Настоящее изобретение относится к носителю каталитического нейтрализатора, а также к способу изготовления такого носителя каталитического нейтрализатора. Подобные носители каталитического нейтрализатора применяются прежде всего для сокращения доли вредных веществ в отработавших газах (ОГ) двигателей внутреннего сгорания (ДВС) самоходных машин и транспортных средств.
Носители каталитического нейтрализатора применяются в системах выпуска ОГ ДВС самоходных машин и транспортных средств (например, дизельных двигателей или двигателей с принудительным воспламенением рабочей смеси). Обычно с этой целью на носители каталитического нейтрализатора наносят слой носителя нейтрализатора (прежде всего покрытие из γ-оксида алюминия), который отличается очень большой площадью поверхности и который обычно "пропитан" по меньшей мере одним каталитически активным материалом (например платиной, родием или иными элементами аналогичного действия). При контакте ОГ с этими каталитически активными материалами происходит восстановление содержащихся в ОГ вредных веществ, таких, например, как монооксид углерода, ненасыщенные углеводороды, монооксид азота. С целью обеспечить возможность получать уже относительно большую площадь поверхности слоя носителя нейтрализатора носители каталитического нейтрализатора выполняют обычно в виде сотовых элементов, которые имеют множество проточных для текучей среды каналов. При этом известны керамические, экструдированные и металлические сотовые элементы. В общем случае сотовые элементы заключают в кожух, который в свою очередь интегрируется непосредственно в трубопровод выпуска ОГ. В такой системе выпуска ОГ, используемой в самоходных машинах и транспортных средствах, носитель каталитического нейтрализатора подвержен воздействию высоких термических и динамических нагрузок.
Термические нагрузки являются следствием, например, с одной стороны, высокой температуры самих ОГ, при этом температура повышается, когда носитель каталитического нейтрализатора располагается ближе к ДВС. С другой стороны, химические, каталитические реакции превращения токсичных компонентов, содержащихся в ОГ, приводят также к повышению температуры носителя каталитического нейтрализатора, поскольку обычно эти реакции являются экзотермическими, в результате чего при определенных условиях создаются температуры, которые заметно превышают температуру самих ОГ. Существенное влияние динамических нагрузок проявляется в результате процесса сгорания топлива, а также вследствие внешнего вибрационного воздействия. Поскольку процесс сгорания топлива в ДВС повторяется периодически, ударные волны, как результат сгорания топлива, возникают периодически и воздействуют на всю систему выпуска ОГ. Причиной возникновения колебаний, воздействующих извне на систему выпуска ОГ, являются, например, неровности дорожного полотна, по которому перемещается автомобиль. Вследствие этих высоких термических и динамических нагрузок особый интерес представляет обеспечение долговечного соединения сотового элемента с кожухом. Это соединение должно быть способным, с одной стороны, компенсировать различное тепловое расширение сотового элемента и кожуха, а, с другой стороны, исключать в течение длительного промежутка времени отделение сотового элемента от кожуха.
Известно, что при применении металлических сотовых элементов с целью обеспечить их долговечное соединение с металлическим кожухом сотовый элемент соединяют с кожухом с помощью вкладыша, внутренняя сторона которого соединена с сотовым элементом, а наружная сторона соединена с кожухом. Такой вкладыш известен, например, из заявки Японии JP 04-222636 А. Согласно этой заявке вкладыш выполнен в виде гофрированного металлического листа и соединен с одной стороны с сотовым элементом, а с другой стороны - с кожухом. При этом также указано, что этот гофрированный металлический лист может деформироваться при растяжении сотового элемента в радиальном направлении. С целью обеспечить такую деформацию в указанной выше публикации предлагается располагать соединение гофрированного металлического листа с сотовым элементом не в том же самом поперечном сечении, в котором расположено соединение с кожухом. При соблюдении этих условий должно обеспечиваться (беспрепятственное) растяжение, соответственно сжатие, сотового элемента в осевом направлении. Описанный в указанной выше заявке сотовый элемент состоит из одного гладкого металлического листа и одного гофрированного металлического листа, которые вместе по спирали свернуты или скручены с образованием цилиндрического сотового элемента. При этом в качестве наружного слоя сотового элемента используется гладкий металлический лист. При этом условии присоединение к кожуху с помощью гофрированного металлического листа не связано со сколь-нибудь значительными проблемами, поскольку при соединении используется практически гладкая поверхность сотового элемента.
Однако такая спиральная конфигурация структуры сотового элемента имеет некоторые недостатки с точки зрения технологичности и долговечности. При изготовлении сотового элемента возникают проблемы, связанные со сложностью создания равномерного распределения напряжений в отдельных слоях, в результате чего не удается обеспечить надежный и плотный контакт между соседними металлическими слоями. Отсутствие надежного и плотного контакта приводит, например, к тому, что подобные сотовые элементы в процессе длительного воздействия термических и динамических нагрузок приобретают склонность к так называемому "телескопированию". Под "телескопированием" следует понимать процесс смещения слоев фольги друг относительно друга, начинающийся по истечении определенного промежутка времени с момента начала эксплуатации сотового элемента. "Телескопирование" приводит к нарушению однородности конфигурации структуры, вследствие чего в конечном итоге эта деталь может выйти из строя.
С учетом сказанного уже заранее выбирались иные конфигурации расположения слоев фольги. Такие конфигурации реализуются прежде всего в сотовых элементах, которые изготавливаются из множества гладких и гофрированных S-образно и/или U-образно изгибаемых и/или сворачиваемых в рулон слоев фольги. Более подробно такие металлические сотовые элементы описаны прежде всего в заявках ЕР 0245737, WO 90/03220, а также DE 3743723, которые в полном объеме включены в настоящее описание в качестве ссылки. Однако сотовый элемент в таких конфигурациях ограничен снаружи не гладким слоем, напротив, по периферии сотового элемента расположено множество свободных концов гладких и гофрированных слоев листового металла.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача разработать такой способ изготовления носителя каталитического нейтрализатора, который позволял бы создавать долговечное неразъемное соединение сотового элемента с гофрированной втулкой, расположенной между кожухом и сотовым элементом. При этом особое внимание должно быть уделено прежде всего созданию долговечного соединения между свободными концами отдельных слоев сотового элемента и гофрированной втулкой. Подобный способ должен быть, кроме того, простым в осуществлении и пригодным для серийного производства носителей каталитического нейтрализатора. Еще одна задача изобретения состояла в разработке носителя каталитического нейтрализатора, который обеспечивал бы стабильное соединение сотового элемента с гофрированной втулкой даже под действием высоких термических и динамических нагрузок.
Указанные задачи решаются в способе изготовления носителя каталитического нейтрализатора, а также в носителе каталитического нейтрализатора.
Предлагаемый в изобретении способ предназначен для изготовления носителя каталитического нейтрализатора, содержащего сотовый элемент, состоящий из по меньшей мере частично профилированных или структурированных слоев, образующих проточные для текучей среды каналы. Носитель каталитического нейтрализатора также содержит кожух, который по меньшей мере частично охватывает сотовый элемент и по меньшей мере одну гофрированную втулку, расположенную между сотовым элементом и кожухом и соединяющую их между собой. Этот способ заключается в том, что:
- изготавливают сотовый элемент, который имеет наружный размер, который по меньшей мере частично определяется концами слоев,
- изготавливают по меньшей мере одну гофрированную втулку с профильным контуром,
- изготавливают кожух с внутренним контуром,
- помещают сотовый элемент по меньшей мере в одну гофрированную втулку,
- помещают по меньшей мере одну гофрированную втулку вместе с находящимся в ней сотовым элементом в кожух, и
- подвергают кожух калибровке, уменьшая при этом по меньшей мере размеры его внутреннего контура, а предпочтительно и размеры профильного контура по меньшей мере одной гофрированной втулки.
Сотовый элемент предпочтительно изготавливать так, как это описано, например, в ЕР 0245737, WO 90/03220 или DE 3743723. Предлагаемый в этих заявках сотовый элемент имеет множество свободных концов, которые ограничивают или определяют его наружный размер. Предпочтительно, чтобы сотовый элемент имел более четырех концов, определяющих его наружный размер. Под "наружным размером" при этом в основном подразумевается расстояние между максимально удаленными друг от друга точками противолежащих поверхностей сотового элемента. Тем самым наружный размер соответствует, например, диаметру сотового элемента, если он имеет в основном цилиндрическую форму. Однако с учетом того факта, что в принципе можно изготавливать такие подобные сотовые элементы, которые имеют овальное или многоугольное, соответственно коническое поперечное сечение, понятие "наружный размер" должно также включать параметр, который характеризует также эти формы поперечного сечения.
Далее изготавливается по меньшей мере одна гофрированная втулка с определенным профильным контуром. Обычно для обеспечения определенного профиля, например, с помощью двух входящих в зацепление обкатных зубчатых колес гладкий металлический лист снабжают профильной структурой, надлежащим образом вырезают из него заготовку требуемых размеров, концы которой затем соединяют между собой. В данном случае под "профилем" следует понимать также расстояние между противоположными сторонами гофрированной втулки в собранном или сопряженном состоянии, благодаря чему принимается во внимание также не только диаметр цилиндрической гофрированной втулки. С учетом того факта, что гофрированная втулка имеет определенную профильную структуру, существуют "возвышения", а также "впадины", при этом под "профильным контуром" предпочтительно имеется в виду расстояние между возвышением и диаметрально противоположной впадиной.
Изготовление кожуха, характеризующегося определенным внутренним контуром, включает, например, также изготовление цилиндрического кожуха. При этом "внутренний контур" следует понимать так же, как расстояние между противоположными внутренними поверхностями кожуха, поскольку эти поверхности определяют геометрические параметры (при)соединения сотового элемента, соответственно гофрированной втулки.
Важной стадией предлагаемого в изобретении способа является калибровка кожуха после помещения в него сотового элемента и по меньшей мере одной гофрированной втулки. В процессе такой калибровки уменьшается по меньшей мере внутренний контур, т.е. сокращается расстояние между противоположными внутренними поверхностями кожуха. Эту калибровку предпочтительно выполнять путем приложения усилий, воздействующих на кожух снаружи. При калибровке предпочтительно обеспечивать, например, пластическую деформацию кожуха прежде всего с помощью нажимного валка или иных инструментов аналогичного действия. Калибровка кожуха вызывает, как правило, деформацию, соответственно, смещение гофрированной втулки, благодаря чему обеспечивается плотный контакт свободных концов сотового элемента с гофрированной втулкой, а также гофрированной втулки с кожухом. При осуществлении такого процесса калибровки предпочтительно уменьшаются также размеры профильного контура по меньшей мере одной гофрированной втулки. При этом, как правило, происходит изменение профильной структуры гофрированной втулки, причем свободные концы слоев металлических листов, образующих сотовый элемент, "защелкиваются" в этой профильной структуре и почти полностью прилегают к гофрированной втулке. Таким образом удается исключить наличие свободно вибрирующих концов, которые, с одной стороны, при известных условиях нельзя неразъемно соединить с гофрированной втулкой и которые, с другой стороны, имеют склонность легко отрываться под воздействием высоких динамических нагрузок в процессе эксплуатации в системе выпуска ОГ. В результате благодаря этому процессу калибровки, соответственно, совместной деформации кожуха и по меньшей мере одной гофрированной втулки (при необходимости также и сотового элемента) обеспечивается плотный контакт, который является условием полного соединения слоев сотового элемента по меньшей мере с одной гофрированной втулкой, а также гофрированной втулки с кожухом.
Вместо механической калибровки или дополнительно к ней при определенных условиях существует также возможность калибровать кожух с помощью процесса горячей посадки. Как правило, процессы калибровки можно всегда идентифицировать по определенным структурам поверхности кожуха и/или по изменениям структуры самого материала, даже если эти компоненты впоследствии подвергаются также термической обработке прежде всего с целью обеспечить образование неразъемных соединений.
Согласно одному из вариантов осуществления способа размеры профильного контура по меньшей мере одной гофрированной втулки и/или внутреннего контура кожуха превышают наружный размер сотового элемента. Более предпочтительно, чтобы размеры профильного контура по меньшей мере одной гофрированной втулки и/или внутреннего контура кожуха превышали наружный размер сотового элемента на 0,2-2 мм, прежде всего на 0,3-1,2 мм. Таким образом можно предотвратить такое "защелкивание", соответственно, такую фиксацию свободных концов сотового элемента уже при помещении сотового элемента в гофрированную втулку, соответственно, при последующем помещении гофрированной втулки с сотовым элементом в кожух, которая не допускает или допускает в недостаточном объеме согласование со структурой гофрированной втулки при осуществлении последующего процесса калибровки.
В ходе предварительных технических испытаний было установлено, что наиболее предпочтительно согласовывать различные размеры компонентов с размерами используемой профильной структуры по меньшей мере одной гофрированной втулки. В этом отношении предлагается также использовать по меньшей мере одну гофрированную втулку, которая имеет профильную структуру, характеризующуюся ее длиной и высотой, при этом размеры профильного контура по меньшей мере одной гофрированной втулки и/или внутреннего контура кожуха должны превышать наружный размер сотового элемента на величину, примерно равную высоте профильной структуры. При этом гофрированная втулка может иметь различную профильную структуру. Обычно эта профильная структура имеет волнистую, синусоидальную, прямоугольную, трапециевидную или иную аналогичную форму. При этом под длиной или шагом профильной структуры подразумевается расстояние от возвышения до ближайшей впадины в окружном направлении гофрированной втулки. При этом высота профильной структуры обозначает расстояние между ближайшими возвышением и впадиной, измеренное в направлении, перпендикулярном окружному направлению. В этой связи следует отметить, что прежде всего при применении нескольких гофрированных втулок, которые при необходимости могут располагаться на определенном расстоянии друг от друга в осевом направлении, можно также использовать отличающиеся друг от друга профильные структуры, которые характеризуются различными величинами длины или шага и/или высоты, при этом эти профильные структуры, как правило, подобраны в соответствии с воздействующими на сотовый элемент высокими термическими и динамическими нагрузками. Даже если носитель каталитического нейтрализатора имеет несколько гофрированных втулок, которые в радиальном направлении расположены с наложением друг на друга, соответственно, с зацеплением между собой, то можно также использовать различные профильные структуры.
Согласно еще одному варианту осуществления способа сотовый элемент предлагается при изготовлении сотового элемента компоновать образующие его слои из попеременно чередующихся гладких и гофрированных слоев или из слоев с различной гофрировкой, после чего такие слои набирают в пакет и в завершение S-образно и/или U-образно изгибают и/или сворачивают в рулон с получением сотового элемента, наружный размер которого по меньшей мере частично определяется концами этих слоев. Чередование в расположении гладких слоев и гофрированных слоев обеспечивает повышенную стабильность самого сотового элемента. При этом можно также обеспечить почти полное соединение соседних слоев между собой, поскольку гладкий слой всегда представляет собой постоянно ровную, соответственно слегка изогнутую поверхность контакта для возвышений, соответственно впадин, и тем самым обеспечивает достаточные (по площади) контактные участки для выполняемых впоследствии неразъемных соединений между слоями. Гофрированный слой имеет обычно также профильную структуру указанного выше типа, при этом благодаря попеременной укладке в пакет гладких и гофрированных слоев образуются каналы, стенки которых далее покрываются каталитически активным слоем носителя нейтрализатора. При этом профильная структура гофрированного слоя проходит предпочтительно перпендикулярно оси сотового элемента, благодаря чему каналы оказываются ориентированными в основном параллельно этой оси. Плотность расположения каналов изготовленного таким образом сотового элемента обычно составляет от 400 до 1600 ячеек на кв. дюйм.
В соответствии со следующим вариантом осуществления способа в результате калибровки концы слоев сцепляются с профильной структурой по меньшей мере одной гофрированной втулки, прежде всего приходят в соприкосновение по меньшей мере с одной гофрированной втулкой. В этом частном случае предпочтительно, чтобы по меньшей мере с одной гофрированной втулкой соприкасалось по меньшей мере 90% свободных концов слоев, при этом предпочтительно, чтобы такой контакт обеспечивался на всей длине сотового элемента, соответственно слоев в осевом направлении.
С целью обеспечить требуемую конфигурацию неразъемных соединений между по меньшей мере одной гофрированной втулкой и кожухом предлагается снабжать по меньшей мере одну гофрированную втулку перед ее помещением в кожух по меньшей мере одной полоской припоя, который предпочтительно служит для последующего соединения по меньшей мере одной гофрированной втулки с кожухом. Подобная полоска припоя, соответственно, подобные полоски наиболее пригодны для гарантированного выполнения имеющего четкие или точные границы соединения гофрированной втулки с кожухом. При этом предпочтительно соединять гофрированную втулку с кожухом на участке, на котором характеристики теплового расширения сотового элемента и кожуха предположительно различаются сравнительно незначительно. Такой участок может находиться прежде всего на некотором расстоянии от торцов сотового элемента (прежде всего от торца, через который горячие ОГ поступают в носитель каталитического нейтрализатора), поскольку именно в процессе нагрева, соответственно, охлаждения сотового элемента последний имеет склонность к такой деформации с приобретением бочкообразной формы, в процессе которой именно торцы или краевые зоны претерпевают значительно большее растяжение, соответственно, сжатие по сравнению с внутренними зонами.
Помимо этого, предпочтительно выполнять носитель каталитического нейтрализатора таким образом, чтобы ширина полоски припоя или соединительного участка зависела по меньшей мере от одного из следующих параметров:
(A) наружного размера сотового элемента, (Б) длины сотового элемента,
(B) плотности расположения каналов по поперечному сечению сотового элемента,
(Г) толщины слоев.
При этом ширина полоски припоя или соединительного участка является прямо пропорциональной функцией одного из параметров (А), (Б), (В) или (Г) при условии, если соответствующие остальные три параметра из четырех параметров (А), (Б), (В), (Г) остаются постоянными.
Тем самым при увеличении длины сотового элемента прямо пропорционально увеличивается ширина полоски припоя или соединительного участка при использовании, например, носителей каталитического нейтрализатора, имеющих одинаковую плотность расположения каналов по поперечному сечению сотового элемента, толщину слоев и одинаковый диаметр и включающих цилиндрические детали. В этой связи "прямо пропорциональное или монотонное увеличение" означает, что хотя и могут существовать сотовые элементы, которые имеют две разные длины и которые при одинаковой плотности расположения каналов по поперечному сечению сотового элемента, толщине слоев и одинаковом диаметре имеют одинаковую по ширине полоску припоя, т.е. одинаковый по ширине соединительный участок, однако сотовый элемент большей длины по сравнению с другим сотовым элементом не может иметь более узкую полоску припоя, т.е. более узкий соединительный участок.
Так, в частности, ширина полоски припоя, т.е. соединительного участка цилиндрического носителя каталитического нейтрализатора, который имеет длину 74,5 мм, диаметр 65 мм, плотность распределения каналов по поперечному сечению сотового элемента 600 ячеек на кв. дюйм и толщину слоев 0,025 мм (25 мкм), составляет предпочтительно 4 мм. При постоянной плотности распределения каналов по поперечному сечению сотового элемента, постоянном диаметре и постоянной длине матрицы ширина полоски припоя, т.е. соединительного участка, является в основном линейной функцией толщины слоя, при этом коэффициент пропорциональности составляет от 0,7 до 1,3, предпочтительно равен примерно 1. При постоянной плотности распределения каналов по поперечному сечению сотового элемента, постоянной толщине слоев и постоянной длине сотового элемента ширина полоски припоя, т.е. соединительного участка, является в основном линейной функцией диаметра цилиндрического сотового элемента, при этом в этом случае коэффициент пропорциональности составляет также от 0,7 до 1,3.
Помимо этого, носитель каталитического нейтрализатора предлагается снабжать вводимым внутрь него по меньшей мере через один его торец припоем, который скапливается или остается на участках контакта слоев между собой и/или на участках их контакта по меньшей мере с одной гофрированной втулкой. Это означает, что носитель каталитического нейтрализатора в собранном состоянии с торца приводится в контакт прежде всего с порошковым припоем. С этой целью при определенных условиях покрываемые припоем участки контакта слоев предпочтительно сначала снабжать или покрывать адгезивом, к которому прочно прилипает вводимый с торца порошковый припой. При этом адгезив предпочтительно подавать также через торец собранного носителя каталитического нейтрализатора, при этом (текучий) адгезив вследствие проявления капиллярного эффекта располагается именно и прежде всего исключительно на этих участках контакта слоев. Преимущество такого решения заключается также в том, что исходя из количества поданного адгезива можно также точно задавать количество прочно прилипающих к нему зерен припоя.
В частном случае, когда требуется выполнить точно ограниченное (т.е. не проходящее по всей длине сотового элемента в осевом направлении) неразъемное соединение компонентов между собой, соответственно слоев сотового элемента между собой, перед нанесением припоя целесообразно предусмотреть пассивирующие средства, которые ограничивают по меньшей мере один участок, на котором должен находиться припой. Подобные пассивирующие средства могут обеспечиваться, с одной стороны, за счет структурных решений, относящихся к самим компонентам, таких, например, как снабжение микропрофильными структурами или изменение(-я) топографии поверхности (придание шероховатости и т.п.). Однако существует также возможность в качестве подобных пассивирующих средств наносить на поверхность, соответственно, создавать на ней дополнительное покрытие (покрытия на основе оксидов металлов, керамические покрытия и иные покрытия аналогичного действия), которое также препятствует растеканию припоя по поверхности пассивирующих средств.
В предпочтительном варианте осуществления способа пассивирующие средства могут быть по меньшей мере частично образованы воздушным зазором. Преимущество воздушного зазора состоит в способности эффективно прерывать действие капиллярных сил, благодаря чему при известных условиях предотвращается дальнейшее перетекание припоя и/или адгезива через пассивирующие средства. В этой связи предпочтительно, чтобы воздушный зазор был образован за счет выполнения кожуха с выемкой и/или за счет выполнения гофрированной втулки с уступом и при необходимости за счет размещения распорки между кожухом и гофрированной втулкой. Выполнение распорок может оказаться необходимым для того, чтобы исключить возможность закрытия воздушного зазора перед термической обработкой лишь под действием напряжений, возникших в сотовом элементе.
В соответствии еще с одним предпочтительным вариантом осуществления способа предлагается использовать распорку, образованную нанесенным на наружную поверхность гофрированной втулки и/или на внутреннюю поверхность кожуха слоем керамического и/или содержащего оксиды металлов материала с толщиной, которая в основном соответствует ширине воздушного зазора. Преимущество использования распорок состоит в обеспечении формирования по возможности максимально равномерного воздушного зазора.
Кроме того, предпочтительно, чтобы ширина воздушного зазора составляла 5 мм или менее, предпочтительно менее 2 мм.
В другом предпочтительном варианте осуществления способа пассивирующие средства могут быть по меньшей мере частично образованы по меньшей мере одной фольгой.
В соответствии со следующим предпочтительным вариантом осуществления предлагаемого в изобретении способа по меньшей мере одну фольгу предлагается приклеивать к гофрированной втулке или кожуху таким образом, чтобы эта фольга частично перекрывалась полоской припоя. Это ведет после термической обработки такой конструкции к тому, что фольга оказывается, с одной стороны, соединенной с кожухом или гофрированной втулкой, а, с другой стороны, обеспечивается пространственное ограничение соединения кожуха с гофрированной втулкой. Фольгу можно изготавливать прежде всего из материала, из которого изготавливаются также слои, из которых изготовлен сотовый элемент. В этой связи предпочтительно, чтобы толщина по меньшей мере одной фольги составляла менее 70 мкм, предпочтительно менее 50 мкм, более предпочтительно менее 30 мкм.
Кроме того, носитель каталитического нейтрализатора предлагается подвергать термической обработке, в результате которой происходит образование неразъемных соединений слоев между собой, слоев по меньшей мере с одной гофрированной втулкой и/или по меньшей мере одной гофрированной втулки с кожухом. Эти соединения включают, с одной стороны, паяные соединения отдельных компонентов между собой, соответственно друг с другом. Однако согласно альтернативному варианту с этой целью в процессе термической обработки можно выполнять сварные соединения или диффузионные соединения вместо соединений, полученных пайкой при термической обработке, или вместе с такими соединениями.
Еще одним объектом изобретения является носитель каталитического нейтрализатора, содержащий сотовый элемент, состоящий из по меньшей мере частично профилированных или структурированных слоев, имеющих концы и образующих проточные для текучей среды каналы. Носитель каталитического нейтрализатора также содержит кожух, который по меньшей мере частично охватывает сотовый элемент и по меньшей мере одну гофрированную втулку, расположенную между сотовым элементом и кожухом и соединяющую их между собой. Предлагаемый в изобретении носитель каталитического нейтрализатора отличается тем, что по меньшей мере 90%, предпочтительно по меньшей мере 95%, прежде всего более 98% концов слоев неразъемно соединены по меньшей мере с одной гофрированной втулкой. Предпочтительно, чтобы все свободные концы сотового элемента были соединены с гофрированной втулкой, при этом предпочтительно, чтобы такой носитель каталитического нейтрализатора изготавливался согласно одному из описанных выше вариантов осуществления способа. Как уже указано выше, плотный контакт свободных концов сотового элемента по меньшей мере с одной гофрированной втулкой обеспечивает получение заметно большего количества неразъемных соединений, в результате чего обеспечивается возможность длительного применения таких носителей каталитического нейтрализатора непосредственно в системах выпуска ОГ самоходных машин и транспортных средств. При этом особо предпочтительно, чтобы концы на всем участке перекрытия или соединения внахлестку сотового элемента и гофрированной втулки находились между собой в контакте, соответственно, были соединены.
Согласно одному из предпочтительных вариантов выполнения носителя каталитического нейтрализатора слои образованы гладкими и гофрированными слоями, которые предпочтительно попеременно чередуются между собой и согнуты S-образно и/или U-образно, образуя сотовый элемент, наружный размер которого по меньшей мере частично определяется всеми концами этих слоев. При этом более предпочтительно, чтобы толщина слоев составляла менее 0,1 мм, прежде всего менее 0,05 мм и предпочтительно менее 0,02 мм. При этом гладкие и гофрированные слои выполнены из листов или фольги, изготовленных из ферритового металла, или из соответствующего сплава металлов, в число которых входят алюминий и хром, обеспечивающие стойкость слоев к коррозии даже при очень высоких температурах (рабочих температурах носителя каталитического нейтрализатора до 1300°С). Благодаря предложенной толщине слоев сотовый элемент, соответственно, носитель каталитического нейтрализатора имеют относительно небольшую удельную поверхностную теплоемкость. В результате этого носитель каталитического нейтрализатора имеет возможность быстро реагировать на быстро изменяющиеся окружающие условия вследствие изменения нагрузок ДВС, при этом прежде всего при запуске ДВС в холодном состоянии обеспечено быстрое начало реакций в присутствии катализаторов.
Помимо этого, предлагается изготавливать сотовый элемент, по меньшей мере одну гофрированную втулку и кожух цилиндрической формы. Преимущество цилиндрической формы состоит в том, что можно относительно легко и просто встраивать носитель каталитического нейтрализатора в саму систему выпуска ОГ без применения дополнительных установочных средств.
Согласно следующему предпочтительному варианту выполнения носителя каталитического нейтрализатора участок соединения по меньшей мере одной гофрированной втулки с кожухом по площади меньше участка соединения по меньшей мере одной гофрированной втулки с сотовым элементом и предпочтительно по меньшей мере частично перекрывается с участком соединения по меньшей мере одной гофрированной втулки с сотовым элементом. Особо предпочтительной является такая конфигурация носителя каталитического нейтрализатора, в которой участок соединения проходит вдоль всей осевой длины сотового элемента, при этом участок соединения между гофрированной втулкой и кожухом выполнен как узкая (шириной менее 10 мм, предпочтительно менее 6 мм, более предпочтительно не более 4 мм), замкнутая по периметру полоска в середине носителя каталитического нейтрализатора. Однако при известных условиях может также оказаться предпочтительным присоединять гофрированную втулку к сотовому элементу лишь на узких участках вблизи торцов сотового элемента. В последнем же варианте предпочтительно располагать соединительный участок посередине при присоединении гофрированной втулки к кожуху.
Помимо этого, предпочтительно выполнять носитель каталитического нейтрализатора таким образом, чтобы ширина соединительного участка зависела по меньшей мере от одного из следующих параметров:
(A) наружного размера сотового элемента,
(Б) длины сотового элемента,
(B) плотности расположения каналов по поперечному сечению сотового элемента,
(Г) толщины слоев.
При этом ширина соединительного участка является прямо пропорциональной функцией одного из параметров (А), (Б), (В) или (Г) при условии, если соответствующие остальные три параметра из четырех параметров (А), (Б), (В), (Г) остаются постоянными.
Предпочтительно обеспечивать изменяемую ширину соединительного участка, поскольку с носителями каталитического нейтрализатора, характеризующимися различными величинами наружного размера, длины, плотности расположения каналов или толщины слоев, связаны различные требования, предъявляемые к участку присоединения гофрированной втулки к кожуху. Эти параметры оказывают влияние прежде всего на возможную бочкообразную деформацию сотового элемента, что делает более предпочтительным выполнение соединительного участка различной ширины. Сказанное выше относительно ширины полосы припоя относится также равным образом к ширине соединительного участка и наоборот.
В соответствии еще с одним предпочтительным вариантом выполнения носителя каталитического нейтрализатора участок соединения по меньшей мере одной гофрированной втулки с кожухом в осевом направлении ограничен воздушным зазором. В этой связи целесообразно, чтобы воздушный зазор был образован за счет выполнения кожуха с выемкой и/или за счет выполнения гофрированной втулки с уступом и при необходимости за счет размещения распорки между кожухом и гофрированной втулкой.
В отношении размеров носителя каталитического нейтрализатора предлагается обеспечивать такую толщину по меньшей мере одной гофрированной втулки, которая по величине занимает промежуточное положение между толщиной слоев и толщиной кожуха, прежде всего составляет от 0,08 до 0,25 мм. Вследствие такого соотношения толщин удельная поверхностная теплопроводность гофрированной втулки по величине находится между удельной поверхностной теплопроводностью слоев и удельной поверхностной теплопроводностью кожуха. В результате выполненная таким образом гофрированная втулка способна компенсировать в максимальной степени различное тепловое расширение слоев и кожуха. При этом по меньшей мере одна гофрированная втулка и предпочтительно также кожух изготовлены из одного и того же, соответственно, аналогичного материала, из которого изготовлены слои сотового элемента.
Согласно другому предпочтительному варианту выполнения носителя каталитического нейтрализатора сотовый элемент имеет измеренную в направлении его оси длину, которая соответствует протяженности гофрированной втулки в направлении этой же оси. Поскольку в общем случае длина сотового элемента, протяженность гофрированной втулки, а также размер кожуха в направлении оси являются свободно изменяемыми, согласно этому предложенному варианту гофрированная втулка располагается заподлицо с торцами сотового элемента. Преимущество такого решения проявляется при изготовлении и прежде всего установке по меньшей мере одной гофрированной втулки относительно сотового элемента.
В соответствии с одним из наиболее предпочтительных вариантов выполнения по меньшей мере одной гофрированной втулки предлагается выполнять ее профильную структуру определенной длины и высоты, при этом длина такой структуры составляет от 1,5 до 3,5 мм и ее высота составляет предпочтительно от 0,3 до 1 мм. Выполненная таким образом гофрированная втулка обеспечивает, с одной стороны, достаточное ориентированное в осевом, радиальном или в окружном направлениях растяжение, соответственно сжатие сотового элемента, а, с другой стороны, тем самым также обеспечивает "защелкивание" свободных концов слоев и предотвращает протекание необработанных или не подвергнутых нейтрализации ОГ при последующем использовании носителя каталитического нейтрализатора в системе выпуска ОГ ДВС самоходных машин и транспортных средств.
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые чертежи. При этом необходимо отметить, что настоящее изобретение не ограничено представленными на этих чертежах вариантами его осуществления, которые служат в основном лишь для более наглядного пояснения преимуществ изобретения. На прилагаемых к описанию чертежах, в частности, показано:
на фиг.1 - поэлементное изображение выполненного по одному из вариантов носителя каталитического нейтрализатора,
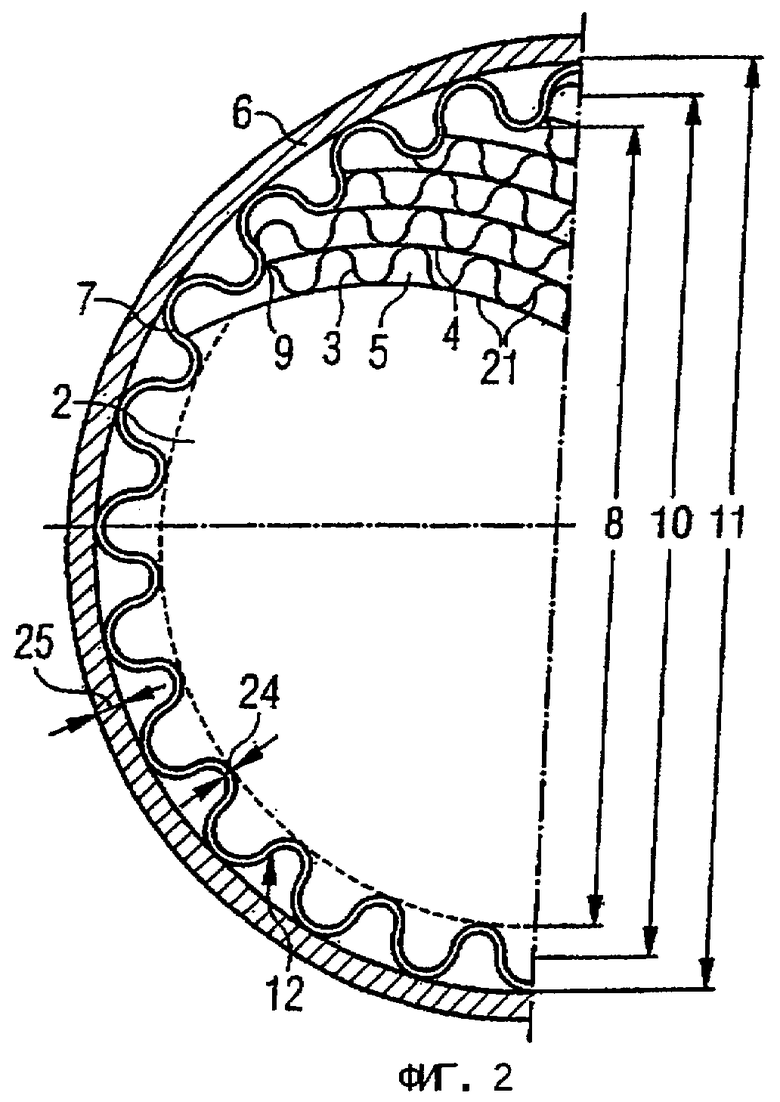
на фиг.2 - детальное изображение выполненного по одному из вариантов носителя каталитического нейтрализатора в разрезе,
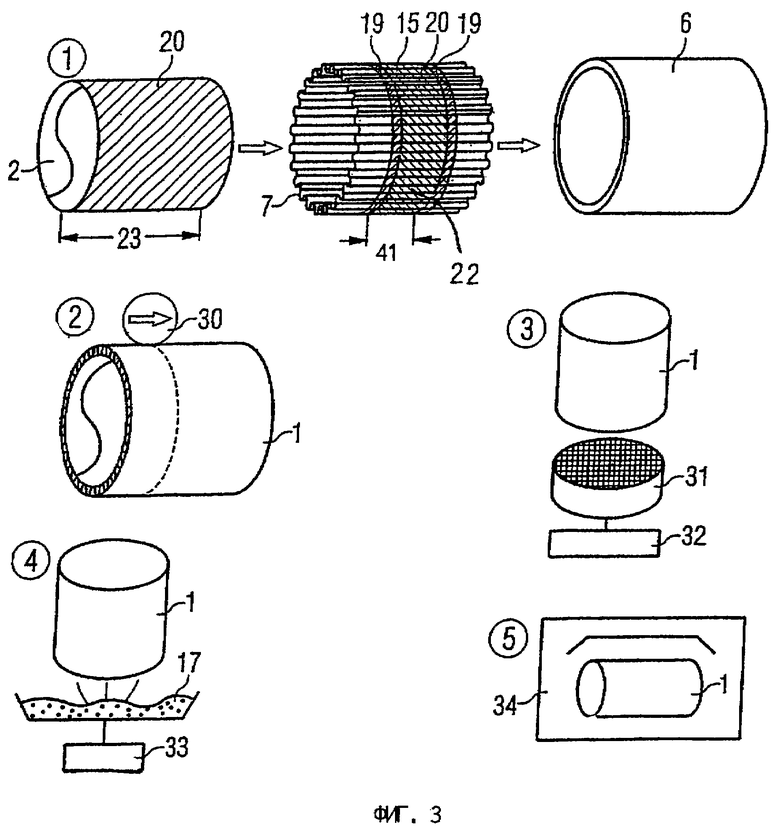
на фиг.3 - схема, иллюстрирующая способ изготовления носителя каталитического нейтрализатора в соответствии с одним из вариантов осуществления изобретения,
на фиг.4 - детальное изображение в аксонометрической проекции фрагмента выполненного по одному из вариантов носителя каталитического нейтрализатора в краевой зоне,
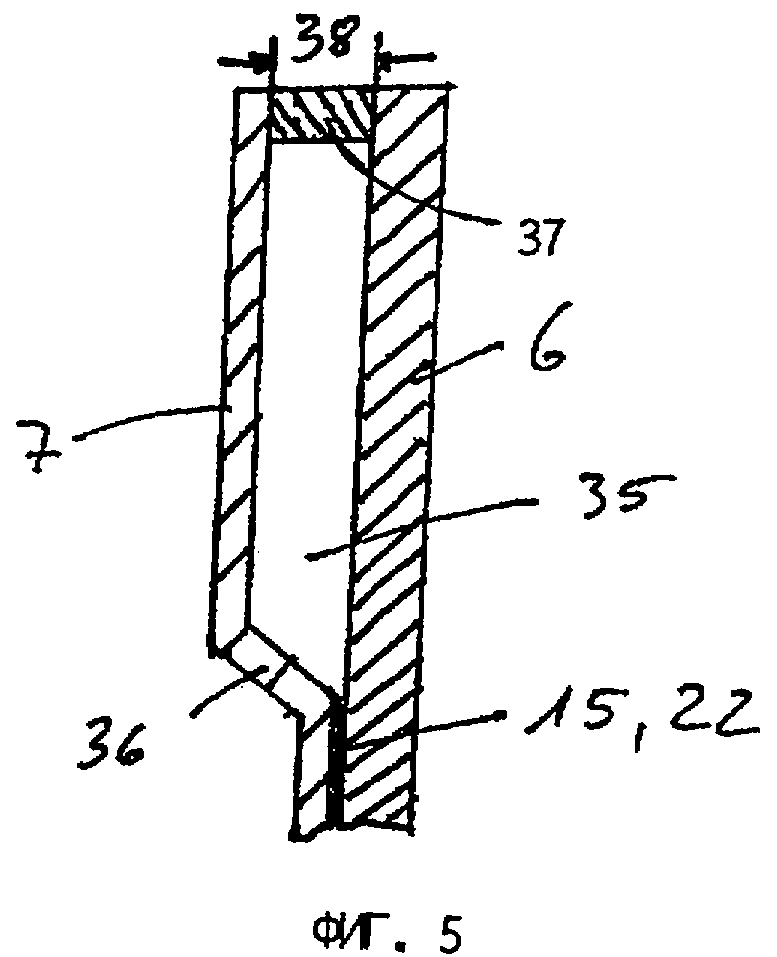
на фиг.5 - схематичное изображение в разрезе участка соединения кожуха с гофрированной втулкой согласно одному из вариантов осуществления изобретения,
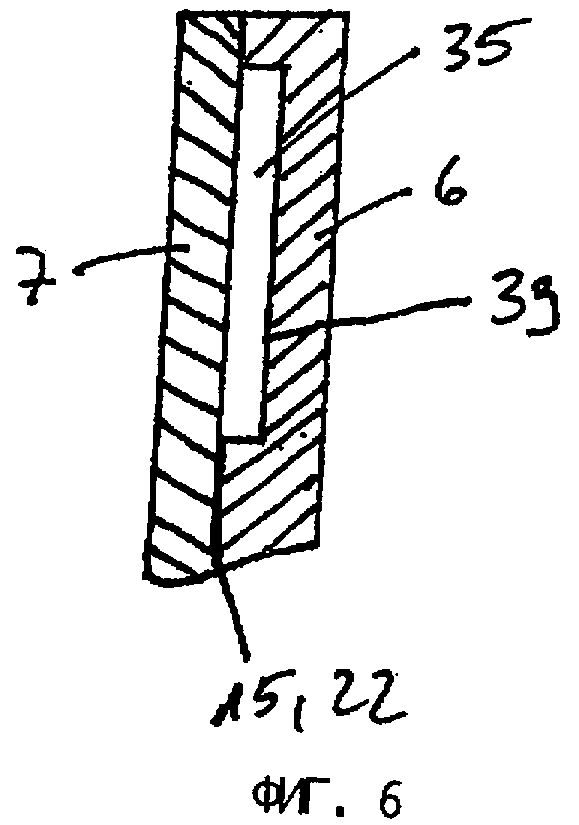
на фиг.6 - схематичное изображение в разрезе участка соединения кожуха с гофрированной втулкой согласно другому варианту осуществления изобретения и
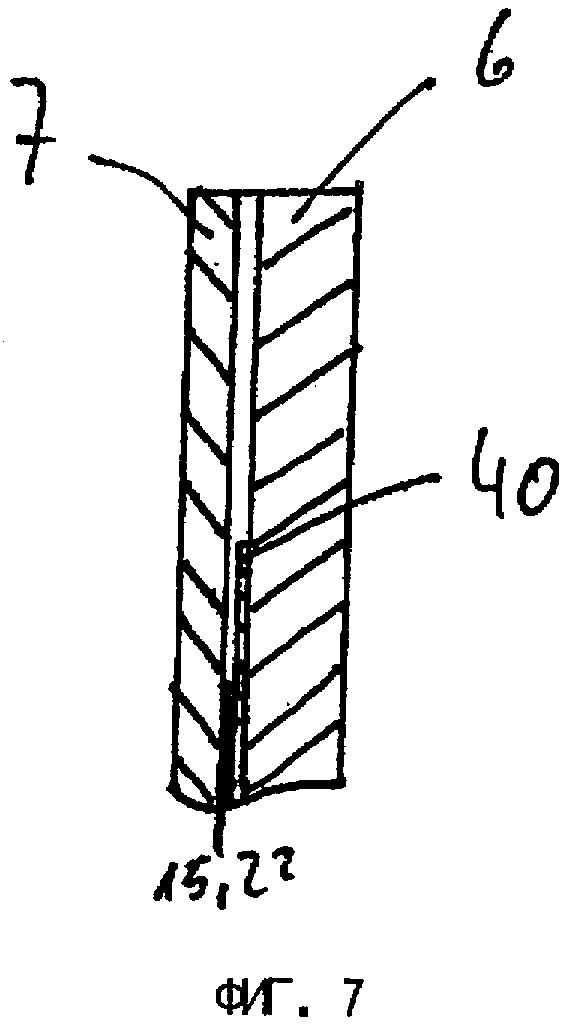
на фиг.7 - схематичное изображение в разрезе участка соединения кожуха с гофрированной втулкой согласно еще одному варианту осуществления изобретения.

Изобретение может быть применено в системах впуска отработавших газов ДВС самоходных машин и транспортных средств. Способ изготовления носителя каталитического нейтрализатора, содержащего сотовый элемент, состоящий из множества по меньшей мере частично профилированных или структурированных слоев, образующих проточные для текучей среды каналы, кожух, который по меньшей мере частично охватывает сотовый элемент и по меньшей мере одну гофрированную втулку, расположенную между сотовым элементом и кожухом и соединяющую их между собой, заключается в том, что изготавливают сотовый элемент, который имеет наружный размер, который по меньшей мере частично определяется свободными концами слоев, изготавливают по меньшей мере одну гофрированную втулку с профильным контуром, изготавливают кожух с внутренним контуром, сотовый элемент помещают по меньшей мере в одну гофрированную втулку, по меньшей мере одну гофрированную втулку вместе с находящимся в ней сотовым элементом помещают в кожух и кожух подвергают калибровке, уменьшая при этом по меньшей мере размеры его внутреннего контура, а предпочтительно и размеры профильного контура по меньшей мере одной гофрированной втулки, в результате чего концы слоев "защелкиваются" в профильной структуре гофрированной втулки и практически полностью прилегают к гофрированной втулке. У изготовленного таким способом носителя каталитического нейтрализатора по меньшей мере 9% концов свободных слоев, образующих сотовый элемент, неразъемно соединены по меньшей мере с одной гофрированной втулкой. 2 н. и 25 з.п. ф-лы, 7 ил.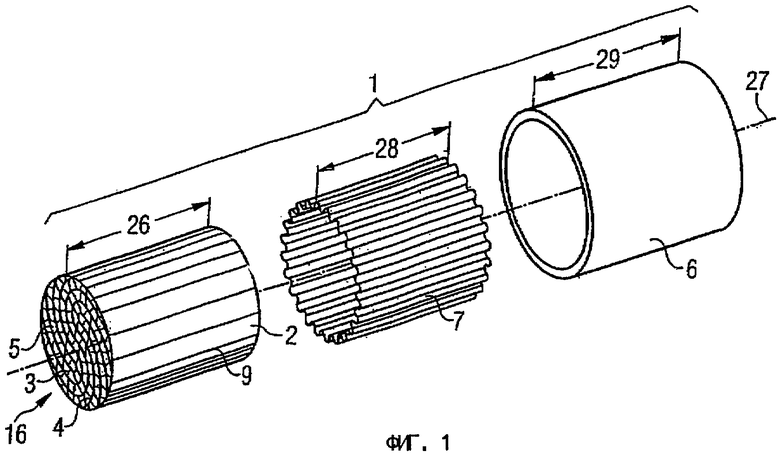
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| US 4500099 A 19.02.1985 | |||
| DE 3926072 A1 21.02.1991 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 5079210 A 07.01.1992 | |||
| УСТРОЙСТВО ДЛЯ КАТАЛИТИЧЕСКОЙ НЕЙТРАЛИЗАЦИИ ОТРАБОТАВШИХ ГАЗОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2054124C1 |

