Настоящее изобретение относится к металлическому сотовому элементу, прежде всего к сотовому элементу для системы выпуска отработавших газов (ОГ), образующихся при работе двигателя внутреннего сгорания (ДВС). Подобные сотовые элементы используются в качестве носителей каталитически активного материала и/или адсорбента, а также в иных аналогичных целях.
Металлические сотовые элементы, используемые прежде всего для нейтрализации ОГ автомобилей, должны удовлетворять самым разнообразным, иногда противоречивым требованиям, между которыми поэтому отчасти приходится искать компромиссы. Подобные сотовые элементы должны иметь максимально возможную площадь поверхности для протекания на ней необходимых каталитических реакций или адсорбционных процессов. Во многих случаях требуется наличие у сотового элемента малой теплоемкости, чтобы он мог быстро прогреваться до своей необходимой рабочей температуры, или же, наоборот, высокой теплоемкости, чтобы он мог более длительно сохранять свою рабочую температуру, но не прогревался слишком быстро до высоких температур. Подобная конструкция, как очевидно, в целом должна обладать достаточной механической устойчивостью, т.е. должна быть способна выдерживать воздействие пульсирующего потока газа и механических нагрузок, возникающих при движении транспортного средства. Материал, из которого изготавливаются подобные сотовые элементы, должен обладать стойкостью к высокотемпературной коррозии, но при этом должен допускать по меньшей мере возможность такой его обработки, которая позволяет простым и экономичным путем изготавливать из него сотовые элементы требуемой конструкции. Во многих случаях внутри сотового элемента необходимо также предусматривать профильные структуры для воздействия на проходящий через него поток, например для улучшения его контакта с поверхностью или для его перемешивания в поперечном направлении. Помимо этого соответствующий сотовый элемент должен быть рентабельным в изготовлении в условиях массового производства.
Отдельные аспекты рассмотренных выше проблем подробно описаны в многочисленных публикациях, отражающих уровень техники в данной области.
Металлические сотовые элементы подразделяют главным образом на два конструктивных типа. К одному из них, который появился первым и примеры которого рассмотрены в DE 2902779 А1, относятся сотовые элементы спирального типа, при изготовлении которых в основном один гладкий и один гофрированный металлические листы накладывают друг на друга и затем совместно свертывают в рулон, который в сечении имеет спиральную форму. Сотовые элементы другого конструктивного типа изготавливают из множества попеременно чередуемых гладких и гофрированных или множества попеременно чередуемых гофрированных по-разному металлических листов, которые сначала набирают в один или несколько пакетов, которые затем совместно свертывают в рулон. При этом концы всех металлических листов располагаются диаметрально снаружи, и их можно соединить с корпусом или трубчатым кожухом с образованием многочисленных соединений, повышающих долговечность сотового элемента. Типичные примеры сотовых элементов этого конструктивного типа описаны в ЕР 0245737 В1 или WO 90/03220. Кроме того, уже давно известно снабжение металлических листов дополнительными профильными структурами для воздействия на проходящий через сотовый элемент поток текучей среды и/или для его перемешивания в поперечном направлении между отдельными проточными каналами. Типичные примеры сотовых элементов подобной конструкции описаны в WO 91/01178, WO 91/01807 и WO 90/08249. Помимо этого были также разработаны сотовые элементы конической формы, которые в некоторых случаях также снабжаются дополнительными профильными структурами для воздействия на проходящий через сотовый элемент поток текучей среды. Подобный сотовый элемент описан, например, в WO 97/49905. Известно далее выполнение в сотовом элементе выемки или полости под размещаемый в ней датчик, прежде всего кислородный датчик (называемый также лямбда-зондом). Пример такого сотового элемента описан в DE 8816154 U1.
Кроме того, уже давно известно также использование для изготовления сотовых элементов снабженных прорезями металлических листов, в частности растянутых перфорированных листов и аналогичных листов с прорезями. Обзорную информацию о различных форме и расположении отверстий в металлических листах, используемых для изготовления из них носителей каталитических нейтрализаторов, можно найти в патенте US 5599509, включая упомянутые в нем публикации. Согласно этому патенту отверстия в металлических листах целенаправленно используются для снижения теплоемкости сотового элемента в его передней части относительно теплоемкости его задней части.
Несмотря на большое разнообразие направлений, в которых согласно обширному уровню техники велись разработки сотовых элементов, в конечном итоге сформировалось небольшое количество общих направлений разработки сотовых элементов. В соответствии с одной из таких тенденций разработки направлены на постоянное уменьшение толщины листов фольги, цель которого состоит в обеспечении большой площади поверхности при малом расходе материала и малой теплоемкости сотового элемента. Очевидный недостаток этого направления состоит в том, что с уменьшением толщины листов фольги пропорционально возрастает их чувствительность к механическим нагрузкам и сокращается ресурс изготовленных из них сотовых элементов. Одновременно с этим возникло еще одно направление, которое ориентировано на постоянное увеличение плотности размещения каналов по сечению сотового элемента и которое отчасти обусловлено тенденцией к постоянному уменьшению толщины листов фольги. Для улучшения массообмена с поверхностями сотового элемента в них стали выполнять микропрофильные структуры для воздействия на проходящий через сотовый элемент поток текучей среды, прежде всего так называемые поперечные профильные структуры, или же внутри сотового элемента стали предусматривать потоконаправляющие поверхности или дополнительные передние кромки. Несмотря на известные преимущества, которые для перемешивания потока текучей среды в поперечном направлении обеспечивают отверстия в металлических листах, возможность систематического размещения сквозных отверстий, через которые свободно может проходить текучая среда, в преобладающей части объема каталитического нейтрализатора до настоящего времени практически не рассматривалась, поскольку это противоречит тенденции к постоянному увеличению площади поверхности в постоянно уменьшаемом объеме сотового элемента. Если прорези и/или потоконаправляющие поверхности и аналогичные профильные структуры не уменьшают площадь поверхности внутри сотового элемента, то многочисленные отверстия, как раз наоборот, значительно уменьшают площадь поверхности внутри сотового элемента и к тому же по меньшей мере при их выполнении путем удаления материала являются причиной увеличения расхода исходного материала без соответствующего увеличения площади поверхности внутри сотового элемента, что также противоречит указанной выше тенденции. Поэтому отверстия в металлических листах для изготовления сотового элемента предусматривали только в том случае, когда такие отверстия должны были выполнять строго определенную функцию в определенном месте сотового элемента, например обеспечивать перемешивание потока текучей среды в поперечном направлении или снижать теплоемкость отдельных частей сотового элемента относительно других его частей.
В отрыве от всех остальных факторов рассмотренный выше подход к конструированию металлического сотового элемента абсолютно верен, однако при этом нельзя не учитывать тот факт, что в последующем на металлический сотовый элемент наносится покрытие из материала, который во многих случаях содержит помимо прочих и дорогие благородные металлы в качестве каталитически активных компонентов. Поэтому увеличение площади поверхности внутри сотового элемента неизбежно влечет за собой и увеличение расхода дорогого материала для нанесения покрытия. По результатам проведенных испытаний неожиданно было установлено, что при определенном выборе таких параметров, как размер, распределение и плотность размещения множества отверстий в объеме сотового элемента, он при меньшей площади своей поверхности обеспечивает столь же высокую эффективность каталитического превращения, что и сотовый элемент без отверстий в металлических листах, из которых он изготовлен и на которые нанесено большее количество материала покрытия.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача разработать металлический сотовый элемент, который при приемлемых количестве, размерах и распределении отверстий был бы наиболее пригоден для применения в качестве носителя покрытия, прежде всего при экономном расходовании материала покрытия.
Указанная задача решается с помощью предлагаемого в изобретении металлического сотового элемента, отличительные признаки которого представлены в п.1 формулы изобретения. Такой сотовый элемент, имеющий осевую длину и выполненный из металлических листов, которым придана профильная структура, обеспечивающая возможность прохождения через сотовый элемент потока текучей среды, прежде всего потока отработавших газов, образующихся при работе двигателя внутреннего сгорания, в направлении от расположенного с входной стороны торца сотового элемента к его расположенному с выходной стороны торцу и которые по меньшей мере на отдельных участках имеют множество отверстий, отличается тем, что он в частичном объеме, осевая протяженность которого составляет по меньшей мере 55% от осевой длины сотового элемента, а радиальный размер составляет по меньшей мере 20 мм, имеет отверстия во всех металлических листах при соблюдении следующих условий:
- площадь каждого из отверстий составляет от 1 до 120 мм2,
- в частичным объеме площадь поверхности металлического листа из-за наличия отверстий уменьшена на 10-80%, предпочтительно на 35-60%, по сравнению с площадью поверхности неперфорированного металлического листа,
- частичный объем оканчивается на расстоянии от каждого торца сотового элемента, и поэтому ни одно отверстие не касается торцовых краев металлических листов или не пересекается с торцовыми краями металлических листов.
По результатам проведенных испытаний было установлено, что предлагаемый в изобретении сотовый элемент с отверстиями в образующих его металлических листах благодаря улучшенному характеру прохождения потока внутри него и благодаря обусловленному этим улучшенному массообмену между проходящим через него потоком и своей поверхностью сопоставим по своей эффективности с сотовым элементом без отверстий в образующих его металлических листах, а при определенных условиях даже превосходит его даже несмотря на меньшее количество материала покрытия. Размеры отверстий в металлических листах подобраны с таким расчетом, чтобы, с одной стороны, при нанесении покрытия на сотовый элемент исключалось образование полностью закрывающей отверстия пленки из материала покрытия, а с другой стороны, исключалась возможность закупорки отверстий частицами, присутствующими в потоке очищаемой текучей среды. Иными словами, речь при этом идет не об отверстиях, аналогичных отверстиям в фильтре для улавливания твердых частиц, а об отверстиях, через которые свободно может проходить очищаемая текучая среда, прежде всего ОГ, образующиеся при работе ДВС. Исходя из технологических соображений, а также исходя из необходимости обеспечить высокую долговечность сотового элемента при последующей его эксплуатации важно исключить возможность "разлохмачивания" торцовых краев металлических листов в готовом сотовом элементе из-за наличия отверстий или их частей, в связи с чем отверстия должны располагаться на удалении от торцов сотового элемента.
Наличие в образующих сотовый элемент металлических листах отверстий является, как уже говорилось выше, скорее преимуществом, чем недостатком, и поэтому частичный объем с отверстиями в металлических листах должен занимать более 60%, предпочтительно более 90%, от всего объема сотового элемента. Соблюдение этого условия позволяет добиться наибольшего положительного эффекта от наличия отверстий в металлических листах.
Исходя из соображений механической прочности и аэродинамических соображений площадь каждого из отверстий предпочтительно ограничивать пределами от 5 до 60 мм2. Отверстия, размеры которых имеют подобный порядок величин, просты в изготовлении, не создают помех нанесению покрытия и обеспечивают достижение указанных выше преимуществ, состоящих в интенсификации массообмена. Помимо этого отверстия, размеры которых имеют указанный порядок величин, обеспечивают эффективное перемешивание потока текучей среды в поперечном направлении, а также эффективный отвод тепла изнутри сотового элемента наружу не только за счет теплопроводности, но и за счет теплового излучения, при котором тепло свободно проходит через отверстия в далеко расположенные снаружи зоны. Очевидно, что чем больше суммарная площадь отверстий по сравнению с остальной суммарной площадью поверхности металлических листов, тем интенсивнее проявляются эти эффекты.
В уровне техники применительно к сотовым элементам сравнимого назначения описаны отверстия в металлических листах, имеющие почти во всех случаях многогранные контуры. С механической точки зрения наличие у отверстий таких контуров является при воздействии циклических знакопеременных нагрузок недостатком из-за возможности зарождения в углах отверстий трещин и их дальнейшего распространения от углов отверстий. По этой причине согласно изобретению отверстия предпочтительно выполнять со скругленными контурами, при которых края отверстий не имеют углов, прежде всего острых. В наиболее предпочтительном варианте отверстия должны иметь круглую, овальную или эллиптическую форму, при этом у отверстий некруглой формы их наибольший размер в оптимальном варианте не должен более чем вдвое превышать их наименьший размер.
Очевидно, что такие отверстия невозможно выполнить материалосберегающим методом, например просечно-вытяжным методом, а необходимо выполнять только путем удаления материала из сплошного металлического листа. Однако вырубленный или вырезанный материал можно использовать повторно для изготовления новых металлических листов.
В зависимости от технологии изготовления металлического листа отверстия в нем предпочтительно выполнять уже в процессе его изготовления, что относится главным образом к материалам, получаемым методами гальванопластики. При изготовлении металлических листов по технологии, в соответствии с которой сначала изготавливают дешевый материал, а затем его облагораживают нанесением высококачественного покрытия, например из алюминия и/или хрома, отверстия рекомендуется выполнять перед таким облагораживанием другими материалами.
Еще одно преимущество изобретения состоит в том, что теплоемкость сотового элемента, изготовленного из металлических листов с отверстиями, как очевидно, меньше теплоемкости сотового элемента, изготовленного из неперфорированных металлических листов. С учетом этого, с другой стороны, предлагаемые в изобретении сотовые элементы можно изготавливать из более толстых металлических листов без увеличения их теплоемкости по сравнению с сотовыми элементами, изготавливаемыми из неперфорированных металлических листов меньшей толщины. Согласно изобретению толщина металлических листов может составлять от 20 до 80 мкм, однако более предпочтительно использовать металлические листы толщиной от 40 до 60 мкм. Использование для изготовления сотового элемента металлических листов, толщина которых лежит в указанном предпочтительном интервале значений, позволяет повысить его механическую устойчивость, прежде всего на его торцах, и позволяет изготавливать сотовые элементы хорошо испытанными методами, которые лишь с трудом можно адаптировать или даже вообще невозможно адаптировать к изготовлению сотовых элементов из очень тонких листов фольги. Тем не менее теплоемкость получаемых сотовых элементов соответствует или меньше теплоемкости сотовых элементов, изготавливаемых из более тонких листов фольги без отверстий в них.
Для придания предлагаемому в изобретении сотовому элементу высокой механической устойчивости минимальный интервал между каждыми двумя отверстиями должен составлять 0,5 мм, а предпочтительно все интервалы между отверстиями должны быть примерно равны друг другу во избежание образования механически ослабленных мест. Листы фольги такого исполнения можно без каких-либо проблем подвергать гофрированию и использовать на остальных технологических стадиях процесса изготовления сотовых элементов путем спирального свертывания таких листов или их набора в пакет и сворачивания в рулон.
В особенно предпочтительном варианте предлагаемый в изобретении сотовый элемент состоит аналогично большинству известных из уровня техники сотовых элементов из попеременно чередующихся гладких и гофрированных металлических листов или из попеременно чередующихся по-разному гофрированных металлических листов. При использовании металлических листов с подобной профильной структурой в изготовленном из них сотовом элементе образуются типичные проточные каналы.
Учитывая положительный эффект от наличия отверстий в металлических листах, из которых изготавливается сотовый элемент, для обеспечения высокой эффективности каталитического превращения компонентов текучей среды в каталитических нейтрализаторах или преобразователях, изготавливаемых в последующем из предлагаемых в изобретении сотовых элементов, проточные каналы в них необязательно должны располагаться со слишком высокой плотностью. Согласно изобретению плотность расположения каналов в предлагаемом в изобретении сотовом элементе в предпочтительном варианте составляет от 200 до 1000 каналов на кв.дюйм его поперечного сечения, предпочтительно от 400 до 800 каналов на кв.дюйм поперечного сечения.
Предлагаемое в изобретении применение отверстий в металлических листах нисколько не ограничивает возможность снабжения металлических листов большинством известных в настоящее время дополнительных профильных структур для воздействия на поток текучей среды, упомянутых выше при описании уровня техники. Так, в частности, перфорированные металлические листы можно также снабжать прежде всего поперечными микропрофильными структурами, вывернутыми по типу воротника микропрофильными структурами и/или потоконаправляющими поверхностями. В целом же отверстия в металлических листах дополнительно усиливают действие подобных микропрофильных структур, поскольку такие отверстия выравнивают давление в проточных каналах при возможно возникающих в них перепадах давлений, дополнительно завихряют поток текучей среды и придают ему внутри сотового элемента более равномерный профиль.
Предлагаемое в изобретении выполнение сотового элемента позволяет достичь особых преимуществ и при предложенном в уровне техники применении размещаемого в предусматриваемой у сотового элемента полости датчика, прежде всего кислородного датчика. Поскольку измеряемое датчиком, прежде всего кислородным датчиком, значение должно с наибольшей достоверностью отражать фактический состав проходящей через сотовый элемент текучей среды, перемешивание потока текучей среды в поперечном направлении перед датчиком обладает особым преимуществом. С учетом этого предлагаемые в изобретении сотовые элементы наиболее пригодны для применения в тех случаях, когда в предусматриваемой у сотового элемента полости требуется размещать кислородный датчик.
С технологической точки зрения выполнение в сотовом элементе полости под датчик несколько усложняет процесс изготовления металлических листов, которые при последующей сборке должны образовывать полость под датчик. Однако широко используемые в настоящее время производственные установки с числовым программным управлением позволяют легко преодолеть подобные сложности. Одновременно с этим изготовление металлических листов на таких установках позволяет исключить выполнение отверстий вблизи ограничивающих подобную полость краевых участков металлических листов во избежание "разлохмачивания" краев листов и в этом месте. В наиболее предпочтительном варианте поэтому в окружающей полость под датчик зоне шириной в пределах от 1 до 5 мм отверстия отсутствуют.
Для увеличения ресурса сотового элемента образующие его отдельные металлические листы предпочтительно неразъемно соединяют между собой, обычно на торцах сотового элемента, для чего наиболее предпочтительно использовать пайку твердым припоем. Необходимость соединения металлических листов между собой является еще одной причиной, по которой отверстия не должны пересекать расположенные с торцов сотового элемента краевые участки металлических листов. С другой стороны, отверстия позволяют также целенаправленно предотвращать зачастую нежелательное по соображениям механической прочности проникновение нанесенного на торцы клея или нанесенного на них припоя вдоль линий контакта между металлическими листами внутрь сотового элемента. В этом случае отверстия прерывают капиллярный эффект, в связи с чем расположение отверстий с отступом от торцов сотового элемента может также целенаправленно использоваться для ограничения той зоны металлических листов, в которой они соединяются между собой пайкой.
Сказанное равным образом относится и к соединению металлических листов с трубчатым кожухом. Из-за необходимости получения и в этом месте прочного и надежного соединения сотового элемента с трубчатым кожухом краевые участки металлических листов также целесообразно оставлять сплошными, без отверстий. В остальном же благодаря отверстиям в металлических листах припой и в этом случае не может слишком глубоко приникнуть в результате капиллярного эффекта внутрь сотового элемента, а остается именно в том месте, где его наличие необходимо для соединения металлических листов.
Объем сотового элемента в каталитических нейтрализаторах или преобразователях (складывающийся из объемов металлических листов, а также заключенных между ними, соответственно образованных ими каналов, отверстий, проходов и т.д.) зависит, например, от места установки каталитического нейтрализатора или преобразователя в выпускном тракте. При размещении каталитического нейтрализатора или преобразователя в подкапотном пространстве или непосредственно вблизи двигателя (на удалении не более 0,5 м от него) объем сотового элемента обычно меньше рабочего объема двигателя, например, меньше 50% от рабочего объема двигателя, прежде всего меньше 1 или 0,5 л. При размещении же каталитического нейтрализатора или преобразователя под днищем легкового автомобиля объем сотового элемента может также превышать рабочий объем двигателя и предпочтительно составляет от 1 до 5 л. Иными словами, при применении сотового элемента в иных областях, например в грузовых автомобилях, двухколесных транспортных средствах, газонокосилках, ручных машинах (секаторах, мотопилах и т.д.) или других аналогичных механизмах, его объем может отличаться от вышеуказанных значений и может быть при этом соответствующим образом согласован с рабочим объемом конкретного двигателя. То же самое аналогичным образом относится и к сотовым элементам, используемым в качестве теплообменников, смесителей потоков, абсорберов, улавливателей твердых частиц, сажевых фильтров, электронагревателей в системах выпуска ОГ. В этом случае объем сотового элемента также можно определять опытным путем проведением хорошо известных экспериментов.
При разработке, соответственно выборе схемы размещения отверстий в металлическом листе также необходимо исходить из назначения сотовых элементов. Поскольку в этом отношении обратиться к прежнему опыту по причине его отсутствия было невозможно, экспериментальным путем было установлено, что сотовый элемент, изготовленный из листов фольги с отверстиями, наибольший размер которых превышал ширину профильного элемента гофрированной профильной структуры металлического листа, прежде всего с отверстиями, у которых и их наименьшее расстояние между их диаметрально противоположными кромками контура все еще превышало ширину профильного элемента профильной структуры, неожиданно обеспечивал высокую эффективность перемешивания потока текучей среды, соответственно каталитического превращения при одновременном значительном снижении расхода каталитического материала. Указанные выше соотношения размеров предпочтительно должны соблюдаться при выполнении отверстий в по меньшей мере частично профилированных металлических листах, поскольку в этом случае отверстия полностью перекрывают расстояние между двумя соседними профильными элементами гофрированной или иным образом профилированной структуры металлического листа. В наиболее предпочтительном варианте все отверстия по меньшей мере в одном частичном объеме должны иметь размер, превышающий ширину профильного элемента профильной структуры металлического листа. Неожиданно высокие результаты позволяет получить сотовый элемент из листов фольги, размер каждого отверстия в которых по меньшей мере вдвое, предпочтительно вчетверо, прежде всего вшестеро, превышает ширину профильного элемента профильной структуры металлического листа.
В другом предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента по меньшей мере часть отверстий выполнена в виде удлиненных отверстий, наибольший размер каждого из которых совпадает с направлением его собственной главной оси и которые расположены таким образом, что сотовый элемент имеет зоны с различной жесткостью. Под удлиненным отверстием в данном контексте подразумевается прежде всего отверстие, контур которого имеет две расположенные диаметрально друг против друга скругленные, предпочтительно полукруглые, вершины, максимально удаленные друг от друга точки которых, соответственно точки перегиба которых определяют главную ось удлиненного отверстия, которое в предпочтительном варианте имеет на участке между этими вершинами проходящие параллельно друг другу кромки. Наибольший размер удлиненного отверстия в направлении его главной оси предпочтительно должен по меньшей мере вдвое превышать его размер, измеряемый перпендикулярно главной оси. При соблюдении этого условия между каждыми двумя соседними удлиненными отверстиями образуются перемычки. При этом такие удлиненные отверстия предлагается ориентировать их главными осями в окружном направлении, в радиальном направлении или в направлении средней оси сотового элемента, соответственно металлического листа или по меньшей мере в двух из этих направлений таким образом, чтобы сотовый элемент имел различную жесткость во множестве его зон. Под жесткостью при этом подразумевается способность отдельных зон сотового элемента сопротивляться деформации под действием внешних сил по меньшей мере в одном из вышеуказанных направлений. Сказанное, например, означает, что удлиненные отверстия в первой (прежде всего расположенной со стороны входа газа) зоне, а также при определенных условиях в третьей (расположенной прежде всего со стороны выхода газа) зоне расположены таким образом, что сотовый элемент обладает в этих зонах исключительно малой жесткостью, а во второй (расположенной прежде всего внутри) зоне обладает сравнительно высокой жесткостью. Рассмотрев, например, характеристики теплового расширения подобных сотовых элементов в системе выпуска ОГ автомобиля, можно обнаружить, что торцовые зоны сотового элемента расширяются, соответственно сжимаются под действием циклической знакопеременной термической нагрузки в гораздо большей степени, чем его средние зоны. Наличие же в сотовом элементе зон различной жесткости позволяет компенсировать, соответственно устранить подобные различия в величинах теплового расширения или же различия в прикладываемых к сотовому элементу нагрузках (например, из-за пульсации потока ОГ).
При этом выполненные в виде удлиненных отверстий отверстия предпочтительно по меньшей мере частично смещать друг относительно друга в окружном направлении и/или в направлении радиуса и/или средней оси сотового элемента и/или разворачивать друг относительно друга их главными осями на некоторый угол. Сказанное означает, например, что:
- отверстия расположены параллельными краевому участку металлического листа рядами, при этом отверстия в рядах (или группах рядов), расположенных последовательно в направлении, параллельном соединительному участку, смещены друг относительно друга по мере приближения к краевому участку или удаления от него (на одинаковую или переменную величину),
- отверстия расположены параллельными соединительному участку металлического листа рядами, при этом отверстия в рядах (или группах соседних рядов), расположенных последовательно в направлении, параллельном краевому участку, смещены друг относительно друга по мере приближения к соединительному участку или удаления от него (на одинаковую или переменную величину),
- отверстия ориентированы наклонно друг относительно друга, прежде всего своими главными осями, которые расположены не под прямым углом к краевым, соответственно соединительным участкам металлического листа,
- отверстия по меньшей мере на отдельных участках зон образуют своего рода решетчатую конструкцию,
- отверстия образуют между собой перемычки различной ширины и/или различной направленности относительно сотового элемента или
- отверстия расположены по схеме, представляющей собой комбинацию из рассмотренных выше схем их размещения, для придания сотовому элементу различной жесткости в направлении его осевой длины и/или в направлении по его радиусу и/или в его окружном направлении.
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления, которые, однако, не ограничивают объем изобретения, со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - металлический лист для изготовления предлагаемого в изобретении сотового элемента,
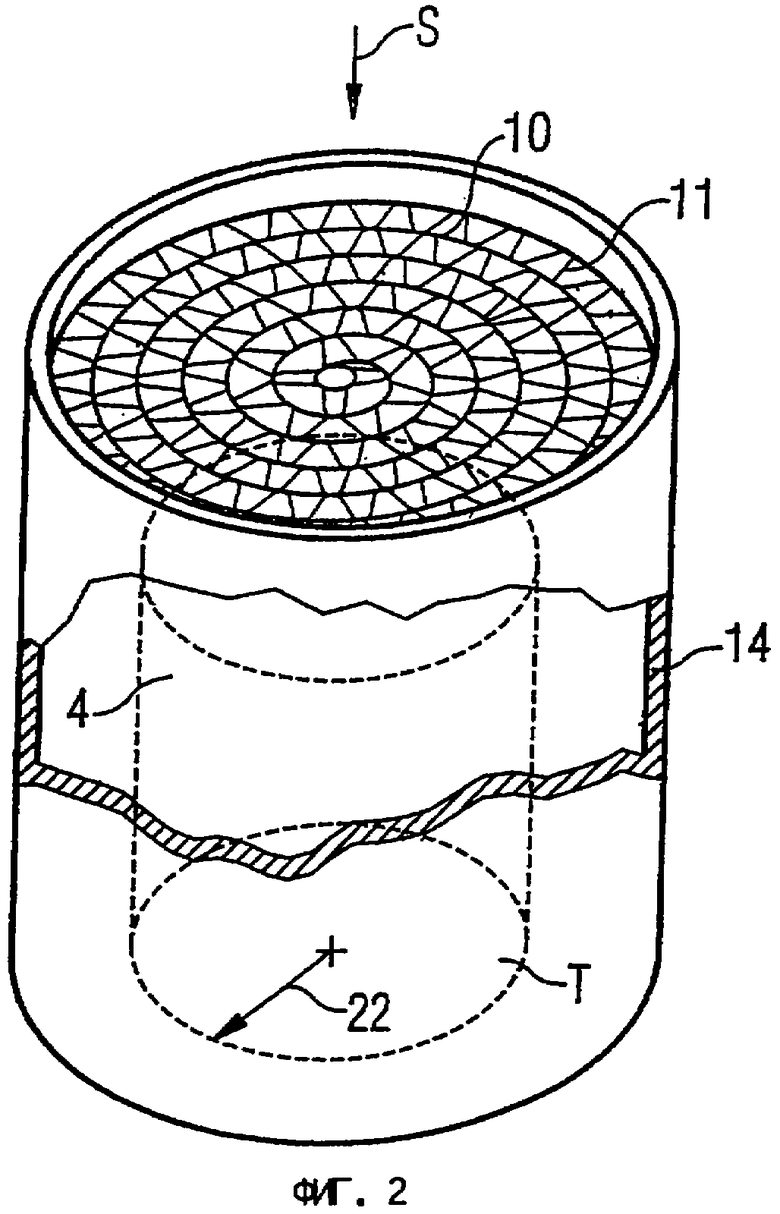
на фиг.2 - вид в аксонометрии частично изображенного в разрезе предлагаемого в изобретении сотового элемента,
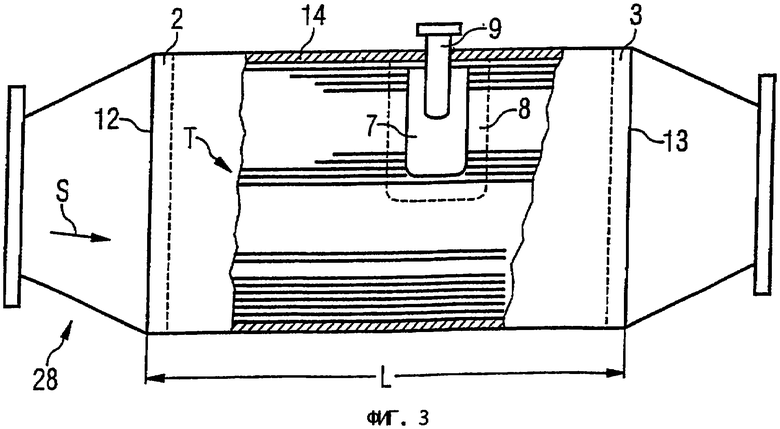
на фиг.3 - схематичный вид сбоку частично изображенного в разрезе каталитического нейтрализатора с предлагаемым в изобретении сотовым элементом и полостью под кислородный датчик,
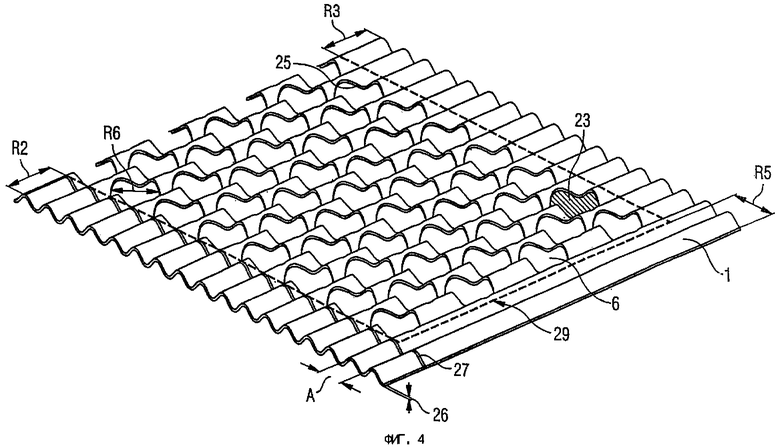
на фиг.4 - схематичный вид в аксонометрии гофрированного металлического листа с отверстиями,
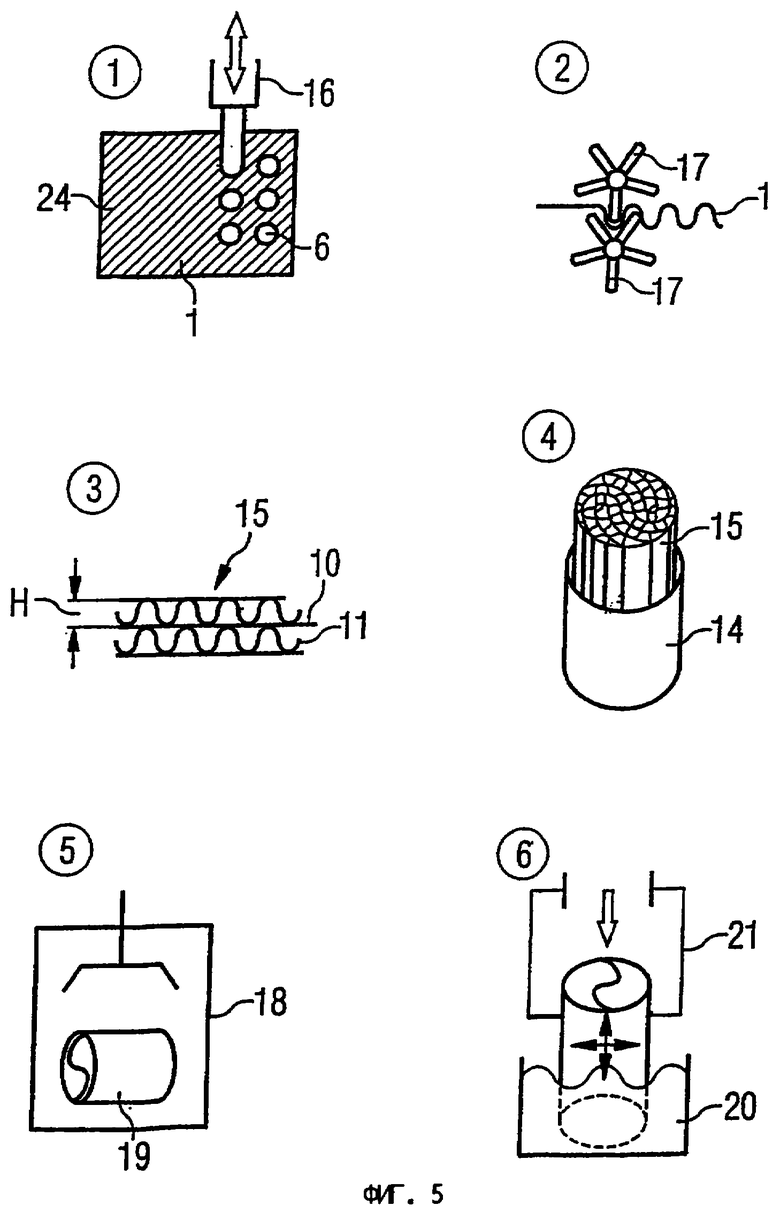
на фиг.5 - схема, иллюстрирующая последовательность изготовления предлагаемого в изобретении сотового элемента,
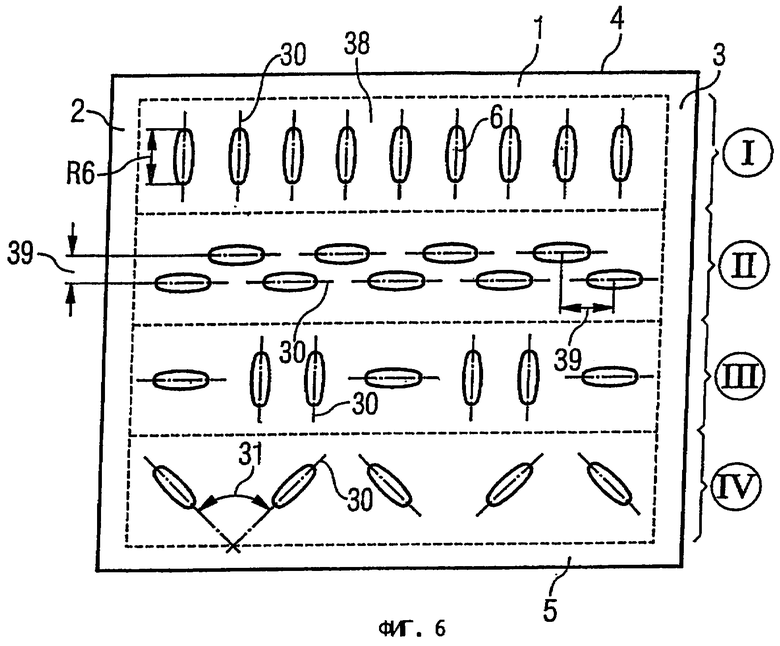
на фиг.6 - вариант выполнения схематично изображенного металлического листа с удлиненными отверстиями и
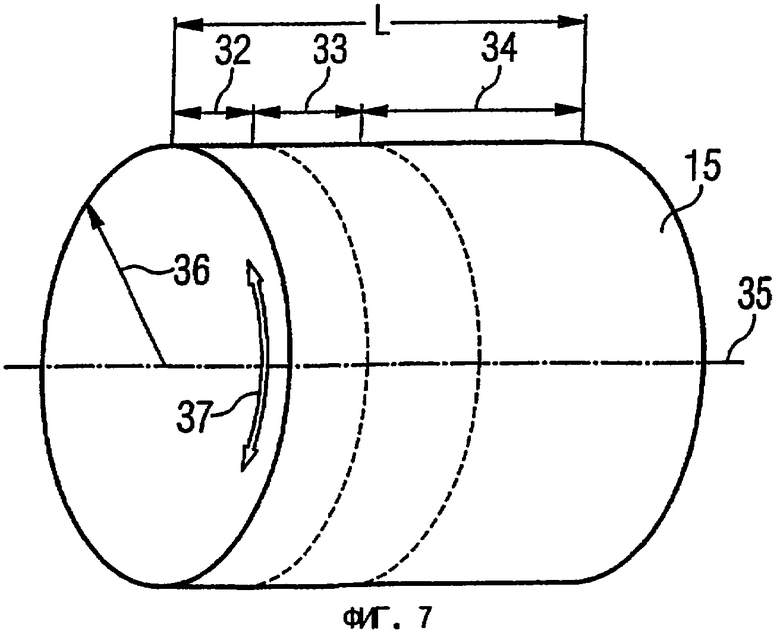
на фиг.7 - схематичный вид сотового элемента с несколькими зонами различной жесткости.
На фиг.1 показан металлический лист 1, который может быть гладким либо гофрированным и который используется для изготовления из него предлагаемого в изобретении сотового элемента 15. Этот металлический лист 1 имеет ширину L, которая в последующем соответствует осевой длине L изготавливаемого из него сотового элемента 15. Протяженность металлического листа 1 в другом направлении зависит от конструктивного типа изготавливаемого сотового элемента 15. В этом направлении металлический лист может иметь очень большой размер, если из него необходимо изготовить спирально свернутый сотовый элемент 15, или сравнительно малый размер, если из него и нескольких аналогичных металлических листов 1 сначала набирается пакет, который затем свертывается в рулон с получением сотового элемента 15. Толщина 26 металлического листа 1 может составлять от 20 до 80 мкм, предпочтительно от 40 до 60 мкм.
Металлический лист 1 в отдельной его зоне (в данном случае на участке, обозначенном позицией 29) имеет большое количество отверстий 6, площадь 23 каждого из которых составляет от 1 до 120 мм2. Предпочтительны отверстия 6 диаметром от 3 до 8 мм, более предпочтительно от 4 до 6 мм. Эти отверстия 6 по меньшей мере на отдельных участках расположены в правильном порядке, предпочтительно с равным шагом или интервалом D7 друг от друга. Однако порядок расположения отверстий можно также изменять по направлению от расположенного с входной стороны торца 12 сотового элемента к его расположенному с выходной стороны торцу 13, увеличивая при этом, например, плотность расположения отверстий, их диаметр и/или интервал D7 между ними. Эти параметры могут увеличиваться непрерывно либо дискретно (определенными приращениями). В некоторых случаях в зависимости от определенного назначения сотового элемента может также оказаться предпочтительным сначала увеличивать указанные параметры до максимальной величины в средней части металлического листа, а затем вновь уменьшать их в направлении расположенного с выходной стороны торца 13 сотового элемента. Отверстия 6 предпочтительно выполнять круглыми либо эллиптическими или овальными, ограничивая их наибольший размер (или диаметр) R6 величиной, равной 8 мм. Интервал D7 между отверстиями 6 должен выбираться с таким расчетом, чтобы площадь 24 поверхности металлического листа уменьшалась на 10-80%, предпочтительно 30-60%, от площади поверхности неперфорированного металлического листа.
Металлический лист 1 имеет обращенный к входной стороне краевой участок 2 без отверстий 6. Отверстия 6 предпочтительно не предусматривать и на обращенном к выходной стороне краевом участке 3 металлического листа. Отсутствие отверстий в указанных местах упрощает обработку металлического листа 1, обеспечивает возможность соединения металлических листов между собой на этих краевых участках и предотвращает при изготовлении сотового элемента 15 неравномерную деформацию ("разлохмачивание") расположенных с входной стороны торцов 12 сотового элемента или его расположенных с выходной стороны торцов 13. Обращенный к входной стороне краевой участок металлического листа имеет ширину R2 в пределах от 1 до 5 мм, а обращенный к выходной стороне краевой участок 3 металлического листа имеет ширину R3 в пределах от 1 до 5 мм. Металлический лист 1 имеет, кроме того, по меньшей мере один соединительный участк 4, на котором металлический лист 1 в последующем скрепляется с трубчатым кожухом 14. На этом соединительном участке 4 шириной R4 также предпочтительно не предусматривать отверстия 6. В конструкции тех сотовых элементов 15, в которых металлические листы 1 крепятся к трубчатому кожуху 14 обоими концами, на втором соединительном участке 5 шириной R5 также не должно иметься отверстий 6.
В металлическом листе 1, который предназначен для изготовления из него сотового элемента 15 с полостью 7 под размещаемый в ней датчик 9, необходимо предусмотреть соответствующую полость 7. Согласно изобретению окружающий эту полость край 8 выполнен сплошным, без отверстий, что также упрощает обработку металлического листа 1 и обеспечивает получение полости 7 с ровными краями. Направление последующего потока текучей среды, которая может протекать через сотовый элемент 15, обозначено на чертежах стрелками S. Ширина В сплошного, не имеющего отверстий края 8 полости по всему ее периметру предпочтительно должна составлять по меньшей мере 1 мм.
На фиг.2 в аксонометрии показан предлагаемый в изобретении сотовый элемент 15 со схематичным изображением размера 22 частичного объема Т, занимаемого перфорированными частями металлических листов. В показанном на чертеже примере этот размер 22 отсчитывается от центра поперечного сечения сотового элемента, однако в другом возможном варианте частичный объем Т может иметь форму своего рода внутреннего, кольцевого полого цилиндра со стенкой любой толщины, которой в этом случае будет равняться размер 22, являющийся при этом соответствующим отрезком диаметра или радиуса поперечного сечения сотового элемента. В показанном на чертеже примере сотовый элемент 15 изготовлен из спирально свернутых гладкого 10 и гофрированного 11 металлических листов, которые на соединительном участке 4 соединены с трубчатым кожухом 14.
На фиг.3 в виде сбоку с вырывом схематично показан каталитический нейтрализатор (преобразователь) 28 с полостью 7 под размещаемый в ней кислородный датчик 9. Поток ОГ может проходить через каталитический нейтрализатор 28 в направлении S от расположенного с входной стороны торца 12 до расположенного с выходной стороны торца 13. Со стороны расположенного с входной стороны торца 12 находится не имеющий отверстий краевой участок 2, а со стороны расположенного с выходной стороны торца находится не имеющий отверстий краевой участок 3. Между ними находится частичный объем Т, занимаемый перфорированными частями металлических листов и проходящий тем самым почти по всей осевой длине L сотового элемента 15. Сотовый элемент 15 имеет полость 7, которая либо выполнена в уже готовом сотовом элементе 15, либо образована полостями 7 в отдельных металлических листах 10, 11, выполненными в них в соответствующих местах еще до изготовления сотового элемента. В эту полость 7 можно ввести датчик 9, в частности кислородный датчик 9. Для получения полости 7 с ровными краями окружающий ее край 8 оставляют сплошным, не предусматривая на нем отверстий 6 в металлических листах 10, 11. Показанный на чертеже сотовый элемент 15 в сочетании с отверстиями 6 и полостью 7 под датчик 9 соответствует особо предпочтительному варианту его выполнения, поскольку отверстия 6, находящиеся по ходу потока ОГ перед датчиком 9, обеспечивают возможность перемешивания ОГ в сотовом элементе 15 в поперечном направлении, а измеряемое датчиком 9 значение благодаря этому с наибольшей достоверностью отражает фактический состав текучей среды во всем сотовом элементе 15.
На фиг.4 в аксонометрии схематично показан гофрированный металлический лист 1 с отверстиями 6. Размеры гофрировки или профильной структуры металлического листа 1 можно описать, например, высотой Н и шириной А отдельных гофров, соответственно профильных элементов. Описанные выше преимущества, связанные прежде всего с перемешиванием потока ОГ в поперечном направлении, а также с экономичным изготовлением подобного сотового элемента 15, проявляются наиболее ярко в том случае, когда наибольший размер R6 отверстия 6 превышает ширину А профильного элемента профильной структуры металлического листа. В рассматриваемом варианте отверстия 6 имеют размер R6, соответственно диаметр, который примерно в три раза больше ширины А отдельного гофра синусоидальной гофрировки металлического листа 1. Отверстия 6 расположены при этом в правильном порядке, при котором в вершине каждого гофра или в углублении между каждыми двумя соседними гофрами по всей осевой длине участка 29, ограниченного неперфорированными краевыми участками R3, R2, R5 и R4 (на чертеже не показан) металлического листа 1 и образующего в сотовом элементе 15 указанный выше частичный объем Т, имеется по меньшей мере одно отверстие 6. В отношении доли, приходящейся на суммарную площадь отверстий 6 от площади 24 металлического листа, следует отметить, что отверстия уменьшают площадь 24 металлического листа прежде всего в пределах участка 29 на 30-60%, а в предпочтительном варианте уменьшают всю площадь 24 поверхности металлического листа (т.е. включая его неперфорированные края) на 20-40%.
Для размещения отверстий в пределах участка 29 с максимально возможной плотностью их предпочтительно располагать, как показано на фиг.4, с интервалом D7, который не должен быть больше нескольких значений ширины А профильного элемента профильной структуры металлического листа, прежде всего должен быть меньше 5, предпочтительно меньше 3, значений ширины А профильного элемента профильной структуры металлического листа 1. По соображениям сохранения механической устойчивости металлического листа в некоторых случаях при особых применениях сотового элемента 15 отверстия можно также располагать через интервалы D7, различающиеся между собой по величине в различных направлениях (например, в продольном и поперечном направлениях металлического листа), при этом в одном направлении предпочтительно соблюдать равные интервалы D7 между отверстиями 6.
На чертеже показана также расположенная вблизи краевого участка R2 микропрофильная структура 27, высота которой существенно меньше высоты Н профильного элемента профильной структуры металлического листа. Назначение такой микропрофильной структуры может состоять, например, в том, чтобы ограничивать соединительный участок, поскольку таким путем между смежными слоями металлических листов 1 образуется небольшой зазор, который предотвращает в процессе пайки обусловленное капиллярными эффектами скапливание жидкого припоя на участке 29 и возможное образование на нем нежелательных соединений.
На фиг.5 схематично проиллюстрирован возможный, наиболее эффективный способ изготовления каталитического нейтрализатора. На первой стадии в металлическом листе 1 выполняют отверстия 6, которые в данном случае пробивают механически соответствующим дыропробивным устройством 16. На следующей стадии перфорированный металлический лист 1 подвергают профилированию, выполняя профильные структуры двумя зацепляющимися между собой фасонными инструментами 17 и получая в результате гофрированные металлические листы 11 с высотой Н и шириной А отдельных профильных элементов. Далее эти гофрированные, по меньшей мере частично перфорированные металлические листы 11 набирают в пакет вместе с гладкими (перфорированными или неперфорированными) металлическими листами 10 для последующего изготовления сотового элемента 15. Затем эти металлические листы 10, 11 совместно сворачивают в рулон и в таком виде помещают в трубчатый кожух 14. После набора металлических листов 10, 11 в пакет и/или их сворачивания в рулон особое значение при определенных условиях имеет расположение отверстий 6 в смежных металлических листах 10, 11 друг относительно друга. Одна из принципиальных возможностей выравнивания отверстий друг относительно друга состоит в их (почти полном) совмещении друг с другом. Соблюдение этого условия может оказаться предпочтительным, например, при необходимости избежать слишком высокой потери давления (которая может произойти при высокой турбулентности потока). Если же текучая среда набегает на вход сотового элемента 15 в основном равномерным потоком, то внутри сотового элемента 15 предпочтительно предусмотреть максимально возможное количество передних кромок, обеспечивающих завихрение потока. В последнем случае, таким образом, отверстия 6 в смежных слоях металлических листов 10, 11 целесообразно располагать со смещением друг относительно друга. Наряду с возможностью варьировать положение отверстий 6 друг относительно друга предпочтительно также варьировать различные параметры самих отверстий 6 еще при их совмещении друг с другом, соответственно наложении друг на друга. Так, например, в комбинации между собой можно варьировать интервалы D7 между самими отверстиями 6, их наибольший размер R6 или их контуры 25, а также их относительное положение в смежных слоях - металлических листах 10, 11.
После нанесения припоя на металлические листы, прежде всего на их неперфорированные участки, соответственно краевые участки R1, R2, R3, R4 (эта стадия на чертеже не представлена), металлические листы соединяют между собой, а также с трубчатым кожухом 14 путем термической обработки в печи 18, прежде всего соединяют в ней пайкой твердым припоем в вакууме и/или в атмосфере защитного газа. В завершение на изготовленный таким путем носитель 19 для возможности его использования в конечном итоге в качестве каталитического нейтрализатора в системе выпуска ОГ автомобиля наносят каталитически активное покрытие 20.
Носитель 19 покрывают γ-оксидом алюминия, который образует покрытие с высокоразвитой поверхностью. Такая развитая поверхность, с одной стороны, обеспечивает достаточно большую площадь для фиксации катализатора (например, платины, родия и т.д.), а с другой стороны, служит для завихрения проходящего через каталитический нейтрализатор потока отработавших газов, обеспечивая особо интенсивный их контакт с катализатором. Подобное покрытие из γ-оксида алюминия обычно представляет собой смесь из алюмооксида переходного элемента и по меньшей мере одного промотирующего оксида, как, например, оксиды редкоземельных элементов, диоксид циркония, оксид никеля, оксид железа, оксид германия и оксид бария.
Способствующий катализу слой γ-оксида алюминия с высокоразвитой поверхностью наносят на носитель по известной технологии погружением сотового элемента 15, соответственно носителя 19 в жидкую дисперсию γ-оксида алюминия или набрызгиванием ее на сотовый элемент 15, соответственно носитель 19. Однако при нанесении дисперсии γ-оксида алюминия именно на перфорированные металлические листы 11 существует опасность образования сплошной, полностью перекрывающей отверстия 6 пленки из такой дисперсии. Вследствие этого в частичном объеме Т сотового элемента 15 плотность расположения отверстий стала бы меньше требуемой, из-за чего, с одной стороны, снизилась бы интенсивность поперечного перемешивания частичных потоков ОГ, на которые дробится общий поток ОГ при набегании на сотовую структуру с торца 12 сотового элемента 15, а с другой стороны, увеличился бы расход дисперсии γ-оксида алюминия. По этой причине покрытие из γ-оксида алюминия наносят в виброустановке 21, приводящей дисперсию γ-оксида алюминия и носитель 19 в относительное движение. Такое относительное движение может носить характер прежде всего непрерывных и/или периодических колебаний, импульсного воздействия (например, аналогичного удару молотком) или иных типов воздействия на носитель 19, которые можно также комбинировать между собой, прикладывая их в любой последовательности и/или в любых направлениях.
При воздействии непосредственно на дисперсию γ-оксида алюминия на нее наиболее предпочтительно воздействовать, например, с частотой, лежащей в ультразвуковом диапазоне. При этом на дисперсию можно воздействовать с частотой, лежащей в диапазоне от 20 кГц до 10 МГц. При опосредованном же воздействии на дисперсию γ-оксида алюминия, т.е., например, за счет сообщения вибрации носителю 19, его целесообразно приводить в вибрацию с частотой, лежащей в диапазоне частот слышимого звука, прежде всего воздействием на него с частотой от 20 Гц до 15 кГц, при которой обеспечивается снижение вязкости дисперсии γ-оксида алюминия на исключительно длительный период времени. В результате удается добиться равномерного распределения дисперсии. Помимо этого было установлено, что в завершение к носителю 19 и прежде всего после его извлечения из ванны с дисперсией γ-оксида алюминия наиболее целесообразно еще раз прикладывать импульсное воздействие, чтобы ни одно отверстие 6 гарантированно не осталось перекрыто пленкой из дисперсии γ-оксида алюминия.
После удаления избыточной дисперсии γ-оксида алюминия оставшееся в сотовом элементе покрытие из γ-оксида алюминия подвергают сушке и затем подвергают обжигу при температуре, обычно превышающей 450°С. Благодаря обжигу из покрытия удаляются летучие компоненты дисперсии γ-оксида алюминия, и остается термостойкий и способствующий катализу слой с высокоразвитой поверхностью. При необходимости этот процесс можно повторять многократно для получения слоя требуемой толщины.
На фиг.6 схематично показан металлический лист 1 с отверстиями 6 удлиненной формы. В показанном на этом чертеже примере металлический лист 1 изображен вместе с его соединительными участками 4, 5 и краевыми участками 2, 3, при этом следует особо отметить, что отверстия 6 не должны располагаться по всей длине и/или ширине металлического листа 1. Металлический лист 1 условно разделен на четыре сектора (которые обозначены позициями I, II, III, IV). Выполненные удлиненными отверстия 6, наибольший размер R6 каждого из которых измеряется в направлении их собственной главной (большой) оси 30, расположены в секторах в различных положениях друг относительно друга. Выполненные удлиненными отверстия 6 по меньшей мере частично смещены друг относительно друга в окружном направлении 37 и/или в направлении радиуса 36 и/или в направлении средней оси 35 сотового элемента и/или развернуты друг относительно друга своими главными осями 30 на угол 31. В первом секторе главные оси 30 отверстий ориентированы в одном направлении и в соответствии с этим параллельны друг другу. Показанный на чертеже ряд отверстий 6 может постоянно повторяться в пределах одной зоны 32, 33, 34, однако в другом варианте можно также располагать ряды отверстий наклонно друг к другу и/или смещать отверстия 6 одного ряда относительно отверстий другого ряда. Во втором секторе удлиненные отверстия ориентированы в другом направлении по сравнению с отверстиями, расположенными в первом секторе, и размещены во втором секторе смещенными друг относительно друга рядами. Расположение удлиненных отверстий в третьем секторе отражает возможность комбинирования между собой рассмотренных выше схем их размещения.
Расположение удлиненных отверстий в четвертом секторе позволяет придать ему сравнительно высокую жесткость и выполнить по типу решетчатой конструкции. При этом главные оси 30 каждых двух соседних отверстий 6 наклонены друг к другу под углом 31, составляющим предпочтительно от 30 до 60°. Подобную решетчатую конструкцию можно также получить, расположив рядами выполненные удлиненными отверстия 6 и ориентировав их главные оси 30 под углом к краевым участкам 2, 3, при этом в одном ряду все удлиненные отверстия должны быть ориентированы в одном и том же направлении, но смещены относительно отверстий соседнего, параллельного им ряда, в котором удлиненные отверстия ориентированы своими главными осями под другим углом к краевым участкам 2, 3. Удлиненные отверстия соседних рядов предпочтительно располагать таким образом, чтобы главные оси отверстий 6 одного ряда были ориентированы перпендикулярно главным осям удлиненных отверстий соседнего ряда и/или главные оси удлиненных отверстий одного ряда проходили через центр удлиненных отверстий соседнего ряда.
Различиями в рассмотренных выше схемах расположения отверстий 6 обусловлены различия в восприимчивости металлического листа 1 в отдельных секторах к внешней механической нагрузке. Так, например, первый сектор обладает сравнительно высокой жесткостью под воздействием нагрузки со стороны соединительных участков 5, 4, но в то же время обладает большей упругостью под воздействием нагрузки, прикладываемой в перпендикулярном указанному направлении. Прямо противоположными свойствами обладает сектор II. В соответствии с этим, варьируя ориентацию отверстий 6, можно регулировать жесткость сотового элемента 15 в отдельных его зонах 32, 33, 34. Сотовый элемент можно подразделять на такие зоны 32, 33, 34 в направлении его осевой длины L, в окружном направлении 37 или в направлении по радиусу 36. При необходимости сотовый элемент можно также подразделять не на три показанные на фиг.7 зоны, а на две или четыре и более зоны.
Применительно к большинству известных конструкций сотовых элементов предлагаемое в изобретении решение позволяет снизить расход материала покрытия при обеспечении высокой его эффективности обработки текучей среды и одновременно с этим позволяет целенаправленно регулировать свойства сотового элемента, такие как механическая стабильность, теплоемкость, теплопроводность и т.п., и согласовывать их с требованиями, обусловленными конкретными условиями его применения.
Изобретение может быть использовано в системах выпуска двигателей внутреннего сгорания (ДВС). Металлический сотовый элемент имеет осевую длину (L) и выполнен из металлических листов, которым придана профильная структура, обеспечивающая возможность прохождения через сотовый элемент потока текучей среды, прежде всего потока отработавших газов, образующихся при работе ДВС, в направлении (S) от расположенного с входной стороны торца сотового элемента к его расположенному с выходной стороны торцу и которые по меньшей мере на отдельных участках имеют множество отверстий, при этом сотовый элемент в частичном объеме (Т), осевая протяженность которого составляет по меньшей мере 55% от осевой длины (L) сотового элемента, а радиальный размер составляет по меньшей мере 20 мм, имеет отверстия во всех металлических листах при соблюдении следующих условий: площадь каждого из отверстий составляет от 1 до 120 мм2, в частичном объеме (Т) площадь поверхности металлического листа из-за наличия отверстий уменьшена на 10-80%, предпочтительно на 35-60%, по сравнению с площадью поверхности неперфорированного металлического листа, и частичный объем (Т) оканчивается на расстоянии (R2, R3) от каждого торца сотового элемента, и поэтому ни одно отверстие не касается торцовых краев металлических листов или не пересекается с торцовыми краями металлических листов. 20 з.п. ф-лы, 7 ил.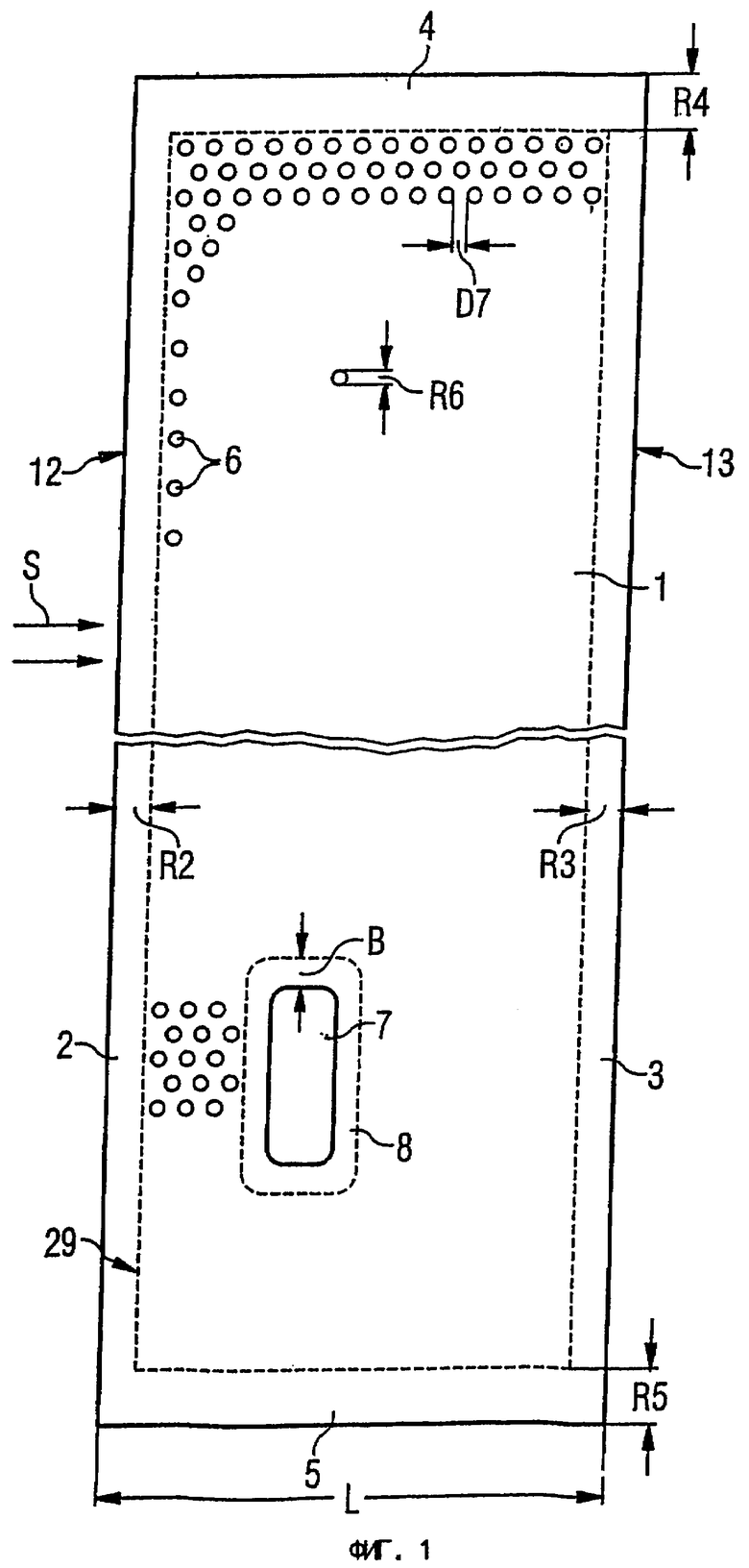
площадь (23) каждого из отверстий (6) составляет от 1 до 120 мм2,
в частичном объеме (Т) площадь (24) поверхности металлического листа из-за наличия отверстий (6) уменьшена на 10-80%, предпочтительно на 35-60%, по сравнению с площадью поверхности неперфорированного металлического листа,
частичный объем (Т) оканчивается на расстоянии (R2, R3) от каждого торца (12, 13) сотового элемента, и поэтому ни одно отверстие (6) не касается торцовых краев металлических листов или не пересекается с торцовыми краями металлических листов.
| US 5599509 A, 04.02.1997 | |||
| DE 4210784 A1, 07.10.1993 | |||
| Огнетушитель | 0 |
|
SU91A1 |
| US 5436216 A, 25.07.1995 | |||
| Каталитический фильтр для очистки выхлопных газов дизельного двигателя | 1980 |
|
SU1160940A3 |

