Предпосылки к созданию изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится к вращающемуся элементу, такому как лопатка или лабиринтное уплотнение, предназначенные для использования в газовой турбине, паровой турбине, компрессоре и т.п., и к способу нанесения покрытия на вращающийся элемент. Более конкретно оно относится к вращающемуся элементу, на части которого образуется покровная пленка, включающая твердый материал, а также к способу нанесения покрытия на вращающийся элемент.
Описание известных технических решений
Для вращающегося элемента, такого как лопатка или лабиринтное уплотнение, зазор между вращающейся деталью и неподвижной деталью, такой как зазор для удаления стружки между лопаткой и кожухом или бандажом, или зазор в уплотнении между лабиринтным уплотнением и ячеистым уплотнением, должен поддерживаться или быть задан на уровне, требуемом для работы газовой турбины. Когда из-за опасений контакта зазор делают слишком большим, эффективность работы газовой турбины снижается. С другой стороны, когда зазор делают слишком малым, верхняя кромка вращающегося элемента ломается и вызывает проблемы с работой газовой турбины.
Поэтому, принимая во внимание контакт с элементами (кожух, бандаж, ячеистое уплотнение и т.п.), окружающими вращающийся элемент, на верхнюю кромку лопатки или лабиринтное уплотнение наносят абразивное покрытие из относительно твердого материала, предназначенное для отделения материала с контактной поверхности окружающего элемента. Окружающий элемент покрывают истираемым покрытием из материала, который относительно легко отделяется. Соответственно зазор для удаления стружки или зазор в уплотнении сводят к минимуму, когда сторона окружающего элемента отделяется верхней кромкой вращающегося элемента за счет преимущества твердости покрытия во время приведения в действие газовой турбины.
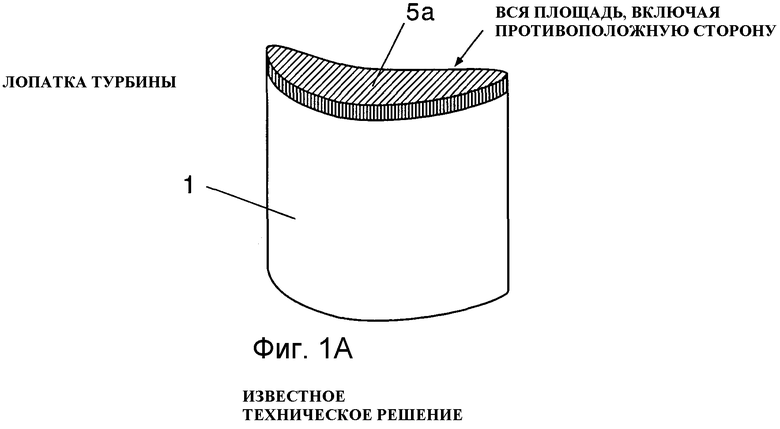
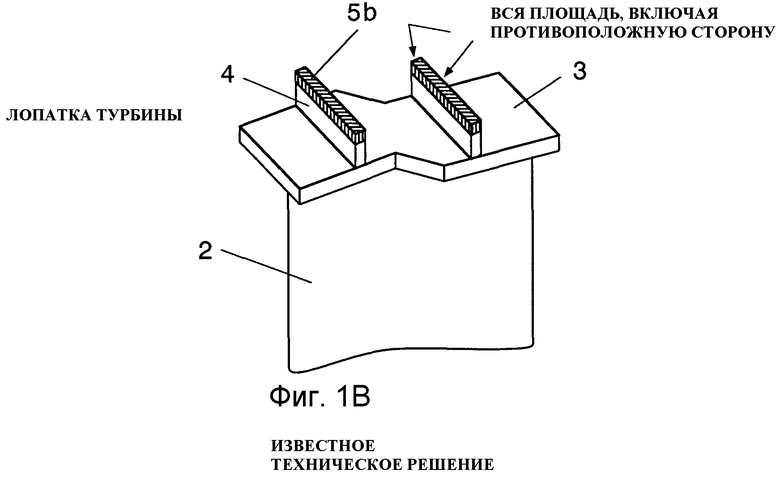
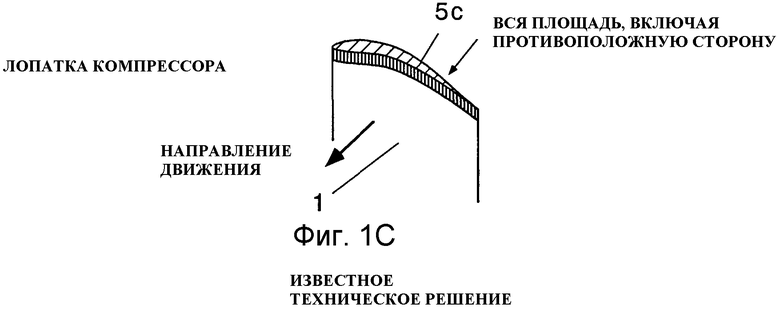
Здесь на фиг.1А показан перспективный вид обычной лопатки турбины, на фиг.1В - перспективный вид лопатки турбины со строгающим бандажом и на фиг.1С показан перспективный вид лопатки компрессора. Следует отметить, что на этих фигурах опущены платформа или соединение типа «ласточкин хвост» на диске турбины. На лопатке 1 турбины, показанной на фиг.1А, вся поверхность верхней кромки лопатки покрыта абразивным покрытием 5а. На лопатке 2 турбины со скребущим бандажом, показанной на фиг.1 В, все поверхности верхних кромок скребущих ребер 4, расположенных на скребущем бандаже 3 (т.е. верхних кромок лопатки турбины), покрыты абразивным покрытием 5b. Кроме того, в случае лопатки 1 компрессора, показанной на фиг.1С, абразивное покрытие 5 с наносится по области верхней кромки лопатки (включая обратную сторону фигуры).
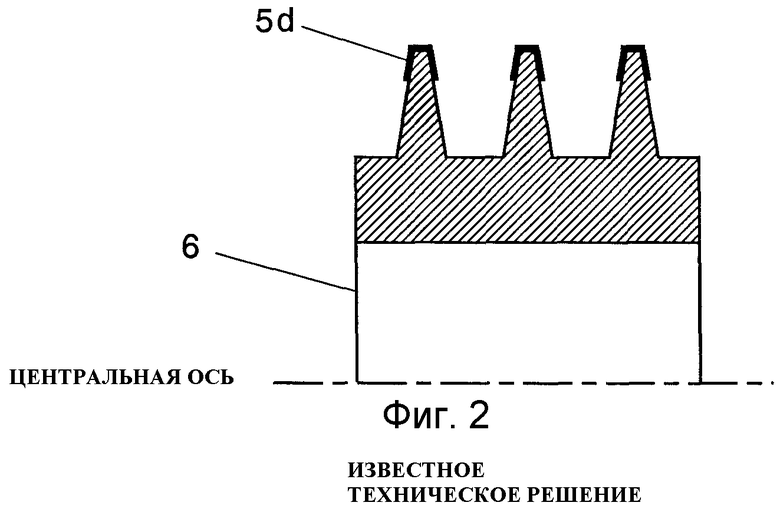
Кроме того, на фиг.2 приведено изображение в разрезе, показывающее один из примеров верхней кромки лабиринтного уплотнения. Лабиринтное уплотнение расположено в зазоре между вращающейся деталью и неподвижной деталью с целью предотвращения утечки воздуха или рабочего газа и является уплотнительной конструкцией, которую часто применяют в газовой турбине и компрессоре. В общем, кольцевое лабиринтное уплотнение 6, включающее вогнутый/выпуклый участок, расположено со стороны вращающейся детали, а ячеистое уплотнение (не показано), включающее легко отделяющуюся структуру, расположено со стороны неподвижной детали. На фиг.2 показан вид в разрезе, выполненном в плоскости, включающей центральную ось лабиринтного уплотнения 6 и абразивное покрытие 5d нанесено на верхнюю кромку выпуклого участка лабиринтного уплотнения 6.
До сих пор эти абразивные покрытия наносили такими способами как наплавка, термическое напыление и плакирование (напр., см. Ссылки 1 и 2). При нанесении покрытия способом наплавки для покрытия выбранных участков, таких как верхняя кромка лопатки турбины или лабиринтного уплотнения, используют сварочный электрод или порошковое тело. При нанесении покрытия способом термического распыления термическому распылению подвергают цирконий, коэффициент теплового расширения которого мало отличается от такого же коэффициента основного материала и который обладает относительно большой твердостью (твердость по Виккерсу 1300 HV). При нанесении покрытия способом плакирования абразивные зерна (с твердостью по Виккерсу 4500 HV) объемного нитрида бора (cBN), обладающие большой твердостью, крепятся под воздействием электрических сил посредством плакирования никелем.
Следует отметить, что в Ссылках 3, 4 описаны другие известные технические решения, родственные настоящему изобретению.
[Ссылка 1]
Японская открытая патентная публикация №11-286768
[Ссылка 2]
Японская открытая патентная публикация №2000-345809
[Ссылка 3]
Японская открытая патентная публикация №7-301103
[Ссылка 4]
Японская открытая патентная публикация №8-319804
Однако в описанных выше способах участок, на который не должно наноситься покрытие, подвергают маскированию, чтобы прочно прикрепить абразивное покрытие; поверхность, предназначенную для нанесения покрытия, требуется подвергать струйной очистке с целью улучшения сцепления, и существуют проблемы, связанные с большим количеством операций предварительной обработки при больших издержках. При любом обычном способе термического напыления или плакирования существуют проблемы, связанные с плохим сцеплением покрытия, отслаиванием, возникающим при запуске и вызывающим нарушения в работе двигателя, и, кроме того, не поддерживается на подходящем уровне зазор для удаления стружки и зазор между уплотнениями. Более того, существует проблема, заключающаяся в том, что при наплавке покрытия можно наносить в качестве покрытия только металл с гораздо более низкой твердостью по сравнению с керамикой, и поэтому абразивные свойства (способность отделения материала, предназначенного для истирания) хуже. Кроме того, существует проблема, связанная с отклонениями уровня качества в зависимости от опыта оператора, и легко происходит растрескивание наплавки, связанное с низкой теплопроводностью и слабым относительным удлинением материала. Кроме того, существует проблема, заключающаяся в том, что после наплавки может потребоваться такая дополнительная обработка как шлифовка, с целью получения требующихся размеров, и требуется множество забот.
Кроме того, согласно Ссылкам 3 и 4 в способе нанесения покрытия создают разряд между вращающимся элементом и электродом при первом условии разряда, так что электрод расходуется, и электрод формируют в соответствии с формой участка, формирующего покровную пленку. После этого при втором условии разряда покровную пленку формируют путем разряда между электродом и вторым вращающимся элементом. Затем, даже если электрод предварительно не подвергают обработке с приданием ему формы продукта, участок предмета, на который наносится покрытие, может быть покрыт должным образом. При первом условии разряда для расходования электрода электроду придают отрицательную полярность, длительность импульса устанавливают на уровне 1 мкс или меньше, а силу тока устанавливают на уровне 10 А или меньше. При втором условии разряда, предназначенном для формирования покровной пленки, электроду придают отрицательную полярность, длительность импульса устанавливают на уровне от 2 до 10 мкс, а силу тока устанавливают на уровне от 5 до 20 А.
Кроме того, при обычном абразивном покрытии, поскольку покрытием снабжена вся площадь верхней кромки лопатки, существует проблема, связанная с широким диапазоном покрытия и низким выходом годной продукции.
Далее, до сих пор нанесение покрытия выполняли путем плакирования или термического напыления. Поэтому при производстве (изготовлении) лабиринтного уплотнения перед нанесением покрытия требуется выполнение операций предварительной обработки, таких как струйная очистка и крепление маскирующей ленты, а также требуется выполнение операций последующей обработки, таких как процесс удаления маскирующей ленты после нанесения покрытия. Поэтому возрастает длительность времени, необходимого для производства (изготовления) лабиринтного уплотнения, и трудно увеличить выпуск лабиринтных уплотнений.
Кроме того, по той же причине абразивное покрытие не может быть прочно прикреплено к верхней кромке ребра уплотнения. Поэтому возникает проблема, связанная с тем, что абразивное покрытие легко отслаивается от верхней кромки ребра уплотнения, а уровень качества лабиринтного уплотнения нестабилен.
Сущность изобретения
Настоящее изобретение разработано для решения описанных выше различных проблем. То есть первой задачей настоящего изобретения является обеспечение вращающегося элемента, который не требует никакой предварительной или последующей обработки и который обладает хорошим сцеплением и снабжен точным и абразивным покрытием из относительно твердого материала (далее ради удобства упоминается в настоящем описании как твердый материал) по сравнению с материалом расположенного напротив элемента, который соприкасается с вращающимся элементом во время вращения, а также способ нанесения покрытия на вращающийся элемент.
Кроме того, первой задачей является также создание способа образования долговечного покрытия в испытаниях на многоцикловую усталость (HCF) или малоцикловую усталость (LCF) в элементе с абразивным покрытием.
Далее, второй задачей настоящего изобретения является обеспечение вращающегося элемента, на котором участок с покрытием из твердого материала может быть оптимизирован для улучшения производительности и способа нанесения покрытия на вращающийся элемент.
Кроме того, третьей задачей настоящего изобретения является обеспечение вращающегося элемента, в котором уменьшается длительность периода, требующегося для производства лабиринтного уплотнения, и производительность при выпуске лабиринтных элементов может быть улучшена, а также способа нанесения покрытия на вращающийся элемент.
Для достижения первой задачи согласно первому варианту изобретения предложен способ нанесения покрытия на вращающийся элемент, который включает следующие операции: генерирование импульсного разряда между вращающимся элементом, которому придана заданная форма, и разрядным электродом из неспеченной прессовки в жидком или газообразном диэлектрике для переноса твердого материала разрядного электрода или твердого материала, являющегося результатом превращения материала разрядного электрода, на вращающийся элемент при каждом разрядном импульсе, так что на вращающемся элементе образуется твердая вогнутость или выпуклость, причем неспеченная прессовка включает твердый материал или материал, превращающийся в твердый материал под воздействием разряда, и повторное генерирование разрядного импульса для образования на вращающемся элементе твердой покровной пленки, обладающей вогнутостью и выпуклостью.
Кроме того, согласно второму варианту изобретения в способе нанесения покрытия на вращающийся элемент твердая покровная пленка является абразивной покровной пленкой, которая образуется на части вращающегося элемента, трется о противоположный элемент и истирает его.
Согласно первому и второму вариантам изобретения, поскольку используется так называемый разрядный способ нанесения покрытия, отпадает необходимость в предварительной обработке, такой как маскирование и струйная очистка, или в последующей обработке типа шлифовки может быть образована покровная пленка или слой, обладающие хорошим сцеплением, и далее может быть нанесена покровная пленка, содержащая весьма твердые материалы, такие как объемный нитрид бора (cBN), и могут быть образованы твердая покровная пленка и покровная пленка, обладающая хорошими абразивными свойствами.
Абразивные свойства могут быть улучшены при условии, что покрытие обладает шероховатой поверхностью.
Кроме того, согласно третьему варианту изобретения способ включает следующие операции: генерирование разряда между вращающимся элементом и разрядным электродом при первом условии разряда, при котором разрядный электрод расходуется так, что форма разрядного электрода становится совместимой с формой покровной пленки, образующей участок на вращающемся элементе, и генерирование разряда между разрядным электродом и вращающимся элементом при втором условии разряда для образования покровной пленки на вращающемся элементе.
Далее, согласно четвертому варианту изобретения предпочтительно при первом условии разряда разрядный электрод имеет отрицательную полярность, длительность импульса составляет 1 мкс или меньше, а сила тока составляет 10 А или меньше, а при втором условии разряда электрод имеет отрицательную полярность, длительность импульса составляет от 2 до 10 мкс, а сила тока составляет от 5 до 20 А.
Кроме того, покровная пленка предпочтительно образуется на верхней кромке вращающегося элемента. Далее, для твердого элемента, как в восьмом варианте изобретения, разрядный электрод из неспеченной прессовки содержит один материал из числа cBN, TiC, TiN, TiAlN, TiB2, WC, Cr3C2, SiC, ZrC, VC, B4C, Si3N4, ZrO2 и Al2O3 или их смесь.
Более того, материалом, образующим твердый элемент под воздействием разряда, предпочтительно является один из числа Ti, Cr, W, V, Zr, Si, Mo и Nb или их смесь, и они образуют карбид за счет разряда в масле для образования твердой покровной пленки.
Поскольку согласно этому способу применяется так называемый разрядный способ нанесения покрытия, верхняя кромка вращающегося элемента может быть легко покрыта твердым материалом. С точки зрения сопротивления окислению на вращающемся элементе, который приводится в действие при низкой температуре, предпочтительно образуется покровная пленка, содержащая TiC, WC или cBN, а на вращающемся элементе, который приводится в действие при высокой температуре, используется покровная пленка, содержащая cBN и Cr3C2, а покровная пленка, содержащая ZrO2-Y или Al2O3, образуется на вращающемся элементе, который приводится в действие при еще более высокой температуре.
Соответственно в пятом, шестом, седьмом и девятом вариантах изобретения предложен способ повышения усталостной прочности поверхности с покрытием.
На поверхности образуется покровная пленка, которая растягивается не так легко, как материал основы. Далее, поскольку тонкая покровная пленка подвергается растягивающему напряжению, покровная пленка на поверхности легко растрескивается. При покрытии, нанесенном путем разрядной обработки поверхности, в связи с тем, что твердый слой прочно сваривается с материалом основы, трещина в покровной пленке развивается и в материале основы. Для того чтобы избежать этого, необходимо образовать покровную пленку, обладающую пластичностью, слой, предотвращающий развитие трещины между материалом основы и покровной пленкой, или же слой покрытия с высоким сопротивлением растяжению.
В пятом варианте изобретения в покровной пленке доля участка, покрытого твердым материалом на участке с образованием покровной пленки, т.е. кроющего слоя, ограничена, участок, не покрытый твердым материалом, т.е. участок, обладающий пластичностью, разбросан и сохраняется, и пластичность сохраняется.
В шестом варианте изобретения разрядный электрод выполнен таким образом, чтобы содержать металл, который с трудом образует карбид, соответственно часть металла, обладающего пластичностью, разбросана и размещена между твердыми материалами, и пластичность сохраняется.
В седьмом варианте изобретения пористая покровная пленка, образуемая главным образом металлом, образуется в качестве основы. Далее, поскольку на пористой покровной пленке образуется покровная пленка, содержащая твердый материал, не допускается развития трещины в покровной пленке в материале основы.
В девятом варианте изобретения поверхность покровной пленки подвергают нагартовке, и остаточное напряжение сжатия сохраняется. Даже при растяжении материала основы растягивающее напряжение уменьшается.
Варианты изобретения от пятого до седьмого и девятое являются эффективными не только при нанесении покрытия из твердого материала, но и для разрядной обработки поверхности для образования на поверхности покровной пленки, такой как водостойкое покрытие.
Кроме того, согласно восьмому варианту изобретения, поскольку в покрытии из твердого материала применяется весьма твердая керамика, существует возможность получить покрытие из эффективного твердого материала.
Кроме того, согласно десятому варианту изобретения предложен вращающийся элемент, имеющий абразивную покровную пленку на той своей части, которая образована импульсным разрядом между вращающимся элементом и разрядным электродом из неспеченной прессовки в жидком или газообразном диэлектрике, причем неспеченная прессовка включает твердый материал или материал, который превращается в твердый материал под воздействием разряда, а абразивная покровная пленка включает твердый материал неспеченной прессовки или твердый материал, который образуется из материала неспеченной прессовки под воздействием разряда. Вращающийся элемент при этом не требует предварительной обработки, такой как маскирование или струйная очистка, или последующей обработке, такой как шлифовка, а также образования покровной пленки или слоя, обладающей качественным сцеплением. Кроме того, покровная пленка предпочтительно образуется на верхней кромке вращающегося элемента.
Для вращающегося элемента разряд вызывают между вращающимся элементом и разрядным электродом в жидком или газообразном диэлектрике для образования абразивной покровной пленки, включая твердый материал на части вращающегося элемента, так что может получиться вращающийся элемент с повышенными абразивными свойствами.
Согласно одиннадцатому и четырнадцатому вариантам изобретения, поскольку образуется покровная пленка, обладающая пластичностью, между материалом основы и покровной пленкой образуется слой, препятствующий развитию трещины, и образуется слой покрытия, достаточно прочный для растягивания, получается вращающийся элемент, обладающий большой усталостной прочностью.
Кроме того, согласно пятнадцатому варианту изобретения предложена весьма твердая керамика, пригодная для использования в покрытии из твердого материала, при этом получается вращающийся элемент, обладающий хорошими абразивными свойствами.
Для достижения второй задачи согласно 16-му варианту изобретения предложен вращающийся элемент, в котором только зона, прилегающая к участку вращающегося элемента, который может соприкасаться с элементом, расположенным против вращающегося элемента, покрыта твердым материалом. Соответственно получается вращающийся элемент, который требует небольших трудозатрат при эксплуатации, небольшого расхода электрода, обеспечивает хорошую производительность при низких издержках.
В 17-м варианте изобретения предложен еще один недорогой вращающийся элемент, в котором участок нанесения покрытия ограничен по месту.
В 18-м варианте изобретения предложен вращающийся элемент, покрытие на который нанесено способом, предназначенным для улучшения абразивных свойств по 10-17-му вариантам изобретения. Покрытие на вращающийся элемент нанесено на условиях придания шероховатости неровной поверхности для улучшения абразивных свойств.
19-й вариант изобретения является конкретным примером 16-го варианта изобретения, в нем предложена лопатка, верхняя кромка которой покрыта твердым материалом. Только угол лопатки в направлении вращения и зона, прилегающая к углу покрыты твердым материалом.
Поскольку зона покрытия твердым материалом оптимизирована, производительность может быть повышена, длительность рабочего времени сокращается при экономии материала покрытия.
20-й вариант изобретения является конкретным примером 17-го варианта изобретения, в нем предлагается вращающийся элемент, в котором покровная пленка образуется не на всех, а на части лопаток ротора. Количество лопаток с покрытием сводится к минимуму и соответственно сокращается длительность работы при дальнейшей экономии материала.
Для достижения третьей задачи в 21-м варианте изобретения вращающийся элемент является вращающимся элементом лабиринтного уплотнения, который является одним из конструкционных элементов структуры лабиринтного уплотнения, препятствующей протечке газа или жидкости между неподвижной деталью и вращающейся деталью.
Вращающийся элемент содержит основной корпус элемента кольцевого уплотнения, и ребро кольцевого уплотнения, образующее одно целое с наружной периферийной поверхностью основного корпуса элемента уплотнения, и верхнюю кромку ребра уплотнения, покрытую твердым материалом. Для нанесения покрытия из твердого материала используется расходуемый электрод для нанесения покрытия, создается импульсный разряд между электродом для нанесения покрытия и ребром уплотнения в жидком или газообразном диэлектрике, и покрытие включает твердый материал, образуемый материалом, составляющим электрод для нанесения покрытия, образующегося на кромке ребра уплотнения под воздействием энергии разряда или материалом, образующимся в результате реакции составляющего материала.
Здесь в целом термин «расходуемый электрод для нанесения покрытия» означает электрод из неспеченной прессовки (включая электрод из неспеченной прессовки, подвергнутый термообработке), полученный путем прессования металлического порошка (включая биметалл), смеси из металлического и керамического порошков или керамического порошка, обладающего электропроводностью. Кроме того, термин «расходуемый электрод для нанесения покрытия» означает также кремниевый электрод, выполненный из сплошного кремния. Следует отметить, что керамика, обладающая электропроводностью, подвергается соответствующей обработке поверхности.
Согласно 21-му варианту изобретения покрытие из твердого материала является покровной пленкой, включающей твердый материал, состоящий из материала, составляющего электрод для нанесения покрытия или продукта реакции составляющего материала, образующегося на верхней кромке ребра уплотнения под воздействием энергии разряда, генерируемого между электродом для нанесения покрытия и верхней кромкой ребра уплотнения без выполнения плакирования или термического напыления. Поэтому при производстве вращающегося элемента лабиринтного уплотнения отпадает необходимость в предварительной подготовке нанесения покрытия, такой как струйная очистка, и в процессе прикрепления маскирующей ленты, и в последующей после нанесения покрытия обработке, такой как процесс удаления маскирующей ленты.
Кроме того, поскольку граничный участок между покрытием из твердого материала, нанесенным энергией разряда, и основным материалом ребра уплотнения имеет состав сплава с меняющимися свойствами (состав сплава изменяется в зависимости от положения), покрытие из твердого материала может быть прочно соединено с верхней кромкой ребра уплотнения.
Далее, в 21-м варианте изобретения, предпочтительно как и в 22-м варианте изобретения, покрытие из твердого материала включает множество локальных покровных пленок, локально образованных на множестве участков в направлении периферии на верхней кромке ребра уплотнения.
При такой конструкции покрытие из твердого материала включает множество локальных покрытий. Поэтому, иными словами, покровная пленка, включающая твердый материал, образуемый материалом, составляющим электрод для нанесения покрытия, или образующимся в результате реакции составляющего материала, локально образуется на множестве участков периферийного направления верхней кромки ребра уплотнения, но не по всей периферии верхней кромки ребра уплотнения. Поэтому электроду для нанесения покрытия могут быть приданы небольшие размеры и простая форма в соответствии с размерами или формой участка для обработки на верхней кромке ребра уплотнения. Кроме того, может быть уменьшен расход электродного материала, используемый в электроде для нанесения покрытия.
Следует отметить, как описано выше, что поскольку покрытие из твердого материала (локальное покрытие из твердого материала) может быть прочно соединено с верхней кромкой ребра уплотнения, весь вращающийся элемент лабиринтного уплотнения может обладать достаточными абразивными свойствами за счет локального покрытия множеством твердых материалов без нанесения покрытия из твердого материала на всю периферию верхней кромки ребра уплотнения.
Далее, в десятом варианте изобретения, предпочтительно как в 15-м варианте изобретения, электрод для нанесения покрытия является электродом из неспеченной прессовки, полученным путем прессования смеси из металлического порошка и керамического порошка, или керамического порошка, обладающего электропроводностью, или же электродом из сплошного кремния. Кроме того, керамика является одним из числа материалов cBN, TiC, TiN, TiAlN, TiB2, WC, Cr3C2, SiC, ZrC, VC, B4C, Si3N4, ZrO2 и Al2O3 или их смесью.
В данном случае «металлический порошок» включает и порошок биметалла. Следует отметить, что керамика, не обладающая электропроводностью, должным образом подвергается обработке поверхности, так чтобы обеспечить электропроводность.
Далее, в 23-м варианте изобретения предложена конструкция лабиринтного уплотнения, которая препятствует протечке газа или жидкости между неподвижной деталью и вращающейся деталью, которая содержит: элемент уплотнения с неподвижной стороны, образующий одно целое с неподвижной деталью, основной корпус кольцевого элемента уплотнения, размещенный внутри элемента уплотнения с неподвижной стороны и способный вращаться вместе с вращающейся деталью, образуя одно целое с вращающейся деталью, кольцевое ребро уплотнения, выполненное как одно целое с наружной периферийной поверхностью основного корпуса элемента уплотнения, и твердое покрытие, образованное на верхней кромке ребра уплотнения, причем твердое покрытие является покровной пленкой, включающей твердый материал, состоящий из материала, составляющего электрод для нанесения покрытия или продукта реакции составляющего материала электрода для нанесения покрытия, образующегося на верхней кромке ребра уплотнения под воздействием энергии разряда импульсного разряда, генерируемого между электродом для нанесения покрытия и верхней кромкой ребра уплотнения, причем электрод для нанесения покрытия является расходуемым.
В данном случае «элемент уплотнения с неподвижной стороны» включает неподвижный ячеистый элемент уплотнения сотовой формы или неподвижный истираемый элемент уплотнения, внутренняя поверхность которого покрыта истираемым покрытием.
Кроме того, в целом термин «электрод для нанесения покрытия, который является расходуемым» означает электрод из неспеченной прессовки (включая электрод из неспеченной прессовки) полученный путем прессования металлического порошка (включая биметалл), смеси из металлического и керамического порошков или керамического порошка, обладающего электропроводностью. Кроме того, термин «расходуемый электрод для нанесения покрытия» означает также кремниевый электрод, выполненный из сплошного кремния. Следует отметить, что в случае керамики, не обладающей электропроводностью, поверхность керамического порошка, не обладающая электропроводностью, подвергается обработке поверхности для образования проводящей покровной пленки, чтобы должным образом сохранить электропроводность.
Согласно 23-му варианту изобретения вращающийся элемент лабиринтного уплотнения включает покрытие из твердого материала. Поэтому для вращения в виде одного целого вращающегося элемента лабиринтного уплотнения вместе со вращающейся деталью, даже если элемент уплотнения с неподвижной стороны деформирован, и вращающийся элемент лабиринтного уплотнения соприкасается с элементом уплотнения с неподвижной стороны, элемент уплотнения с неподвижной стороны просто истирается покрытием из твердого материала во вращающемся элементе лабиринтного уплотнения, а вращающийся элемент лабиринтного уплотнения практически не подвергается истиранию.
Соответственно не допускается расширение зазора между уплотнением с неподвижной стороны и вращающимся элементом лабиринтного уплотнения во время вращения вращающегося элемента, а герметизирующий эффект конструкции лабиринтного уплотнения может удерживаться на нужном уровне. Кроме того, вращающийся элемент лабиринтного уплотнения установлен таким образом, чтобы слегка соприкасаться с элементом уплотнения с неподвижной стороны при первоначальном вращении вращающегося элемента. Соответственно во время и после первоначального вращения зазор между элементом уплотнения с неподвижной стороны и вращающимся элементом лабиринтного уплотнения может быть уменьшен настолько, насколько это возможно и герметизирующий эффект конструкции лабиринтного уплотнения может быть улучшен дополнительно.
Более того, покрытие из твердого материала является покровной пленкой, включающей твердый материал, состоящий из материала, составляющего электрод для нанесения покрытия или продукта реакции составляющего материала, образующегося на верхней кромке ребра уплотнения под воздействием энергии разряда, генерируемого между электродом для нанесения покрытия и верхней кромкой ребра уплотнения без выполнения плакирования или термического напыления. Поэтому при производстве вращающегося элемента лабиринтного уплотнения отпадает необходимость в предварительной подготовке нанесения покрытия, такой как струйная очистка, и в процессе прикрепления маскирующей ленты, и в последующей после нанесения покрытия обработке, такой как процесс удаления маскирующей ленты.
Кроме того, поскольку граничный участок между покрытием из твердого материала, нанесенным энергией разряда, и основным материалом ребра уплотнения имеет состав сплава с меняющимися свойствами, покрытие из твердого материала может быть прочно соединено с верхней кромкой ребра уплотнения.
Далее, в 24-м варианте изобретения предпочтительно покрытие из твердого материала включает множество локальных покровных пленок, локально образованных на множестве участков в направлении периферии на верхней кромке ребра уплотнения.
При такой конструкции покрытие из твердого материала включает множество локальных покрытий из твердого материала. Поэтому, иными словами, покровная пленка, включающая твердый материал, образуемый материалом, составляющим электрод для нанесения покрытия или образующимся в результате реакции составляющего материала, локально образуется на множестве участков периферийного направления верхней кромки ребра уплотнения, но не по всей периферии верхней кромки ребра уплотнения. Поэтому электроду для нанесения покрытия могут быть приданы небольшие размеры и простая форма в соответствии с размерами или формой участка для обработки на верхней кромке ребра уплотнения. Кроме того, может быть уменьшен расход электродного материала, используемый в электроде для нанесения покрытия.
Следует отметить, как описано выше, что поскольку покрытие из твердого материала (локальное покрытие из твердого материала) может быть прочно соединено с верхней кромкой ребра уплотнения, весь вращающийся элемент лабиринтного уплотнения может обладать достаточными абразивными свойствами за счет локального покрытия множеством твердых материалов без нанесения покрытия из твердого материала на всю периферию верхней кромки ребра уплотнения.
В 25-м варианте изобретения предложен способ изготовления вращающегося элемента лопатки или лабиринтного уплотнения, включающий: первую операцию придания поковке или отливке заданной формы путем механической обработки и вторую операцию генерирования импульсного разряда между вращающимся элементом, которому придана заданная форма, и разрядным электродом из неспеченной прессовки или сплошного кремния в жидком или газообразном диэлектрике для переноса твердого материала разрядного электрода или твердого материала, полученного в результате превращения материала разрядного электрода на вращающийся элемент при каждом разрядном импульсе, так что на вращающемся элементе образуется твердая вогнутость или выпуклость, причем неспеченная прессовка включает твердый материал или же материал, превращающийся в твердый материал разрядом, и повторное генерирование разрядного импульса для образования на вращающемся элементе твердой покровной пленки, обладающей вогнутостью и выпуклостью.
В 26-м варианте изобретения в описанном выше способе изготовления во второй операции абразивная покровная пленка, трущаяся о противоположный элемент и истирающая его, образуется как твердое покрытие на части вращающегося элемента.
В 27-м варианте изобретения предложен способ изготовления вращающегося элемента, в котором вторая операция содержит шаги по приданию разрядному электроду формы, соответствующей форме заданного участка вращающегося элемента.
В 28-м варианте изобретения предложен способ создания условий для разряда, при которых форма разрядного электрода согласуется с формой участка формирования покровной пленки вращающегося элемента для того, чтобы без проблем сформировать электрод.
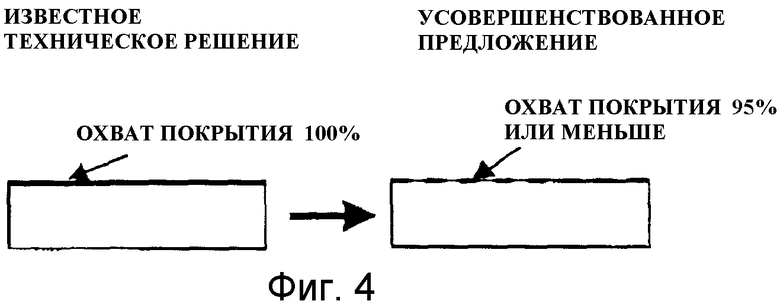
В 29-м варианте изобретения предложен способ изготовления вращающегося элемента, который нелегко подвергается усталостному разрушению и в котором во время образования покровной пленки во второй операции условие разряда контролируют таким образом, чтобы обеспечить охват 95% или менее участка образования покровной пленки, причем охват является долей участка, на котором образуется покровная пленка, включающая твердый материал.
В 30-м варианте изобретения предложен способ изготовления вращающегося элемента, при котором доля охвата контролируется таким образом, чтобы получить вращающийся элемент, который нелегко подвергается усталостному разрушению.
В 31-м варианте изобретения предложен способ изготовления вращающегося элемента, который нелегко подвергается усталостному разрушению и в котором во время второй операции для выполнения разряда используется электрод из неспеченной прессовки, содержащий по объему 5% или больше металла, который с трудом вступает в реакцию образования карбида.
В 32-м варианте изобретения предложен способ изготовления вращающегося элемента, который нелегко подвергается усталостному разрушению и в котором вторая операция включает операции: образование пористой покровной пленки на участке образования покровной пленки на вращающемся элементе, последующее образование включающей твердый материал покровной пленки на пористой покровной пленке.
В 33-м варианте изобретения предложен способ изготовления вращающегося элемента с более высокими абразивными свойствами путем использования во второй операции для разрядного электрода подходящего материала из неспеченной прессовки.
В 34-м варианте изобретения предложен способ изготовления вращающегося элемента, который нелегко подвергается усталостному разрушению, который содержит также третью операцию нагартовки покровной пленки, образованной во время второй операции.
Другие задачи и преимущества настоящего изобретения станут очевидны из последующего описания со ссылкой на прилагаемые чертежи.
Краткое описание чертежей
На фиг.1А изображен перспективный вид обычной турбинной лопатки, на фиг.1В - перспективный вид турбинной лопатки со скребущим бандажом, и на фиг.1С - перспективный вид лопатки компрессора;
на фиг.2 изображен перспективный вид, показывающий один пример верхней кромки обычного лабиринтного уплотнения;
на фиг.3 изображена схема, показывающая первый вариант осуществления вращающегося элемента и способа нанесения покрытия согласно настоящему изобретению;
на фиг.4 изображена схема, показывающая второй вариант осуществления вращающегося элемента и способа нанесения покрытия согласно настоящему изобретению;
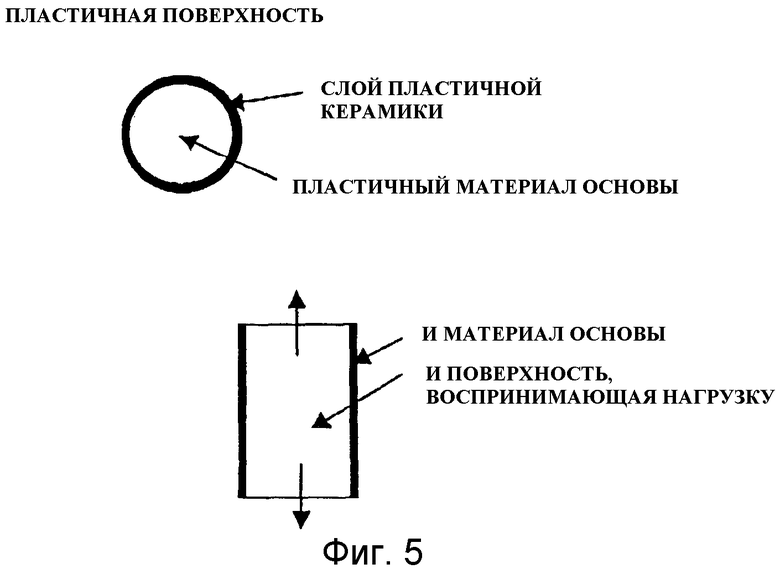
на фиг.5 изображена схема, показывающая третий вариант осуществления вращающегося элемента и способа нанесения покрытия согласно настоящему изобретению;
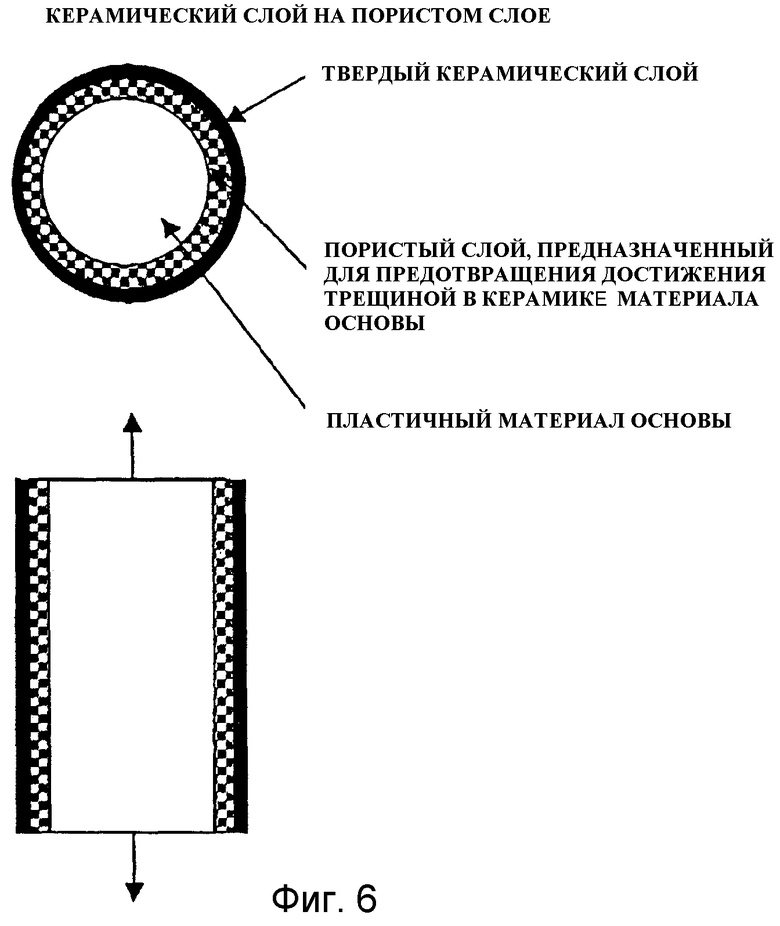
на фиг.6 изображена схема, показывающая четвертый вариант осуществления вращающегося элемента и способа нанесения покрытия согласно настоящему изобретению;
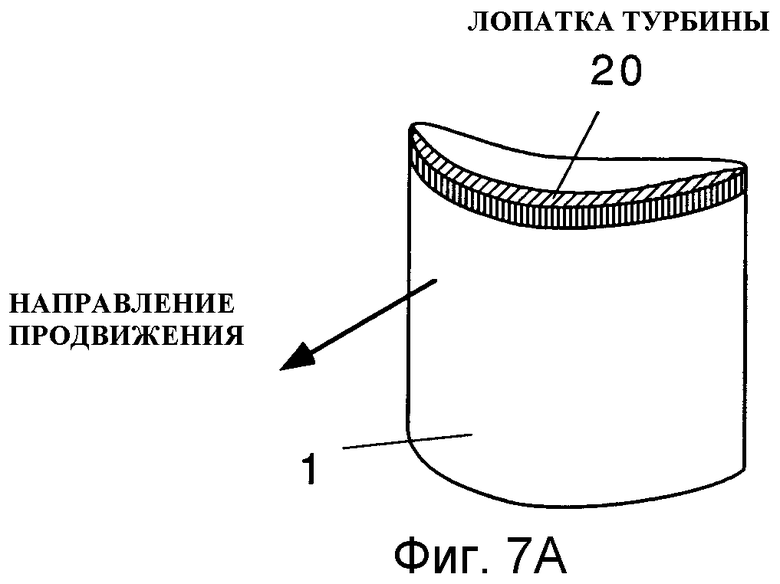
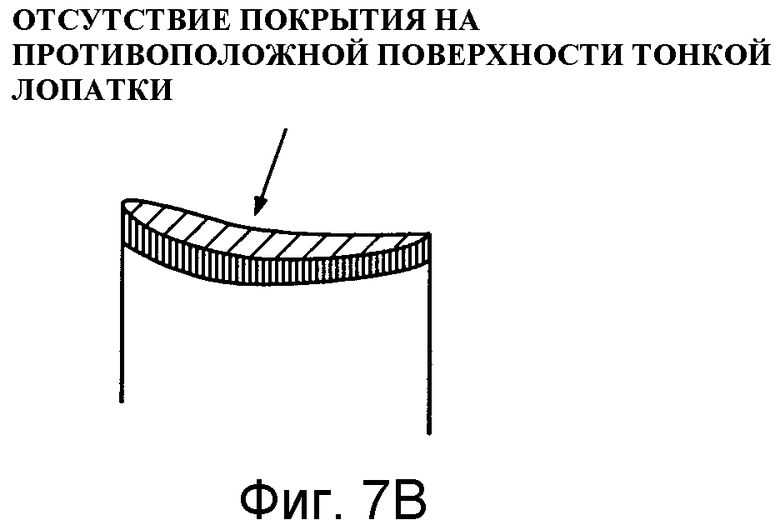
на фиг.7А, 7В и 7С изображены трехмерные виды обычной турбинной лопатки согласно пятому варианту осуществления вращающегося элемента согласно настоящему изобретению;
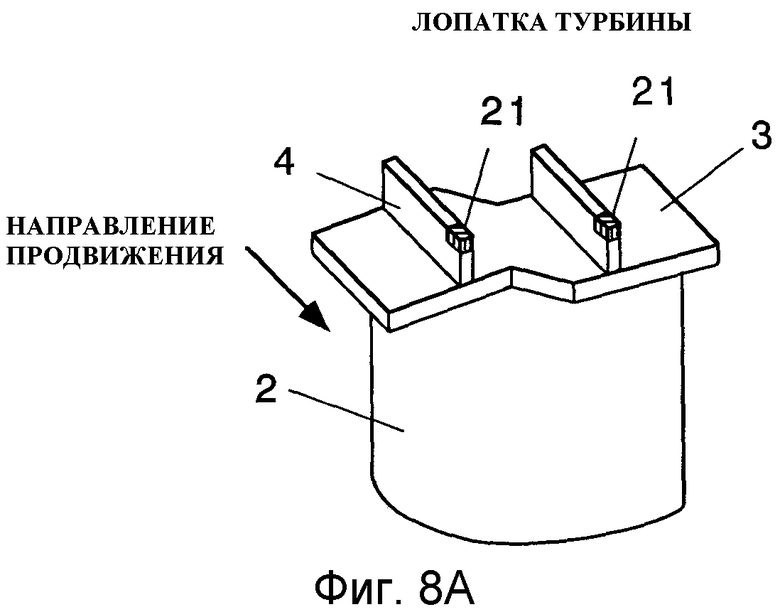
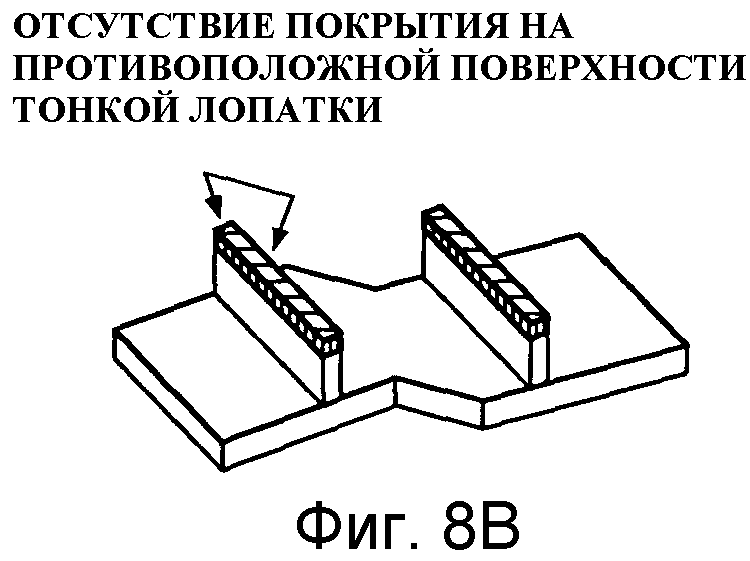
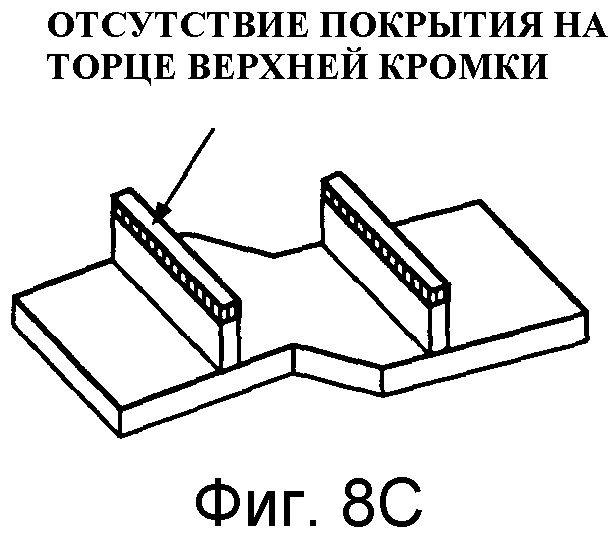
на фиг.8А, 8В и 8С изображены трехмерные виды обычной турбинной лопатки согласно шестому варианту осуществления вращающегося элемента согласно настоящему изобретению;
на фиг.9А и 9В изображены трехмерные виды обычной турбинной лопатки согласно пятому варианту осуществления вращающегося элемента согласно настоящему изобретению;
на фиг.10 изображена схема, показывающая пятый вариант осуществления способа нанесения покрытия согласно настоящему изобретению;
на фиг.11 изображена упрощенная схема конструкции лабиринтного уплотнения согласно восьмому варианту осуществления вращающегося элемента настоящего изобретения;
на фиг.12 изображен вид спереди лабиринтного уплотнения на фиг.11;
на фиг.13 изображена упрощенная схема механизма разрядной обработки согласно настоящему изобретению.
Описание предпочтительного варианта осуществления изобретения
Далее будут описаны предпочтительные варианты осуществления настоящего изобретения со ссылкой на чертежи. Следует отметить, что детали, общие для соответствующих чертежей, обозначены одинаковыми цифровыми позициями и избыточное описание опущено.
На фиг.3 изображена схема, показывающая первый вариант осуществления вращающегося элемента и способа нанесения покрытия согласно настоящему изобретению. На этой фигуре показано, что верхняя кромка лопатки 1, предназначенной для использования в газовой турбине или в компрессоре, покрыта твердым материалом.
Согласно способу, являющемуся предметом настоящего изобретения, как показано на фиг.3, лопатка 1 и разрядный электрод 11, включающий объемный нитрид бора (cBN), погружают в бак для обработки 12, заполненный диэлектрической жидкостью (маслом). С помощью источника питания 14 для получения разряда между верхней кромкой лопатки 1 и разрядным электродом 11 вызывают разряд для плавки разрядного электрода 11. Часть электрода приваривают к верхней кромке лопатки 1 для образования содержащей cBN покровной пленки 10. Здесь показано только сечение лопатки 1 и разрядного электрода 11, лопатка 1 закреплена зажимным приспособлением для крепления лопатки, а разрядный электрод 11 закреплен зажимным приспособлением для крепления электрода (не показано). Следует отметить, что на фиг.3 показана в качестве примера лопатка, однако лабиринтное уплотнение, которое является таким же вращающимся элементом, также может быть покрыто твердым материалом таким же способом. Следует отметить также, что на этой фигуре цифровой позицией 13 обозначено зажимное приспособление для крепления лопатки.
В приведенном выше описании cBN используется в качестве твердого материала, и cBN является материалом покрытия, оптимальным для применения с лопаткой турбины, подверженной воздействию высокой температуры, при твердости по Виккерсу, равной 4500 HV при комнатной температуре и твердости по Виккерсу, которую можно поддерживать на уровне, близком к 2000 HV даже при высокой температуре порядка 900оС или больше. Кроме того, с точки зрения сопротивления окислению твердый материал из TiC, WC может использоваться на вращающемся элементе, предназначенном для использования при низкой температуре, Cr3O2 может использоваться на вращающемся элементе, предназначенном для использования при высокой температуре, и ZrO2-Y или Al2O3 может использоваться на вращающемся элементе, предназначенном для использования при еще более высокой температуре. Поэтому согласно настоящему изобретению покровная пленка, содержащая TiC, WC или cBN формируется на вращающемся элементе, предназначенном для использования при низкой температуре, покровная пленка, содержащая cBN или Cr3O2,используется на вращающемся элементе, предназначенном для использования при высокой температуре, и покровная пленка, содержащая ZrO2-Y или Al2O3, формируется на вращающемся элементе, предназначенном для использования при еще более высокой температуре. Следует отметить, что эти твердые материалы могут смешиваться для образования оптимальной покровной пленки. При этом необходимо добавить, что технология разрядного нанесения покрытия описана, например, в Японской открытой патентной публикации №7-197275 «Способ обработки поверхности металлического материала разрядом в жидкости», и описание опущено.
В данном случае, поскольку керамика типа cBN является твердым изолирующим материалом, только из керамики типа cBN нельзя выполнить разрядный электрод, однако электрод, содержащий керамику типа cBN, можно выполнить с использованием проводящего связующего. Например, в качестве связующего может быть использован порошок сплава на основе Со, и керамический порошок, такой как cBN, может быть смешан с порошком сплава на основе Со, загружен в пресс-форму и подвергнут прессованию. Следует отметить, что объемная доля связующего предпочтительно составляет 50% или больше.
Более того, порошок из керамики, такой как cBN, может быть покрыт титаном (Ti), никелем (Ni), или кобальтом (Со), которые являются связующими для формирования разрядного электрода. Диаметр частиц во всем порошке должен быть меньше зазора между полюсами, между электродом и заготовкой во время разрядной обработки поверхности и поэтому предпочтительно составляет около 10 мкм или меньше. Порошок из керамики типа cBN может быть легко покрыт тонкой покровной пленкой из металлического Ti, Ni или Со путем вакуумного осаждения.
При подмешивании проводящего связующего и формирования таким образом разрядного электрода, содержащего керамику типа cBN, разряд может быть вызван в части связующего, разрядный электрод переводится тепловой энергией в расплавленное состояние, и часть разрядного электрода может быть приварена/прикреплена к верхней кромке вращающегося элемента, такого как лопатка. В результате верхняя кромка вращающегося элемента может быть покрыта твердой покровной кромкой, содержащей керамику типа cBN.
Здесь в табл.1 показаны результаты испытаний на износ, при которых два испытательных образца (верхний и нижний испытательные образцы), на которые нанесено покрытие способом, являющимся предметом настоящего изобретения, шлифуют (трутся) друг друга при высокой температуре.
Верхним испытательным образцом является RENE77, который является сплавом на основе никеля, а нижним испытательным образцом является cBN, который является покровной пленкой согласно настоящему изобретению. Условия испытаний: температура: 800 градусов Цельсия, поверхностное давление 7 МПа, количество циклов 107 циклов, и амплитуда 0,35 мм. Как показано в табл.1, величина износа в 600 мкм или больше наблюдается на сплаве Ni, однако на покровной пленке из cBN не обнаружено никакого износа. Этот результат показывает, что cBN обладает более высокими абразивными свойствами. Следует отметить, что этот сплав Ni является сплавом со следующим составом: Ni 57%; Cr 15%; Co 15%; Mo 5%; Ti 3,5%; Al 4,4%; C 0,1%.
Когда так называемый разрядный способ нанесения покрытия используют для нанесения на верхнюю кромку вращающегося элемента, такого как лопатка, покровной пленки, содержащей керамику типа cBN, твердое покрытие может быть легко нанесено с использованием особенностей керамики, такой как cBN, и может быть нанесена покровная пленка, обладающая хорошим сцеплением и уровнем качества, превышающими те, которые можно получить обычными способами, такими как наплавки или термическое напыление. Согласно настоящему изобретению, поскольку может быть образована тонкая покровная пленка (или слой), которая имеет толщину от нескольких микрон до 30 мкм, покровная пленка с трудом поддается растрескиванию и точность может контролироваться в пределах нескольких мкм. Поэтому существует возможность обеспечить способ нанесения покрытия, оптимальный для прецизионных элементов, таких как лопатка и лабиринтное уплотнение.
Предпочтительной является большая шероховатость поверхности для придания абразивных свойств и истирания противоположного элемента. В этом примере шероховатость поверхности грубее чем 1,2 мкмRa.
Как описано выше, поскольку в настоящем изобретении используется так называемый способ разрядного нанесения покрытия, отпадает необходимость в предварительной обработке, такой как маскирование или струйная очистка, может быть легко и без больших затрат образована покровная пленка, обладающая хорошим сцеплением, и может быть нанесена покровная пленка, содержащая керамику, такую как объемный нитрид бора (cBN). Поэтому участок вращающегося элемента, требующий наличия абразивных свойств, может быть покрыт покровной пленкой, обладающей превосходными абразивными свойствами.
Слой покрытия из твердого материала является твердым при низкой пластичности. Поэтому растягивающее напряжение, приложенное к элементу, не выдерживается материалом основы в элементе, обладающим большой пластичностью, и выдерживается слоем покрытия поверхности. Поэтому поверхность растрескивается и существует вероятность развития трещины в материале основы. Для того чтобы избежать этого, используют способ придания пластичности слою покрытия.
В табл.2 показано количество циклов достижения разрушения при испытаниях на многоцикловую усталость (HCF), при которых наружная поверхность круглого стержня покрыта твердым материалом, а растягивающая нагрузка должна повторяться в осевом направлении.
Без наличия какого-либо покрытия на твердом материале материал не разрушается вплоть до одного миллиона циклов. Однако в покрытии, в котором доля площади, покрытой твердым материалом, на поверхности покрытия, т.е. охват (см. фиг.4) покрытия составляет 98%, материал разрушается после 20 тысяч циклов. При снижении охвата до приблизительно 95% материал не разрушается вплоть до одного миллиона циклов.
Условия проведения испытаний HCF: 500°С, 650 МПа, растягивание круглого стержня диаметром 5 мм в осевом направлении частотой 30 Гц.
При снижении охвата покрытия до 95% или меньше абразивными свойствами всей поверхности покрытия несколько жертвуют ради повышения пластичности. При повышении охвата пластичность снижается и падает усталостная прочность. Однако при 95% усталостная прочность падает незначительно, а абразивные свойства снижаются мало. Согласно одному способу снижения охвата уменьшают длительность разряда, сохраняют диапазон, в котором разряда не происходит и охват может быть уменьшен. Обработку обычно выполняют в течение пяти минут/см2, однако длительность можно уменьшить приблизительно до 3,8 мин/см2.
Применяется следующая формула расчета:
Время, необходимое для получения охвата в 95% = время, необходимое для получения охвата 98% × log (1-0,95)/log(1-0,98).
Охват в 98% рассматривают как охват в 100%. Для расчета времени на основе времени, необходимого для получения охвата в 50%, 0,98 в log (1-0,98) заменяют на 0,5.
В другом способе, как показано на фиг.5, с использованием электрода, к которому добавляют порошок металла, с трудом поддающегося науглероживанию, пластичность металлу придается слою покрытия. Когда электрод содержит 5% или больше металла, с трудом поддающегося науглероживанию, остается 5% или больше участка, обладающего пластичностью, и можно ожидать получения эффекта, сходного с показанным в табл.2. И при этом способе несколько жертвуют абразивными свойствами всей поверхности покрытия. Примеры металлов, с трудом поддающихся науглероживанию, включают кобальт, никель и железо. Для охвата описана одна лопатка. Однако существует большое количество лопаток. Поэтому даже при низком охвате или когда на определенном участке определенной лопатки не наблюдаются абразивные свойства, другие лопатки могут обеспечить эти свойства. Это применимо также к кольцевому уплотнению, поскольку в случае, если один участок на окружности кольцевого уплотнения обладает абразивными свойствами, можно получить абразивные свойства.
Кроме того, в качестве еще одного способа, как показано на фиг.6, образуют пористый слой как основу для слоя покрытия из твердого материала, чтобы предотвратить развитие трещины в слое покрытия в материале основы. Пористый слой образуется под слоем покрытия. Эта основа также образуется с помощью разрядного нанесения покрытия. Пористый слой толщиной 0,05 мм или больше может быть образован путем использования электрода, полученного путем прессования металлического порошка типа Стеллита. Затем пористый слой покрывают твердым материалом.
Кроме того, поверхность покрытия из твердого материала подвергают нагартовке, поверхность соответственно растягивается, сжимающее напряжение остается, а растягивающее напряжение уменьшается даже при удлинении материала основы. Этот эффект может улучшить усталостную прочность.
На фиг.7А-7С, 8А-8С, 9А и 9В изображены трехмерные виды обычной турбинной лопатки согласно пятому-седьмому вариантам осуществления вращающегося элемента согласно настоящему изобретению. Следует отметить, что на этих фигурах опущены платформа или соединение типа «ласточкин хвост» на диске турбины.
На лопатке 1 турбины, показанной на фиг.7А, угол лопатки, обращенный в направлении вращения, т.е. верхняя кромка лопатки поверхности лопатки с обратной стороны и поверхность верхней кромки покрыты покрытием 20 из твердого материала.
На тонкой лопатке турбины на фиг.7В верхняя кромка лопатки поверхности лопатки с обратной стороны и поверхность верхней кромки покрыты, а противоположная поверхность может быть не покрыта.
На лопатке турбины на фиг.7С верхняя кромка поверхности лопатки на обратной стороне покрыта, а вся поверхность торца верхней кромки не покрыта.
На лопатке 2 турбины со скребущим бандажом, показанной на фиг.8А, угол верхней кромки скребущего ребра 4, обращенный в направлении вращения, или поверхность скребущего ребра 4, обращенная в направлении вращения, т.е. обратная поверхность верхней кромки скребущего ребра 4, покрыта покрытием 21 из твердого материала. Следует отметить, что скребущий бандаж 3 расположен для того, чтобы предотвратить резонанс лопаток 2 при быстром вращении газовой турбины и не допустить утечки нагретого до высокой температуры газа за пределы лопаток 2.
На небольшой лопатке на фиг.8 В вся поверхность верхней кромки и поверхность, обращенная в направлении вращения (т.е. обратная поверхность верхней кромки скребущего ребра 4), покрыта, а противоположная поверхность может быть не покрыта.
На лопатке турбины на фиг.8С поверхность, обращенная в направлении вращения (т.е. обратная поверхность верхней кромки), покрыта, а вся поверхность верхней кромки не покрыта.
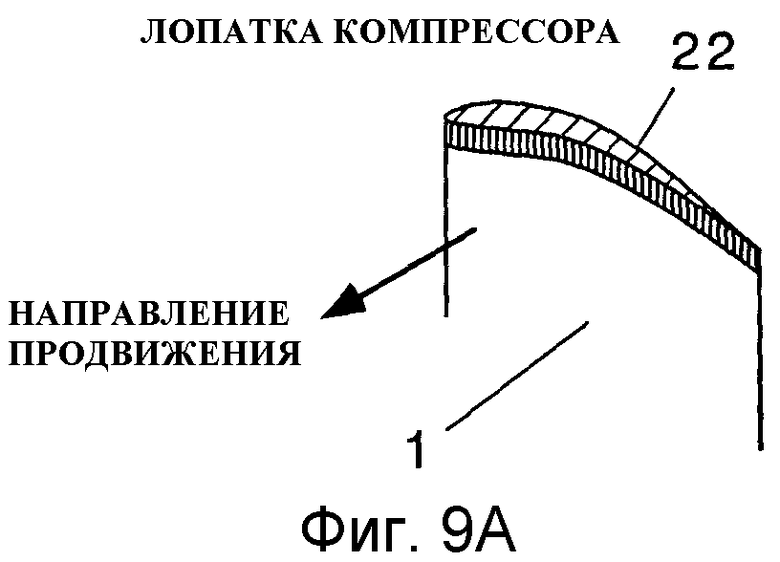
На лопатке 1 компрессора на фиг.9А угол лопатки, обращенный в направлении вращения, т.е. верхняя кромка лопатки на поверхности лопатки с передней стороны и поверхность верхней кромки, покрыты покрытием 22 из твердого материала.
На лопатке компрессора на фиг.9В поверхность, обращенная в направлении вращения, т.е. верхняя кромка лопатки на поверхности лопатки с передней стороны, покрыта, а вся поверхность торца верхней кромки не покрыта.
В лопатках на фиг.9А и 9В были проведены испытания абразивных свойств путем имитации истинного устройства, причем различий в свойствах не обнаружено.
Как описано выше, покрытие из твердого материала наносят для того, чтобы снимать истираемое покрытие верхними кромками лопаток 1, 2 за счет использования преимущества в твердости во время приведения в действие лопаток 1, 2 для поддержания минимального зазора для удаления стружки. Истираемое покрытие наносят на кожух или бандаж. Кроме того, такое явление начинается с контакта между кожухом или бандажом и углами лопаток 1, 2, обращенными в направлении вращения, и оканчивается после истирания кожуха или бандажа. Это означает, что после контакта с углом другая часть той же лопатки вряд ли войдет в контакт с кожухом или бандажом. Учитывая этот факт, нет необходимости наносить покрытие из твердого материала на всю область верхней кромки лопатки, как это делают в известном техническом решении. Как описано в настоящем изобретении, достаточно чтобы только участок контакта с истираемым покрытием, т.е только угол, обращенный в направлении вращения, или только поверхность в направлении вращения были покрыты покрытиями 20, 21, 22 из твердого материала. При оптимизации таким образом области, которая должна быть покрыта, область нанесения покрытия сужается, выход готовой продукции повышается, время операции сокращено, может быть обеспечена экономия дорогостоящего материала покрытия и могут быть снижены издержки.
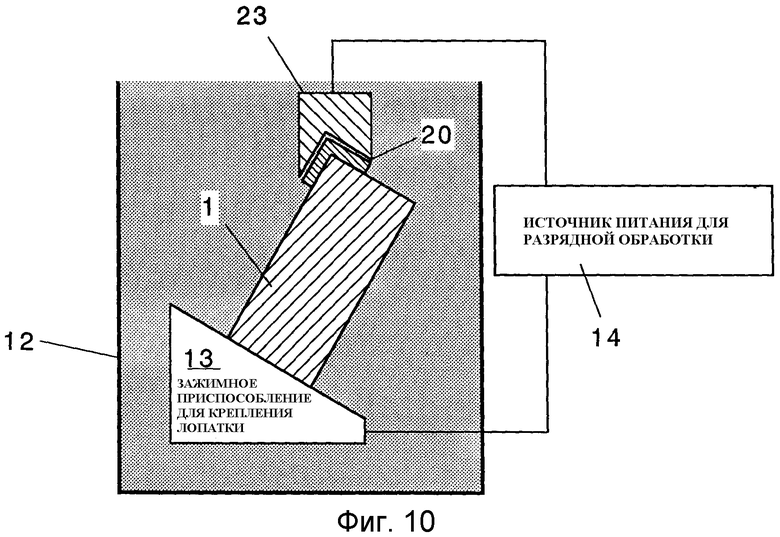
На фиг.10 изображена схема, показывающая пятый вариант осуществления способа нанесения покрытия согласно настоящему изобретению, и схема, показывающая способ нанесения покрытия на лопатки, изображенные на фиг.7А-7С. Согласно способу нанесения покрытия, являющемуся предметом настоящего изобретения, лопатку 1 и разрядный электрод 23 погружают в бак для обработки 12, заполненный диэлектрической жидкостью (маслом), причем разрядный электрод 23 располагают рядом с углом, обращенным в направлении вращения лопатки 1, между ними вызывается разряд и только угол лопатки 1, обращенный в направлении вращения лопатки, покрывают покрытием 20 из твердого материала.
Покрытие 20 из твердого материала имеет очень небольшую толщину - от 10 до 20 мкм (на фигуре увеличено для наглядности). Поэтому после обычной формовки лопатки 1 достаточно нанести покрытие 20 из твердого материала только на участок контакта с противоположным элементом, т.е. только угол, обращенный в направлении вращения или поверхность, обращенная в направлении вращения. Нет необходимости говорить, что угол лопатки 1 обтачивают на толщину покрытия 20 из твердого материала путем механической обработки, а для литья лопатки 1 может быть использована литейная форма с предварительным учетом толщины.
Кроме того, в случае тонкой лопатки покрытие из твердого материала может быть образовано на поверхности, обращенной в направлении вращения и поверхности верхней кромки полностью. Однако поверхность, расположенная в противоположном направлении относительно направления вращения, не должна быть покрыта.
Следует отметить, что на фиг.10 показаны только разрезы лопатки 1 и разрядного электрода 23.
При этом способе нанесения покрытия разрядному электроду 23 придают такую форму, чтобы наносить покрытие только на верхнюю кромку лопатки поверхности лопатки на обратной стороне, и поверхность верхней кромки предпочтительно используется таким образом, чтобы разрядному нанесению покрытия был подвергнут только угол лопатки 1, обращенный в направлении вращения. Например, разрядный электрод 23 имеет по существу L-образное сечение и охватывает благодаря своей форме обратную сторону лопатки.
Электрод можно обработать предварительно с приданием ему формы продукта. Однако, с другой стороны, электроду может быть придана форма, соответствующая форме продукта, путем выполнения разряда при таких условиях разряда, при которых электрод легко расходуется. При этом условии электрод получает отрицательную полярность, и разряд вызывается при сравнительно низком энергетическом уровне, при котором длительность импульса устанавливается на уровне 1 мкс или меньше, а сила тока устанавливается на уровне 10 А или меньше. Тогда ограничивается повреждение продукта, а электрод может согласовываться с формой продукта.
При формировании покровной пленки электрод принимает отрицательную полярность, а разряд вызывается при сравнительно высоком энергетическом уровне, при котором длительность импульса устанавливается на уровне от 2 до 10 мкс, а сила тока устанавливается на уровне от 5 до 20 А.
Можно отметить, хотя это и не показано, что такой электрод может быть использован для нанесения покрытия на угол скребущего ребра 4, обращенного в направлении вращения лопатки турбины со скребущим бандажом 2, показанной на фиг.8А-8С.
При разрядном нанесении покрытия разряд вызывают на поверхностях, расположенных против друг друга, путем приложения напряжения между лопаткой 1 и разрядным электродом 23, погруженными в диэлектрическую жидкость, причем поверхность разрядного электрода 23 плавится разрядом, и расплавленный элемент крепится к поверхности лопатки 1 для образования сплава на поверхности. Затвердевший материал покрытия используется для разрядного электрода 23.
Поскольку толщину покрытия можно контролировать в пределах нескольких микрометров, разрядное нанесение покрытия является способом нанесения покрытия, оптимальным для использования с прецизионными элементами, такими как лопатка 1. Кроме того, место, где не происходит разряд, остается без покрытия. Поэтому, поскольку участок, который должен быть снабжен покрытием, может покрываться локально, отпадает необходимость в предварительной обработке, такой как маскирование. Поскольку выделение тепла невелико, лопатка не подвергается тепловой деформации и в последующей обработке необходимость также отпадает.
Как описано выше, в настоящем изобретении, благодаря оптимизации охвата покрытием из твердого материала может быть повышен выход продукции. Поскольку может быть сокращена длительность обработки и обеспечена экономия материала покрытия, возможно снижение издержек производства. Кроме того, поскольку используется так называемое разрядное нанесение покрытий, только угол лопатки, обращенный в направлении вращения, или поверхность, обращенная в направлении вращения могут быть легко и не дорого покрыты твердым материалом.
Более того, даже когда все лопатки, собранные на роторе, не покрывают твердым материалом, некоторые из лопаток покрывают твердым материалом, и при этом есть возможность получить положительный эффект. Это применимо также к кольцевому уплотнению при условии, что один или несколько участков окружности могут обладать абразивными свойствами.
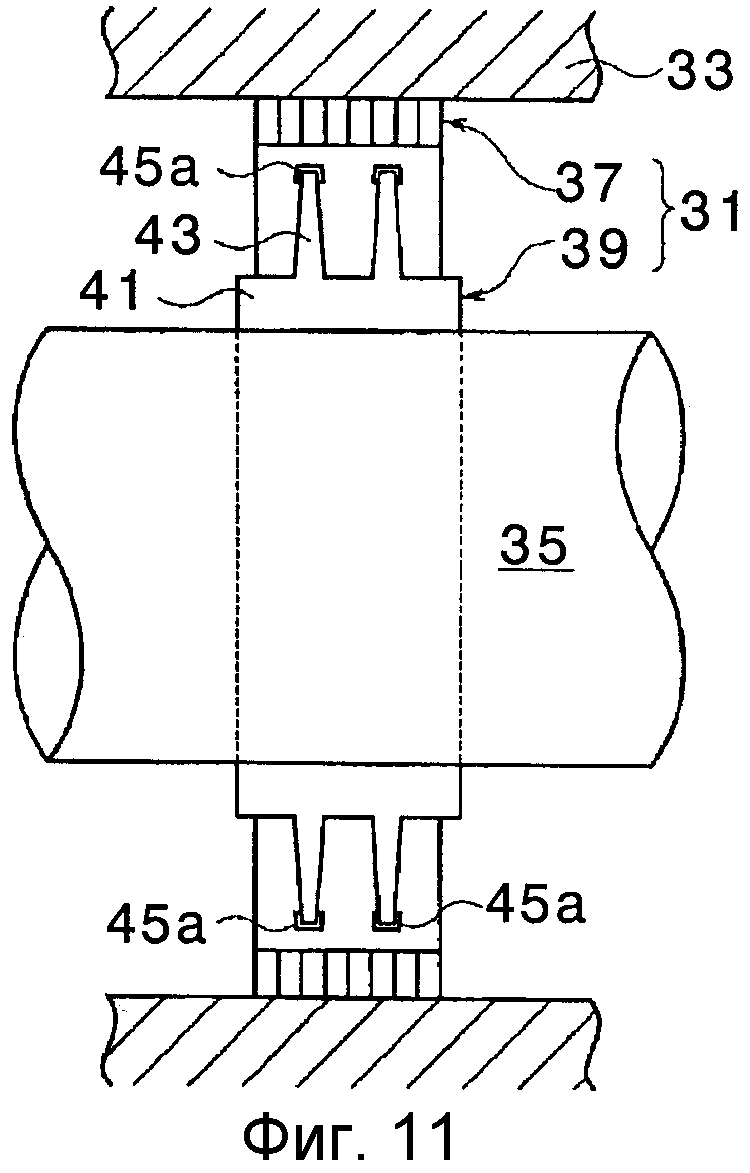
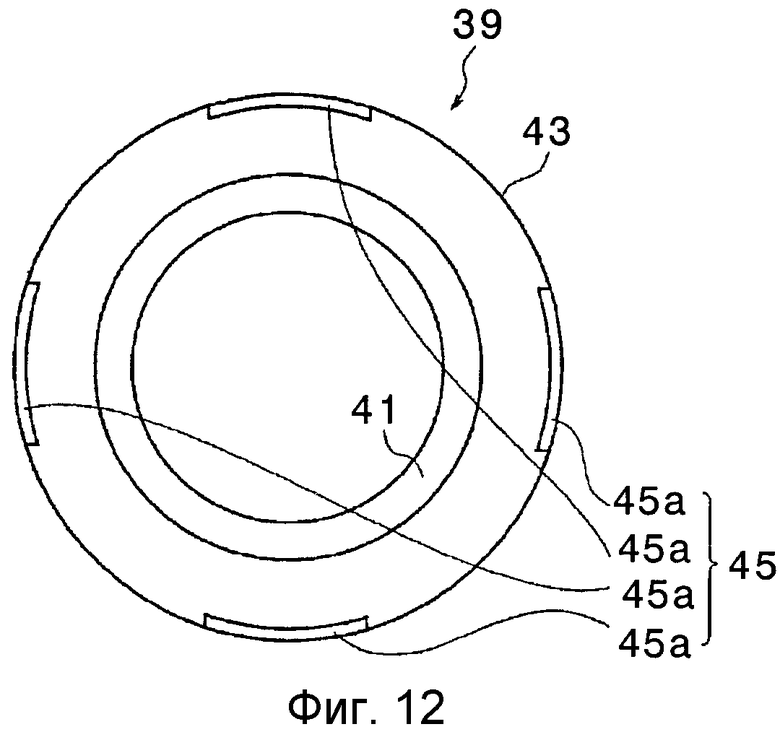
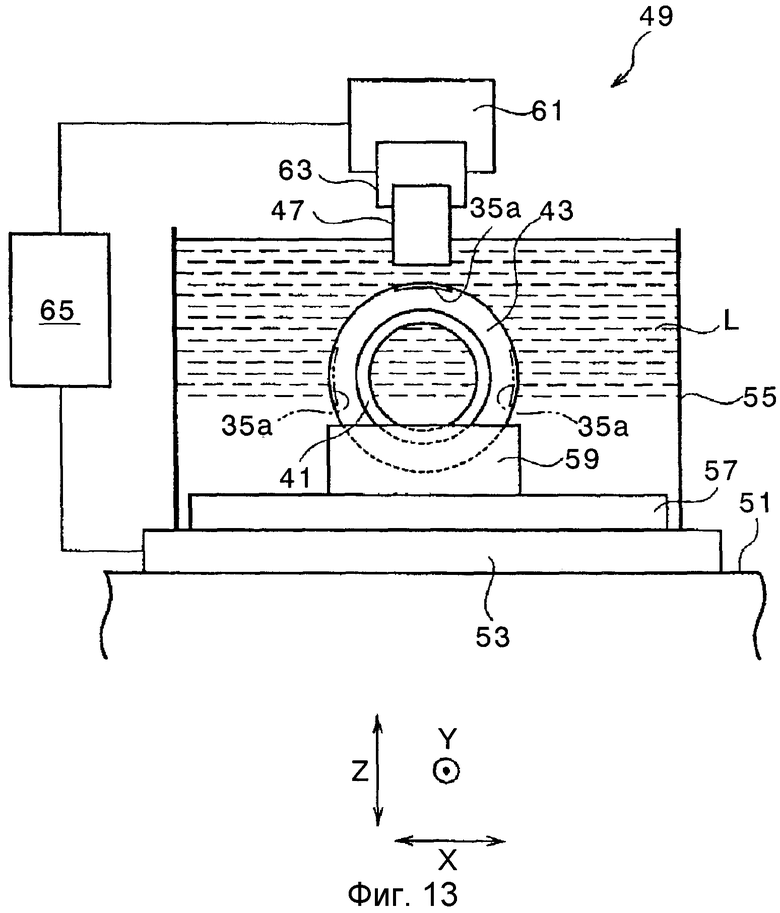
На фиг.11 изображена упрощенная схема конструкции лабиринтного уплотнения согласно восьмому варианту осуществления вращающегося элемента настоящего изобретения, а на фиг.12 показан вид спереди лабиринтного уплотнения на фиг.11. На фиг.13 изображена упрощенная схема механизма разрядной обработки согласно восьмому варианту осуществления способа нанесения покрытия согласно настоящему изобретению.
Как показано на фиг.11 и 12, конструкция лабиринтного уплотнения 31 согласно варианту осуществления настоящего изобретения используется в газовой турбине реактивного двигателя и препятствует протечке рабочего газа между неподвижной деталью 33 двигателя и вращающейся деталью 35 двигателя. Конструкция лабиринтного уплотнения 31 включает в качестве составляющих элементов имеющий форму сот расположенный с неподвижной стороны ячеистый элемент 37 уплотнения, размещенный как одно целое на неподвижной детали 33 двигателя, а вращающийся элемент 39 лабиринтного уплотнения расположен внутри расположенного с неподвижной стороны ячеистого элемента 37 уплотнения и может вращаться как одно целое с вращающейся деталью 35 двигателя. Следует отметить, что возможно использование с неподвижной стороны истираемого элемента уплотнения, внутренняя поверхность которого покрыта истираемым покрытием, вместо расположенного с неподвижной стороны ячеистого элемента 37 уплотнения.
Конкретное устройство вращающегося элемента 39 лабиринтного уплотнения, являющегося важной частью варианта осуществления настоящего изобретения, заключается в следующем.
Основное тело 41 кольцевого элемента уплотнения, которое является основным телом вращающегося элемента 39 лабиринтного уплотнения, образует одно целое с вращающейся деталью 35 двигателя, а множество кольцевых ребер уплотнения 43 выполнены как одно целое на наружной периферийной поверхности основного тела 41 элемента уплотнения. Верхние кромки соответствующих ребер уплотнения 43 покрыты покрытиями 45 из твердого материала. Далее, для каждого покрытия 45 из твердого материала используется расходуемый электрод 47 для нанесения покрытия (см. фиг.13), и между электродом 47 для нанесения покрытия и верхней кромкой ребра уплотнения 43 вызывают импульсный разряд. Материал, образующий электрод 47 для нанесения покрытия или продукт реакции образующего материала превращаются в покровную пленку, содержащую твердый материал и нанесенную на множество обработанных участков на верхних кромках ребер уплотнения 43 посредством энергии разряда, и соответственно множество (четыре в варианте осуществления настоящего изобретения) локальных покрытий 45а твердого материала нанесены через равные интервалы.
Здесь, в варианте осуществления настоящего изобретения, в целом термин «расходуемый электрод для нанесения покрытия» означает электрод из неспеченной прессовки (включая электрод из неспеченной прессовки, подвергнутый термообработке), полученный путем прессования металлического порошка (включая биметалл), смеси из металлического и керамического порошков или керамического порошка, обладающего электропроводностью. Кроме того, термин «расходуемый электрод для нанесения покрытия» может означать также кремниевый электрод, выполненный из сплошного кремния. Следует отметить, что керамика, обладающая электропроводностью, подвергается соответствующей обработке поверхности для образования на керамическом порошке проводящей покровной пленки и формовке прессованием при сохранении проводимости. В частности, примеры «металлического порошка» включают Ti, Co и т.п, а примеры «керамического порошка» включают cBN, TiC, TiN, TiAlN, TiB2, WC, Cr3C2, SiC, ZrC, VC, B4C, Si3N4, ZrO2 и Al2O3 и т.п.
Примеры материала, который вступает в реакцию под воздействием энергии разряда для образования покровной пленки, содержащей твердый материал, включают Ti, Cr, W, V, Zr, Si, Mo, Nb.
Кроме того, электрод 47 для нанесения покрытия имеет форму, примерно соответствующую участку, предназначенному для обработки, на верхних кромках ребер уплотнения 43.
Далее со ссылкой на фиг.13 будет описано конкретное устройство механизма разрядной обработки 49, предназначенного для использования при нанесении покрытия 45 из твердого материала, а также способ нанесения покрытия 45 из твердого материала.
То есть в механизме разрядной обработки 49 согласно варианту осуществления настоящего изобретения станина 51 используется в качестве основания механизма обработки, а плита 53 расположена на станине 51. Плита 53 может перемещаться по оси Х (влево и вправо на фиг.13) посредством приводного серводвигателя оси Х (не показан) и может двигаться по оси Y (вперед и назад относительно поверхности листа на фиг.13) посредством приводного серводвигателя оси Y (не показан).
Бак 55 для обработки с электролитической жидкостью L, такой как диэлектрическое масло, расположен на плите 53, а опорная плита 57 расположена внутри бака для обработки 55. На опорной плите 57 расположен опорный инструмент 59, к которому прикреплено основное тело 41 элемента уплотнения.
Обрабатывающая головка 61 расположена через колонну (не показана) над станиной 51 (наверху на фиг.13), и эта обрабатывающая головка 61 может перемещаться по оси Z (вверх и вниз на фиг.13) посредством приводного серводвигателя оси Z. Кроме того, на обрабатывающей головке размещен электрододержатель 63, предназначенный для крепления электрода 47 для нанесения покрытия.
Следует отметить, что электрододержатель 63 и несущий инструмент 59 имеют электрическую связь с источником питания 65.
Поэтому основное тело 41 элемента уплотнения крепится опорным инструментом 59 в положении, при котором часть верхней кромки ребра уплотнения 43, предназначенного для обработки в периферийном направлении, обращена в баке для обработки 55 непосредственно вверх. Далее плита 53 перемещается по оси Х и оси Y (по меньшей мере в одном из этих направлений) с помощью приводных серводвигателей оси Х и оси Y. Таким образом определяется положение ребра уплотнения 43, так что участок верхней кромки ребра уплотнения 43, предназначенный для обработки, обращен к электроду 47 для нанесения покрытия.
Кроме того, электрод 47 для нанесения покрытия перемещается как одно целое с обрабатывающей головкой 61 по оси Z посредством приводного серводвигателя оси Z, в то время как между электродом 47 для нанесения покрытия и участком верхней кромки ребра уплотнения 43, предназначенным для обработки в диэлектрической жидкости L, генерируется импульсное напряжение. Соответственно электродный материал электрода 47 для нанесения покрытия локально рассеивается и/или приваривается к участку верхней кромки ребра уплотнения 43, предназначенному для обработки энергией разряда, и участок верхней кромки одного ребра уплотнения 43, предназначенный для обработки, может быть локально покрыт локальным покрытием 45а из твердого материала.
Кроме того, когда плита 53 движется по оси Y посредством приводного серводвигателя оси Y, определяется положение другого ребра уплотнения 43, так что участок верхней кромки ребра уплотнения 43, предназначенный для обработки, обращен к электроду 47 для нанесения покрытия. Затем, как описано выше, электродный материал электрода 47 для нанесения покрытия локально рассеивается и/или приваривается к участку верхней кромки ребра уплотнения 43, предназначенному для обработки энергией разряда, и участок верхней кромки одного ребра уплотнения 43, предназначенный для обработки, может быть локально покрыт локальным покрытием 45а из твердого материала.
После локального нанесения покрытия на участок верхней кромки множества ребер уплотнения 43, предназначенных для обработки с локальным покрытием 45а из твердого материала, аналогичную операцию повторяют. Таким образом и другие участки верхних кромок множества ребер уплотнения 43, предназначенные для обработки, также локально покрываются локальными покрытиями 45а из твердого материала.
Далее будет описана работа варианта осуществления настоящего изобретения.
Вращающийся элемент 39 лабиринтного уплотнения включает покрытие 45 из твердого материала. Поэтому для вращения как одно целое вращающегося элемента 39 лабиринтного уплотнения и вращающейся детали 35 двигателя, даже когда неподвижная деталь двигателя деформирована и вращающийся элемент 39 лабиринтного уплотнения соприкасается с ячеистым элементом 37 уплотнения на неподвижной стороне, ячеистый элемент 37 уплотнения только обтачивается покрытием 45 из твердого материала во вращающемся элементе лабиринтного уплотнения 39. Вращающийся элемент лабиринтного уплотнения 39 по существу почти не обтачивается.
Соответственно не допускается увеличения зазора между ячеистым элементом 37 уплотнения с неподвижной стороны и вращающимся элементом 39 лабиринтного уплотнения во время вращения вращающейся детали 35 двигателя, и герметизирующий эффект конструкции 31 лабиринтного уплотнения может поддерживаться на нужном уровне. Вращающийся элемент 39 лабиринтного уплотнения заранее устанавливают таким образом, чтобы он слегка прикасался к ячеистому элементу 37 уплотнения с неподвижной стороны при первоначальном повороте вращающейся детали 35 двигателя. Соответственно зазор между ячеистым элементом 37 уплотнения с неподвижной стороны и вращающимся элементом 39 лабиринтного уплотнения может оставаться как можно более узким, и герметизирующий эффект конструкции 31 лабиринтного уплотнения может быть дополнительно улучшен.
Кроме того, нанесение покрытий 45 из твердого материала осуществляется на участках верхних кромок ребер уплотнения 43 путем диффузии и/или наваривания электродного материала электрода 47 для нанесения покрытия под воздействием энергии разряда, генерируемого между электродом 47 для нанесения покрытия и участком верхней кромки ребра уплотнения 43, без выполнения плакирования или термического напыления. Поэтому при изготовлении вращающегося элемента 39 лабиринтного уплотнения отпадает необходимость в последующей обработке покрытия, такой как струйная очистка, и процесс удаления маскирующей ленты.
Кроме того, граничный участок между покрытием 45 из твердого материала, нанесенным энергией разряда, и основным материалом ребра уплотнения 43 имеет состав сплава с меняющимися свойствами, и покрытие из твердого материала может быть прочно соединено с верхней кромкой ребра уплотнения 43.
Более того, покрытие 45 из твердого материала включает множество локальных покрытий 45а из твердого материала. Иными словами, электродный материал 47 электрода для нанесения покрытия локально рассеивается и/или наваривается на множество участков периферийного направления верхней кромки ребра уплотнения 43, но не по всей периферии верхней кромки ребра уплотнения 43. Поэтому электрод 47 для нанесения покрытия может иметь небольшие размеры и простую форму в соответствии с размерами или формой участка для обработки на верхней кромке ребра уплотнения 43. Соответственно может быть уменьшен расход электродного материала, используемый в электроде 47 для нанесения покрытия.
Следует отметить, как описано выше, что покрытие 45 из твердого материала (локальное покрытие 45а из твердого материала) может быть прочно соединено с верхней кромкой ребра уплотнения 43. Поэтому весь вращающийся элемент 39 лабиринтного уплотнения может обладать достаточными абразивными свойствами за счет локального покрытия 45а твердым материалом даже без нанесения покрытия 45 из твердого материала на всю периферию верхней кромки ребра уплотнения 43.
Как показано выше, согласно варианту осуществления настоящего изобретения при производстве вращающегося элемента 39 лабиринтного уплотнения не требуется предварительная подготовка нанесения покрытия, такая как струйная очистка или крепление маскирующей ленты, и обработка после нанесения покрытия, такая как процесс удаления маскирующей ленты. Поэтому сокращается рабочее время, требующееся для производства вращающегося элемента 39 лабиринтного уплотнения, и можно легко повысить производительность при выпуске вращающихся элементов 39 лабиринтного уплотнения.
Более того, поскольку покрытие 45 из твердого материала может быть прочно соединено с верхней кромкой ребра уплотнения 43, покрытие 45 из твердого материала с трудом отслаивается от верхней кромки ребра уплотнения 43, и уровень качества вращающегося элемента 39 лабиринтного уплотнения стабилизируется.
Кроме того, весь вращающийся элемент 39 лабиринтного уплотнения обладает достаточными абразивными свойствами, а электрод 47 для нанесения покрытия может иметь небольшие размеры и простую форму в соответствии с размерами и формой предназначенного для обработки участка верхней кромки ребра уплотнения 43. Более того, можно уменьшить количество электродного материала, применяемого для формовки электрода 47 для нанесения покрытия. Поэтому могут быть снижены издержки производства вращающегося элемента 39 лабиринтного уплотнения.
Следует отметить, что настоящее изобретение не ограничивается описанием варианта реализации настоящего изобретения. Например, вместо разряда в диэлектрической жидкости L, может быть выполнен разряд в электроизолирующем газе. Таким образом, возможно осуществление различных модификаций.
Как показано выше, согласно настоящему изобретению при производстве вращающегося элемента лабиринтного уплотнения не требуется предварительная подготовка нанесения покрытия, такая как струйная очистка или крепление маскирующей ленты, и обработка после нанесения покрытия, такая как процесс удаления маскирующей ленты. Поэтому сокращается рабочее время, требующееся для производства вращающегося элемента лабиринтного уплотнения, и можно легко повысить производительность при выпуске вращающихся элементов лабиринтного уплотнения.
Кроме того, поскольку покрытие из твердого материала может быть прочно соединено с верхней кромкой ребра уплотнения, покрытие из твердого материала с трудом отслаивается от верхней кромки ребра уплотнения, и уровень качества вращающегося элемента лабиринтного уплотнения стабилизируется.
Далее, в дополнение к описанному выше эффекту весь вращающийся элемент лабиринтного уплотнения обладает достаточными абразивными свойствами, а электрод для нанесения покрытия может иметь небольшие размеры и простую форму в соответствии с размерами и формой предназначенного для обработки участка верхней кромки ребра уплотнения. Более того, можно уменьшить количество электродного материала, применяемого для формовки электрода для нанесения покрытия. Поэтому могут быть снижены издержки производства вращающегося элемента лабиринтного уплотнения.
Следует отметить, что были описаны некоторые предпочтительные варианты осуществления настоящего изобретения, но нужно понимать, что объем настоящего изобретения не ограничивается этими вариантами осуществления. Напротив, объем настоящего изобретения включает все улучшения, модификации и эквиваленты, включенные в прилагаемую формулу изобретения.


Изобретение относится к способу нанесения покрытия на элемент вращения, способу изготовления элемента вращения и конструкции элемента вращения и может найти использование в машиностроении при изготовлении турбин. С помощью источника питания генерируют импульсный разряд между верхними кромками элемента вращения, такого как лопатка, и разрядным электродом в жидком или газообразном диэлектрике. Электрод выполнен из неспеченной прессовки, включающей твердый материал, такой как cBN. В результате получают абразивное покрытие из твердого материала без предварительной или последующей обработки, обладающее высокими прочностными свойствами. 5 н. и 28 з.п. ф-лы, 13 ил., 2 табл.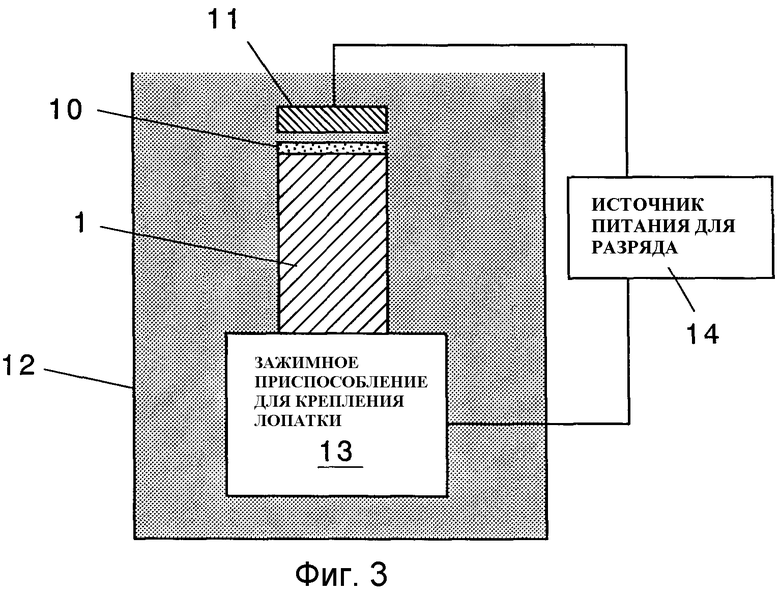
первого пористого слоя, образованного на части элемента вращения с помощью импульсного разряда между элементом вращения и разрядным электродом из неспеченной прессовки в жидком или газообразном диэлектрике, и включающего твердый материал неспеченной прессовки или материал, который образуется из материала неспеченной прессовки, или сплошного кремния под воздействием разряда, и второго пористого слоя, образованного на первом пористом слое с помощью импульсного разряда между элементом вращения и разрядным электродом из неспеченной прессовки в жидком или газообразном диэлектрике, и включающего твердый материал неспеченной прессовки или материал, который образуется из материала неспеченной прессовки, или кремния под воздействием разряда.
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ЖЕЛЕЗНЫХ И ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2106429C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛОПАТКУ ТУРБИНЫ | 1993 |
|
RU2078148C1 |
| JP 11320272 A, 24.11.1999 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

