Настоящее изобретение относится к фольге, предназначенной прежде всего для применения в качестве носителя каталитически активного материала для нейтрализации или снижения токсичности отработавших газов (ОГ), образующихся при работе автомобильных двигателей внутреннего сгорания (ДВС), и имеющей по меньшей мере одну прорезь, которая расположена только в пределах внутренней части листа фольги и по меньшей мере частично ограничивает микропрофильную структуру фольги, выступающую из профильной структуры ее поверхности.
Для нейтрализации или снижения токсичности (обработки) ОГ, образующихся при работе автомобильных ДВС, например двигателей с принудительным воспламенением рабочей смеси и дизельных двигателей, в системе выпуска ОГ, как известно, располагают компоненты, соответственно профильные структуры, которые обеспечивают наличие относительно большой площади поверхности, с которой контактируют ОГ. Такие компоненты обычно снабжаются адсорбирующим, каталитически активным или аналогичным покрытием и благодаря большой площади своей поверхности обеспечивают эффективный контакт с ними потока проходящих вдоль них ОГ. Подобные компоненты представляют собой, например, фильтрующие элементы для отфильтровывания присутствующих в ОГ твердых частиц, адсорберы для по меньшей мере ограниченного по времени накопления содержащихся в ОГ вредных веществ (например, NOx), каталитические нейтрализаторы (например, трехкомпонентные каталитические нейтрализаторы ОГ, каталитические нейтрализаторы с катализатором окисления, каталитические нейтрализаторы с катализатором восстановления (или понижающие содержание NOx каталитические нейтрализаторы) и т.д.), диффузоры для воздействия на поток ОГ, соответственно для завихрения проходящего через них потока ОГ, или же нагревательные элементы, которые непосредственно после пуска холодного ДВС нагревают ОГ до заданной температуры. Для работы в преобладающих в автомобильной системе выпуска ОГ условиях эксплуатации хорошо зарекомендовали себя в основном следующие носители (подложки): керамические сотовые элементы, экструдированные сотовые элементы и сотовые элементы из листов фольги. Учитывая тот факт, что такие носители всегда необходимо согласовывать с выполняемыми ими функциями, в качестве исходного материала для их изготовления наиболее хорошо зарекомендовала себя фольга жаропрочных и коррозионно-стойких марок.
Известен способ изготовления сотовых элементов из множества листов по меньшей мере частично профилированной фольги, которые затем помещают в корпус или кожух и которые тем самым образуют носитель, который можно снабжать одним или несколькими указанными выше покрытиями. Листы по меньшей мере частично профилированной фольги располагают при этом таким образом, что они образуют расположенные в основном параллельно друг другу каналы. Для образования каналов, например, часть используемых для этого листов фольги снабжают первичной профильной структурой, соответственно придают их поверхности профильную структуру, характерной особенностью которой помимо прочего является наличие у нее регулярно повторяющегося профиля, прежде всего своего рода синусоидальной гофрировки, пилообразного профиля, гофрировки с гофрами прямоугольного профиля, гофрировки с гофрами треугольного профиля, гофрировки с гофрами омегаобразного профиля или иной аналогичной профильной структуры. Далее такие листы снабженной первичной профильной структурой фольги набирают в пакет (чередуя их в некоторых случаях с гладкими промежуточными листами), соединяют между собой и помещают в кожух. Таким путем получают сотовый элемент с проходящими в основном параллельно друг другу каналами.
Известно далее снабжение подобной фольги второй (или так называемой вторичной) профильной структурой, назначение которой состоит прежде всего в предотвращении образования ламинарного потока ОГ непосредственно после их входа в сотовый элемент, поскольку при ламинарном течении не происходит газообмен между движущимися по центру такого канала зонами частичного потока ОГ и снабженными, например, каталитически активным покрытием участками стенок канала. В соответствии с этим такая вторичная профильная структура, соответственно микропрофильная структура, имеет передние (входные) поверхности, на которые набегает поток ОГ и которые обеспечивают своего рода завихрение частичных потоков ОГ внутри такого канала. Благодаря этому обеспечивается интенсивное перемешивание самих этих частичных потоков ОГ и в результате эффективный, тесный контакт содержащихся в ОГ вредных веществ со стенкой канала. Помимо этого подобные вторичные профильные структуры позволяют создавать проходные отверстия для прохождения потока ОГ в поперечном продольной протяженности канала направлении и таким путем обеспечить газообмен между частичными потоками ОГ в соседних каналах. Для выполнения этой функции известные вторичные профильные структуры могут представлять собой, например, направляющие поверхности, микропрофильные структуры, бугорки, выступы, "крылышки", язычки, отверстия или иные аналогичные элементы. В этом отношении при изготовлении подобных металлических сотовых элементов существуют гораздо более разнообразные возможности по профилированию стенок их каналов по сравнению с керамическими сотовыми элементами, поскольку выполнение стенок их каналов столь сложной формы либо вообще невозможно, либо возможно лишь при условии особо высоких технических затрат.
Помимо этого при нейтрализации или снижении токсичности ОГ особый интерес представляет создание условий, обеспечивающих превращение содержащихся в ОГ вредных веществ в безвредные вещества практически сразу же после пуска двигателя. При этом подобное превращение содержащихся в ОГ вредных веществ в безвредные вещества должно происходить с особо высокой эффективностью в соответствии с законодательными актами, соответственно директивами. По этой причине ранее постоянно наблюдалась тенденция к уменьшению толщины используемой для изготовления сотовых элементов фольги. Очень тонкая фольга обладает исключительно низкой удельной теплоемкостью в пересчете на единицу площади поверхности. Иными словами, такая фольга отбирает от протекающих вдоль нее ОГ сравнительно небольшое количество тепла, соответственно сама относительно быстро нагревается. Подобное свойство тонкой фольги имеет важное значение по той причине, что применяемые в настоящее время в системе выпуска ОГ каталитически активные покрытия обеспечивают превращение содержащихся в ОГ вредных веществ в безвредные вещества лишь по достижении определенной начальной рабочей температуры, которая составляет примерно 230-270°С. С целью обеспечить по меньшей мере 98%-ную эффективность превращения вредных веществ уже через несколько секунд после пуска двигателя для изготовления сотовых элементов стали использовать фольгу толщиной, например, менее 20 мкм.
Однако решение описанных выше задач связано с целым рядом технологических и эксплуатационно-технических проблем. Выполнение подобных филигранных профильных структур, прежде всего вторичных профильных структур, соответственно микропрофильных структур, требует применения прецизионно работающих инструментов, которые обычно имеют высокую стоимость и поэтому должны иметь длительный срок службы. При этом следует учитывать и тот факт, что помимо обработки давлением фольги в некоторых случаях требуется также ее резка на отдельные куски. Для снижения расходов на инструменты один инструмент стремились сделать предельно универсальным для выполнения с его помощью максимально возможного количества различных технологических операций, однако из-за особой формы вторичной профильной структуры наблюдался повышенный износ инструмента. Другая проблема связана с необходимостью подачи относительно тонкой фольги на обработку с приемлемо высокой скоростью по возможности без нежелательного наклепа. Наклеп может оказывать отрицательное влияние на поведение материала фольги при обработке давлением.
Помимо этого из-за малой толщины материала фольги существует опасность повышения склонности фольги к сминанию (образованию замятых складок), к ее скручиванию в рулон и/или разрыву. Подобное нежелательное деформирование фольги может происходить, соответственно усиливаться, уже в процессе ее изготовления, а также при ее транспортировке или при ее применении в автомобильной системе выпуска ОГ. Так, например, сминание фольги может привести при определенных условиях к закупориванию каналов в сотовом элементе, соответственно к образование разрывов, которые впоследствии под действием высоких термических и динамических нагрузок, преобладающих в автомобильной системе выпуска ОГ, начинают разрастаться и тем самым нарушают конструктивную целостность сотового элемента. Помимо этого следует учитывать и тот факт, что замятые или деформированные подобным образом первичные и/или вторичные профильные структуры создают нежелательные препятствия прохождению ОГ через сотовый элемент, из-за чего на входе в него при определенных условиях создается повышенный скоростной напор, который в некоторых случаях может привести к снижению мощности двигателя.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача разработать носитель, прежде всего для каталитически активного материала, способный длительно противостоять высоким термическим и динамическим нагрузкам, преобладающим в автомобильной системе выпуска ОГ. При этом необходимо, в частности, решить описанные выше технические проблемы, предложив профилированную фольгу, которая несмотря на свою сложную форму и относительно жесткую поверхность большой площади, обладала бы высокой долговечностью. При этом для возможности получения особо эффективного устройства для нейтрализации ОГ профильные структуры такой фольги прежде всего должны сохранять в процессе эксплуатации приданную им форму внутри носителя в течение максимально продолжительного периода времени.
Указанные задачи решаются с помощью фольги с отличительными признаками, представленными в п.1 формулы изобретения, соответственно с помощью изготовленного с использованием подобной фольги носителя с отличительными признаками, представленными в п.10 формулы изобретения. Различные предпочтительные варианты осуществления изобретения представлены в соответствующих зависимых пунктах формулы изобретения. При этом указанные в них по отдельности отличительные признаки можно комбинировать между собой в любых допустимых сочетаниях.
В соответствии с этим предлагаемая в изобретении фольга имеет по меньшей мере одну прорезь, которая расположена в пределах внутренней части листа фольги и по меньшей мере частично ограничивает микропрофильную структуру фольги, выступающую из профильной структуры ее поверхности. Подобная фольга отличается тем, что по меньшей мере одна прорезь имеет выемку на по меньшей мере одном из своих концевых участков.
Сначала необходимо отметить, что в листе фольги может быть выполнено несколько, соответственно множество прорезей, по меньшей мере одна из которых располагается в его внутренней части. Сказанное, в частности, означает, что прорезь не доходит до края фольги, т.е. полностью окружена материалом фольги. Вместе с тем прорезь может иметь не только прямолинейную, но и более сложную форму, т.е. может проходить не только в одном направлении (например, может иметь не I-образную, a V-, W-, Т-, X-образную или иную аналогичную форму), и в этом случае, однако, на по меньшей мере двух, а предпочтительно на всех концевых участках прорези подобной сложной формы должно быть предусмотрено по выемке. Подобная прорезь, выполняемая в материале фольги и прежде всего полностью располагаемая во внутренней части листа фольги, с одной стороны, обеспечивает возможность прохождения текучей среды сквозь саму фольгу, а с другой стороны, используется для формирования на фольге указанных в начале описания микропрофильных структур, соответственно вторичных профильных структур. Под "микропрофильными структурами" при этом подразумеваются прежде всего выпуклости, перегибы, загибы или иные аналогичные неровности, которые обычно занимают на фольге, соответственно в фольге локально ограниченную площадь. Микропрофильные структуры могут также представлять собой, например, бугорки, "крылышки", кромки или иные аналогичные профильные структуры. Микропрофильная структура служит помимо прочего для воздействия на движущийся вдоль поверхности фольги поток текучей среды и создания в нем турбулизирующих, соответственно успокоительных зон, в которых возникает своего рода турбулентное течение, соответственно снижается скорость потока текучей среды. Принцип действия, соответственно форма, подобных микропрофильных структур описаны, например, в публикации WO 01/80978 А1, которая в этом отношении в полном объеме включена в настоящее описание в качестве ссылки.
Наряду с такой микропрофильной структурой фольга имеет также так называемую профильную структуру поверхности (профилированную поверхность), соответственно первичную профильную структуру. Под этим подразумевается, что сама фольга не является ровной, а выполнена профилированной с профильной структурой, более крупной по отношению к микропрофильной структуре. Поверхности фольги, используемой в качестве носителя для каталитически активного материала в автомобильной системе выпуска ОГ, придают профильную структуру, которая образует множество каналов в носителе, составленном из листа такой фольги и других листов фольги. Обычно такие профильные структуры поверхности имеют волнистый (гофрированный) или же зигзагообразный профиль. Среди профильных структур волнистого профиля наиболее хорошо зарекомендовала себя, например, гофрировка со своего рода синусоидальным или омегообразным профилем. Подобные профильные структуры поверхности проходят обычно по всей длине листа фольги, соответственно изготовленного из нее носителя, и в некоторых случаях могут также иметь плавно или скачкообразно изменяющуюся по их длине высоту, соответственно ширину отдельных гофров. Резюмируя вышесказанное, в данном случае следует исходить из того, что профильная структура поверхности фольги предназначена для образования проточных для текучей среды каналов в осевом направлении носителя, а микропрофильная структура предназначена, в первую очередь, для воздействия на поток текучей среды внутри этих образованных профильной структурой поверхности фольги каналов. В соответствии с этим следует исходить из того, что микропрофильные структуры выполнены таким образом, что они выступают внутрь подобного канала и, что самой собой очевидно, по своим размерам не могут быть больше, соответственно выше, той величины, чем та, которую допускают размеры проходного сечения канала. В зависимости от формы канала микропрофильная структура может выступать внутрь канала из любого места, т.е. из донной поверхности канала, из его боковых поверхностей (стенок) или же из ограничивающей его сверху поверхности.
Согласно изобретению прорезь предлагается снабжать выемкой на по меньшей мере одном из ее концевых участков. Предпочтительно же предусматривать на всех концевых участках прорези по выемке, прежде всего одинаковой формы. Обычно прорезь имеет форму прямой линии (I-образную форму). Сказанное означает, что обычно края прорези сходятся на ее концевом участке под острым углом, соответственно по исключительно малому радиусу (например, менее 0,05 мм). Подобную прорезь обычно выполняют методом штамповки прямолинейной (I-образной) формы.
Для выполнения микропрофильных структур ту часть фольги, которая непосредственно примыкает к прорези, отгибают с помощью пригодного для этой цели инструмента с образованием, например, направляющих поверхностей. В процессе такой гибки материал фольги подвергается в зоне концевого участка прорези воздействию значительной нагрузки, под действием которой может, например, возникать наклеп, который может привести к изменению свойств материала фольги в окружающей прорезь зоне и изменению его реакции на термические и динамические нагрузки. Воздействующие на подобную направляющую поверхность, соответственно на фольгу, при ее применении в автомобильной системе выпуска ОГ нагрузки, которые отчасти могут достигать значительного уровня, могут привести к существенному возрастанию местных напряжений в зоне концевого участка прорези. Трещина, которая начала бы распространяться от этого концевого участка прорези далее в материал фольги, может привести к ухудшению всей работоспособности носителя и отделению от фольги мелких кусочков, которые могут захватываться проходящим через носитель потоком ОГ, приобретать под его действием значительное ускорение и ударяться о последующие компоненты системы нейтрализации или снижения токсичности ОГ. Подобные мелкие кусочки фольги и в этих компонентах стали бы закупоривать их каналы, создавать поры, сдирать материал, разрушать покрытия или оказывать иные отрицательные воздействия.
Снабжение же прорези выемкой на по меньшей мере одном ее концевом участке позволяет надежно предотвратить возникновение подобных нежелательных эффектов. Такие выемки имеют сравнительно большой радиус кривизны, исключающий концентрацию напряжений даже на подвергнутых отчасти значительной деформации участках фольги. В предпочтительном варианте по подобной выемке предусматривают на каждом из концевых участков прорези. При этом в фольге возможно также выполнять, например, пересекающиеся прорези, на концевых участках каждой из которой предусмотрено по подобной выемке. Иными словами, выемка образует расширение прямолинейной прорези, которая поэтому на своих концевых участках как бы переходит в прорезь большей ширины (принимает гантелевидную форму). Такая выемка в проекции на плоскость может иметь форму круглых отверстий, уширенных пазов с закругленным профилем дна, выточек или иную аналогичную форму. Помимо этого выемка может быть также выполнена в виде одного или нескольких загнутых, соответственно отогнутых, концевых участков прорези. При этом возможно также предусматривать на концевых участках одной прорези выемки различной формы. Подобные прорези с выемками можно выполнять простым путем технологическими методами обработки с удалением части материала, такими, например, как (лазерная) резка, штамповка, выдавливание или иные аналогичные методы обработки металлических листов, основанные на удалении части их материала.
В предпочтительном варианте профильная структура поверхности предлагаемой в изобретении фольги имеет волнистый или гофрированный профиль с проходящими в продольном направлении листа фольги вершинами гофров и впадинами между ними. Под подобным волнистым или гофрированным профилем подразумевается, в частности, и синусоидальный профиль, который можно увидеть, если смотреть на фольгу со стороны одной из ее кромок. Вершины гофров, соответственно впадины между ними, в предпочтительном варианте проходят по всей осевой длине фольги, предпочтительно в основном параллельно друг другу.
Волнистый или гофрированный профиль в наиболее предпочтительном варианте характеризуется шагом гофров и высотой гофров при отношении шага гофров к их высоте в пределах от 3,0 до 1,0, прежде всего от 2,5 до 1,1 или предпочтительно от 2,0 до 1,3. Под вершиной гофра, соответственно впадиной между двумя соседними гофрами обычно подразумевается высшая, соответственно низшая точка волнистого или гофрированного профиля. Под шагом гофров при этом подразумевается расстояние между двумя ближайшими друг к другу, обращенными в одну сторону экстремумами профильной структуры поверхности фольги, например между двумя ближайшими друг к другу вершинами соседних гофров или между двумя ближайшими друг к другу впадинами между соседними гофрами. Высота гофров соответствует разности между уровнями, на которых расположены два обращенных в разные стороны экстремума, т.е., например, разности между уровнем, на котором расположена вершина гофра, и уровнем, на котором расположена впадина между гофрами. Обычно шаг гофров и их высоту измеряют во взаимно перпендикулярных направлениях. При этом необходимо отметить, что в принципе высота гофров и их шаг могут иметь неизбежные по технологическим причинам отклонения от номинальных значений. В соответствии с этим указанные в описании показатели представляют собой среднее статистическое, от которого фактические значения могут отклоняться в ту или иную сторону в пределах технологических допусков.
Указанное в настоящем описании отношение шага гофров к их высоте отражает также степень деформации фольги. При придании поверхности исходно ровной фольги гофрированной рельефной структуры, например, путем прокатки фольги, аналогичной прокатке гофрированных листов, небольшое по величине отношение шага гофров к их высоте, например менее 2,0, означает, что вершины гофров, соответственно впадины между гофрами расположены сравнительно близко друг к другу, а высота гофров, равная разности между уровнем, на котором расположена вершина гофра, и уровнем, на котором расположена впадина между двумя соседними гофрами, имеет сравнительно большую величину. Фольга с подобными геометрическими параметрами образует в носителе сравнительно узкие каналы, ограниченные достаточно крутыми боковыми стенками. Именно у фольги со столь значительной степенью деформации еще в процессе ее изготовления существует опасность появления признаков усталости ее материала, из-за которой в фольге, например, вследствие возрастающей степени износа инструмента уже на данном этапе могут образовываться и распространяться в последующем трещины. Поэтому, в первую очередь, именно у такой фольги целесообразно предусматривать выемки на концевых участках выполняемых в ней прорезей.
В следующем варианте выполнения предлагаемой в изобретении фольги ее микропрофильная структура имеет направляющую поверхность, выступающую из профильной структуры поверхности фольги, прежде всего выступающую наклонно к ее продольному направлению, предпочтительно под углом, составляющим от 10 до 35°. Подобная направляющая поверхность наиболее пригодна для "отслоения" (или отделения) частичных потоков, движущихся вдоль поверхности фольги, от поверхности фольги и их отклонения в заданные стороны. Такая направляющая поверхность подробно описана также в публикации DE 20117873 U1, которая в этом отношении в полном объеме включена в настоящее описание в качестве ссылки.
В следующем варианте выполнения предлагаемой в изобретении фольги она имеет две прорези, каждая из которых по меньшей мере частично ограничивает одну микропрофильную структуру. Сказанное означает, что по меньшей мере одна из микропрофильных структур ограничена с двух сторон парой прорезей, а расположенный между ними участок фольги выгнут, выдавлен или деформирован иным образом и выступает над поверхностью фольги. При этом обычно образуются поверхности, которые, например, наклонены не под слишком большим углом к направлению потока ОГ и поэтому меньше отклоняют его в этом месте. Связанное с этим преимущество состоит в уменьшении потери давления, обусловленной наличием подобных микропрофильных структур, поскольку они создают меньшее сопротивление потоку.
В следующем варианте выполнения предлагаемой в изобретении фольги по меньшей мере одна выемка имеет закругленную форму, прежде всего имеет форму дуги окружности, предпочтительно с радиусом кривизны, составляющим по меньшей мере 0,1 мм. По результатам проведенных экспериментов было установлено, что выполнение выемки закругленной формы с радиусом кривизны более 0,1 мм, прежде всего не менее 0,2 мм, позволяет значительно снизить вероятность образования трещин, соответственно воспрепятствовать их распространению, начиная от прорезей. Этот положительный эффект обусловлен помимо прочего значительным снижением возникающих в материале фольги в процессе эксплуатации внутренних напряжений, которые в крайнем случае могут отчасти достигать лишь величины, не превышающей 30% от уровня напряжений, возникающих вблизи простой прорези, т.е. прорези без выемок на ее концевых участках. Снижение же концентрации внутренних напряжений на концевых участках прорезей позволяет, как очевидно, избежать образования трещин.
В следующем варианте выполнения предлагаемой в изобретении фольги она имеет множество микропрофильных структур, которые расположены линиями, параллельными продольному направлению листа фольги, и/или рядами, перпендикулярными продольному направлению листа фольги. Микропрофильные структуры предпочтительно должны располагаться на вершинах гофров, соответственно во впадинах между ними, при этом микропрофильные структуры, расположенные на вершинах гофров, должны выступать в направлении впадин между ними, а микропрофильные структуры, расположенные во впадинах между гофрами, должны выступать в направлении их вершин. Иными словами, микропрофильные структуры должны располагаться на двух уровнях, каждый из которых, когда фольга ровно уложена на плоское основание, задается либо плоскостью, в которой лежат верхние точки вершин гофров, либо плоскостью, в которой лежат нижние точки впадин между гофрами. При соблюдении этого условия микропрофильные структуры в последующем располагаются внутри проточных каналов в носителе. Касательно расположения микропрофильных структур друг относительно друга следует также отметить, что линии, соответственно ряды, которыми расположены микропрофильные структуры, при необходимости можно также смещать или сдвигать друг относительно друга по длине, соответственно ширине листа фольги.
В следующем варианте предлагаемая в изобретении фольга выполнена из содержащей алюминий и хром, способной выдерживать высокие термические нагрузки и коррозионно-стойкой стали и имеет толщину предпочтительно от 0,015 до 0,15 мм, прежде всего от 0,03 до 0,08 мм. В другом варианте в принципе возможно также использовать фольгу на основе никеля, соответственно его сплавов. Указанные материалы хорошо зарекомендовали себя как пригодные для работы именно в агрессивных условиях, преобладающих в автомобильной системе выпуска ОГ. Толщину фольги следует при этом выбирать в зависимости от места ее расположения, соответственно от выполняемой ею функции в системе выпуска ОГ. Принципиально следует отметить, что фольга большей толщины обладает более высокой теплоемкостью и поэтому может также использоваться, например, в качестве теплоаккумулятора. Помимо этого фольга большей толщины обладает, как очевидно, и повышенной устойчивостью и поэтому способна выдерживать особо высокие динамические нагрузки. Сравнительно же тонкая фольга толщиной от 0,015 до примерно 0,05 мм обладает лишь относительно низкой теплоемкостью и поэтому способна, например, быстро нагреваться до температуры окружающей ее среды. Сказанное означает, что такая фольга быстро нагревается после пуска холодного ДВС потоком проходящих вдоль нее ОГ и тем самым обеспечивают быструю активацию нанесенного на нее катализатора (каталитического покрытия).
В следующем варианте выполнения предлагаемой в изобретении фольги максимальное расстояние, на которое микропрофильная структура выступает из профильной структуры поверхности фольги, составляет от 0,3 до 0,95 (от 30 до 95%), предпочтительно от 0,5 до 0,8 (от 50 до 80%), от высоты гофров. Иными словами, микропрофильная структура заметно выделяется на фоне профильной структуры поверхности фольги. Лишь подобные микропрофильные структуры позволяют придать движущемуся вдоль фольги потоку ОГ, обычно ламинарному, турбулентный характер.
Еще одним объектом настоящего изобретения является носитель для предназначенного для нейтрализации или снижения токсичности ОГ компонента, изготовленный из множества по меньшей мере частично профилированных листов фольги, набранных в пакет и/или свернутых в рулон таким образом, что они обеспечивают возможность прохождения через носитель текучей среды, при этом по меньшей мере один из множества таких листов фольги представляет собой лист описанной выше фольги.
Такой предлагаемый в изобретении носитель имеет также множество проходящих в основном в его продольном направлении каналов, которые по меньшей мере частично образованы профильной структурой поверхности листа фольги, а по меньшей мере одна из микропрофильных структур предпочтительно представляет собой средство для воздействия на поток текучей среды, отклоняющее поток текучей среды при его прохождении через носитель в сторону соседних каналов. Иными словами, оказываемое таким путем воздействие на поток текучей среды, в частности на поток ОГ, заключается в его отклонении в направлении, которое по меньшей мере частично ориентировано наклонно или перпендикулярно к продольному направлению каналов, соответственно основному направлению потока ОГ. При этом микропрофильная структура может также иметь несколько средств для воздействия на поток текучей среды. Так, в частности, микропрофильная структура может быть образована направляющей поверхностью, которая за счет, например, имеющихся у нее бугорков, отверстий, уступов, загибов или иных аналогичных элементов обеспечивает отклонение потока ОГ в определенном направлении.
Плотность расположения каналов в носителе может составлять от 100 до 1000 каналов на кв.дюйм (6,45 канала на кв. дюйм соответствует 1 каналу на кв. сантиметр), предпочтительно от 300 до 600 каналов на кв. дюйм. При этом у листов фольги отношение шага их гофров к высоте гофров предпочтительно должно составлять от 2,0 до 1,3.
В еще одном варианте выполнения предлагаемого в изобретении носителя он имеет отдельный участок, на котором (по его измеренной в продольном направлении носителя длине) микропрофильные структуры равномерно распределены по поперечному сечению носителя плоскостью, перпендикулярной его продольному направлению. Множество имеющихся в носителе каналов предпочтительно ориентировано в продольном направлении носителя, которое в основном совпадает с основным направлением проходящего через носитель потока ОГ. В поперечном же сечении носителя плоскостью, перпендикулярной продольному направлению носителя, каналы имеют вид ячеек или сот, образующих в совокупности своего рода сотовую структуру. Именно по имеющему подобный вид поперечному сечению носителя равномерно (в статистическом смысле) распределены микропрофильные структуры. Иными словами, в поперечном сечении носителя соседние микропрофильные структуры расположены в основном на одинаковом расстоянии друг от друга и/или на единицу площади поперечного сечения носителя приходится только определенное количество каналов. Подобное равномерное распределение микропрофильных структур по поперечному сечению носителя обеспечивает наиболее симметричное распределение нагрузки на лист фольги, соответственно носитель и позволяет за счет этого снизить уровень пиковых внутренних напряжений.
В следующем варианте выполнения предлагаемого в изобретении носителя в его поперечном сечении плоскостью, перпендикулярной продольному направлению носителя, расположено множество микропрофильных структур, которые выполнены таким образом, что проходящий через носитель поток текучей среды частично отклоняется в разных направлениях. Сказанное означает, в частности, что в одной отдельной части поперечного сечения носителя микропрофильные структуры могут отклонять поток текучей среды, соответственно ОГ, в направлении радиально наружу, а в соседней отдельной части поперечного сечения носителя микропрофильные структуры могут отклонять поток текучей среды, соответственно ОГ, в направлении, противоположном указанному выше направлению, наклонном или перекрестном к нему.
Ориентация микропрофильных структур, соответственно обусловленное ориентацией микропрофильных структур отклонение проходящего через носитель потока текучей среды, в значительной мере определяется также расположением листа фольги в самом носителе. Так, например, в носителе со спирально свернутыми в рулон листами фольги проходящий через носитель поток текучей среды обычно отклоняется только в радиальном направлении, а в носителе с набранными в пакет или однократно изогнутыми, изогнутыми по эвольвенте, S-образно или иным образом изогнутыми листами фольги микропрофильные структуры в соседних частях носителя могут быть ориентированы в различных направлениях. При такой разнонаправленной ориентации микропрофильных структур перемешивание потока текучей среды носит гораздо более сложный характер.
Следует также отметить, что предлагаемый в изобретении носитель дополнительно к по меньшей мере одному листу фольги имеет по меньшей мере один элемент, выбранный из группы, включающей
- по меньшей мере один гладкий металлический лист, который прежде всего в основном прилегает к экстремумам профильной структуры поверхности листа фольги, предпочтительно соединен с ней,
- по меньшей мере один пористый волокнистый слой, который прежде всего в основном прилегает к экстремумам профильной структуры поверхности листа фольги, предпочтительно соединен с ней,
- по меньшей мере один кожух, который охватывает носитель по длине по меньшей мере одного его участка,
- по меньшей мере одну втулку, которая охватывает носитель по длине по меньшей мере одного соединительного участка и служит для соединения с кожухом,
- по меньшей мере одно покрытие, предусмотренное по меньшей мере в одной части носителя,
- по меньшей мере одно измерительное устройство.
В отношении гладкого металлического листа следует отметить, что для изготовления носителя и образования его каналов, как известно, гладкие металлические листы и профилированные листы фольги с попеременным чередованием набирают в пакет. Затем подобный пакет, набранный из гладких металлических листов и профилированных листов фольги, свертывают в рулон, соответственно изгибают с приданием ему формы, которая соответствует требуемой форме поперечного сечения носителя. Известные носители выполняют цилиндрической, конической или прямоугольной формы с круглым, овальным или многоугольным в сечении профилем.
Пористый волокнистый слой целесообразно предусматривать прежде всего при использовании подобного носителя в качестве фильтра для улавливания твердых частиц или иных твердых, жидких, соответственно газообразных компонентов, содержащихся в потоке ОГ. В этом отношении также можно сослаться на публикацию DE 20117873 U1, которая в том числе и касательно пористого волокнистого слоя включена в настоящее описание в качестве ссылки.
Для соединения гладкого металлического листа, соответственно пористого волокнистого слоя с листом фольги могут использоваться все общеизвестные методы создания неразъемных соединений, однако в данном случае предпочтительно использовать сварку, соответственно пайку.
Под втулкой подразумевается дополнительный лист фольги, охватывающий по окружности носитель, соответственно пакет листов фольги и служащий для его соединения с кожухом. Подобная втулка исключает неразъемное соединение образующих каналы металлических листов, соответственно листов фольги непосредственно с кожухом. Более подробно функция такой втулки описана, например, в публикации WO 01/79670 А1, которая в полном объеме включена в настоящее описание в качестве ссылки.
Покрытие необходимо выбирать в зависимости от конкретной функции и конкретного назначения носителя. Так, в частности, известны покрытия, обеспечивающие каталитическое превращение содержащихся в ОГ вредных веществ в безвредные и состоящие в основном из благородных металлов или редкоземельных элементов. К другому типу обычных покрытий относятся покрытия, выполняющие функцию своего рода накопителей, прежде всего накопителей оксидов азота. Покрытие может также служить для дальнейшего увеличения площади поверхности листа фольги за счет образования на нем слоя с высокоразвитой поверхностью, для чего обычно используют покрытие из γ-оксида алюминия. Указание на то, что подобное покрытие предусмотрено по меньшей мере в одной части носителя, означает прежде всего то, что носитель
- снабжен различными покрытиями (различающимися между собой, например, по своему типу, толщине, шероховатости поверхности и иным параметрам) и/или
- лишь частично снабжен покрытием, а указанная часть носителя, в которой предусмотрено это покрытие, может при этом находиться только внутри носителя, не доходя до его внешней окружной поверхности, и/или (дополнительно к этому или вместо этого) проходить только на части осевой длины носителя.
Измерительное устройство, прежде всего датчики или иные аналогичные устройства, предусматривают, например, для контроля различных параметров, определяемых функцией носителя. В качестве указанных датчиков широко используются помимо прочего так называемые лямбда-зонды или же датчики температуры, а измеренные ими значения, характеризующие некоторый параметр ОГ, соответственно носителя, обычно передаются через кожух в систему управления двигателем или в иной блок управления или регулирования.
Еще одним объектом настоящего изобретения является применение описанного выше носителя в системе выпуска ОГ в качестве компонента, выбранного из группы, включающей следующие компоненты, предназначенные для нейтрализации или снижения токсичности ОГ:
- каталитический нейтрализатор,
- перемешивающее поток устройство,
- адсорбер,
- улавливатель твердых частиц.
Различные области применения, соответственно варианты конструктивного исполнения каталитических нейтрализаторов, перемешивающих поток устройств, адсорберов или улавливателей твердых частиц хорошо известны специалистам в данной области, и поэтому представленные в настоящем описании носители обычно можно простым путем адаптировать для выполнения конкретных функций в качестве компонентов системы выпуска ОГ. Поскольку предлагаемое в изобретении решение позволяет в значительной степени подавить распространение трещин от ограничивающих микропрофильные структуры прорезей в фольге, все указанные выше компоненты обладают гораздо большим сроком службы в условиях, в которых носитель постоянно подвергается воздействию высоких термических и динамических нагрузок. Тем самым предлагаемый в изобретении носитель способен на протяжении длительного периода его эксплуатации обеспечивать соблюдение законодательно установленных норм касательно нейтрализации или снижения токсичности ОГ без высоких затрат на его обслуживание, соответственно ремонт.
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые чертежи. При этом следует отметить, что на этих чертежах представлены помимо прочего наиболее предпочтительные варианты осуществления изобретения, которыми, однако, не ограничен его объем. На прилагаемых к описанию чертежах, в частности, показано
на фиг.1 - схематичный вид в аксонометрии фрагмента фольги с микропрофильной структурой,
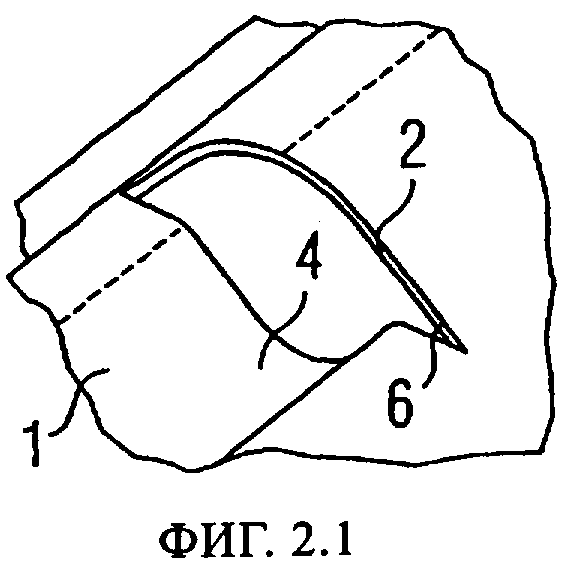
на фиг.2.1 - микропрофильная структура с прорезью без выемки,
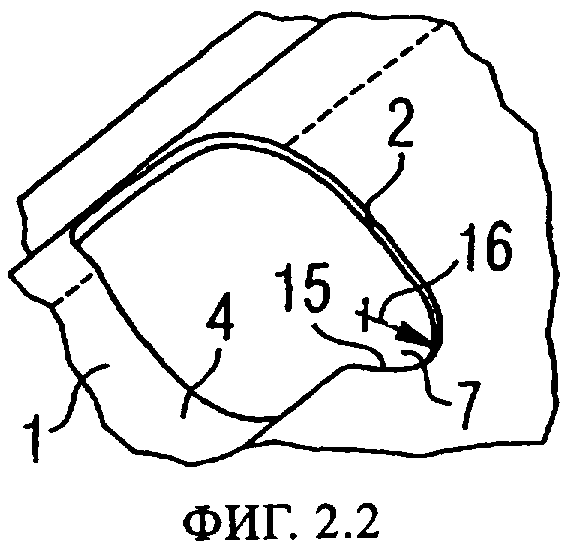
на фиг.2.2 - микропрофильная структура с прорезью, имеющей выполненную по первому варианту выемку,
на фиг.2.3 - микропрофильная структура с прорезью, имеющей выполненную по другому варианту выемку,
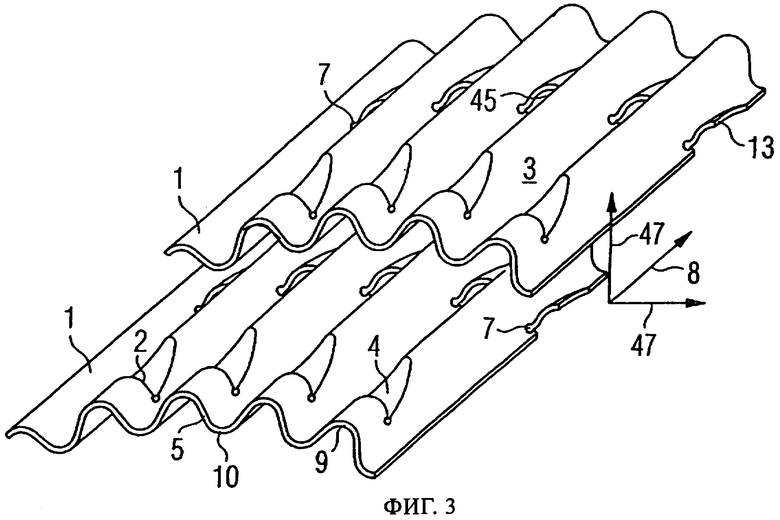
на фиг.3 - схематичный вид носителя, изготовленного из выполненных по первому варианту листов фольги,
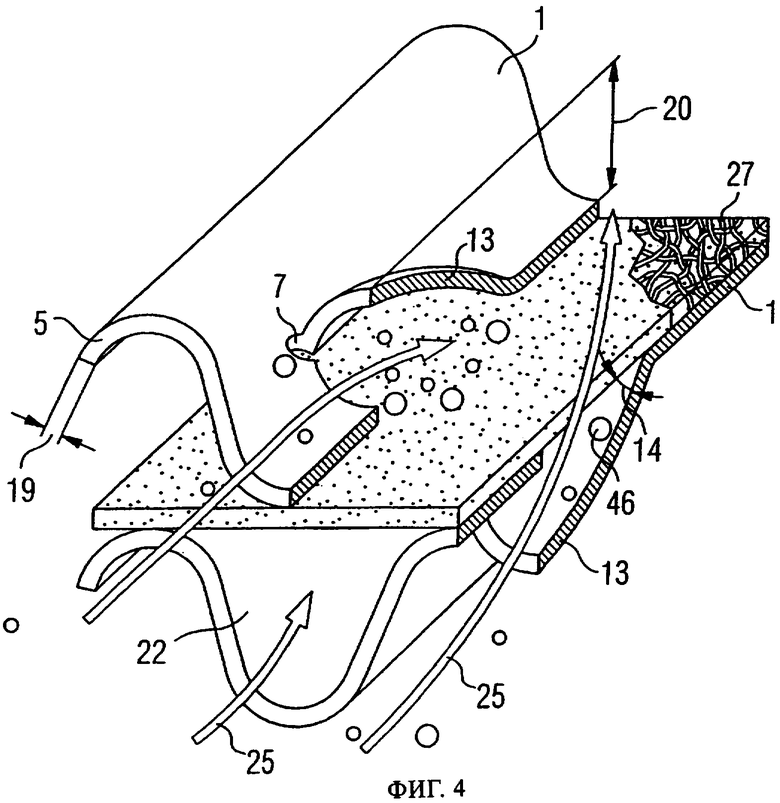
на фиг.4 - детальный вид фрагмента носителя, изготовленного из листов фольги с микропрофильными структурами и из волокнистого слоя,
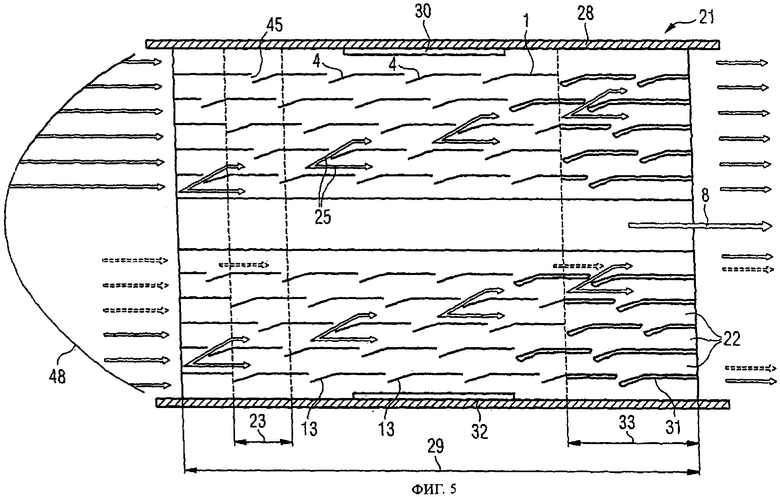
на фиг.5 - схематичный вид носителя в продольном разрезе,
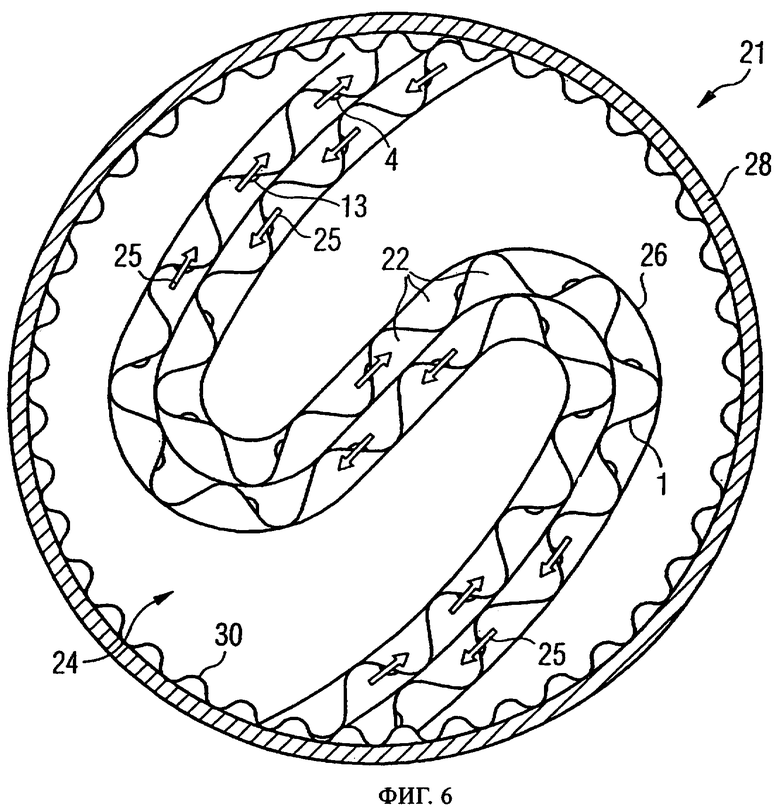
на фиг.6 - схематичный вид выполненного по другому варианту носителя в поперечном разрезе,
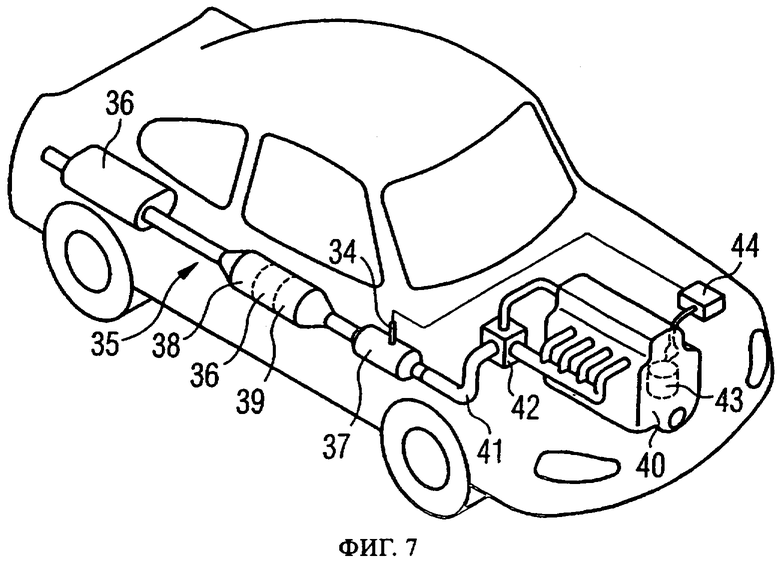
на фиг.7 - схематичный вид в аксонометрии системы выпуска ОГ,
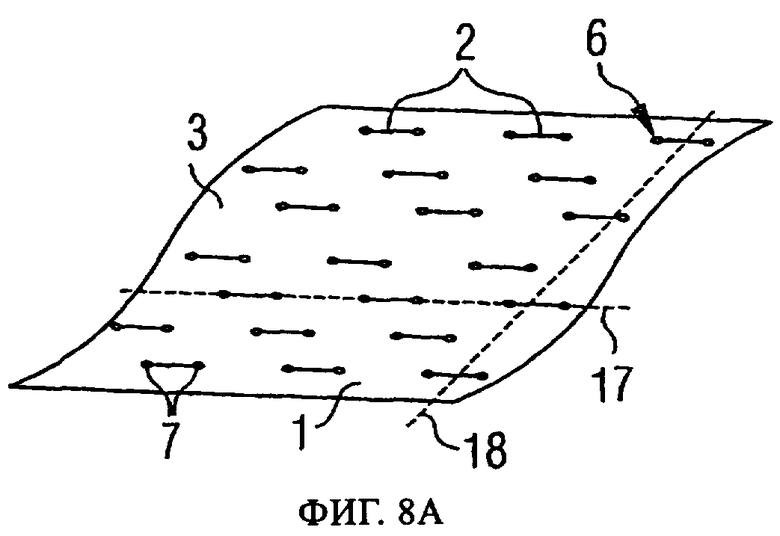
на фиг.8А-Г - схема, иллюстрирующая процесс изготовления листа фольги, выполненной по одному из вариантов, и
на фиг.9 - схематичный вид в аксонометрии фрагмента листа фольги с обеспечивающей завихрение потока микропрофильной структурой.
На фиг.1 в аксонометрии схематично показана часть листа фольги 1 с микропрофильной структурой 4. В показанном на чертеже варианте микропрофильная структура 4 листа фольги 1 частично ограничена двумя прорезями 2, которые выполнены только в пределах внутренней части 3 листа фольги 1. Микропрофильная структура 4 выступает из профильной структуры 5 поверхности листа фольги 1. Профильная структура 5 поверхности листа фольги выполнена в виде гофрированной профильной структуры с вершинами 9 гофров и впадинами 10 между ними. Обведенные на чертеже окружностью концевые участки 6 прорезей 2 в увеличенном масштабе показаны на последующих фиг.2.1, 2.2 и 2.3.
На фиг.2.1, 2.2. и 2.3 детально показана микропрофильная структура 4, ограниченная прорезью 2. Наличие прорези 2 позволяет формировать на листе фольги 1 выступающую из профильной структуры 5 его поверхности микропрофильную структуру 4. На фиг.2.1 прорезь 2 на ее концевом участке 6 выполнена в виде простой прорези, т.е. без предлагаемой в изобретении выемки 7. В месте схождения краев прорези на ее концевом участке 6 образуется концентратор напряжений (надрез), из-за наличия которого при перемещении микропрофильной структуры относительно листа фольги 1 на концевом участке 6 прорези 2 может происходить дальнейшее ее увеличение (разрастание). В результате этого от фольги 1 в конечном итоге могут целиком отделяться отдельные микропрофильные структуры 4. С целью несколько воспрепятствовать разрастанию прорези 2 на ее концевом участке 6 предусмотрены выемки 7, показанные, например, на фиг.2.2 и 2.3. Показанная на фиг.2.2 выемка 7 имеет форму дуги 15 окружности с радиусом 16 кривизны, составляющим предпочтительно от 0,2 до 0,4 мм. В показанном на фиг.2.3 варианте выемка 7 выполнена в виде выточки. Выемка 7 может иметь и другую, снижающую влияние надреза как концентратора напряжений форму.
На фиг.3 в аксонометрии схематично показаны два снабженных микропрофильными структурами 4 листа фольги 1, собрав которые друг с другом, можно получить предлагаемый в изобретении носитель. Показанные на этом чертеже листы фольги 1 также имеют профильную структуру 5 их поверхности в виде гофрированной профильной структуры с вершинами 9 гофров и впадинами 10 между ними, проходящими предпочтительно по всей длине листов фольги в их продольном направлении 8. Микропрофильные структуры 4 листа фольги 1 расположены "попеременно с разных сторон" и "однонаправленно". Выражение "попеременно с разных сторон" в данном контексте означает, что микропрофильные структуры 4 попеременно, если смотреть в продольном направлении 8 листа фольги, выступают вверх и вниз (относительно профильной структуры 5 поверхности листа фольги 1). Выражение "однонаправленно" в данном контексте означает, что ограничивающие микропрофильную структуру 4 прорези 2 обращены в одном (общем) направлении, т.е. расположены перед микропрофильной структурой 4, соответственно ограничивают ее со стороны, обращенной навстречу потоку ОГ. Микропрофильные структуры 4 выполнены в виде направляющих поверхностей 13 с отверстием 45. Такие направляющие поверхности 13 отклоняют в поперечном направлении 47 движущийся в основном в продольном направлении 8 листов фольги поток. На концевых участках 6 прорезей 2 имеется также по показанной в увеличенном масштабе и отчетливо различимой выемке 7.
На фиг.4 в аксонометрии и в разрезе показан фрагмент выполненного по одному из вариантов носителя 21, представляющего собой фильтр, соответственно улавливатель твердых частиц. На этом чертеже показаны два расположенных рядом друг с другом листа фольги 1 с волокнистым слоем 27 между ними. Для изменения направления потока, условно обозначенного на чертеже стрелкой 25, листы фольги 1 снабжены множеством направляющих поверхностей 13. Наличие таких направляющих поверхностей обеспечивает принудительное прохождение отклоняемого ими потока ОГ вместе с содержащимися в нем твердыми частицами 46 сквозь фильтрующий волокнистый слой 27, задерживаемые которым твердые частицы 46 остаются на его поверхности или в его толще до того момента, пока не будут созданы условия для их превращения в газообразные компоненты. Для этого фильтрующий волокнистый слой можно подвергать периодической регенерации (путем подвода значительного количества тепла) либо непрерывной регенерации по принципу непрерывно регенерируемого улавливателя (НРУ), при которой время пребывания частиц в фильтре предпочтительно должно быть продлено настолько, чтобы для полного химического превращения твердых частиц они успели прореагировать с необходимыми для этого реагентами.
Микропрофильные структуры 4, соответственно направляющие поверхности 13, выполнены выступающими из профильной структуры 5 поверхности фольги 1. Такие микропрофильные структуры в показанном на чертеже примере выполнены наклонными в продольном направлении 8 листов фольги, образуя с ним угол 14, составляющий от 10 до 35°. Направляющая поверхность 13, соответственно микропрофильная структура 4, выступает из профильной структуры 5 поверхности фольги на максимальное расстояние 20, составляющее от 0,3 до 0,95 от полной высоты 12 гофров (на данном чертеже не обозначена). На концевых участках 6 прорезей 2 также предусмотрено по выемке 7. Листы фольги 1 имеют профильную структуру 5 их поверхности, образующую проточные для текучей среды в направлении ее потока (стрелка 25) каналы 22.
На фиг.5 в продольном разрезе схематично показан носитель 21, состоящий из множества листов фольги 1, образующих проточные для ОГ в направлении их потока (стрелка 25) каналы 22. Показанный на этом чертеже носитель 21 выполнен в виде перемешивающего поток устройства, функция которого состоит в выравнивании в основном параболического профиля 48 входящего в носитель потока ОГ. Носитель 21 состоит из множества листов фольги 1 с микропрофильными структурами 4, образующими отверстия 45, через которые ОГ могут перетекать в соседние каналы 22. При этом микропрофильные структуры 4 расположены в носителе 21 таким образом, что по измеренной в продольном направлении 8 носителя длине отдельного участка 23 они равномерно распределены по поперечному сечению 24 носителя (на данном чертеже не обозначено) плоскостью, перпендикулярной его продольному направлению 8. На участке 29, протяженность которого в показанном на чертеже примере равна всей осевой длине носителя 21, листы фольги 1, соответственно носитель 21, заключены в кожух 28, длина которого даже несколько больше осевой длины носителя 21 и который поэтому с обеих сторон выступает за его пределы. Листы фольги 1 соединены с кожухом 28 втулкой 30, расположенной на соединительном участке 32 примерно по середине носителя в направлении его осевой протяженности.
Показанный на чертеже носитель 21, соответственно перемешивающее поток устройство, имеет далее часть 33, в которой предусмотрено покрытие 31. Однако протяженность этой части 33 может, как и протяженность участка 29, равняться всей осевой длине носителя 21.
На фиг.6 схематично в поперечном разрезе показан выполненный по другому варианту носитель 21 с кожухом 28. В этом варианте профилированные листы фольги 1 вместе с расположенным между ними гладким металлическим листом 26 S-образно скручены или свернуты в рулон. Профильные структуры 5 поверхности листов фольги 1 и гладкие металлические листы 26 совместно образуют каналы 22, внутрь которых выступают микропрофильные структуры 4, соответственно направляющие поверхности 13. Микропрофильные структуры 4, соответственно направляющие поверхности 13, обеспечивают отклонение проходящего через носитель 21 потока текучей среды и возникновение благодаря этому в направлении, перпендикулярном основному направлению его движения, прежде всего в пределах поперечного сечения 24 носителя, поперечных потоков, обозначенных на чертеже стрелкой 25. Концы гладких металлических листов 26, соответственно профилированных листов фольги 1 (предпочтительно все) соединены со втулкой 30, также имеющей профильную структуру 5 поверхности. Втулка 30 охватывает носитель 21 по всей окружности его наружного контура. Частичное соединение втулки 30 с кожухом 28, с одной стороны, и при необходимости смещенное (в осевом и/или окружном направлении) ее соединение с профилированными листами фольги 1, соответственно с гладкими металлическими листами 26, с другой стороны, позволяет скомпенсировать различия в величинах теплового расширения кожуха 28 и профилированных листов фольги 1, соответственно гладких металлических листов 26.
На фиг.7 схематично показан автомобиль вместе с его системой выпуска ОГ. Автомобиль имеет ДВС 40, который может работать на бензине, дизельном топливе, на биотопливе из рапсового масла или иных энергоносителях. При работе двигателя в его цилиндре 43 (соответственно в камере сгорания) образуются ОГ, которые до их окончательного выброса в атмосферу проходят через систему их выпуска, в состав которой в зависимости от комплектации могут входить следующие компоненты:
- турбонагнетатель 42 для сжатия впускаемого в ДВС 40 воздуха,
- перемешивающее поток устройство 37 с измерительным устройством 34,
- улавливатель 39 твердых частиц,
- каталитический нейтрализатор 36,
- адсорбер 38 и
- еще один каталитический нейтрализатор (например, трехкомпонентный каталитический нейтрализатор ОГ),
при этом указанные отдельные компоненты для нейтрализации ОГ соединены между собой выпускным трубопроводом 41.
Для воздействия на процессы сгорания топлива в ДВС, соответственно на работу системы 35 выпуска ОГ или ДВС 40, в систему 44 управления двигателем передаются необходимые данные.
На фиг.8 схематично проиллюстрированы отдельные технологические стадии, которые могут использоваться для изготовления предлагаемой в изобретении фольги.
Стадия (А)
На этой стадии в исходной в основном плоской фольге 1 выполняют располагающиеся рядами 18 и/или линиями 17 во внутренней части 3 листа фольги 1 прорези 2. При выполнении прорезей 2 на их концевых участках 6 предусматривают по выемке 7.
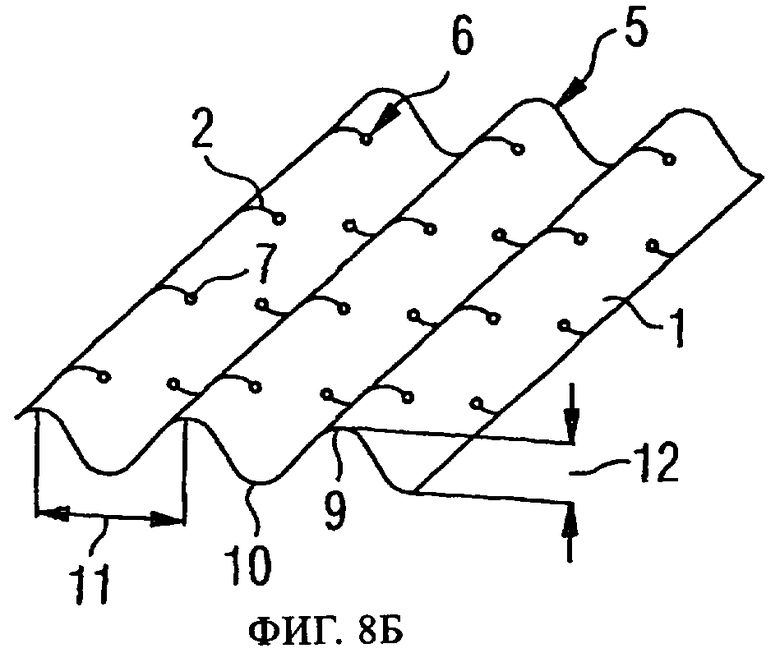
Стадия (Б)
На этой стадии предварительно обработанную описанным выше путем фольгу 1 подвергают формообразующей обработке, например гофрируют путем соответствующей прокатки, с образованием в результате требуемой профильной структуры 5 поверхности. Показанная на фиг.8 профильная структура 5 поверхности фольги имеет вид гофрированной профильной структуры, вершины 9 гофров которой и впадины 10 между гофрами которой располагаются в основном параллельно друг другу. Профильную структуру 5 поверхности фольги, соответственно ее волнистую форму, можно описать параметрами ее гофров, в частности шагом 11 гофров и их высотой 12. В показанном на чертеже варианте выполнения фольги 1 отношение шага 11 гофров к их высоте 12 составляет примерно 3,0.
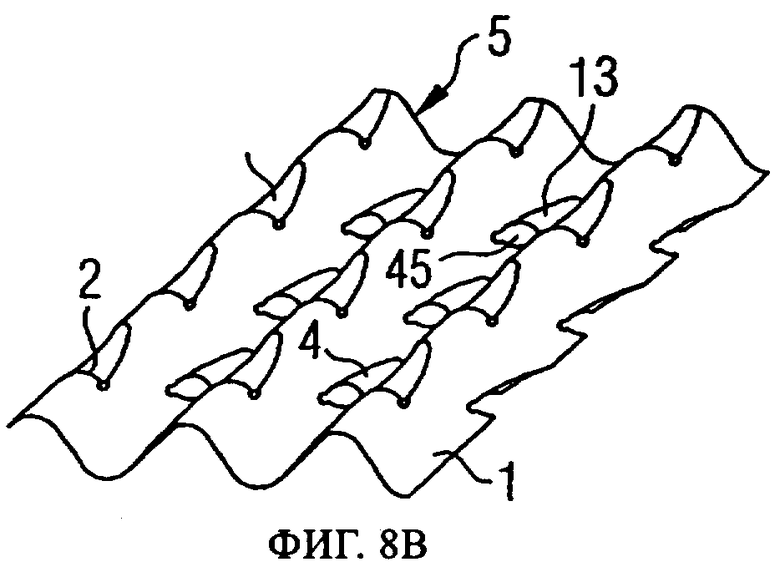
Стадия (В)
На этой стадии фольгу 1 подвергают второй формообразующей обработке, целью которой является выполнение микропрофильной структуры 4. Для этого в местах размещения расположенных на вершинах 9 гофров, соответственно во впадинах 10 между ними прорезей 2, являющихся ограничителями микропрофильных структур 4, выдавливают материал фольги 1. Выдавленные части материала фольги образуют направляющие поверхности 13 с отверстиями 45, при этом направляющие поверхности 13 во впадинах 10 между гофрами выступают вверх, а направляющие поверхности 13 на вершинах гофров выступают вниз.
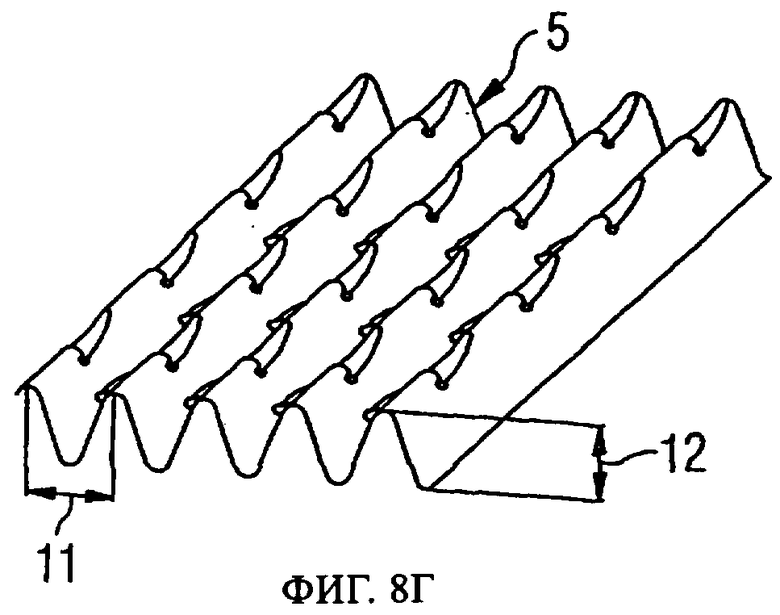
Стадия (Г)
На этой (последней) стадии отношение шага 11 гофров к их высоте 12 сокращают до особо малой величины. При этом можно, например, обжимать лист фольги 1 с боков для значительного уменьшения шага 11 гофров, образующих профильную структуру 5 поверхности фольги. Такой способ изготовления подобных листов фольги описан в заявке DE 10304814, которая в этом отношении включена в настоящее описание в качестве ссылки.
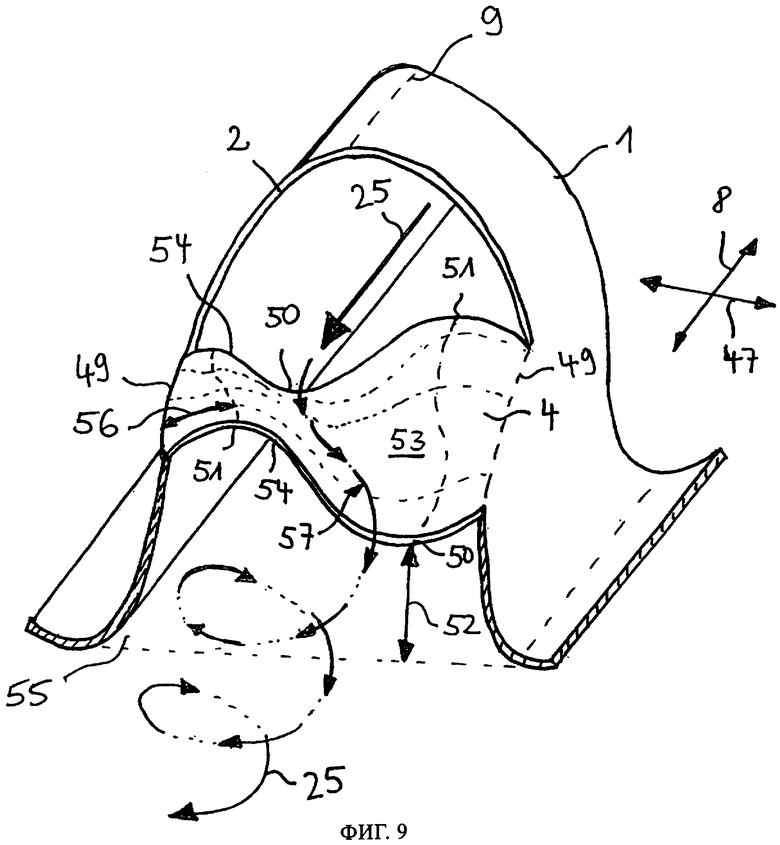
На фиг.9 в аксонометрии схематично и детально показан фрагмент фольги 1 с микропрофильной структурой 4, обеспечивающей завихрение потока текучей среды (что схематично обозначено стрелками 25). Показанный на этом чертеже лист фольги 1 имеет по меньшей мере одну прорезь 2, расположенную в его внутренней части 3 и по меньшей мере частично ограничивающую его микропрофильную структуру 4, выступающую из профильной структуры 5 поверхности листа фольги 1 и образующую сферическую поверхность 53. Эта сферическая поверхность 53, соответственно образованная микропрофильной структурой поверхность не (только) просто изменяет направление набегающего на нее потока текучей среды, в частности ОГ, который часто носит ламинарный характер, но и создает условия для по меньшей мере одного завихрения или закручивания струи. Обеспечиваемое сферической поверхностью 53 приведение потока текучей среды в спиралевидное движение в канале значительно уменьшает потери в нем давления, достигающие существенной величины при преимущественно происходящем отклонении струи в сторону стенки канала. Потеря давления в потоке ОГ оказывает непосредственное влияние на развиваемую двигателем мощность и поэтому имеет существенное значение именно в автомобилестроении. Следует отметить, что подобная фольга 1 с имеющей сферическую поверхность 53 микропрофильной структурой 4 может изготавливаться и независимо от предлагаемых в изобретении выемок 7 на концевых участках 6 прорезей 2, однако в предпочтительном варианте может также использоваться в сочетании со всеми отличительными особенностями рассмотренных в настоящем описании фольги и носителей, соответственно применяться для той же самой цели.
Для описания сферической поверхности 53 можно, например, использовать параметры микропрофильной структуры 4, которая не является плоской, а имеет (если смотреть в плоскости сечения, параллельной обозначенному на фиг.9 поперечному направлению 47 листа фольги) по меньшей мере одну высшую точку 51 и одну низшую точку 50. Сказанное относится прежде всего к кромкам 54 микропрофильной структуры 4. Высшие точки 51 и низшие точки 50, под которыми при этом подразумеваются прежде всего локальные точки экстремумов, можно отличить друг от друга по их расположению на различной высоте 52. Высота 52 соответствует при этом прежде всего вертикальному расстоянию до дна 55 канала, соответственно до плоскости, в которой лежат нижние точки впадин 10 между гофрами фольги 1.
В одном из предпочтительных вариантов сферическая плоскость 53 имеет такую форму, при которой по меньшей мере высшие точки 51 или низшие точки 50, лежащие в различных секущих плоскостях (расположенных параллельно поперечному направлению 47 листа фольги и проходящих через микропрофильную структуру 4), располагаются в продольном направлении 8 листа фольги не на одной линии. Сказанное означает, например, что расстояние 56 от высших точек 51 и/или низших точек 50 до переходного участка 49 микропрофильной структуры 4 изменяется в продольном направлении 8 листа фольги.
В одном из вариантов можно также (дополнительно) предусмотреть высшие точки 51 и низшие точки 50 в по меньшей мере одной секущей плоскости, проходящей через микропрофильную структуру 4 параллельно продольному направлению 8 листа фольги, т.е., в частности, выполнить микропрофильную структуру 4 отличной от прямолинейной формы в этом направлении. В этом случае расстояния от высших точек 51 и/или низших точек 50 до кромок 54 микропрофильной структуры также предпочтительно не должны быть одинаковыми во всех секущих плоскостях, параллельных продольному направлению 8 листа фольги.
В соответствии с показанным на фиг.9 вариантом низшие точки 50 образуют контур 57, отличающийся тем, что он не проходит параллельно продольному направлению 8 листа фольги, а по своей форме предпочтительно соответствует трехмерной траектории, которая по меньшей мере на отдельных участках проходит поперечно продольному направлению 8 листа фольги. Этот контур 57 предпочтительно соответствует траектории плавно изменяющейся формы, т.е. не имеет углов, ребер и т.д. По своей длине контур 57 в предпочтительном варианте проходит на переменной высоте 52. В наиболее предпочтительном варианте контур 57 начинается на первой высоте 52 и на первом расстоянии 56 до ближайшего соседнего переходного участка 49 на той кромке 54, на которую набегает поток текучей среды, и заканчивается на другой кромке 54 на втором, большем расстоянии 56. В этом месте контур 57 располагается, в частности, также на второй высоте 52, которая не равна первой высоте 52. При такой форме микропрофильной структуры 4 контактирующий с ней поток текучей среды одновременно отклоняется в обоих поперечных направлениях 47 (горизонтальном и вертикальном) перпендикулярно продольному направлению 8 листа фольги и приобретает завихренный, вихревой, закрученный или иной характер движения.
Рассмотренные в настоящем описании фольга, соответственно носитель, отличаются особо высокой долговечностью при их использовании в автомобильной системе выпуска ОГ. Помимо этого, варьируя геометрию предлагаемой в изобретении фольги, потоку текучей среды можно придавать точно согласованный с конкретными областями применения фольги профиль, что позволяет получить особо эффективный, соответственно исключительно легко адаптируемый к конкретным условиям работы носитель, для нейтрализации или снижения токсичности автомобильных ОГ.

Настоящее изобретение относится к фольге, предназначенной прежде всего для применения в качестве носителя каталитически активного материала для нейтрализации или снижения токсичности отработавших газов. Описана фольга (1), имеющая по меньшей мере одну прорезь (2), которая расположена в пределах внутренней части (3) листа фольги (1) и по меньшей мере частично ограничивает микропрофильную структуру фольги (1), выступающую из профильной структуры (5) ее поверхности, причем по меньшей мере одна прорезь (2) имеет выемку (7) на по меньшей мере одном из своих концевых участков (6). В заявке описан также носитель для предназначенного для нейтрализации или снижения токсичности отработавших газов компонента, изготовленный из множества по меньшей мере частично профилированных листов фольги (1), которые набраны в пакет и/или свернуты в рулон таким образом, что они обеспечивают возможность прохождения через носитель текучей среды, и по меньшей мере один из которых представляет собой лист описанной выше фольги (1) (Фиг.1). Описано также применение носителя в системе выпуска отработавших газов. Технический результат - подавление распространения трещин от ограничивающих микропрофильные структуры прорезей в фольге, увеличение срока службы носителя. 3 н. и 13 з.п. ф-лы, 9 ил.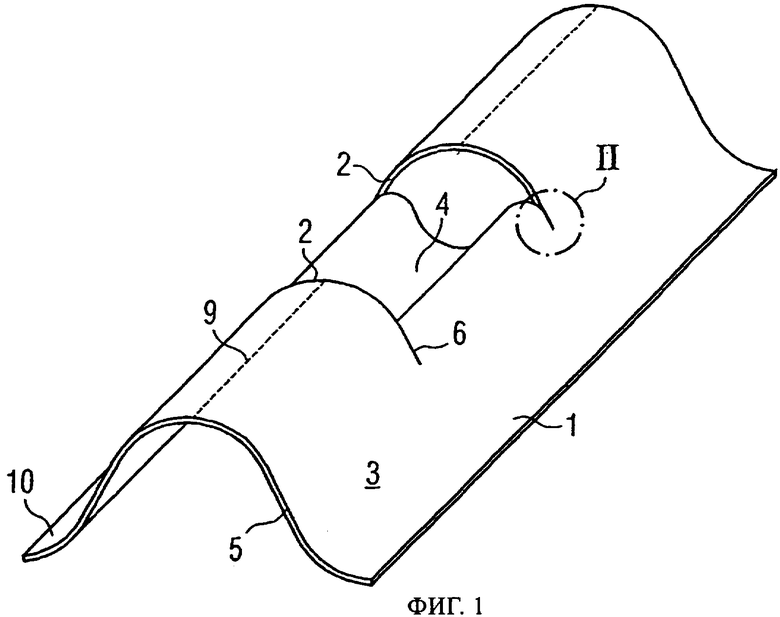
| DE 19922356 A, 23.11.2000 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПИЩЕВОГО ПРОДУКТА ИЗ РАСТИТЕЛЬНОГО СЫРЬЯ И УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1998 |
|
RU2142238C1 |
| МЕТАЛЛИЧЕСКИЙ КОРПУС-НОСИТЕЛЬ КАТАЛИЗАТОРА ДЛЯ НЕЙТРАЛИЗАЦИИ ОТРАБОТАВШИХ ГАЗОВ, В ЧАСТНОСТИ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ МАЛОЙ МОЩНОСТИ | 1998 |
|
RU2199391C2 |
| Огнетушитель | 0 |
|
SU91A1 |
| US 5045403 A 03.09.1991. | |||

