Изобретение относится к металлообработке, к технологии машиностроения, в частности к фрезерованию фасонными фрезами, и может быть использовано, например, для обработки профиля поверхности катания колесных пар железнодорожного транспорта.
Известен способ фрезерования сборной фрезой, содержащей корпус с резцами, демпфирующие элементы, выполненные в виде тонкостенных втулок, и промежуточный диск [1].
Недостатком известного способа является ограниченность технологических возможностей, так как фреза предназначена только для обработки плоскостей и не позволяет обрабатывать тела вращения и поверхности сложной формы, которые получают на станках с ЧПУ или с использованием копира, а также сложность конструкции, сборки и настройки инструмента - все это делает процесс фрезерования дорогим и малопроизводительным.
Известен способ фасонного фрезерования поверхностей вращения, при котором используют фасонную фрезу, установленную на оправке, при этом заготовке и фрезе сообщают вращательное движение и движение подачи [2].
Недостатком известного способа является ограниченность технологических возможностей, так как фреза не реагирует на термомеханические и другие повреждения, встречающиеся в обрабатываемой заготовке и вызывающие вибрации и ударно-прерывистую обработку, что снижает качество и производительность обработки, а также поломку инструмента.
Задача изобретения - расширение технологических возможностей по обрабатыванию тел вращения и поверхностей сложной формы, а также упрощение конструкции, сборки и настройки инструмента, повышение производительности, качества обработки и стойкости фрезы путем обеспечения плавности процесса врезания и перевода кинетической энергии удара в потенциальную энергию изгиба упругой тарельчатой пружины.
Поставленная задача решается с помощью предлагаемого способа фасонного фрезерования поверхностей вращения, при котором фасонной фрезе, установленной на оправке, и заготовке сообщают вращательное движение и движение подачи, причем используют фрезу, установленную на оправке с возможностью вращения в подшипниках скольжения в виде втулок и упорных подшипниках качения, причем один торец фрезы выполнен рифленым для сопряжения с ответным рифленым торцом муфты, установленной на оправке на шлицах подвижно в осевом направлении и поджатой с помощью гайки к фрезе демпфирующим элементом в виде тарельчатой пружины, при этом второй торец фрезы поджат гайкой через один из упомянутых упорных подшипников качения. Кроме того, перед обработкой производят регулирование упругости демпфирующего элемента для повышения виброустойчивости, надежности работы и обеспечения плавно-прерывистого входа и выхода зубьев фрезы из контакта с обрабатываемой поверхностью, имеющей термомеханические и другие повреждения. При этом способ предназначен для обработки профиля поверхности катания колесных пар железнодорожного транспорта.
Сущность способа поясняется чертежами.
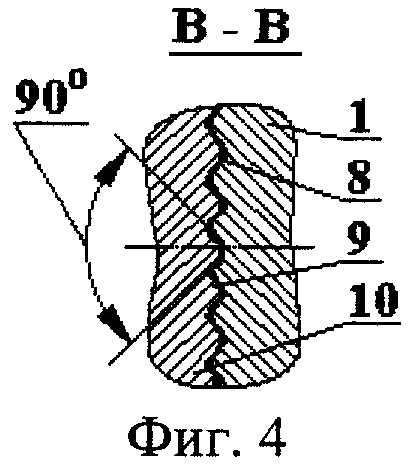
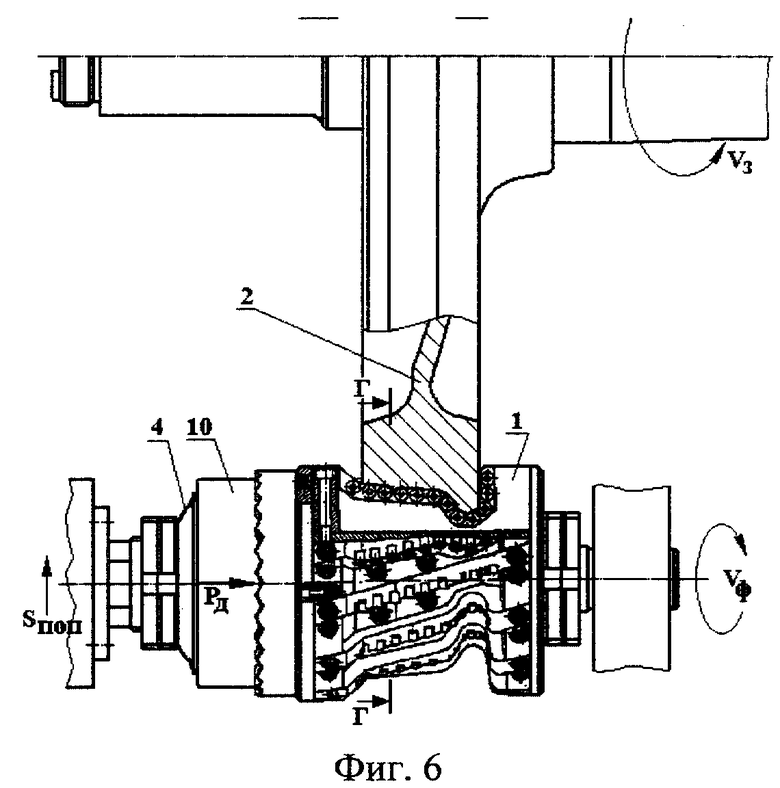
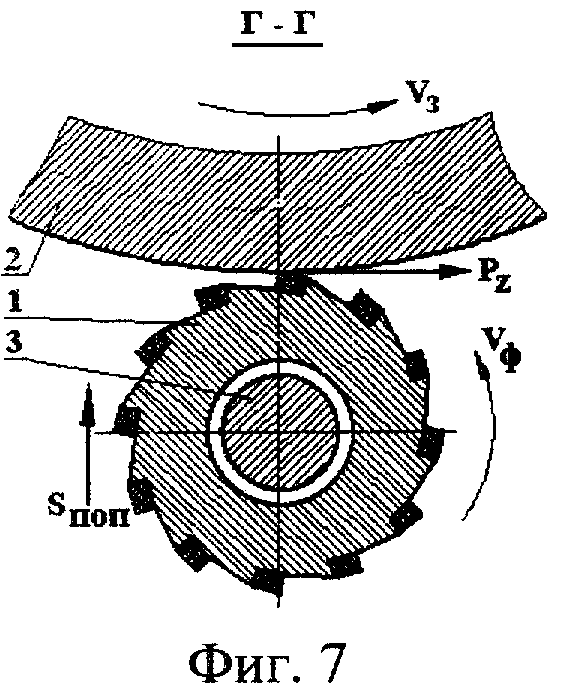
На фиг.1 изображено предлагаемое устройство для крепления фасонной фрезы, реализующее предлагаемый способ, общий вид в сборе, частичный продольный разрез; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг.1; на фиг.5 - элемент Д на фиг.1; на фиг.6 - схема обработки профиля поверхности катания колеса железнодорожного транспорта; на фиг.7 - сечение Г-Г на фиг.6.
Предлагаемый способ предназначен для обработки фасонной фрезой 1 профиля поверхности катания колес 2 железнодорожного транспорта, при котором заготовке и фрезе сообщают встречные вращательные движения и движение поперечной подачи.
Устройство, реализующее предлагаемый способ, содержит оправку 3, на которой установлена фасонная фреза 1 и демпфирующий элемент 4. Демпфирующий элемент 4 взят в виде тарельчатой пружины (например, по ГОСТ 3057-79) большой жесткости, изготовленной из пружинной стали (ГОСТ 14963-78).
Фреза 1 установлена на оправке 3 с возможностью вращения на подшипниках скольжения в виде втулок 5 и упорных подшипниках качения 6 и 7. Один торец (например, левый, см. фиг.1) фрезы 1 выполнен рифленым с радиальными треугольными рифлями 8, угол профиля которых равен 90°. Этот торец фрезы 1 сопрягается с ответным профилем, выполненным рифленым с радиальными треугольными рифлями 9 на торце муфты 10. Муфта 10 установлена на оправке 3 на шлицах 11 подвижно в осевом направлении и прижата к фрезе 1 тарельчатой пружиной 4 с помощью гайки 12 и контргайки 13.
Осевое усилие, создаваемое тарельчатой пружиной 4, воспринимается через муфту 10 и фрезу 1 упорным подшипником качения 6, который выполнен в виде расточенных дорожек под шарики на втором торце фрезы и на торце гайки 14, последняя зафиксирована от самоотвинчивания контргайкой 15. Дорожки качения радиально-упорного шарикоподшипника 7 выполнены на оправке 3 и в отверстии фрезы 1.
Такая конструкция подшипников 6 и 7 позволяет уменьшить габариты устройства, однако, в качестве подшипников 6 и 7 могут быть взяты стандартные, соответственно, упорный и радиально-упорный шарокоподшипники.
Способ обработки фасонной сборной фрезой 1, у которой требуемый фасонный профиль создается как огибающая кривая к совокупности простых по форме кромок отдельных ее режущих элементов, предназначен для обработки профиля поверхности катания колесных пар железнодорожного транспорта.
Фреза [2] состоит из корпуса, в пазах которого крепятся рейки с закрепленными на них круглыми твердосплавными пластинами диаметром 12...16 мм. Для получения необходимой шероховатости обработанной поверхности гнезда под пластинки на смежных рейках смещены относительно друг друга на 1,5...2 мм.
Предлагаемый способ обработки фасонной сборной фрезой позволяет самоадаптироваться к неоднородности обрабатываемого материала, к колебанию величины припуска и других термомеханических повреждений, вызывающих увеличение силы резания, и снизить ударные нагрузки на зубья инструмента в процессе обработки, что позволит повысить долговечность режущих элементов.
Дополнительная степень свободы - проворот относительно продольной оси, позволяет зубу, вошедшему в контакт с заготовкой, под действием увеличенной силы резания уменьшить угол поворота фрезы, тем самым уменьшить толщину снимаемой стружки.
Уменьшение угла поворота фрезы происходит за счет отжима муфты 10 и мгновенной остановки фрезы при непрерывном и равномерном вращении оправки и заготовки. Таким образом, при встрече с увеличенным припуском или термомеханическим повреждением на обрабатываемой поверхности устройство с фрезой 1 отреагирует и рифли 9 муфты 10 выйдут из зацепления с рифлями 8 фрезы 1, фреза начнет проскальзывать относительно муфты.
После прохождения участка с повышенной силой резания проскальзывание прекратится и фреза продолжит равномерно вращаться, ведомая муфтой.
При принятом угле 90° треугольных рифлей 8 и 9 соотношение силы резания Pz при оптимальных режимах резания и силы прижима муфты Рд к фрезе за счет упругости демпфера 4 следующее:
- при Pz<Рд - наблюдается нормальная работа фрезы, без проскальзывания и щелчков;
- при Pz>Рд - происходит проскальзывание фрезы относительно муфты и слышны характерные щелчки.
Способ, изображенный на фиг.1-7, предназначен для обработки профиля поверхности катания колесных пар железнодорожного транспорта, однако, он может быть эффективно использован для фасонного фрезерования любых поверхностей различных заготовок.
Для механической обработки при восстановлении профиля поверхности катания колесных пар железнодорожного транспорта применяется различный по конструкции режущий инструмент, у которого для режущей части используют различающиеся по форме и составу сменные пластины.
Основным препятствием для эффективного использования инструмента являются термомеханические и другие повреждения обода колеса, возникающие в процессе эксплуатации [2].
При вращении фрезы с постоянной скоростью в момент врезания зуба в заготовку в месте повышенной твердости происходит уменьшение скорости окружной подачи Vф режущего зуба фрезы за счет изгиба упругого демпфера - тарельчатой пружины и уменьшение ширины снимаемой стружки. Этим обеспечивается плавность процесса врезания и переход кинетической энергии удара в потенциальную энергию изгиба упругой тарельчатой пружины.
После выхода зуба из контакта с обрабатываемой деталью сдеформированный до этого упругий элемент приходит в свое первоначальное состояние, восстанавливая зацепление рифлей муфты с рифлями фрезой.
Благодаря наличию упругого демпфера, с помощью которого уменьшается скорость окружной подачи Vф фрезы, обеспечивается плавно-прерывистый вход и выход зубьев фрезы из контакта с термомеханическими и другими повреждениями обрабатываемой поверхности.
Пример. При производственных испытаниях обрабатывалась поверхность катания колесной пары железнодорожного транспорта с термомеханическими повреждениями, диаметр заготовки колес - 1009 мм, диаметр готовых деталей после обработки - 995 мм, обработка проводилась в один проход, поэтому глубина фрезерования составила - 7 мм.
Перед механической обработкой поверхности катания был проведен индукционный отжиг, средняя твердость по кругу катания после термообработки составила 289 НВ. Колесо изготовлено из стали марки 2 в соответствии с ГОСТ 10791-89 химический состав стали: С - 0,60%; Mn - 0,78%; Si - 0,31%; Р - 0,03%; S - 0,03%, остальное железо.
Режимы механической обработки: скорость вращения заготовки колеса - Vз=5 м/мин (nз=1,6 мин-1); скорость вращения фрезы - Vф=342 м/мин (nи=320 мин-1). Фасонная фреза, установленная по предлагаемому способу, имела количество зубьев z=10; наружный диаметр - 340 мм; чашечные пластины RPUX2710MO из твердого сплава Т14К8.
Обработка проводилась на модернизированном колесотокарном станке мод. КЖ 1836 (изготовлен на Краматорском КЗТС).
Испытаниями установлено, что при условии одинаковой производительности стойкость инструмента, работающего по предлагаемому способу, возросла в 2...2,5 раза по сравнению с традиционной обработкой, улучшилась шероховатость обработанной поверхности и повысилась виброустойчивость процесса, возросла производительность и снизился брак.
Источники информации
1. А.с. 1569105 СССР, МКИ 5 В 23 С 5/06. Сборная фреза. В.И.Петров и др. Заявка №4340167/31-08, завл. 07.12.87, опубл. 07.06 90. Бюл. №21.
2. Богданов А.Ф. и др. Восстановление профиля поверхности катания колесных пар. С-Пб, ПГУПС, 2000, с.50-54, фиг.2.7. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КРЕПЛЕНИЯ ФРЕЗЫ | 2004 |
|
RU2270078C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ АДАПТИРУЮЩИМСЯ ИНСТРУМЕНТОМ | 2004 |
|
RU2268111C2 |
| АДАПТИРУЮЩАЯСЯ ФРЕЗА | 2004 |
|
RU2253548C1 |
| СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2317877C1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 2022 |
|
RU2809615C1 |
| ФАСОННАЯ ФРЕЗА С ПОСЛЕДОВАТЕЛЬНОЙ СХЕМОЙ РЕЗАНИЯ | 2006 |
|
RU2317879C1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366545C1 |
| Устройство для фрезерной обработки колесных пар локомотивов и вагонов | 2021 |
|
RU2772881C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС НА ТОКАРНОМ СТАНКЕ С ЧПУ | 2012 |
|
RU2493940C1 |


Изобретение относится к области металлообработки, в частности к обработке профиля поверхности катания колесных пар железнодорожного транспорта. Способ включает сообщение фасонной фрезе, установленной на оправке, и заготовке вращательного движения и движения подачи. Для повышения стойкости за счет обеспечения плавности процесса врезания используют фрезу, установленную на оправке с возможностью вращения в подшипниках скольжения в виде втулок и упорных подшипниках качения. Один торец фрезы выполнен рифленым для сопряжения с ответным рифленым торцом муфты, установленной на оправке на шлицах подвижно в осевом направлении и поджатой с помощью гайки к фрезе демпфирующим элементом в виде тарельчатой пружины. При этом второй торец фрезы поджат гайкой через один из упомянутых упорных подшипников качения. Перед обработкой могут производить регулирование упругости демпфирующего элемента для повышения виброустойчивости, надежности работы и обеспечения плавно-прерывистого входа и выхода зубьев фрезы из контакта с обрабатываемой поверхностью, имеющей термомеханические и другие повреждения. 2 з.п. ф-лы, 7 ил.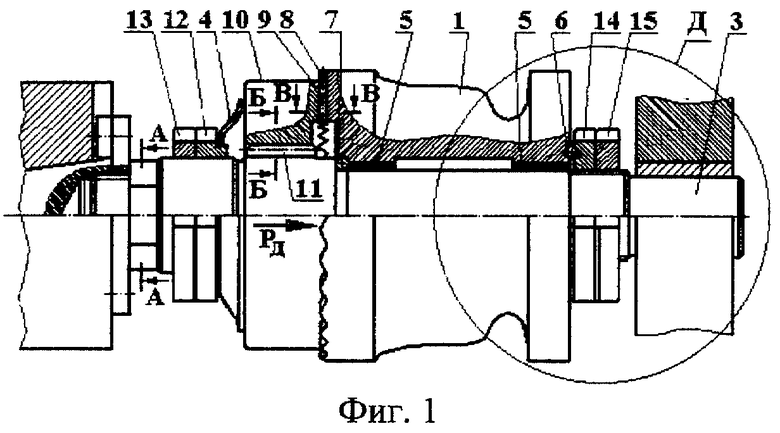
| БОГДАНОВ А.Ф | |||
| и др | |||
| Восстановление профиля поверхности катания колесных пар | |||
| СПб.: ПГУПС, 2000, с.50-54, фиг.2-7 | |||
| Предохранительное устройство | 1960 |
|
SU133719A1 |
| SU 753099 А, 07.08.1980 | |||
| Сборная фреза | 1987 |
|
SU1569105A1 |
| US 5890584 A, 06.04.1999. | |||

