Изобретение относится к устройствам герметизации роторов ГТД и предназначено для изготовления щеточных уплотнений к ним и может быть применено в энергомашиностроении.
Известно устройство (I) для изготовления щеточного уплотнения (ЕР 0211275, 1985 г., кл. F16J 5/32). Оно содержит фланец, выполненный с возможностью размещения в патроне токарного станка, и оправку в виде шарнирного параллелограмма, планки которого взаимосвязаны с фланцем. Недостатком известного устройства является то, что при его консольной фиксации во вращающемся органе намоточной установки под воздействием усилия от наматываемого материала оправка от оси вращения отклоняется - «бьет». В результате этого витки намоточного ряда проволоки сбиваются и налезают друг на друга. Кроме того, в устройстве нет возможности регулировать угол намотки витков проволоки на оправку и фиксировать его положение.
Известно устройство (II) для изготовления щеточных уплотнений (RU пат. №2133396, 1999 г. кл. F16J 15/00). Оно содержит соосно расположенные фланцы для центровочного закрепления его в токарном станке, что устраняет вышеупомянутое «биение» оправки. В устройстве фланцы посредством каркасных стержней свободно состыковываются с оправкой. Это качество позволяет оператору легко собирать устройство перед намоткой и также легко разбирать его после. Однако из-за отсутствия жесткости соединения вышеупомянутых элементов под воздействием намоточного усилия устройство допускает смещение каркасных стержней и фланцев, что также приводит к сбою витков навивки. Кроме того, устройство не позволяет менять угол наклона витков намотки и усложняет их последующую резку.
Известно устройство (III) для изготовления щеточного уплотнения (прототип), содержащее основание с подвижными и поворотными пластинами (SU А.С. №1462917, 1987 г. кл. F16J 15/16). Это известное техническое решение соответствует предложенному совокупностью своих существенных признаков. Вышеназванные недостатки аналога (I) также присущи и прототипу (III). Помимо прочего, фиксация подвижных пластин прототипа осуществляется посредством закладной детали. Для изменения угла навивки проволоки из устройства извлекают закладную деталь. После извлечения из устройства последнюю сложно зафиксировать в положении требуемомого угла наклона витков намотанной проволоки. Тем более, при отсутствии регулирующего узла посредством лишь одного фиксатора также сложно обеспечить это требование.
Задачей изобретения является совершенствование оснастки по изготовлению щеточного уплотнения для повышения степени герметизации роторов ГТД, расширение технологических возможностей оснастки и создание оператору наибольших удобств в изготовлении щеточных уплотнений.
Данная задача осуществляется достижением технического результата: повышением качества намотки проволоки на подвижные пластины, возможностью обеспечения и регулировки угла наклона проволочной щетины относительно основания щетки в зависимости, например, от степени упругости, толщины навивочного материала, компонентов, уплотняющих щетку, и пр.
Технический результат осуществляется тем, что устройство для изготовления щеточного уплотнения, содержащее основание с подвижными и поворотными пластинами, снабжено линейкой, закрепленной на основании между подвижными пластинами, и регуляторами положения подвижных пластин, установленными на основании, при этом поворотные пластины размещены на линейке.
Технический результат достигается еще и тем, что регулятор положения каждой подвижной пластины выполнен в виде винтов с возможностью взаимодействия с торцевыми частями упомянутой пластины.
Технический результат достигается еще и тем, что регуляторы положения подвижных пластин выполнены в виде винтов в совокупности с пружинами, при этом пружины размещены на линейке со стороны каждой подвижной пластины, а винты - со стороны торцов этих подвижных пластин.
Технический результат достигается еще и тем, что регуляторы положения подвижных пластин выполнены в виде винтов и пружин. При этом пружины установлены на основании с возможностью взаимодействия с торцевыми частями подвижных пластин.
Устройство поясняется чертежами, где:
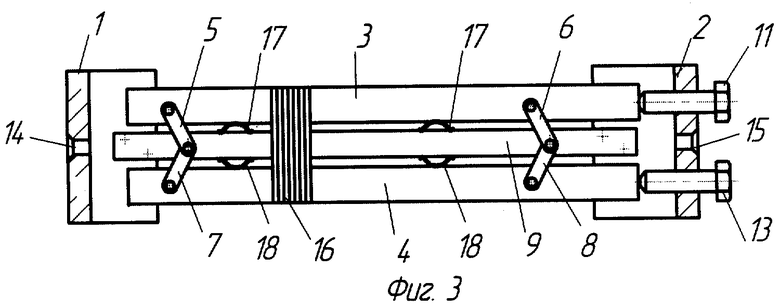
на фиг.1 - устройство для изготовления щеточных уплотнений в рабочем положении;
на фиг.2 - то же устройство с измененным положением пластин и наклоном витков проволоки;
на фиг.3 - устройство, в котором регулятор положения каждой подвижной пластины выполнен в виде винта и установленной на линейке пружины;
на фиг.4 - устройство, в котором пружины регуляторов подвижных пластин размещены на основании.
Описание устройства
Устройство для изготовления щеточных уплотнений содержит основание 1 и 2, подвижные 3 и 4 и поворотные 5-8 пластины. Устройство снабжено линейкой 9, закрепленной на основании 1 и 2 между подвижными пластинами 3 и 4 оправки и регуляторами положения каждой подвижной пластины 3 и 4, установленными на основании 1 и 2 и выполненными в виде винтов 10-13. При этом поворотные пластины 5-8 установлены на линейке 9. Для установки устройства на токарном станке основание 1 и 2 выполнено с осевыми углублениями 14 и 15. Витки проволоки обозначены поз.16. Регуляторы положения подвижных пластин 3 и 4 могут быть выполнены в виде винтов 10-13 и пластинчатых пружин 17 и 18, установленных на линейке 9 со стороны, соответствующей каждой подвижной пластине 3 и 4. Кроме того, регуляторы положения подвижных пластин 3 и 4 могут быть выполнены соответственно в виде винтов 10-13 в совокупности с пружинами сжатия 19 и 20. При этом пружины сжатия 19 и 20 установлены на основании 1 и в торцевых углублениях 21 и 22 подвижных пластин 3 и 4.
Описание работы устройства
Устройство для изготовления щеточных уплотнений позволяет в более широких пределах и в любой последовательности регулировать относительное положение подвижных пластин и работает следующим образом. Перед намоткой проволоки регулировочными винтами 10-13 устанавливают в исходное положение подвижные пластины 3 и 4 (фиг.1). Затем устройство закрепляют в приводе станка, используя центровочные углубления 14 и 15 в основании 1 и 2. После чего послойно наматывают проволоку 16 на оправку, выполненную в виде подвижных 3 и 4 и поворотных 5-8 пластин. Завершив намотку, на подвижных пластинах 3 и 4 фиксируют обжимом витки проволоки. Перемещая и регулируя винтами 10 и 11 подвижную пластину 3, обеспечивают наклон витков проволоки 16 на требуемый угол. Однако при смещении подвижной пластины 3 в сторону уменьшается расстояние между ней и подвижной пластиной 4, что приводит к ослаблению натяжения проволоки 16 и нарушению качества ее укладки. Этот недостаток устраняется смещением подвижной пластины 4 в сторону увеличения расстояния между ней и подвижной пластиной 3. В результате этого витки проволоки натягиваются, чем обеспечивается более качественное формирование намотаного слоя. При замене винтов 10 и 12 на пружины 17 и 18 (фиг.3) в регуляторах положения подвижных пластин 3 и 4 перемещение последних осуществляется поворотом соответственно винтов 11 и 13. При этом пружины могут быть выполнены в различных вариантах взаимодействия с регулировочными винтами, например, показанных на фиг.3 и 4. Поворотом винта 13 отпускают подвижную пластину 4, которая отходит от линейки 9 под воздействием пружин 18 и обеспечивает при этом натяжение витков проволоки 16. После намотки проволоки витки разрезают. При этом обеспечивается качество намотки проволоки. Оператор сможет отрегулировать наклон витков проволоки относительно оси устройства, обеспечивая при этом натяжение витков. Следовательно, заявленное техническое решение расширяет технологические возможности устройства при изготовлении щеточных уплотнений, повышает качество навивки проволоки, а изготовителю щеточных уплотнений создает дополнительные удобства в работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ УПЛОТНЕНИЙ И ФИКСАТОР ОПРАВКИ | 2006 |
|
RU2313021C1 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2594835C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2010 |
|
RU2425269C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА ЩЕТОЧНОГО УПЛОТНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491462C1 |
| ЩЕТОЧНОЕ УПЛОТНЕНИЕ РОТОРОВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2518709C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2012 |
|
RU2485374C1 |
| Щеточное уплотнение и способ его изготовления | 2023 |
|
RU2805714C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2012 |
|
RU2485373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ РОТОРОВ | 2012 |
|
RU2497645C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ СПИРАЛЕЙ ДЛЯ ЭЛЕКТРОДОВ КАРДИОСТИМУЛЯЦИИ | 2003 |
|
RU2243845C1 |


Изобретение относится к устройствам герметизации и предназначено для изготовления щеточных уплотнений. Устройство для изготовления щеточного уплотнения содержит основание с подвижными и поворотными пластинами и линейку, закрепленную на основании между подвижными пластинами. Устройство содержит также регулятор положения каждой подвижной пластины, размещенный на основании, а поворотные пластины установлены на линейке. Такое выполнение устройства позволяет за счет автономного смещения одной из подвижных пластин обеспечить смещение намотанного материала с образованием требуемого угла наклона проволоки к оси оправки, а смещением другой осуществляют натяжение проволоки и выравнивают ее витки. Изобретение расширяет технологические возможности устройства для изготовления щеточных уплотнений, повышает качество навивки проволоки. 3 з.п. ф-лы, 4 ил.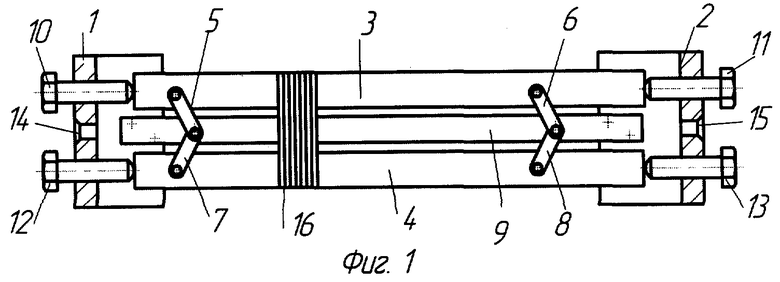
| SU 1462917 A1, 27.11.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 1996 |
|
RU2133396C1 |
| Устройство для намотки гибкого элемента | 1980 |
|
SU925827A2 |
| SU 1462916 A1, 10.10.1996 | |||
| Щеточное уплотнение | 1989 |
|
SU1665136A1 |
| БУНКЕРНОЕ УСТРОЙСТВО | 0 |
|
SU211275A1 |
| GB 2001400 А, 31.01.1979. | |||

