Изобретение относится к прессам непрерывного действия для изготовения древесностружечных плит и может быть применено в деревообрабатывающем маши-ностроении.
Известен пресс непрерывнЬго 5 действия для изготовления древесностружечных плит, включающий прессующие ленты, нижние и верхние ролики и барабан
Недостаток пресса заключается в 10 том, что вследствие тяговых усилий, BosijHKajomHX в нижней ленте, которая является лентой формирующего .транспортера, нижняя лента пресса в зоне входа всплывает, отрываясь 15 от нижних роликов. Равенство горизонтальных составляющих скоростей верхней и нижней лент нарушается, что приводит к появлению напряжений по вертикальному сечению, смещению 20 слоев и нарушению структуры прессуемой плиты, что в свою очередь вызывает расслоение и коробление готовой плиты.
Наиболее близким к предложенному 25 по технической сущности и достигаемоМу результату является пресс непрерывного действия для изготовления древесностружечных плит, включающий верхний и нижний- прессу- ,-. щие узлы, состоящие из бесконеч- , ных прессующих лент, огибающих натяжные и ведущие барабаны, и систему прессующих роликов Г2.
Однако конструкция пресса предусматривает наличие клина во входной части иресса, в связи с чем возникают недопустимые напряжения изгиба: прессующей ленты, что приводит к ее ра,эрыву. . , Кроме ТОГО,В случае выполнения 40 переходного клина со скруглением образуется стружечная волна- перед барабаном верхнего прессующего узла, что приводит к послойному -нарушению готовых стружечных плит.45
Цель изобретения - повышение качества плит.
. Поставленная цель достигается тем, что пресс снабжен системой JQ регулирования натяжения верхней прессующей ленты, содержащей датчики прогиба верхней и нижней лент, расположенные соответственно между верхними и между нижними прессующими « роликами, датчик толщины ковра, размещенный у входа в пресс, а также сумматор,.электромагнитный вентиль и установленные на оси натяжного барабана верхнего прессующего узла гидродомкраты, причем выходы датчиков прогиба лент и выход датчика толщины ковра подключены к входу сумматора,- выход которого подключен к электромагнитному вентилю, соединенному с
гидродомкратами.65
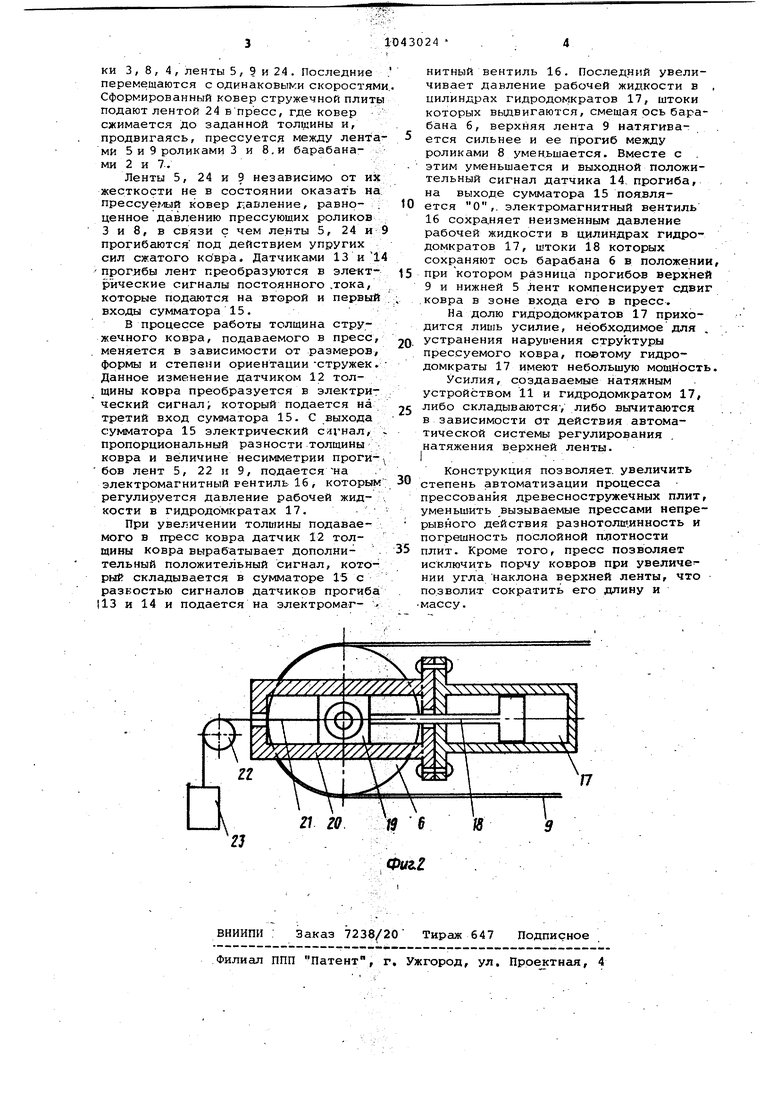
На фиг. 1 представлена структурна схема пресса для непрерывного изготовления древесностружечных плит,на фиг. 2 - узел крепления гидродомкрата к барабану верхнего прессующего узла, вид сбоку.
Пресс включает нижний прессующий узел, состоящий из натяжного барабана 1, ведущего барабана 2, прессующих роликов 3,.натяжного ролика 4, охваченных нижней прессующей лентой 5, а также верхний прессующий узел, состоящий из натяжного барабана б, ведущего барабана 7, прессующих роликов 8, охваченных верхней прессующей лентой 9.
На осях нижнего 1 и верхнего б барабанов установлены соответственно нижнее 10 и верхнее 11 натяжные устройства, которые размещены с обеих сторон барабанов и служат для создания основного усилия натяжения прессующих лент 5 и 9.
Пресс имеет систему регулирования натяжения верхней прессующей ленты 9, состоящую из датчика 12 толщины ковра, размещенного перед входом в пресс, датчика 13 прогиба нижней прессующей ленты 5 и датчика 14 прогиба верхней прессующей ленты 9, размещенных соответственно между нижними 3 и верхними 8 прессующими роликами. Система регулирования включает также сумма тор 15 и электромагнитный вентиль 16, а также гидродомкраты 17, закрепленные своими штоками 18 с. двух сторон на оси верхнего натяжного барабана б.
Гидродомкраты 17 своим корпусом закреплены к верхнему натяжному устройству 11.
Верхнее натяжное устройство 11 состоит из двух аналогичных частей, включающих в себя каретки 19,. направляющие 20, тросы 21, огибающие оолики 22, соединенные с грузами 23.
Грузы 23 создают основное натяжно усилие верхней ленты 9. Каретки 19 соединены через подшипники с противоположными концами оси верхнего натяжного барабана 6 и имеют возможность перемещаться по направляющим 20, закрепленным неподвижно -на станине пресса. К направляющим 20 прикреплены гидродомкраты 17, относящиеся к автоматической системе регулирования натяжения верхней ленты. Штоки 18 гидродомкратов 17 соединены с каретками 19. К противоположным сторонам кареток 19 прикреплены тросы 21. Стружечный ковер поступает в пресс на формирующей транспортной ленте 24
Пресс работает следующим образом.
Натяжные устройства 10 и 11 настраиваются на одинаковые усилия натяжения. Приводами приводятся в движение барабаны 1, 2, 6 V 7, ролит ки 3,8,4, ленты 5, и 24 . Последние перемещаются с одинаковыми скоростям Сформированный ковер стружечной плит подают лентой 24 впресс, где ковер сжимается до заданной толщины и, продвигаясь, прессуется между лента ми 5 и 9 роликами 3 и 8,и барабанами 2 и 7.. Ленты 5, 24 и 9 независимо от их жесткости не в состоянии оказать на npeccyer-bifl ковер д авление, равноценное давлению прессующих роликов 3 и 8, в связи с чем ленты 5, 24 и прогибаются под действием упругих сил сжатого кс/вра. Датчиками 13 и1 прогибы лент преобразуются в электрические сигналы постоянного .тока, которые подаются на второй и первый входы сумматора 15. В процессе работы толщина стружечного ковра, подаваемого в пресс . меняется в зависимости от размеров, формы и степени ориентации стружек Данное изменение датчиком 12 толщины ковра преобразуется в электрический сигнал; который подается на третий вход сумматора 15. С выхода сумматора 15 электрический сигнал, пропорциональный разности толщины ковра и величине несимметрии прогйбов лент 5, 22 и 9, подается на электромагнитный вентиль 16, которым регулируется давление рабочей жидкости в гидродомкратах 17. При увеличении толшины подаваемого в пресс ковра датчик 12 толщины ковра вырабатывает дополнительный положительный сигнал, который складывается в сумматоре 15 с разностью сигналов датчиков прогиба |13 и 14 и подается на электромаг- v нитный вентиль 16. Последний увеличивает давление рабочей жидкости в , цилиндрах гидродомкратов 17, штоки которых вьщвигаются, смещая ось барабана 6, верхняя лента 9 натягивается сильнее и ее прогиб между роликами 8 уменьшается. Вместе с . этим уменьшается и выходной положительный сигнал датчика 14. прогиба, на выходе сумматора 15 поя.вляется О,, электромагнитный вентиль 16 сохра.няет неизменным давление рабочей жидкости в цилиндрах гилродомкратов 17, штоки 18 которых сохраняют ось барабана 6 в положении, при котором разница прогибов верхней 9 и нижней 5 лент компенсирует сдвиг .ковра в зоне входа его в пресс. На долю гидродомкратов 17 приходится лишь усилие, необходимое для устранения нарупения структур.ы прессуемого ковра, поетому гидродомкраты 17 имеют небольшую мощность. Усилия, создаваемые натяжным устройством 11 и гидродомкратом 17, либо складываются-, либо вычитаются в зависимости от действия автоматической системы регулирования натяжения верхней ленты. Конструкция позволяет, увеличить степень автоматизации процесса прессования древесностружечных плит, уменьшить вызываемые прессами непрерывного действия разнотолш.инность и погрешность .послойной плотности плит. Кроме того, пресс позволяет исключить порчу ковров при увеличении угла наклона верхней ленты, что позволит сократить его длину и массу.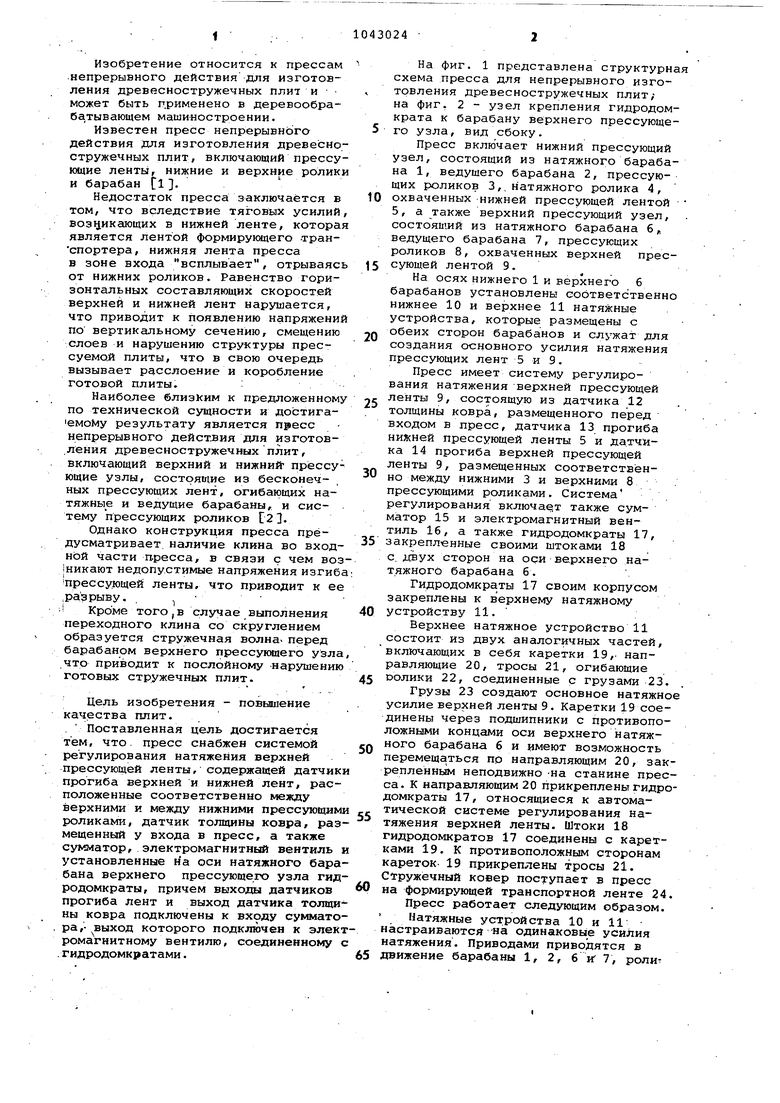
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для непрерывного изготовления древесностружечных плит | 1981 |
|
SU952660A1 |
| Пресс для подпрессовки древесно-стружечного ковра в производстве плит | 1986 |
|
SU1384388A2 |
| Пресс для подпрессовки древесностружечного ковра в производстве плит | 1980 |
|
SU1054097A1 |
| Устройство для непрерывного изготовления плит типа древесностружечных | 1974 |
|
SU532327A3 |
| Пресс для непрерывного изготовления древесностружечных плит | 1983 |
|
SU1100131A1 |
| ПРЕСС И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ | 2003 |
|
RU2310558C2 |
| Пресс для непрерывного изготовления древесностружечных плит | 1984 |
|
SU1197850A1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| Машина для формирования стружечного ковра | 1985 |
|
SU1289689A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ, ДРЕВЕСНОВОЛОКНИСТЫХ И ТОМУ ПОДОБНЫХ ПЛИТ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2044635C1 |
ПРЕСС НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ, включающий верхний и нижний , прессующие узлы, состоящие из бесконечных прессующих лент, огибающих натяжные и ведущие барабаны, и систему прессующих роликов, л ичающийся тем, что, с целью повышения качества плит, пресс снабжен системой регулирования натя-. жения .верхней прессующей ленты, содержащей датчики прогиба верхней и нижней лент, расположенные соответственно между верхними и между нижними прессующими роликами, датчик толщины ковра, размещенный у входа в пресс, а также сумматор, электромагнитный вентиль и установленные на оси натяжного барабана верхнего прессующего узла гидродомкраты, причем выходы датчиков прогиба лент и выход датчика толщины ковра подключены к входу сумматора, выход которого подключен к элемтромагнитному вентилю, соединенному с гидроW домкратами.. , 4i ОО О tc 4;:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пресс для непрерывного изготовления плит | 1974 |
|
SU503739A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Солесос | 1922 |
|
SU29A1 |
