% оксида алюминия и 80 мас.% цеолита типа морденита. Цеолит, используемый в настоящем примере, имеет отношение кремний/алюминий, равное 45.
Давление в блоке составляет 0,2 МПа, отношение расхода жидкой смеси к объему кислого твердого вещества равно 1 литр/литр/час. Температура реактора равна 20°С.
В таблице 1 приведен состав исходной смеси I и состав эфлюента А, выходящего из блока А.
Затем эфлюент А направляют в реактор образования простого эфира В, содержащий ионообменную смолу Amberlyst 15, поставляемую фирмой Rohm & Haas. К упомянутому продукту добавляют метанол в соотношении 1 моль метанола на моль олефина. Давление в блоке В равно 3 МПа. Отношение расхода сырья к объему катализатора равно 1 литр/литр/час. Температура равна 90°С. В таблице 2 приведен состав эфлюента В, выходящего из блока В, сравнительно с составом эфлюента А.
Эфлюент В инжектируют в реактор олигомеризации С, содержащий катализатор, представляющий собой смесь 50 мас.% оксида циркония и 50 мас.% H3PW12O40. Давление в блоке равно 2 МПа, отношение расхода сырья к объему катализатора равно 1,5 литр/литр/час. Температура зафиксирована на величине 170°С. На выходе из блока С получают эфлюент С. Соответствующие содержания олефинов в эфлюентах А, В и С в зависимости от числа атомов углерода представлены в таблице 3.
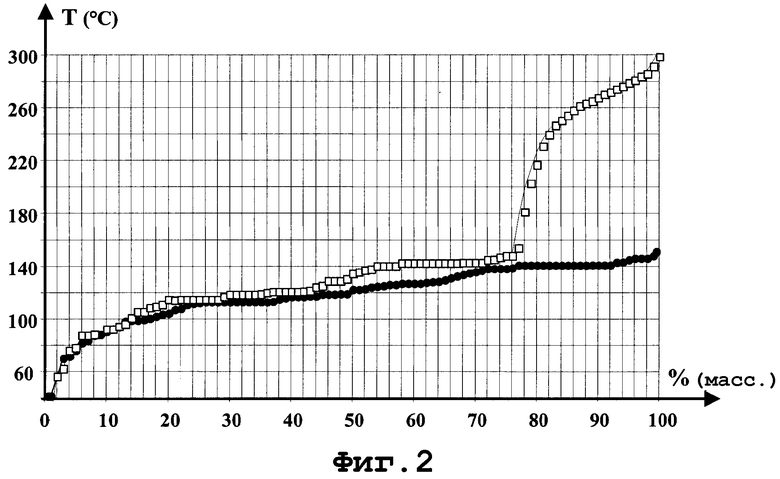
На Фиг.2 представлено сравнение расчетных кривых перегонки исходной смеси (черные кружки) и эфлюента С (белые квадраты). Видно, что 24 мас.% эфлюента перегоняются при температуре больше 150°С, являющейся конечной температурой дистилляции исходной смеси.
Эфлюент С в блоке D дистилляции перегоняется с образованием 2 фракций:
-легкой фракции β, интервал перегонки от 40 до 200°С с массовым выходом 78%,
-тяжелой фракции γ, содержащей углеводороды, начальная температура перегонки которой больше 200°С, с массовым выходом 22%.
Вышеупомянутую тяжелую фракцию γ направляют в реактор E гидрогенизации, содержащий катализатор, состоящий из подложки на основе оксида алюминия, на которую осаждены никель и молибден. Давление в блоке Е составляет 5 МПа, отношение расхода фракции к объему катализатора равно 2 литр/литр/час. Отношение расхода инжектируемого водорода к расходу фракции равно 600 литр/литр. Температура реактора составляет 320°С. Характеристики эфлюента Е, выходящего из блока Е, представлены в таблице 4.
Легкую фракцию β с интервалом перегонки от 40 до 200°С, выходящую из блока D, инжектируют в реактор F крекинга, содержащий Deloxan, поставляемый фирмой Degussa. Данный катализатор представляет собой полисилоксан, привитый кислотными группами алкилсульфонового типа (типа CH2-CH2-CH2-SO3H). Давление в блоке составляет 3 МПа. Отношение расхода фракции к объему катализатора равно 3 литр/литр. Температура равна 200°С. Характеристики бензиновой фракции G, выходящей из блока F, и после удаления метанола экстракцией водой могут быть сопоставлены с характеристиками исходной смеси I с помощью таблицы 5.
Можно констатировать, что настоящий способ позволяет исходя из бензиновой фракции получить простым и экономичным образом, то есть с использованием обычных и недорогих технологий, бензиновую фракцию (эфлюент G), обладающую низким содержанием олефинов и улучшенным октановым числом, и фракцию дизельного топлива (эфлюент Е) с высоким цетановым числом товарного качества.
Пример 2
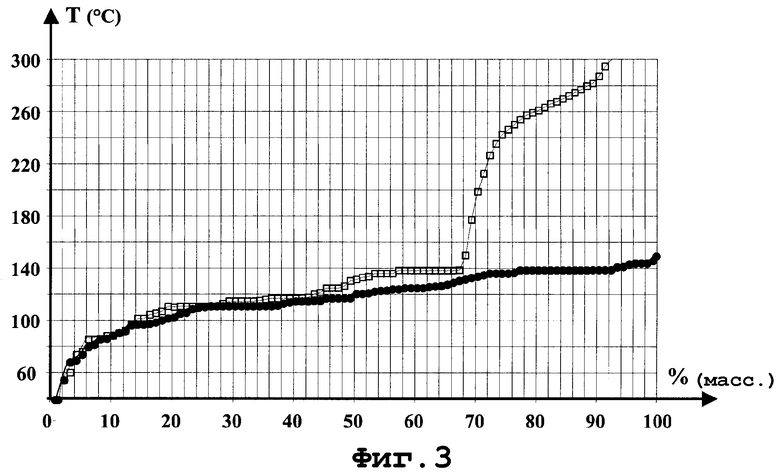
В данном примере ту же самую исходную смесь I обрабатывают в блоках A и В в условиях, идентичных условиям примера 1. Полученный эфлюент В вводят в реактор С, содержащий тот же самый катализатор и в тех же самых условиях, что в примере 1, с той разницей, что температуру в вышеупомянутом реакторе С на этот раз поддерживают при 350°С. На выходе из реактора С получают эфлюент С′, содержащий нулевые содержания олефинов С5-С9 или меньшие 0,02%. Фигура 3 представляет сравнение расчетных кривых перегонки исходной смеси (черные кружки) и эфлюента С′ (белые квадраты). В этот раз видно, что 32 мас.% эфлюента С′ перегоняются при температуре больше 150°С, являющейся конечной температурой дистилляции исходной смеси.
Эфлюент С′ перегоняется с образованием 2 фракций:
-легкой фракции β′, интервал перегонки от 40 до 200°С с массовым выходом 70%,
-тяжелой фракции γ′, содержащей углеводороды, начальная температура перегонки которой больше 200°С, с массовым выходом 30%.
Вышеупомянутую тяжелую фракцию γ' подают в реактор Е, содержащий тот же самый катализатор, что катализатор, используемый в примере 1 (носитель на основе оксида алюминия, на который осаждены никель и молибден). Давление в блоке составляет 5 МПа, отношение расхода сырья к объему катализатора равно 2 литр/литр/час. Отношение расхода инжектируемого водорода к расходу сырья равно 600 литр/литр. Температура реактора равна 320°С. Характеристики эфлюента Е', выходящего из блока Е, представлены в таблице 6.
Можно констатировать, что цетановое число дизельного топлива, полученного, когда олигомеризацию осуществляют при более высокой температуре (350°С), значительно меньше цетанового числа, полученного, когда олигомеризацию осуществляют при более низкой температуре (170°С). Дизельное топливо, полученное в результате олигомеризации при 350°С, не имеет товарного качества в отличие от дизельного топлива, полученного при 170°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРООБЕССЕРИВАНИЯ УГЛЕВОДОРОДНЫХ ФРАКЦИЙ | 2014 |
|
RU2652982C2 |
| СПОСОБ ГИДРООБЕССЕРИВАНИЯ ОЛЕФИНОВОГО БЕНЗИНА | 2017 |
|
RU2744855C2 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕВОДОРОДНЫХ СМЕСЕЙ С ВЫСОКИМ ОКТАНОВЫМ ЧИСЛОМ ПУТЕМ ГИДРОГЕНИЗАЦИИ УГЛЕВОДОРОДНЫХ СМЕСЕЙ, СОДЕРЖАЩИХ ФРАКЦИИ РАЗВЕТВЛЕННЫХ ОЛЕФИНОВ | 2004 |
|
RU2377277C2 |
| ДВУХСТАДИЙНЫЙ СПОСОБ ОБЕССЕРИВАНИЯ ОЛЕФИНОВЫХ БЕНЗИНОВ, СОДЕРЖАЩИХ МЫШЬЯК | 2008 |
|
RU2477304C2 |
| СПОСОБ ОБРАБОТКИ БЕНЗИНА ПУТЕМ РАЗДЕЛЕНИЯ НА ТРИ ФРАКЦИИ | 2017 |
|
RU2739989C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗИНОВ С РАСПРЕДЕЛЕНИЕМ ПОТОКОВ ОКСИГЕНАТА И ДВУХ ОЛЕФИНСОДЕРЖАЩИХ ФРАКЦИЙ | 2020 |
|
RU2747866C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСТИЛЛЯТНЫХ И МАСЛЯНЫХ ФРАКЦИЙ | 2001 |
|
RU2191205C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАЗВЕТВЛЕННЫХ УГЛЕВОДОРОДОВ | 2008 |
|
RU2456330C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГАЗОЙЛЯ КАТАЛИТИЧЕСКИМ КРЕКИНГОМ ПРОДУКТА СИНТЕЗА ФИШЕРА-ТРОПША | 2005 |
|
RU2388791C2 |
| СПОСОБ МЯГКОГО ГИДРОКРЕКИНГА, ВКЛЮЧАЮЩИЙ РАЗБАВЛЕНИЕ СЫРЬЯ | 2006 |
|
RU2412976C2 |
Изобретение относится к способу превращения смеси углеводородной загрузки, содержащей линейные и разветвленные олефины, включающие от 4 до 15 атомов углерода, причем вышеупомянутый способ содержит следующие стадии: а) селективное образование простых эфиров большинства разветвленных олефинов, присутствующих в вышеупомянутой загрузке, b) обработка линейных олефинов, содержащихся в вышеупомянутой загрузке, в условиях умеренной олигомеризации, с) разделение эфлюента, полученного на стадии b), по меньшей мере на две фракции: фракцию β, содержащую углеводороды, конечная температура кипения которых меньше температуры, находящейся в интервале от 150 до 200°С, фракцию γ, содержащую по меньшей мере часть углеводородов, начальная температура кипения которых больше температуры, находящейся в интервале от 150 до 200°С, d) обработка углеводородной фракции, содержащей простые эфиры, образовавшиеся на стадии а), в условиях по меньшей мере частичного крекинга простых эфиров, при этом вышеупомянутая обработка сопровождается разделением на бензиновую фракцию с улучшенным октановым числом и на фракцию, содержащую исходный спирт, е) гидрирование фракции γ в условиях получения газойля с высоким цетановым числом и удаление по меньшей мере части азотсодержащих или основных примесей, содержащихся в исходной углеводородной загрузке. 7 з.п. ф-лы, 6 табл., 3 ил.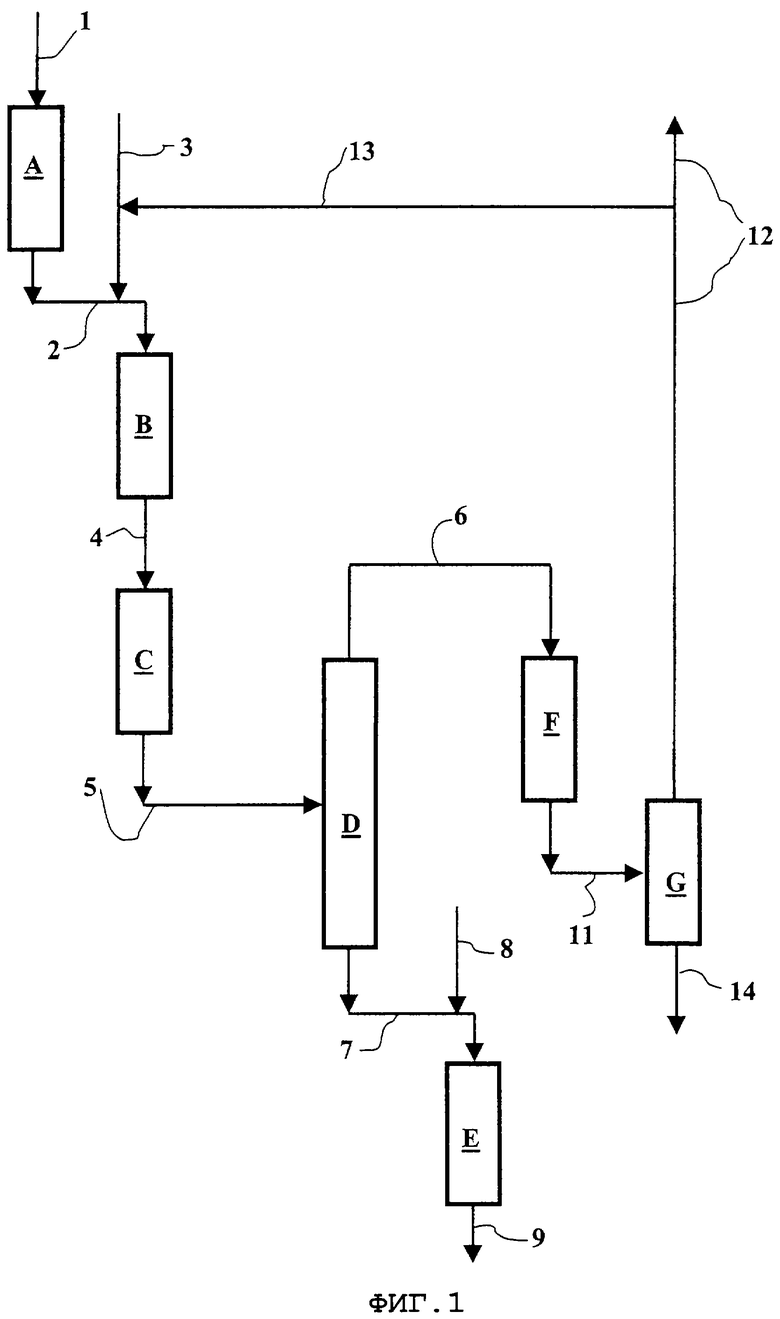
a) селективное образование простых эфиров большинства разветвленных олефинов, присутствующих в вышеупомянутой загрузке,
b) обработка линейных олефинов, содержащихся в вышеупомянутой загрузке, в условиях умеренной олигомеризации,
c) разделение эфлюента, полученного на стадии b), по меньшей мере на две фракции:
фракцию β, содержащую углеводороды, конечная температура кипения которых меньше температуры, находящейся в интервале от 150 до 200°С,
фракцию γ, содержащую по меньшей мере часть углеводородов, начальная температура кипения которых больше температуры, находящейся в интервале от 150 до 200°С,
d) обработка углеводородной фракции, содержащей простые эфиры, образовавшиеся на стадии а), в условиях по меньшей мере частичного крекинга простых эфиров, при этом вышеупомянутая обработка сопровождается разделением на бензиновую фракцию с улучшенным октановым числом и на фракцию, содержащую исходный спирт,
е) гидрирование фракции γ в условиях получения газойля с высоким цетановым числом и удаление по меньшей мере части азотсодержащих или основных примесей, содержащихся в исходной углеводородной загрузке.
| ПОГРУЗЧИК СКРЕБКОВОГО КОНВЕЙЕРА | 0 |
|
SU332243A1 |
| МАШИНА ДЛЯ РАСКЛАДКИ ПОДСТИЛАЮЩЕГО СЛОЯ | 0 |
|
SU237372A1 |
| US 4528411 А, 09.07.1985 | |||
| US 5382705 А, 17.01.1995 | |||
| Клапан устройства для изоляции опробуемого интервала скважины | 1975 |
|
SU659723A1 |
| US 6028239 А, 22.02.2002 | |||
| Способ получения высокооктановых компонентов бензинов | 1987 |
|
SU1444333A1 |

