Изобретение относится к медицинской технике, а именно к устройствам для изготовления малогабаритных многожильных токопроводящих спиралей типа “боуден” к электродам для кардиостимуляции. Устройство найдет эффективное применения для изготовления спирального токопроводящего многожильного (4-12-жильного) провода для имплантируемых электродов, обеспечивающего передачу электрических импульсов от кардиостимулятора к мышцам сердца и обратную детекцию электрических импульсов от сердца к управляющему элементу стимулятора.
Спиральный токопроводящий многожильный провод для имплантируемых кардиоэлектродов должен обладать особыми техническими параметрами:
- повышенной электрической токопроводимостью, которая создается за счет нескольких (4-12) токопроводящих жил, работающих параллельно, что обеспечивает малый расход электрической энергии блока питания кардиостимулятора и соответственно повышенный ресурс его работы;
- повышенной механической прочностью, достаточной эластичностью, малыми габаритными размерами, при этом витки спирали должны быть уложены плотно, без зазоров между витками.
Современное поколение отечественных имплантируемых электродов для кардиостимуляции содержит подобный токопроводящий многожильный провод, выполненный в виде цилиндрической спирали с наружным диаметром 0,2-1,8 мм из 4-12 проволок диаметром 0,08-0,14 мм (см. патенты РФ №№2149038, 2146155, 2177808, 2181300).
Высокие технические требования относительно параметров многожильных спиралей для кардиоэлектродов обуславливают крайнюю актуальность патентуемой разработки.
Известно устройство для навивки винтовой пружины на оправку (см. Н.П.Соболев “Станки точной индустрии”, “Государственное издательство Оборонной Промышленности”, М., 1953 г., стр.269, рис.216). Устройство содержит оправку, на которую навивают спираль. Для изготовления пружины закрепляют конец проволоки в отверстии хомутика и вращают оправку вместе с хомутиком.
Известное устройство имеет существенные недостатки. Данное устройство пригодно для изготовления спиральных пружин из одиночной проволоки, электротехнические параметры которой не отвечают требованиям современных имплантируемых электродов. Устройство к тому же малопроизводительно. Поскольку предусматривает ряд трудоемких операций, как, например, рубка заготовок, заправки проволоки в станок для каждой пружины, отрезки навитых пружин и т.д.
Известно также устройство для навивки пружин малых диаметров (И.П.Соболев “Станки точной индустрии”, стр.271-273, рис.218, 218А), наиболее близкое по технической сущности патентуемому решению и принятое в качестве прототипа. Устройство состоит из следующих основных частей: передней бабки, задней бабки, каретки и станины. Шпиндель передней бабки приводится во вращение двигателем. Шпиндель задней бабки имеет кулачковый патрон с отверстием для закрепления конца проволоки. Шпиндель задней бабки получает движение от шпинделя передней бабки через систему шестерней. Передняя и задняя бабки соединены между собой двумя цилиндрическими направляющими, по которым перемещается каретка. Оправка для навивки пружины сначала зажимается в кулачках патрона передней бабки, а после и в кулачках патрона задней бабки. Катушка с проволокой надевается на ось, закрепленную в кронштейнах, соединенных с основанием каретки. От катушки проволока идет к оправке через направляющие ролики, отверстия в стойке и в ноже и ролики.
Для навивки пружин с витками, расположенными на определенным расстоянии друг от друга, продольное перемещение каретки осуществляют ходовым винтом, который вращается шпинделем через систему шестерней.
Данное устройство позволяет изготавливать пружины однониточного типа и имеет существенные конструктивные недостатки, которые ограничивают область его практического использования. Так, в частности, изготовленные спиральные пружины не отвечают техническим требованиям к боуденам для имплантируемых электродов кардиостимуляции, поскольку имеют пониженную электрическую токопроводимость, невысокую механическую прочность и эластичность.
Настоящее изобретение решает задачу разработки высокопроизводительного устройства для изготовления малогабаритных многожильных токопроводящих спиралей типа “боуден” с высокими электротехническими параметрами для имплантируемых кардиостимулируемых электродов.
Решение поставленной задачи осуществляется следующим образом. В устройстве для изготовления многожильных спиралей для электродов кардиостимуляции, содержащем станину, на которой размещена передняя бабка с зажимным механизмом, соединенная с электродвигателем, основу для навивки спирали, один конец которой взаимодействует с зажимным механизмом передней бабки, а другой - с задним натяжным механизмом, который смонтирован на вертикальной стойке, и суппорт, установленный на направляющей рейке суппорта с возможностью перемещения относительно ее продольной оси, согласно настоящему изобретению, суппорт содержит катушки с проволокой, торцевые поверхности которых параллельны друг другу. Катушки установлены на одной оси, закрепленной в верхней части суппорта. В суппорте под катушками с проволокой смонтированы последовательно один под другим сборник нитей проволоки, регулятор натяжения проволоки, направитель проволоки, формирователь проволоки и укладчик проволоки. Согласно изобретению, суппорт смонтирован под углом относительно направляющей рейки суппорта и основы для намотки спирали, а каждая катушка с проволокой снабжена тормозным элементом, предотвращающим самопроизвольное раскручивание катушки.
Технический результат настоящего изобретения заключается в разработке эффективного устройства, которое позволяет из 4-12 исходных проволок малого диаметра изготавливать многожильную спираль к боуденам для имплантируемых электродов кардиостимуляции, отличающихся высокими электротехническими и механическими характеристиками (высокой электропроводностью, высокой механической прочностью, эластичностью, малыми габаритами, надежностью в эксплуатации и т.п.).
Необходимо отметить, что в отличие от всех известных устройств аналогичного назначения разработанное устройство не имеет ходового винта и принудительной подачи суппорта с определенным шагом навивки спирали. Перемещение суппорта в продольном направлении осуществляется усилием последнего витка спирали.
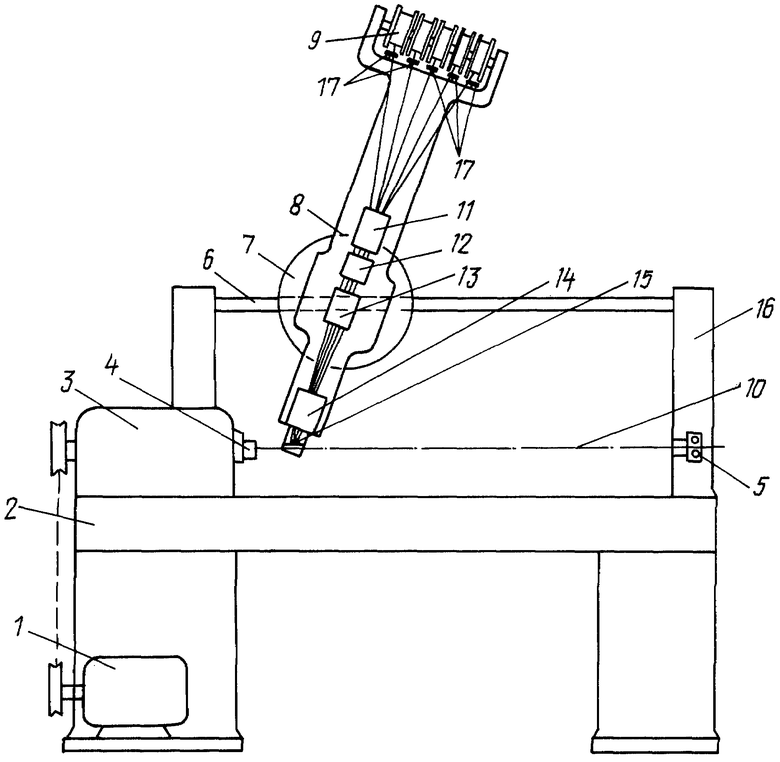
Сущность патентуемого устройства для изготовления многожильных токопроводящих спиралей для электродов кардиостимуляции поясняется примером его конкретной реализации и чертежом, на котором приведен общий вид устройства.
Устройство содержит электродвигатель 1, станину 2, переднюю бабку 3 с цанговым патроном 4 и задний натяжной механизм 5, смонтированный на вертикальной стойке 16, и основу для намотки проволоки 10. В начале работы один конец основы 10 зажимают в цанговый патрон 4, а другой - в задний натяжной механизм 5.
Устройство содержит направляющую рейку суппорта 6, по которой перемещается суппорт 8, перемещается строго параллельно основе 10. Суппорт 8 установлен на поворотной части 7, которая разворачивается под углом в соответствии с углом наклона витков наматываемой спирали.
В верхней части суппорта 8 на закрепленной оси расположены катушки с проволокой 9. Торцевые поверхности катушек 9 параллельны друг другу. В суппорте 8 непосредственно под катушками с проволокой 9 смонтированы последовательно один под другим сборник нитей проволоки 11, регулятор натяжения проволоки 12, направитель проволоки 13, формирователь проволоки 14 и укладчик проволоки 15.
Поворотная часть суппорта 7 предусматривает установку сформированного в формирователе проволоки 14 пучка проволоки под углом к основе 10.
Для изготовления многожильных токопроводящих пружин используют различные марки проволоки, например проволоку из стали марки 1Х18Н10Т диаметром от 0,08 до 0,1-0,2 мм.
Сборник нитей проволоки 11 служит для сбора нитей проволоки, сходящих с катушек 9 под углом, и формирования их в пучок с рядным расположением проволок. Сборник нитей 11 выполнен в виде кубика, в который вставлен ряд изогнутых трубок, каждая из которых направлена на соответствующую катушку 9.
Регулятор натяжения проволоки 12 обеспечивает необходимое натяжение проволоки и соответствующую предварительную деформацию и выравнивание проволоки. Регулятор натяжения 12 представляет собой механизм с двумя параллельными пластинами и зажимным винтом, которые смонтированы с возможностью их сближения, зажима проволок и соответствующего их торможения.
Направитель проволоки 13 предназначен для спрямления пучка проволоки и направления его в работу с определенным усилием через формирователь проволоки 14. Направитель проволоки 13 конструктивно представляет собой щелевую камеру с минимальным зазором между нитями проволоки.
Формирователь проволоки 14 обеспечивает направление пучка проволоки непосредственно в зону формирования спирали под соответствующим углом и с определенным натягом. Формирователь проволоки 14 может быть выполнен в виде механизма с щелью, через которую проходит пучок проволоки с минимальным зазором по высоте и ширине пучка.
Укладчик проволоки 15 осуществляет непосредственное формирование спирали и выравнивание межвиткового расстояния. Укладчик проволоки 15 представляет собой механизм с двумя параллельно расположенными плоскостями и упорной площадкой для выравнивания прогиба спирали.
Каждая катушка 9 с проволокой снабжена тормозным элементом 17 для предотвращения самопроизвольного раскручивания катушки 9 в каретке суппорта 8. Тормозной элемент 17 может быть выполнен, например, в виде плоской пружины, закрепленной на неподвижной части суппорта 8.
Детальная и подробная конструктивная реализация сборника нитей 11, регулятора натяжения проволоки 12, направителя 13, формирователя 14 и укладчика 15 содержится в технической документации заявителя (см. документацию АФИН 9431.32.046).
Устройство для изготовления многожильных токопроводящих спиралей для электродов кардиостимуляции работает следующим образом.
На суппорт 8 устанавливают необходимое количество катушек 9 с проволокой нужного диаметра. Проволока в катушках 9 должны быть намотана плотно, равномерными рядами и с определенным натяжением. Во избежание самопроизвольного раскручивания проволоки в катушках 9 тормозные элементы 17 приводят в положение, в котором они подтормаживают проволоку. Каждую нить проволоки поочередно пропускают через трубки сборника 11, через регулятор натяжения 12 и щелевое отверстие направителя проволоки 13. Винтом сжимают тормозные пластины регулятора натяжения проволоки 12 и весь пучок проволоки пропускают через щелевое отверстие направителя поволоки 13 и формирователя 14. Выдвинутый пучок проволоки первоначально подматывают на основу 10 и зажимают в цанговый патрон 4. Включают двигатель 1 и в автоматическом режиме осуществляют навивку спирали. Продольное перемещение суппорта 8 осуществляется за счет отвода его усилием давления последнего витка спирали. Равномерность укладки, диаметр спирали получают автоматически за счет соответствующего расчета и разворота суппорта и зазоров между проволокой и плоскостями формирователя 14. После изготовления спирали на нужную длину электродвигатель 1 останавливают, разжимают цанговый патрон 4 и задний натяжной механизм 5. Спираль свободно снимают с основы 10 и рабочий цикл повторяют.
Патентуемое устройство для изготовления многожильных токопроводящих спиралей прошло успешные технологические испытания, которые подтвердили высокие эксплуатационные показатели устройства. Разработанное устройство позволяет получать токопроводящую спираль высокого качества из 4-12 проволок. Спираль, изготовленная, например, из 5 проволок, имеет ровную наружную поверхность, витки проволоки уложены плотно и без зазоров. Наружный диаметр спирали при этом составляет 1,76 мм, внутренний диаметр 1,5 мм, электрическое сопротивление спирали при длине 600 мм составляет 24 Ом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КРИВОЛИНЕЙНОГО ПРОФИЛЯ ДИСТАЛЬНОЙ ЧАСТИ БОУДЕНА ИМПЛАНТИРУЕМОГО ПРЕДСЕРДНОГО ЭЛЕКТРОДА | 2003 |
|
RU2243846C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУЧЕНОГО ТРОСА ИЗ ПРУТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457916C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ МНОГОЖИЛЬНЫХ ПРУЖИН | 2007 |
|
RU2364461C1 |
| Устройство для изготовления ленточной спирали из проволоки | 1978 |
|
SU747595A1 |
| Способ изготовления фильтроэлементов и устройство для его осуществления | 1979 |
|
SU900923A1 |
| Способ изготовления гофрированных трубок | 1976 |
|
SU674342A1 |
| Устройство для изготовления проволочных кольцеобразных изделий | 1972 |
|
SU468681A1 |
| Устройство для навивки спирали | 1980 |
|
SU925492A1 |
| Устройство для изготовления цилиндрических спиральных пружин | 1986 |
|
SU1319987A1 |
Изобретение относится к медицинской технике. Устройство состоит из станины, на которой размещена соединенная с электродвигателем передняя бабка с зажимным механизмом. С последним взаимодействует один из концов основы для навивки спирали. Второй конец основы взаимодействует с задним натяжным механизмом, смонтированным на вертикальной стойке. На направляющей рейке с возможностью перемещения относительно ее продольной оси установлен суппорт. В верхней части последнего на одной оси установлены катушки с проволокой, торцевые поверхности которых параллельны друг другу. Каждая катушка снабжена тормозным элементом для предотвращения самопроизвольного раскручивания проволоки. В суппорте под катушками с проволокой последовательно один под другим смонтированы сборник нитей проволоки, регулятор натяжения, направитель, формирователь и укладчик проволоки, при этом суппорт смонтирован под углом относительно направляющей рейки суппорта и основы для навивки спирали. Изобретение позволяет изготовлять спирали с высокими электротехническими параметрами. 1 ил.
Устройство для изготовления многожильных спиралей для электродов кардиостимуляции, содержащее станину, на которой размещена передняя бабка с зажимным механизмом, соединенная с электродвигателем, основу для навивки спирали, один конец которой взаимодействует с зажимным механизмом передней бабки, а другой - с задним натяжным механизмом, смонтированным на вертикальной стойке, и суппорт, установленный на направляющей рейке суппорта с возможностью перемещения относительно ее продольной оси, отличающееся тем, что суппорт содержит установленные на одной оси, закрепленной в его верхней части, катушки с проволокой, торцевые поверхности которых параллельны друг другу, каждая катушка снабжена тормозным элементом для предотвращения самопроизвольного раскручивания проволоки, а в суппорте под катушками с проволокой последовательно один под другим смонтированы сборник нитей проволоки, регулятор натяжения, направитель, формирователь и укладчик проволоки, при этом суппорт смонтирован под углом относительно направляющей рейки суппорта и основы для навивки спирали.
| СОБОЛЕВ Н.П., Станки точной индустрии, М., Государственное издательство оборонной промышленности, 1953, с.с.271-273, фиг.218, 218А | |||
| US 4881393 А, 21.11.1989 | |||
| US 6374866 B1, 23.04.2002 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 5829293 А, 03.11.1998 | |||
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |

