Область техники, к которой относится изобретение
Изобретение относится к непрерывному прессу, в частности к двухленточному прессу, а также к способу регулирования траектории движения ленты пресса. Двухленточный пресс содержит две циркулирующие ленты, прижимаемые друг к другу.
Уровень техники
Соответствующие изобретению прессы данного типа описаны в патентных документах DE 4110678 С1 и в DE 19824723 С1.
Непрерывный пресс применяется для прессования смешанных с клеем частиц древесины, волокон, стружки или предварительно спрессованного волокнистого ковра, в особенности с подводом тепла.
Одна из проблем, присущих двухленточному прессу, заключается в уходе циркулирующей ленты влево или вправо, если смотреть по направлению движения ленты. Наиболее серьезная проблема - это уход ленты в области прессования. В двухленточном прессе эта область находится между валами на переднем и заднем концах, которые обходит циркулирующая стальная лента.
В области прессования имеются ролики или катки, оказывающие давление на соответствующие прессующие ленты в направлении прессуемого материала. Несколько катков может быть установлено параллельно друг другу и закреплено слева и справа на цепях. Привод цепей осуществляется зубчатыми колесами. Зубчатые колеса крепятся сбоку на входном или выходном валу. Таким образом, катки с цепями также образуют циркулирующую ленту. Катки, а точнее образованная с их помощью лента, примыкают одной стороной к прессующей ленте.
Упомянутые признаки по отдельности или в сочетании относятся к заявленному изобретению.
В патентном документе DE 4110678 С1 описан проходной пресс с циркулирующими стальными лентами. В непосредственной области прессования стальные ленты направляются катками или роликами. Изменяя давление, которое катки оказывают на прессующую ленту, можно корректировать траекторию соответствующей ленты.
Изменяя давление, оказываемое катками на прессующую ленту, в принципе можно, конечно, управлять траекторией стальной ленты, используемой для прессования. К сожалению, при таком способе решения проблемы одновременно изменяется и давление на прессуемый материал. Это снижает качество продукции.
Эта проблема стоит особенно остро в прессах большой длины. Здесь стремление циркулирующей прессующей ленты отклониться от заданной траектории в области прессования особенно заметно.
В патентном документе DE 19824723 С1 описан способ регулирования входного контура приемного отверстия непрерывного пресса. Согласно этому описанию верхняя пластина приемного отверстия деформируется с помощью дифференциальных цилиндров, образуя входной контур по меньшей мере с одной контактной зоной ковра со стороны входа, одной примыкающей к контактной зоне ковра зоной натяжения ковра и одной примыкающей к зоне натяжения ковра соединительной зоной ковра. Это позволяет избежать образования скоплений материала в процессе его уплотнения, а также выдувания даже при высоких скоростях прессования.
Раскрытие изобретения
Задача изобретения состоит в создании способа и устройства, в котором, с одной стороны, прессующая лента непрерывного пресса удерживает улучшенным образом заданную траекторию движения в области прессования, и, с другой стороны, не происходит ухудшения качества продукции, о чем говорилось выше.
Задача изобретения решается устройством, охарактеризованным признаками первого пункта формулы. Заявленный способ решается за счет признаков, содержащихся в независимом пункте.
Согласно изобретению давление катков на прессующую ленту не изменяется. Вместо этого изменяется только ориентация катков в плоскости, параллельной прессующей ленте. В исходном положении катки в идеале расположены перпендикулярно направлению движения прессующей ленты. Если прессующая лента нежелательным образом отклоняется от заданной траектории, то катки выходят из этого перпендикулярного положения относительно прессующей ленты таким образом, чтобы возникло противодействие, и прессующая лента вернулась на заданную траекторию. В результате обеспечивается возврат ленты в заданное положение или на заданную траекторию движения. При этом не требуется изменять давление, оказываемое катками на прессующую ленту. В результате обеспечивается сохранение неизменного качества продукции.
Устройство для реализации способа содержит в предпочтительном варианте измерительные устройства для определения траектории движения прессующей ленты в пределах области прессования. Устройство содержит далее управляющее устройство или средства управления для регулирования, в зависимости от определенной траектории ленты, положения катков описанным выше образом.
В качестве датчика для контроля траектории движения ленты применяется преимущественно механический датчик. В наиболее простом варианте он представляет собой наконечник с роликом, примыкающим к ленте. Когда лента меняет положение, датчик механически смещается. Механическое смещение регистрируется и вводится в управляющее устройство. Посредством управляющего устройства изменяется соответствующим образом положение зубчатых колес, направляющих цепи. Управление производится обычно силовыми цилиндрами с максимальным ходом предпочтительно не менее ±1 мм. Как правило, регулирование производится в диапазоне десятых долей миллиметра, чтобы надлежащим образом скорректировать траекторию движения ленты. Поэтому в принципе будет достаточен меньший ход, превышающий 1/10 миллиметра.
Как уже упоминалось, катки предпочтительно закреплены слева и справа на цепи, точнее на двух цепях. Привод цепей осуществляется зубчатыми колесами. Имеются зубчатые колеса, которые обеспечивают примыкание катков к соответствующей прессующей ленте. Другие зубчатые колеса располагаются в другой плоскости. Эти зубчатые колеса предназначены среди прочего для натяжения цепей.
По производственным причинам или вследствие усталостных явлений в материале звенья цепи могут различаться по длине, что нежелательно. Поэтому может случиться, что отдельные звенья, например в процессе эксплуатации, растянутся. Такое нежелательное растяжение приведет к отклонению ленты конвейера от заданной траектории влево или вправо, как об этом говорилось выше. Поэтому различная длина звеньев цепи ведет к нарушению технологического процесса.
В приемной области положение катков определяется положением входного вала. Поэтому здесь обеспечивается перпендикулярное положение катков относительно прессующей ленты, и, следовательно, прессующая лента вначале направляется надлежащим образом. Изменение требуемого перпендикулярного положения катков может происходить преимущественно в средней области, например, вследствие растяжения звеньев цепи. Это нежелательное отклонение от перпендикулярного положения особенно сильно проявляется, когда прессование не производится. Таким образом, вследствие растянутых звеньев цепи катки в средней области могут располагаться под наклоном («косо» или «диагонально»). Это означает, что катки или ролики ориентированы не перпендикулярно относительно направления транспортировки материала, в котором движется прессующая лента.
Прессуемый материал подается в пресс со значительно большей скоростью, которая обычно вдвое превышает скорость подачи катков. Вследствие этого прессуемый материал может оказаться в зоне, где катки вращаются, находясь в наклонном положении в упомянутом выше смысле. В этот момент нежелательное наклонное положение может привести к тому, что прессующая лента сойдет с заданной траектории. Указанная проблема имеет место только при запуске цикла прессования.
Поэтому в начале цикла прессования, т.е. при запуске процесса, необходимо следить за тем, чтобы запуск производился в условиях, когда не ожидается сход ленты вследствие наклонно расположенных катков, например, из-за разной длины звеньев цепи.
Согласно изобретению необходимо определить, в какой степени можно ожидать перекос, т.е. наклонное положение катков, например, вследствие нежелательного удлинения звеньев цепи. Эти вредные факторы учитываются при регулировании траектории движения. Поэтому перед запуском определяют, когда и где следует ожидать перекос катков, например, из-за растянутых звеньев цепи. В зависимости от этого будет регулироваться положение входного вала (входных валов) с находящимися на них зубчатыми колесами. Это позволяет начинать цикл прессования в любой момент времени. В результате ускоряется запуск прессования по сравнению с известными решениями.
Обнаружение растянутых звеньев цепи может осуществляться непосредственным или опосредованным способом.
Определение опосредованным способом может, например, заключаться в эмпирической проверке траектории движения прессующей ленты. По траектории ленты можно сделать заключение о наличии растянутых звеньев, т.е. можно эмпирически определить, как следует отрегулировать положение входного вала, чтобы избежать отказов из-за наличия звеньев цепи различной длины.
Длину звеньев цепи можно измерить и непосредственно. Однако это сопряжено с очень большими затратами, поскольку измерение нужно производить при остановленном прессе. Имеются ввиду различия порядка десятых долей миллиметра. Сотые доли миллиметра также играют определенную роль. А цепь вполне может иметь длину 100 м. Поэтому метрологические трудозатраты при проверке длины каждого звена цепи путем непосредственного измерения будут очень велики. Поэтому данный способ, как правило, не применяется. Однако в принципе непосредственное измерение возможно.
Другой способ измерения состоит в обеспечении на входных валах или на зубчатых колесах оптических меток или датчиков импульсов, генерирующих, например, электрические импульсы. Если звенья обеих цепей имеют одинаковую длину, то импульсы или метки не будут расходиться по времени. Датчики импульсов передают на приемник по одному импульсу одновременно, или два датчика одновременно измеряют маркировки. Если цепи неодинаковы вследствие различной длины звеньев цепей, то датчики будут регистрировать импульсы или метки в разные моменты времени. На основании этого можно определить различия длин звеньев цепи или, например, вычислить их. Это может быть использовано в качестве входной величины для предлагаемого изобретением регулирования. Посредством регулирования могут быть скомпенсированы дефекты цепей, т.е. различная длина звеньев. Тем самым можно повысить производительность по сравнению с известными решениями и/или улучшить производительность.
В другом варианте изобретения предпочтительно используются зубчатые колеса, предназначенные исключительно для измерения цепи. Эти дополнительные зубчатые колеса имеют датчики импульсов или оптические метки. Зубчатые колеса, в частности, устанавливаются друг за другом попарно. Расстояние между ними очень незначительно, например 1000 мм. Времена генерирования импульсов сравниваются между собой. Результирующие отклонения содержат информацию о результирующих отклонениях заданной длины цепи или длины звеньев цепи. Далее из этого непосредственно определяется перекос катков в области прессования. Таким образом, используются всего четыре зубчатых колеса. Предпочтительно они размещаются в области вывода, чтобы ни в коей мере не повлиять на производственный процесс. Дело в том, что в области прессования, т.е. в производственной зоне, полученная информация может быть ошибочной, так как влияние давления может исказить результаты.
Пара расположенных друг против друга зубчатых колес с датчиками импульсов или оптическими метками предназначена, в особенности, для точного определения положения катков. Расположенные друг за другом по ходу движения зубчатые колеса предназначены предпочтительно для точного определения длины звеньев цепи.
Таким образом, изобретение решает две проблемы:
1. Проблему, возникающую во время производственного процесса, т.е. во время прессования, которая была упомянута в начале при обсуждении уровня техники.
2. Вторую проблему, возникающую при запуске прессующего устройства, которая решается в одном из вариантов осуществления изобретения.
Изобретение применяется, в частности, при изготовлении многослойных покрытий пола. Многослойное покрытие пола содержит плиту предпочтительно из древесного материала, например, ДВП высокой или средней плотности или древесно-стружечных плит. На этот несущий материал сверху и снизу наносится бумага. На одной стороне предусматривается декоративная бумага, определяющая внешний вид покрытия. На другой стороне предусматривается специальная бумага, препятствующая короблению плиты после прессования. Над декоративной бумагой находится абразивный износостойкий слой, защищающий пол от истирания. Снизу может быть предусмотрен еще один слой из звукопоглощающего материала.
Согласно изобретению боковые участки прессующей ленты в области прессования надлежащим образом тормозятся или ускоряются для управления траекторией движения прессующей ленты.
Осуществление изобретения
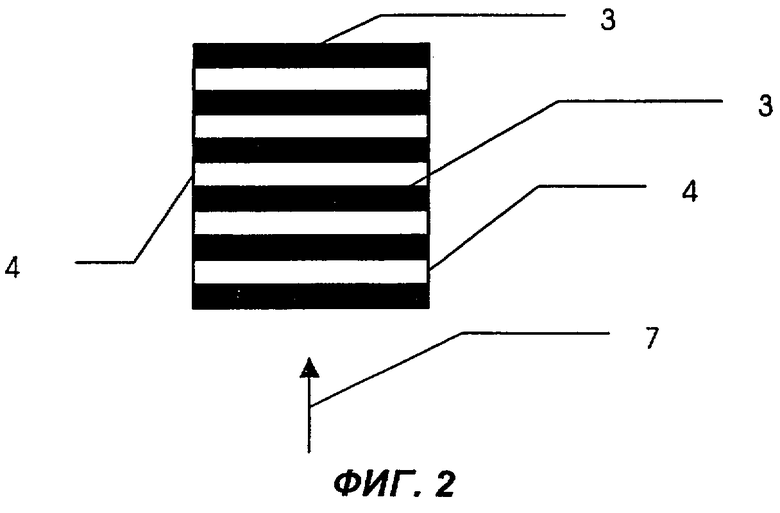
На фиг.1 схематически изображен непрерывный пресс для изготовления ДВП средней и высокой плотности, древесно-стружечных плит и подобных изделий. Две стальные прессующие ленты 1 вращаются вокруг валов 2. Установленные в подшипниках вращающиеся стержни, именуемые катками 3, соединены между собой наподобие ленты цепями 4. Привод цепей 4 осуществляется не изображенными на чертеже зубчатыми колесами. Зубчатые колеса находятся на концах входных валов 5 и выходных валов 6. Образованная катками 3 лента циркулирует вокруг валов 5 и 6, хотя, как правило, со значительно меньшей скоростью, чем скорость, с которой прессующие ленты 1 вращаются вокруг валов 2. Вследствие этого вращаются установленные в подшипниках катки.
Прессуемый материал подается в пресс по стрелке 7. Предварительное прессование происходит в области, с которой граничат катки.
На фиг.2 изображен вид на катки 3 сверху. Они расположены перпендикулярно направлению подачи 7.
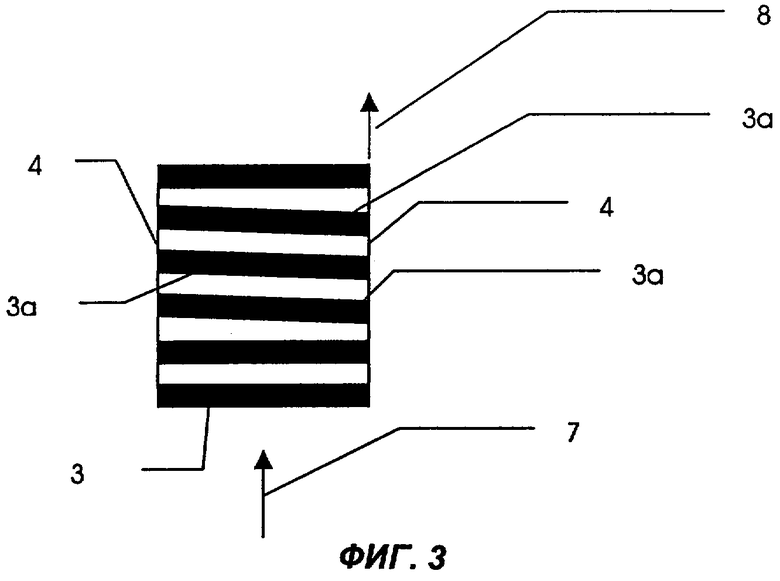
На фиг.3 представлена на виде сверху ситуация, при которой группа катков 3а вследствие различной длины звеньев цепей 4 ориентирована не строго перпендикулярно направлению движения ленты. Такое диагональное или наклонное положение вызывает нежелательное отклонение прессующей ленты от заданной траектории, когда расположенный под наклоном каток давит на прессующую ленту, передавая давление на прессуемый материал.
Противодействие отклонению от заданной траектории согласно изобретению оказывается, например, тем, что не изображенный на фиг.3 выходной вал временно перекашивается в противоположном направлении, т.е. смещается по правой стороне на фиг.3 в направлении стрелки 8, чтобы скомпенсировать перекос катка 3а.
Такая компенсация предназначена для того, чтобы обеспечить возможность запуска цикла прессования без учета влияния различий в длине звеньев цепи. Вне зависимости от этого входные и выходные валы или другие соответствующие валы и т.п. непрерывно ориентируются в зависимости от траектории прессующей ленты так, чтобы улучшить соблюдение заданной траектории прессующей ленты.
Чтобы обнаружить различия в звеньях цепи 4, например, в одном из вариантов два зубчатых колеса 9 расположены друг за другом и снабжены метками или датчиками импульсов 10 (см. фиг.4). Не показанные сенсоры регистрируют метки, например, в изображенном положении "три часа". Если обе метки регистрируются сенсорами одновременно, значит, звеньев цепи с разной длиной не имеется. Только если между двумя зубчатыми колесами оказывается звено, например, растянутое по сравнению с остальными звеньями, метки будут зарегистрированы в различные моменты времени. Зная скорость вращения зубчатых колес и разницу во времени, можно вычислить разницу в длине звеньев. Эта информация используется для регулирования положения катков.
Вид сверху по фиг.5 поясняет, как можно определить траекторию прессующей ленты или отклонение от заданной траектории. Установленные в поворотных опорах ролики 11 прижимаются пружинами к соответствующему краю прессующей ленты. Они могут перемещаться в направлении двойной стрелки 12. Датчик перемещения 13 может измерять перемещение вдоль двойной стрелки 12.
Когда прессующая лента 1 отклоняется от заданной траектории, ролики 11 соответственно перемещаются вдоль двойной стрелки 12. Соответствующий датчик перемещения 13 фиксирует изменение. Это изменение непосредственно соответствует отклонению от заданной траектории.
Измеренное изменение передается в электронный блок. Последний регулирует наклонное положение или перекос соответствующих валиков для восстановления заданной траектории.


Изобретение относится к непрерывному прессу, в частности к двухленточному прессу, а также к способу регулирования траектории движения ленты пресса. Пресс содержит по меньшей мере одну циркулирующую прессующую ленту и средства управления для регулирования траектории движения прессующей ленты, содержащие катки и позиционирующие средства для установки катков с наклоном относительно направления движения прессующей ленты. Катки прикреплены сбоку к циркулирующим цепям. Пресс снабжен средствами для регулирования положения катков в зависимости от длины индивидуальных звеньев циркулирующих цепей. В результате обеспечивается создание способа и устройства, в котором прессующая лента удерживает заданную траекторию движения в области прессования без ухудшения качества продукции. 2 н. и 5 з.п. ф-лы, 5 ил.
| DE 19931175 А, 11.01.2001 | |||
| Конвейерный пресс | 1959 |
|
SU127576A1 |
| ФОРМОВЫРАВНИВАЮЩАЯ ПЛИТА ПРЕССА, ДВУХЛЕНТОЧНЫЙ ПРЕСС, ОДНО- ИЛИ МНОГОЭТАЖНЫЙ ПРЕСС | 1992 |
|
RU2085391C1 |
| US 4043733 A, 23.08.1977 | |||
| СПОСОБ ПОДГОТОВКИ ЗЕРНА К ХРАНЕНИЮ | 2002 |
|
RU2220553C1 |

