Область техники
Настоящее изобретение относится к жаростойким компонентам, таким как лопатка турбины, рабочее колесо нагнетателя и т.п., которые сохраняют достаточную прочность в условиях высокой температуры, и к способу обработки поверхности.
Уровень техники
Газотурбинные двигатели используются как источник энергии в реактивных самолетах, и газотурбинный двигатель содержит газовую турбину, имеющую роторы и статоры, которые чередуются в направлении ее оси. Каждый ротор имеет несколько лопаток ротора, расставленных в направлении по окружности, и принимает движущую силу от горячего газа, чтобы вращаться. Каждая из лопаток ротора имеет компонент, называемый "бандаж", у верхнего края ее внешней периферии. Бандажи находятся в контакте друг с другом в направлении вдоль окружности, чтобы уменьшить утечку воздуха назад с помощью верхних уплотнений у этих верхних концов. При вращении роторов поверхности, где бандажи находятся во взаимном контакте, подвергаются сильному трению. Чтобы защитить роторы от такого трения, бандажи часто снабжают подходящим покрытием в их особых зонах.
Выложенная японская патентная заявка № H05-148615 описывает уровень техники, относящийся к настоящему изобретению.
В качестве материала для газотурбинных двигателей стали привлекать к себе внимание титаноалюминиевые (TiAl) интерметаллические соединения. Титаноалюминиевые интерметаллические соединения не только легкие, но также обладают высокой жаропрочностью, и поэтому они являются привлекательными материалами как основные материалы, применяемые в газотурбинных двигателях, в частности, для роторов.
Раскрытие изобретения
Настоящее изобретение направлено на получение жаростойких компонентов, сделанных из TiAl-интерметаллических соединений, поддающихся таким дефектам, как трещины, которые снабжают покрытием, способным подавить ухудшение свойств и снижение срока службы, вызванное нанесением покрытия, и к способу поверхностной обработки, которая делает возможным такое покрытие.
Согласно первому аспекту настоящего изобретения, жаростойкий компонент, испытывающий трение о другие компоненты в условиях высокой температуры, состоит из основной части из TiAl-интерметаллического соединения, имеющей поверхность трения, которая подвергается трению о другие компоненты; и стойкого к истиранию покрытия, нанесенного на поверхность трения, причем стойкое к истиранию покрытие образовано осаждением в разряде материала расходуемого электрода из стойкого к истиранию металла.
Предпочтительно, перед осаждением в разряде основную часть нагревают до температуры перехода от хрупкого разрушения к пластичному или до более высоких температур. Еще предпочтительнее, стойкое к истиранию покрытие формируют путем осаждения в разряде в масле, содержащем тонкодисперсный порошок. Альтернативно предпочтительно, перед осаждением в разряде поверхность трения подвергают дробеструйному упрочнению. Далее, предпочтительно, стойкое к истиранию покрытие содержит сплав Co, содержащий Cr. Еще более предпочтительно, расходуемый электрод образован из порошка, содержащего сплав Co, включающий Cr, любым способом, выбранным из группы, включающей прессование, прессование с по меньшей мере частичным спеканием после прессования, шликерное литье, инжекционное формование и распыление. Альтернативно предпочтительно, жаростойкий компонент содержит, кроме того, наплавленный слой, в котором состав плавно меняется в направлении толщины между покрытием и основной частью.
Согласно второму аспекту настоящего изобретения, жаростойкий компонент, подвергающийся трению о другие компоненты в условиях высокой температуры, состоит из основной части из TiAl-интерметаллического соединения, имеющей поверхность трения, которая подвергается трению о другой компонент; и покрытия, имеющего абразивную способность, нанесенного на поверхность трения, причем покрытие образовано осаждением в разряде материала расходуемого электрода из металла, имеющего абразивную способность, и керамики.
Предпочтительно, перед осаждением в разряде основную часть нагревают до температуры перехода от хрупкого разрушения к пластичному или до более высоких температур. Еще предпочтительнее, покрытие с абразивной способностью образуют, выполняя осаждение в разряде в масле, содержащем тонкодисперсный порошок. Альтернативно предпочтительно, поверхность трения подвергают дробеструйному упрочнению до осаждения в разряде. Далее, предпочтительно, покрытие, имеющее абразивную способность, содержит металл и керамику, причем металл включает металл, выбранный из группы кобальтовых сплавов и никелевых сплавов, а керамика включает один или более материалов, выбранных из группы, включающей cBN, TiC, TiN, TiAlN, TiB2, WC, SiC, Si3N4, Cr3C2, Al2O3, ZrO2-Y, ZrC, VC и B4C. Еще более предпочтительно, расходуемый электрод содержит металл и керамику, причем металл включает металл, выбранный из группы кобальтовых сплавов и никелевых сплавов, а керамика включает один или более материалов, выбранных из группы, включающей cBN, TiC, TiN, TiAlN, TiB2, WC, SiC, Si3N4, Cr3C2, Al2O3, ZrO2-Y, ZrC, VC и B4C, причем расходуемый электрод образован из порошка металла и керамики любым способом, выбранным из группы, включающей прессование, прессование с по меньшей мере частичным спеканием после прессования, шликерное литье, инжекционное формование и распыление. Альтернативно предпочтительно, жаростойкий компонент содержит, кроме того, наплавленный слой, в котором состав плавно меняется в направлении толщины между покрытием и основной частью.
Краткое описание чертежей
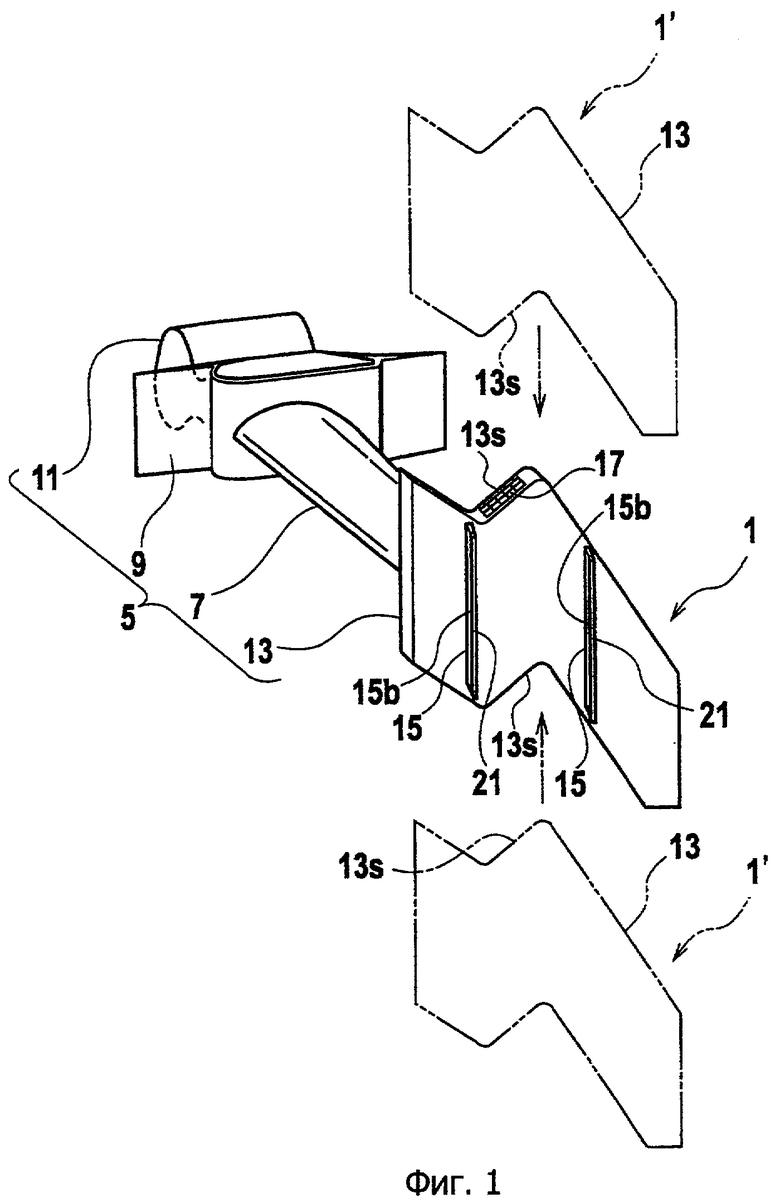
Фиг.1 является видом в перспективе лопатки ротора газотурбинного двигателя в соответствии с одним вариантом осуществления настоящего изобретения.
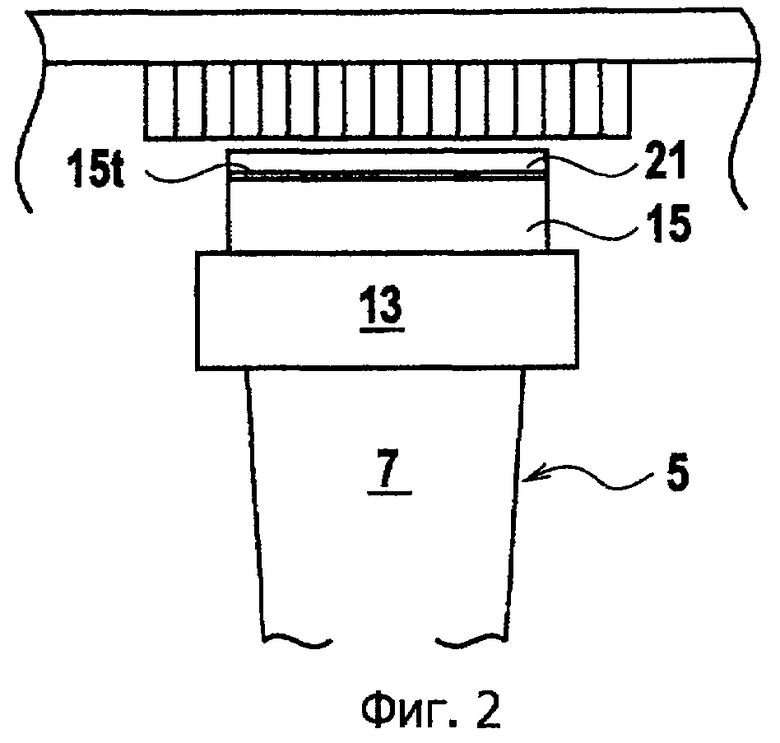
Фиг.2 является схематическим изображением связи между верхним концом лопатки ротора и сотовым элементом внутри корпуса двигателя.
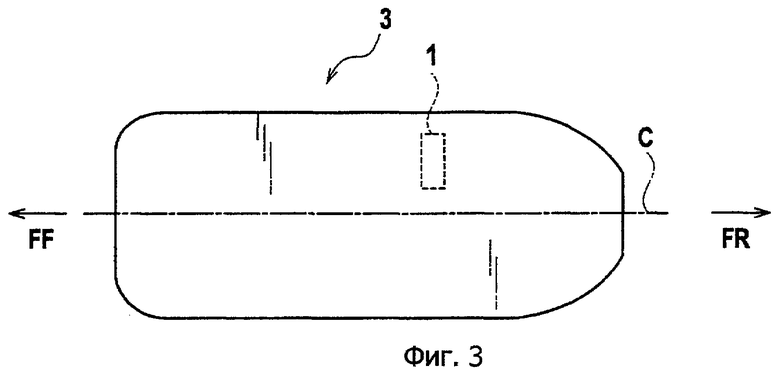
Фиг.3 является схемой газотурбинного двигателя, в котором используется лопатка ротора.
Фиг.4 является схематическим изображением электроискровой машины, используемой для осаждения в разряде, в соответствии с настоящим вариантом осуществления.
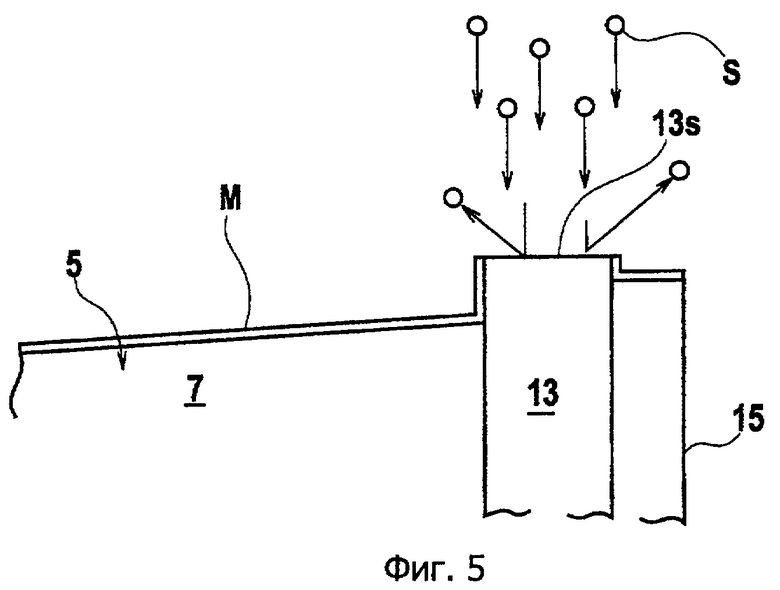
Фиг.5 является схематическим изображением этапа дробеструйного упрочнения в соответствии с настоящим вариантом осуществления.
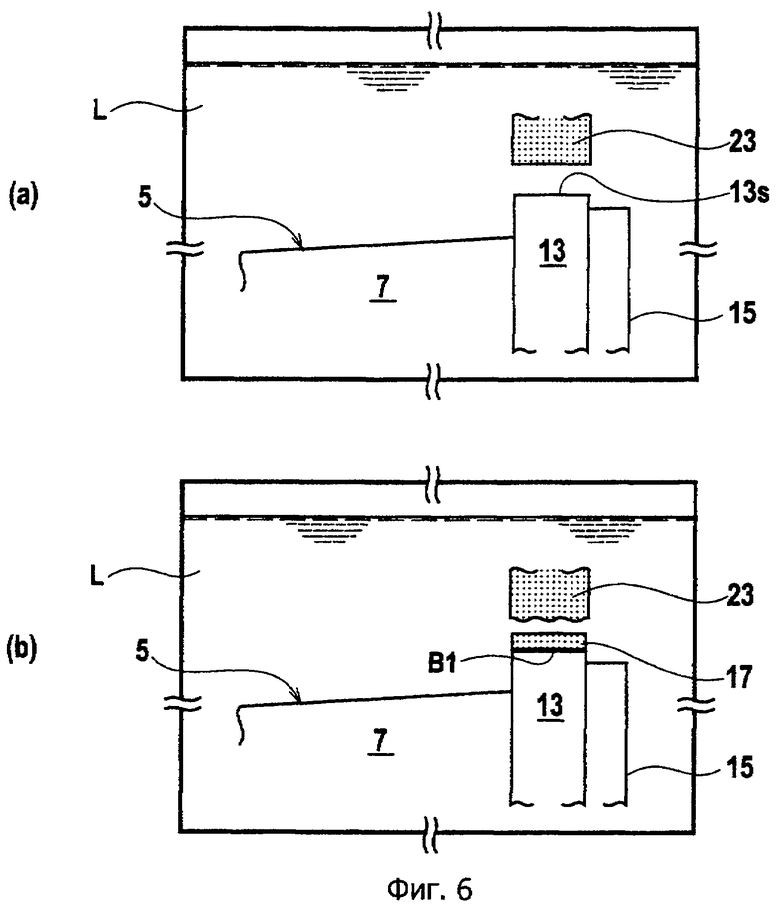
Фиг.6 является схематическим изображением, поясняющим этап формирования первого покрытия.
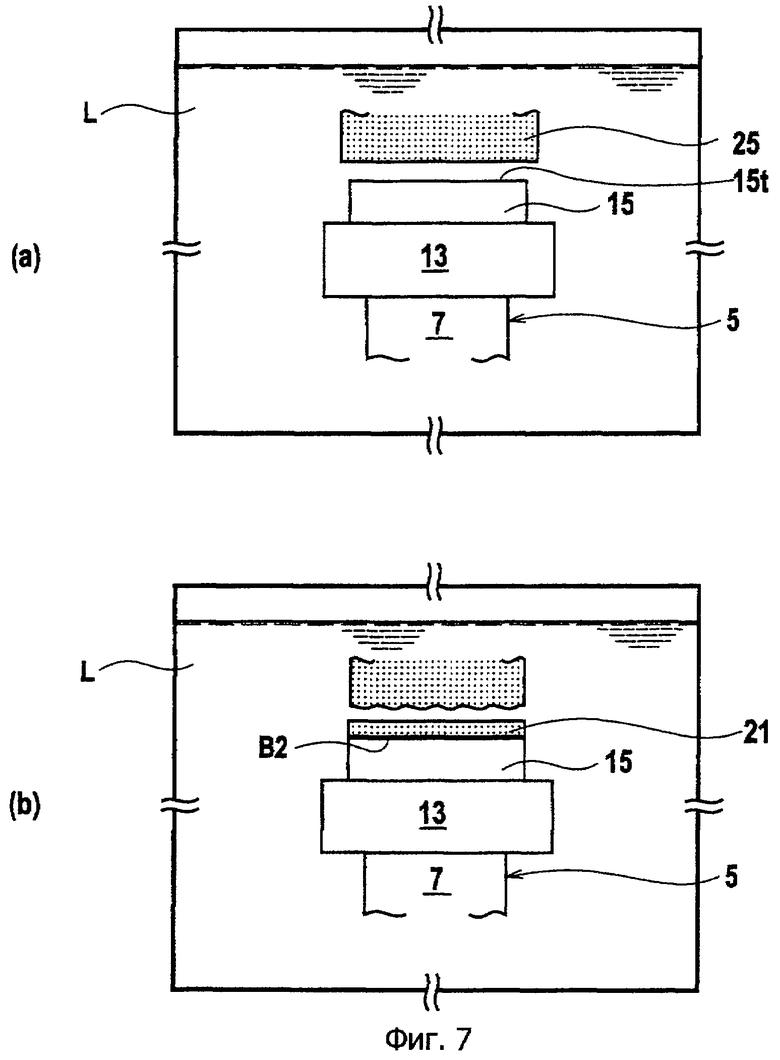
Фиг.7 является схематическим изображением, поясняющим этап формирования второго покрытия.
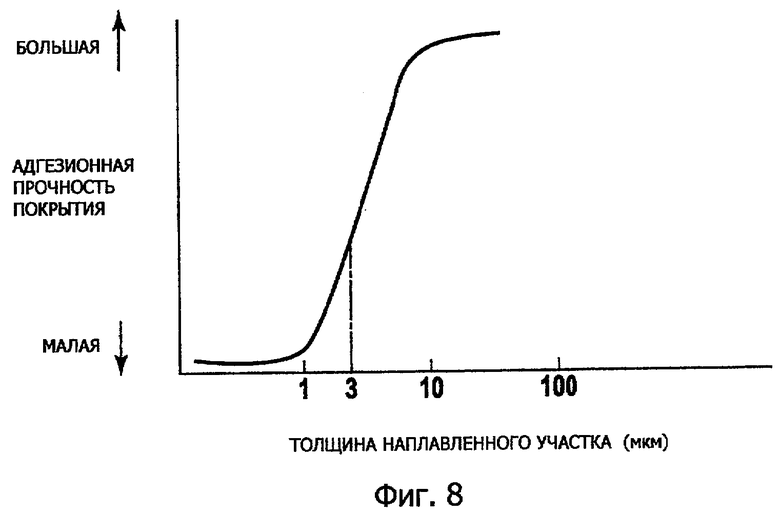
Фиг.8 является графиком, показывающим связь между толщиной наплавленного слоя и адгезионной прочностью покрытия.
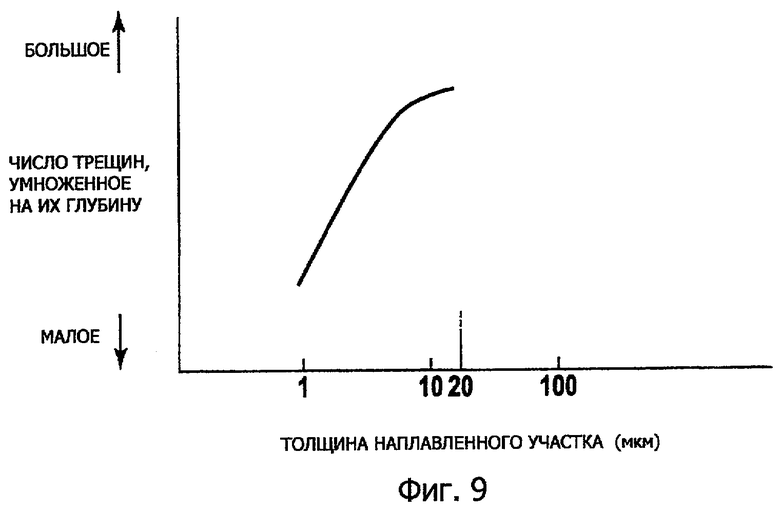
Фиг.9 является графиком, показывающим связь между толщиной наплавленного слоя и деформацией основной части.
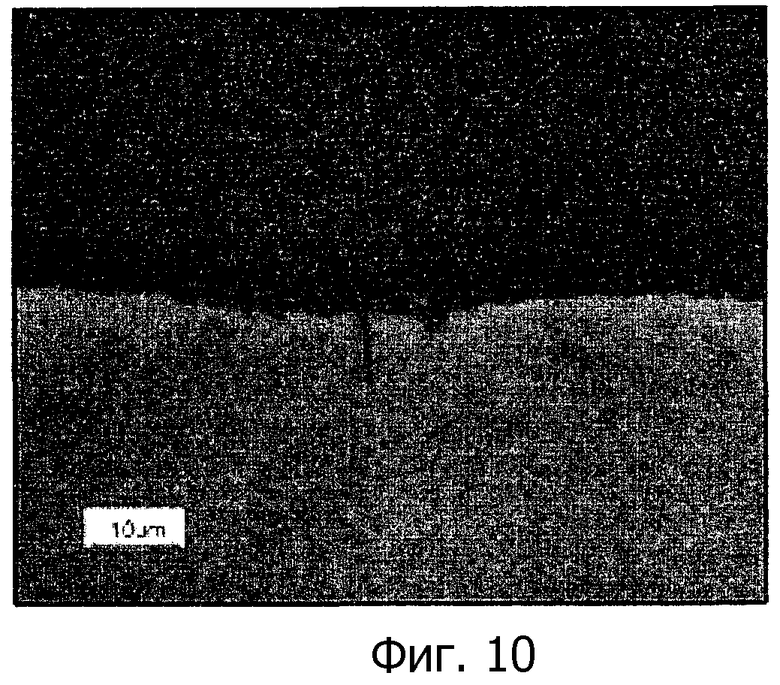
Фиг.10 является примером, в котором осаждение в разряде выполняется на стороне, не проходившей дробеструйное упрочнение.
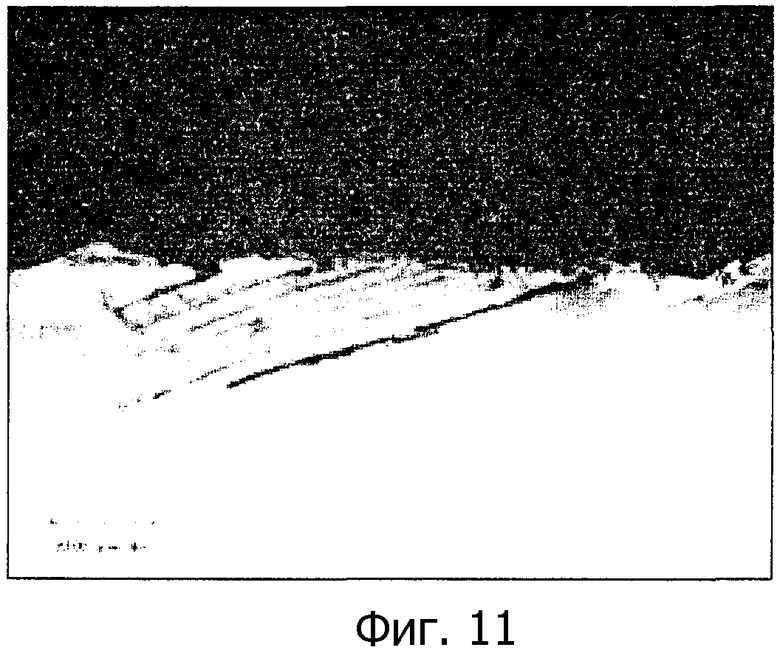
Фиг.11 является примером, в котором осаждение в разряде выполняется на стороне, прошедшей дробеструйное упрочнение.
Лучший способ осуществления изобретения
Во всем описании и приложенной формуле некоторые термины используются в соответствии со следующими определениями. Термин "осаждение в разряде" определяется и используется, с применением в электроискровой машине расходуемого электрода вместо нерасходуемого, как применение разряда в электроискровой машине для расхода электрода, а не механической обработки детали, для осаждения на деталь материала электрода или продукта реакции между материалом электрода и технологической жидкостью или газом. Далее, термин "осаждать в разряде" определяется и используется как переходный глагол от термина "осаждение в разряде". Кроме того, выражение "состоит в основном из" означает почти полностью отрегулированные ингредиенты, а именно, чтобы исключить дополнительные не оговоренные составляющие, которые могли бы повлиять на основные и новые характеристики продукта, определенные в балансе требований, но позволяет включить любые составляющие, такие как примеси, которые не будут существенно влиять на характеристики.
Преимуществом титаноалюминиевых (TiAl) интерметаллических соединений является легкость веса и отличная жаропрочность. С другой стороны, у TiAl-интерметаллических соединений отсутствует пластичность вблизи нормальной температуры, и поэтому они вызывают проблемы при механической и поверхностной обработках. Если использовать любой способ, включающий расплавление для осуществления вышеупомянутого покрытия, его термоудар с вероятностью вызовет растрескивание. Если применять распыление, чтобы уменьшить образование трещин, то этот процесс потребует хлопотных работ, включающих защиту всех участков, за исключением покрываемого участка и, кроме того, есть вероятность отслаивания полученных покрытий. Авторы настоящего изобретения провели исследования причин возникновения трещин при формировании вышеупомянутого покрытия. В результате стало ясно, что поверхности TiAl-интерметаллического соединения расширяются в результате поглощения тепла, и это приводит к разнице в тепловом расширении в сравнении с участками прямо под поверхностями, остающимися при относительно низких температурах, что создает чрезмерное растягивающее напряжение в участках, находящихся прямо под поверхностями, или слои покрытия, накрывающие поверхности, накладывают ограничение на усадку поверхностей на последующей стадии охлаждения и таким образом создают чрезмерное растягивающее напряжение на поверхностях; обе эти причины могут вызвать трещины. Очевидно, что трещины и распространение трещин ухудшают свойства, такие как усталость.
Авторы настоящего изобретения старательно изучили средства формирования покрытий, которые трудно удалить с жаростойких компонентов, сделанных из TiAl-интерметаллических соединений, которые уменьшают упомянутое выше растягивающее напряжение, чтобы предотвратить образование трещин и, даже если трещины на поверхности образовались, подавить ухудшение свойств, в частности, усталостных характеристик, и в результате сделали настоящее изобретение.
Далее будет описан один вариант осуществления настоящего изобретения со ссылкой на чертежи фиг.1-7.
Во всем настоящем описании, на чертежах и в приложенной формуле дальний край и ближний край в отношении любой лопатки ротора означает соответственно радиально наружный и внутренний край по оси газотурбинного двигателя. Далее, "прямое" и "обратное" означают соответственно направления, соответствующие направлению вверх или вниз по потоку воздуха в газотурбинном двигателе. Например, на фиг.3 стрелка FF указывает прямое направление, а стрелка FR указывает обратное направление.
Как показано на фиг.3, лопатка 1 ротора в соответствии с вариантом осуществления настоящего изобретения установлена и затем используется в газотурбинном двигателе 3, чтобы вращаться единым образом с диском вокруг центральной оси C. Лопатка 1 ротора вместе с другими лопатками 1′ ротора, как показано на фиг.1, установлены вокруг центральной оси C через равные промежутки в направлении вдоль окружности.
Основная часть 5 лопатки 1 ротора содержит лопасть 7, платформу 9, составляющую одно целое с ее ближним краем, ласточкин хвост 11, также составляющий одно целое с ее ближним краем, и одно или более (на чертеже два) концевых уплотнений 15, являющихся частью поверхности ее дальнего края. Основная часть 5 состоит в основном из TiAl-интерметаллического соединения.
Лопасть 7 является лопастью, имеющей профиль крыла, чтобы принимать движущую силу от горячего газа, чтобы вращаться. Платформа 9 имеет форму прямоугольной пластины и в комбинации с платформами соседних лопаток 1′ ротора образует цилиндрическую внешнюю границу вокруг центральной оси C. Ласточкин хвост 11 выполнен так, чтобы входить в зацепление с диском, на чертеже не показанным.
Бандаж 13 находится в контакте с бандажами соседних лопаток 1′ ротора в его окружном направлении, и эти бандажи в целом образуют цилиндрическую внешнюю границу вокруг центральной оси C. Поверхности трения 13s на боковых гранях бандажа 13, которые при работе подвергаются трению о боковые грани соседних бандажей, покрыты первыми покрытиями 17. Первое покрытие 17 сделано из любого стойкого к истиранию металла, который предпочтительно, но без ограничений, является сплавом Co-Cr. Способ нанесения первого покрытия 17 будет более подробно описан ниже.
Согласно фиг.1 и фиг.2 концевые уплотнения 15 являются соответственно ребрами, выступающими по существу параллельно направлению вращения лопатки 5 ротора, чтобы вызвать взаимное трение с сотовым элементом 19, который имеется у корпуса газотурбинного двигателя 3 (для удобства иллюстрации фиг.2 показывает концевое уплотнение 15 и сотовый элемент 19 находящимися на расстоянии, однако, в действительности эти элементы трутся друг о друга при работе). Фрикционные участки 15t вокруг вершины концевых уплотнений 15, являющиеся участками, подвергающимися взаимному трению с сотовым элементом 19, покрыты вторыми покрытиями 21, имеющими абразивную способность.
Между тем, "абразивная способность" компонента является свойством истирать противоположный компонент, с которым они находятся во взаимном трении, а также свойство, при котором трение вызывает предпочтительное соскабливание противоположного компонента, но сам компонент защищен от повреждений, вызываемых трением. Во всем настоящем описании и в приложенной формуле термин "абразивная способность" используется согласно этому определению.
Второе покрытие 21, имеющее абразивную способность, сделано предпочтительно из металла и керамики, и более предпочтительно, но без ограничений, металл выбран из группы кобальтовых сплавов и никелевых сплавов, а керамика является одним или более материалом, выбранным из группы, включающей cBN, TiC, TIN, TiAlN, TiB2, WC, SiC, Si3N4, Cr3C2, Al2O3, ZrO2-Y, ZrC, VC и B4C. Способ нанесения второго покрытия 21 будет подробнее описан позднее.
Первое покрытие 17 и второе покрытие 21 образованы с применением электроискровой машины 27, как показано на фиг.4, и путем осаждения в разряде. Электроискровая машина 27, применяемая для осаждения в разряде, состоит из станины 29, плиты 33, установленной на станине 29 с возможностью перемещаться по горизонтали, опорной плиты 41 и зажимного приспособления 43, которые оба движутся как целое вместе с плитой 33, и технологической ванны 39 для содержания технологической жидкости (или технологического газа) L. Предмет, подвергаемый осаждению в разряде, должен быть закреплен в зажимном приспособлении 43 в технологической ванне 39. Кроме того, электроискровая машина 27 содержит столб 31, расположенный напротив станины 29, обрабатывающую головку 47, соединенную со столбом 31 с возможностью перемещаться по вертикали, и захват 51, выполненный так, чтобы закреплять электрод 23 (или 25) к нижнему концу обрабатывающей головки 47. Кроме того, электроискровая машина 27 содержит внешний источник 45 питания, чтобы прикладывать электрическое напряжение между плитой 33 и обрабатывающей головкой 47. С плитой 33 соединены сервопривод 35 по оси X и сервопривод 37 по оси Y, чтобы приводить в движение плиту, тем самым контролируемо управляя плитой 33 вдоль оси X и оси Y (то есть горизонтально). Далее, к обрабатывающей головке 47 с возможностью передачи приводного усилия присоединен сервопривод 49 по оси Z, тем самым контролируемо перемещая обрабатывающую головку по оси Z, то есть вертикально.
При осаждении в разряде электрод 23, 25 не является нерасходуемым электродом, использующимся в обычном электроискровом оборудовании, а наоборот, является расходуемым электродом, представляющим собой формованное изделие, имеющее относительно грубую структуру, в котором порошок уплотнен прессованием и затем сформован. Вместо формованного изделия, полученного прессованием, можно использовать электрод, в котором проводится термообработка, чтобы вызвать по меньшей мере частичное спекание после формования прессованием, или формование выполняется шликерным литьем, инжекционным формованием металла, распылением и т.п.
Обрабатываемый предмет устанавливается в электроискровую машину 27 и перемещается в технологической ванне 39 сервоприводами 35, 37 по осям X, Y так, чтобы его обрабатываемая область находилась напротив электрода 23, 25, и ведется сервоприводом 49 по оси Z так, чтобы обрабатываемый объект находился вблизи электрода 23, 25. Затем, в случае обычной электроискровой обработки, импульс тока подается от внешнего источника питания 45, создавая разрядный импульс между обрабатываемой областью и электродом. Однако при осаждении в разряде вместо расхода обрабатываемой области расходуется электрод 23, 25, чтобы осадить на обрабатываемую область материал электрода 23, 25 или продукт реакции между материалом электрода и технологической жидкостью L. Технологическая жидкость L предпочтительно является непроводящей жидкостью, такой как масло. Осадок не только прилипает к обрабатываемой области, но также использует часть энергии разряда, чтобы вызвать такие явления, как диффузия и плавление, между осажденным слоем и обрабатываемым объектом, а также между самими частицами осажденного слоя.
В настоящем варианте осуществления обрабатываемым объектом является основная часть 5 лопатки 1 ротора, а обрабатываемой областью является поверхность 13s трения или участок 15t трения. Как отмечено выше, первое покрытие 17 покрывает поверхность 13s трения, а второе покрытие 21 покрывает зону 15t трения. Далее подробно описывается способ нанесения этих покрытий.
Сначала, как схематически показано на фиг.5, на поверхности 13s трения как обрабатываемой области любым известным способом выполняется дробеструйное упрочнение соответствующими маленькими шариками S и т.п. До дробеструйного упрочнения на всех участках, кроме поверхности 13s трения, могут быть выполнены защитные маски M. Дробеструйное упрочнение оставляет сжимающее напряжение в поверхности 13s трения. Остаточное сжимающее напряжение уравновешивается растягивающим напряжением, которое может быть создано в поверхности трения, тем самым устраняя или сокращая растягивающее напряжение, остающееся в остатке. Сходным образом дробеструйное упрочнение выполняется также на участке 15t трения. В случае, когда ожидается, что растягивающее напряжение будет относительно малым, дробеструйное упрочнение можно не проводить.
С помощью электроискровой машины 27 поверхность 13s трения покрывают первым покрытием 17, а зону 15t трения покрывают вторым покрытием 21. Что касается первого покрытия 17, используется первый расходуемый электрод 23, который, как упомянуто выше, сделан из стойкого к истиранию металла, такого как сплав Co, содержащий Cr, согласно вышеуказанному примеру. Что касается второго покрытия 21, используется второй расходуемый электрод 25, как упомянуто выше, сделанный из металла и керамики, причем металл выбран из группы кобальтовых сплавов и никелевых сплавов, а керамика из одного или более материалов, выбранных из группы cBN, TiC, TiN, TiAlN, TiB2, WC, SiC, Si3N4, Cr3C2, Al2O3, ZrO2-Y, ZrC, VC и B4C, согласно вышеуказанному примеру. Первый электрод 23 и второй электрод 25 выполнены в форме, соответственно дополняющей поверхность 13s трения и участок 15t трения как обрабатываемые области.
Основная часть 5 лопатки 1 ротора закреплена на зажимном приспособлении 43 в технологической ванне 29, так что поверхность 13s трения находится против обрабатывающей головки 47. Первый электрод 23 крепится к захвату 51 обрабатывающей головки 47. В технологическую ванну 29 наливают технологическую жидкость L. Технологическая жидкость L может должным образом включать тонкодисперсный порошок, обладающий электропроводностью. Так как тонкодисперсный порошок действует как посредник, разряд может распространяться на большее расстояние через тонкодисперсный порошок. Поэтому зазор между электродом 23 и основной частью 5, то есть межэлектродное расстояние, может быть сделан больше, и по тем же причинам он способен создавать разряд по более широкой площади. Это приводит к снижению локального тепловыделения и, кроме того, приводит к предотвращению или подавлению образования трещин, вызванного температурными напряжениями. Что касается тонкодисперсного порошка, предпочтительно любое вещество, сохраняющее электропроводность, даже если оно плавится и конденсируется разрядом или вызывает химическую реакцию с маслом, образуя карбид. В качестве такого вещества предпочтительно любое вещество, идентичное электроду 23, или кремний. Далее, что касается размера частиц тонкодисперсного порошка, если он слишком большой, то трудно получить однородную суспензию в масле, однако если он слишком малый, высока вероятность конденсации. Поэтому размер частиц предпочтительно лежит в диапазоне 0,5-2 мкм. Далее, что касается количества по отношению к маслу, если оно слишком большое, то трудно получить однородную суспензию в масле, однако если оно слишком маленькое, эффект способности увеличивать межэлектродное расстояние не может быть получен. Поэтому предпочтительное количество составляет 5-15 вес.%.
Чтобы расположить поверхность 13s трения напротив и близко к первому электроду 23, надлежащим образом управляются сервоприводы 35, 37, 49. Фиг.6(a) является схематическим изображением, на котором поверхность 13s трения находится напротив и вблизи первого электрода 23.
Чтобы подавать импульсами электроэнергию от внешнего источника питания 45, создается разрядный импульс между первым электродом 23 и поверхностью 13s трения в технологической жидкости L. В результате разряда первый электрод 23 расходуется, так что сплав Co, содержащий Cr, который образует первый электрод 23, осаждается на поверхность 13s трения. Сплав Co, содержащий Cr, не только прилипает к поверхности 13s трения, но также использует часть энергии разряда, чтобы вызвать диффузию и плавление, тем самым создавая первое покрытие 17 как осажденный слой, крепко удерживающийся на поверхности 13s трения. По мере расходования первого электрода 23 зазор между первым электродом 23 и поверхностью 13s трения постепенно расширяется. Поэтому посредством наведения сервопривода 49 по оси Z при очень малой скорости обрабатывающая головка 47 постепенно опускается ниже, чтобы удержать разряд, и разряд длится, пока не получится желаемая толщина.
Первое покрытие 17 имеет характеристическую структуру, которая содержит поры и тонкодисперсный порошок, но не является грубой, что характерно для процесса осаждения в разряде. На основе этой характеристики специалист может четко отличить структуру первого покрытия 17 от структур покрытий, образованных распылением, электроосаждением и т.п. путем микроскопического исследования структуры этих сечений и т.п.
В результате вышеупомянутой диффузии и плавления на границе между первым покрытием 17 и поверхностью 13 трения образуется наплавленный слой B1, в котором состав плавно меняется в направлении его толщины. Толщина наплавленного слоя B1 не ограничена, но предпочтительно может составлять 1 мкм или более и до 10 мкм или менее, или более предпочтительно от 3 мкм или более и до 10 мкм или менее, так как, если она будет слишком тонкой, будет снижаться адгезионная прочность, а если она будет слишком толстой, образуется чрезмерное растягивающее напряжение на поверхности 13s трения. Таким образом, толщина должна регулироваться путем надлежащего контролирования режима разряда, в результате толщина предпочтительно составляет от 1 мкм или более и до 10 мкм или менее, или более предпочтительно от 3 мкм или более и до 10 мкм или менее. Подходящим режимом разряда являются максимальный ток 30 A или менее и длительность импульса 8 мкс или менее или, более предпочтительно, максимальный ток 20 A или менее и длительность импульса 8 мкс или менее.
Фиг.8 является результатом исследования связи между толщиной наплавленного слоя B1 и адгезионной прочностью первого покрытия 17, полученного различным изменением режима разряда, чтобы изменить толщину наплавленного слоя B1 на поверхности 13s трения, не подвергавшейся дробеструйному упрочнению. Ось абсцисс показывает толщину наплавленного слоя B1 в логарифмическом масштабе, а ось ординат показывает адгезионную прочность, представленную в безразмерных единицах. Видно, что когда толщина превышает 1 мкм, адгезионная прочность повышается с увеличением толщины, но этот эффект достигает насыщения при толщине выше 20 мкм. Фиг.9 является результатом изучения связи между толщиной наплавленного слоя B1 и числом трещин, умноженным на глубину трещин, в базовой детали, а таблица 1 показывает результат изучения связи между толщиной наплавленного слоя B1 и наличием образованных трещин. Так как деформация базовой детали вызывается растягивающим напряжением, создаваемым в поверхности 13s трения, число трещин, умноженное на их глубину, в базовой детали может быть показателем растягивающего напряжения. Ось абсцисс показывает толщину наплавленного слоя B1 в логарифмическом масштабе, а ось ординат показывает число трещин, умноженное на их глубину, выраженное в безразмерных единицах. Как видно на фиг.9, при увеличении толщины наплавленного слоя B1 деформация базовой детали увеличивается и, в частности, становится заметной выше 10 мкм. Другими словами, ясно, что когда толщина наплавленного слоя B1 меньше, растягивающее напряжение, образованное в поверхности 13s трения, становится меньше, и его эффект будет очень незначительным при толщине менее 10 мкм. Из этих данных следует, что толщина наплавленного слоя B1 должна предпочтительно составлять от 1 мкм или более и до 10 мкм или менее, более предпочтительно от 3 мкм или более и до 10 мкм или менее.
Связь между толщиной наплавленного слоя и
наличием образованных трещин
Далее, такое сравнение относительно формы трещин проводилось в зависимости от того, было или нет дробеструйное упрочнение. Фиг.10 показывает пример, в котором осаждение в разряде проводится на поверхности, не подвергавшейся дробеструйному упрочнению. Трещины расположены почти перпендикулярно поверхности и распространяются глубоко в пластинчатый слой, таким образом, эта форма не является предпочтительной в свете сохранения прочности. Фиг.11 показывает пример, в котором осаждение в разряде проводилось на поверхности, испытавшей дробеструйное упрочнение. Трещины расположены наклонно к поверхности и распространяются таким образом, чтобы отщепить пластинчатый слой. Более точно, даже если трещины образуются, они имеют такую форму, которая реально не влияет на прочность. Таким образом, проведение дробеструйного упрочнения перед осаждением в разряде предпочтительно.
Далее, как показано на фиг.7(a), основная часть 5 лопатки 1 ротора поворачивается, и затем основная часть 5 прикрепляется на зажимном приспособлении 43 так, чтобы против обрабатывающей головки 47 был участок 15t трения. Далее, вместо первого электрода 23 к захвату 51 крепится второй электрод 25. Как показано на фиг.7(b), сервоприводы 35, 37, 49 управляются так, чтобы участок 15t трения находился вблизи второго электрода 25, и разряд создается между вторым электродом 25 и участком 15t трения. Из-за разряда второй электрод 25 расходуется, так что металл и керамика, образующие электрод 25, осаждаются на участке 15t трения, образуя тем самым второе покрытие 21. Как и в случае первого покрытия 17, второе покрытие 21 имеет характеристическую структуру, содержащую поры и тонкодисперсный порошок, и на границе между вторым покрытием 21 и участком 15t трения образуется наплавленный слой B2, в котором состав плавно меняется в направлении толщины. Как и в случае первого покрытия 17, толщина наплавленного слоя B2 составляет предпочтительно от 1 мкм или более и до 10 мкм или менее, или более предпочтительно от 3 мкм или более и до 10 мкм или менее, устанавливая подходящий режим разряда. Подходящим режимом разряда является максимальный ток 30 A или менее и длительность импульса 8 мкс или менее или, более предпочтительно, максимальный ток 20 A или менее и длительность импульса 8 мкс или менее.
Между тем, если при образовании первого покрытия 17 осаждение в разряде проводится в технологической жидкости L, такой как масло, второе покрытие 21 позднее может быть сформировано проведением осаждения в разряде в такой технологической жидкости L, как масло. Альтернативно, это же применимо к случаю, когда осаждение проводится в инертном газе, таком как аргон. Далее, при первом покрытии 17 может использоваться технологическая жидкость L, а при втором покрытии 21 может использоваться инертный газ, или наоборот.
Между тем, до осаждения в разряде, объект можно нагреть до температуры перехода от хрупкого разрушения к пластичному для используемого TiAl-интерметаллического соединения или выше, посредством любого подходящего способа, используя источник света или высокочастотный нагрев, и можно провести осаждение в разряде при сохранении температуры и последующий отжиг. Температура перехода от хрупкого разрушения к пластичному для TiAl-интерметаллических соединений, как всем известно, определяется в зависимости от состава и микроскопической структуры TiAl-интерметаллических соединений, как описано в академическом журнале "The Minerals, Metals & Materials Society", JOM (август 1991), фиг.8 на странице 48 и, начиная с правой колонки на странице 44 до левой колонки на странице 45. Например, TiAl-интерметаллическое соединение, имеющее состав 48Ti-48Al-2Cr-2Nb, имеет температуру перехода от хрупкого разрушения к пластичному в диапазоне от 550 до 750°C в зависимости от его микроструктуры. Температуру перехода от хрупкого разрушения к пластичному можно легко измерить общеизвестным способом.
Предпочтительно, не допускается чрезмерное падение температуры обрабатываемого объекта при осаждении в разряде, однако ее не требуется сохранять постоянной. Просто нужно удерживать температуру на температуре перехода от хрупкого разрушения к пластичному или выше. Инертный газ может вводиться по специально предусмотренной вентиляционной системе, однако можно использовать электрод, имеющий грубую структуру, чтобы ввести инертный газ. Инертный газ, инжектируемый от электрода, охлаждает пространство между поверхностью, подвергаемой осаждению в разряде, и электродом, и кроме того, оказывает эффект удаления шлама вокруг обрабатываемой поверхности. В этом случае технологическую жидкость L не вливают в технологическую ванну 29, и вместо этого осаждение в разряде проводится в инертном газе.
Проводя указанные выше этапы, получают жаростойкий компонент, содержащий основную часть из TiAl-интерметаллического соединения и одно или более покрытий, нанесенных на особую область основной части, включающих стойкое к истиранию вещество или вещество, имеющее абразивную способность, которые наносятся на конкретную область путем осаждения в разряде материала обрабатываемого электрода, содержащего стойкое к истиранию вещество или вещество, имеющее абразивную способность.
В вышеупомянутых описаниях для пояснения в качестве жаростойкого компонента показана лопатка ротора газотурбинного двигателя, однако настоящее изобретение этим не ограничено. Настоящее изобретение может применяться для любого компонента, который должен быть жаростойким и должен быть снабжен покрытием, для такого, например, как лопатки статора, диски ротора, рабочие колеса нагнетателя и т.п. Далее, осаждение в разряде может проводиться не только в жидкости, но и в газе.
Согласно методу нанесения покрытия осаждением, такому как сварка, так как наплавленный материал предназначен для закрепления на обрабатываемой области, количество теплоты, вносимой на единицу площади обрабатываемой области, является относительно большим, и теплота поступает к более значительной площади. Следовательно, степень теплового расширения в ходе нагрева высокая, и, тем самым, растягивающее напряжение в ходе охлаждения должно быть таким же большим. Сочетание метода покрытия и TiAl-интерметаллического соединения приводит к высокой вероятности образования трещин из-за сжатия при охлаждении. Далее, даже при нагреве расширение поверхности, вызванное нагревом, может вызвать образование трещин непосредственно под поверхностью. Более того, покрытие, полученное распылением, с вероятностью будет отслаиваться. Напротив, в настоящем варианте осуществления сочетаются метод нанесения покрытия осаждением в разряде и TiAl-интерметаллическое соединение. При осаждении в разряде тепло, поступающее к обрабатываемому объекту, ограничено участком, где создается разряд, и кроме того, разряд пульсирует и прерывается. Таким образом, степень расширения обрабатываемой области мала, и поэтому образования чрезмерного растягивающего напряжения в ходе охлаждения можно избежать. В частности, можно подавить образование трещин. Сочетание метода нанесения покрытия осаждением в разряде и TiAl-интерметаллического соединения обеспечивает отчетливый эффект в отношении подавления растрескивания.
В настоящем варианте осуществления, кроме того, так как обрабатываемый объект нагревается до температуры перехода от хрупкого разрушения к пластичному или выше, разница температур между покрытием и обрабатываемым объектом сокращается, тем самым подавляя образование трещин, вызываемое температурными напряжениями. Далее, так как покрытие формируется в условиях, когда объект имеет пластичность, образование трещин подавляется еще больше. Более того, так как осаждение в разряде проводится в масле, содержащем тонкодисперсный порошок, обладающий проводимостью, локальный нагрев, вызванный концентрацией разряда, подавляется, и это ведет к дальнейшему подавлению образования трещин. Кроме того, так как перед осаждением в разряде проводится дробеструйное упрочнение, получается сжимающее напряжение, уравновешиваемое растягивающим напряжением. Тем самым растягивающее напряжение непосредственно под участком плавления сокращается, и это приводит к подавлению образования трещин. Альтернативно, даже если трещины на участке плавления образовались, прямо под этим участком остаточное сжимающее напряжение не допускает распространения трещин. Тем самым можно повысить усталостную прочность.
Далее, так как жаростойкий компонент содержит покрытие, имеющее абразивную способность, которое содержит металл, в том числе выбранный из группы кобальтовых сплавов и никелевых сплавов, и один или более керамических материалов, выбранных из группы, включающей cBN, TiC, TIN, TiAlN, TiB2, WC, SiC, Si3N4, Cr3C2, Al2O3, ZrO2-Y, ZrC, VC и B4C, то жаростойкий компонент имеет высокую абразивную способность.
Далее, в соответствии с методом нанесения покрытия путем осаждения в разряде, область, где формируется покрытие, может быть ограничена областью, которая находится вблизи электрода. Если электрод выполнен с желаемой формой, область, где формируется покрытие, может быть задана без каких-либо других средств. Если осуществлять покрытие другим методом, например распылением, то нужно заранее закрыть масками все области, кроме обрабатываемой, каким-либо жаростойким материалом, и, кроме того, после окончания нанесения покрытия требуется удалить все защитные маски. В отличие от этого, настоящий вариант осуществления дает эффективный способ получения, в котором этапы упрощены.
Далее, при осаждении в разряде, по сравнению с методами нанесения покрытия путем осаждения из паровой фазы или процессами металлизации, скорость роста толщины покрытия выше, что позволяет получить требуемую толщину за более короткое время.
Влияние покрытий на усталостную стойкость испытывалось в испытании на малоцикловую усталость (LCF). Этот метод испытаний в принципе соответствует регламенту JIS-Z2279, и детальные условия, такие как температура испытания, указаны в таблице 2. Образцы для испытаний представляют собой сплошные цилиндрические стержни, что соответствует регламенту, размеры этих параллельных участков равны Ø 3мм x 6 мм, а их заплечики закруглены с радиусом R 12 мм. Боковые грани, за исключением головки образца, по длине поверхностно обработаны, как указано в таблице 3. Образцы 4 и 6 обрабатывались нанесением покрытия, соответствующего описанному выше, при котором приложенный максимальный ток составляет 2 A, а длительность импульса 2 мкс. Образцы номер 7 и 9 являются сравнительными примерами, поверхность которых не обрабатывалась. Образцы 10 и 12 подвергались пескоструйной обработке, которая моделирует случай, когда покрытие формируется распылением.
Условия испытания на LCF
Образцы, использованные для испытания
на LCF, и результаты испытания
Число циклов, чтобы вызвать трещины, указано в правом столбце таблицы 3. Если долговечность при усталостных нагрузках оценивать как минимальное число циклов, вызывающих появление трещин, образцы для испытаний с покрытием с очевидностью имеют большую долговечность, чем образцы, испытавшие пескоструйную обработку, которая имитирует покрытие компонентов напылением. В частности, следует понимать, что раскрытый способ, какой описан выше, дает покрытие, которое подавляет снижение усталостной стойкости.
Хотя изобретение было описано выше в отношении некоторых вариантов осуществления изобретения, изобретение не ограничено вышеописанными вариантами осуществления. Специалистами в данной области в свете указанных выше идей могут быть приведены изменения и модификации описанных выше вариантов осуществления.
Промышленная применимость
Предложены жаростойкие компоненты из TiAl-интерметаллических соединений с покрытиями, которые предотвращают образование трещин и подавляют уменьшение прочности этих базовых деталей, даже если на их поверхности образовались трещины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ И СПОСОБ РЕМОНТА | 2006 |
|
RU2365677C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОМПОНЕНТА МАШИНЫ, СПОСОБ ИЗГОТОВЛЕНИЯ ВОССТАНОВЛЕННОГО КОМПОНЕНТА МАШИНЫ, СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА МАШИНЫ, ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, ЭЛЕКТРОЭРОЗИОННЫЙ СТАНОК, СПОСОБ ВОССТАНОВЛЕНИЯ КОМПОНЕНТА ТУРБИНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ВОССТАНОВЛЕННОГО КОМПОНЕНТА ТУРБИНЫ | 2004 |
|
RU2320464C2 |
| Способ формирования микротекстур на поверхности режущих пластин из диэлектрических керамик электроэрозионной обработкой | 2022 |
|
RU2801705C1 |
| КОМПОНЕНТ ТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОВЕРХНОСТНО ОБРАБОТАННОГО КОМПОНЕНТА ТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2004 |
|
RU2311536C2 |
| Способ напыления защитных покрытий для интерметаллического сплава на основе гамма-алюминида титана | 2019 |
|
RU2716570C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРСНО-УПРОЧНЕННЫХ НАНОЧАСТИЦАМИ ПОКРЫТИЙ | 2008 |
|
RU2367724C1 |
| ПОДЛОЖКА ДЛЯ ХИМИЧЕСКОГО ОСАЖДЕНИЯ ИЗ ПАРОВОЙ ФАЗЫ (CVD) АЛМАЗА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2577638C2 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ С АРМИРУЮЩИМ ЭФФЕКТОМ | 2005 |
|
RU2304185C1 |
| КЕРМЕТЫ С МНОГОМАСШТАБНОЙ СТРУКТУРОЙ ДЛЯ ЭКСПЛУАТАЦИИ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ В УСЛОВИЯХ ЭРОЗИИ И КОРРОЗИИ | 2004 |
|
RU2360024C2 |
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИДА ТИТАНА И ИЗДЕЛИЕ С ПОВЕРХНОСТЬЮ ИЗ АЛЮМИНИДА ТИТАНА | 2012 |
|
RU2619419C2 |
Изобретение относится к жаростойкому компоненту такому, как, например, лопатка турбины или рабочее колесо нагнетателя, подвергающемуся трению о другой компонент в условиях высокой температуры. Жаростойкий компонент содержит основную часть из TiAl-интерметаллического соединения, имеющую поверхность трения, подвергающуюся трению о другой компонент, и стойкое к истиранию покрытие. Покрытие нанесено на поверхность трения и образовано путем осаждения в разряде материала расходуемого электрода из стойкого к истиранию металла. 2 н. и 12 з.п. ф-лы, 11 ил., 3 табл.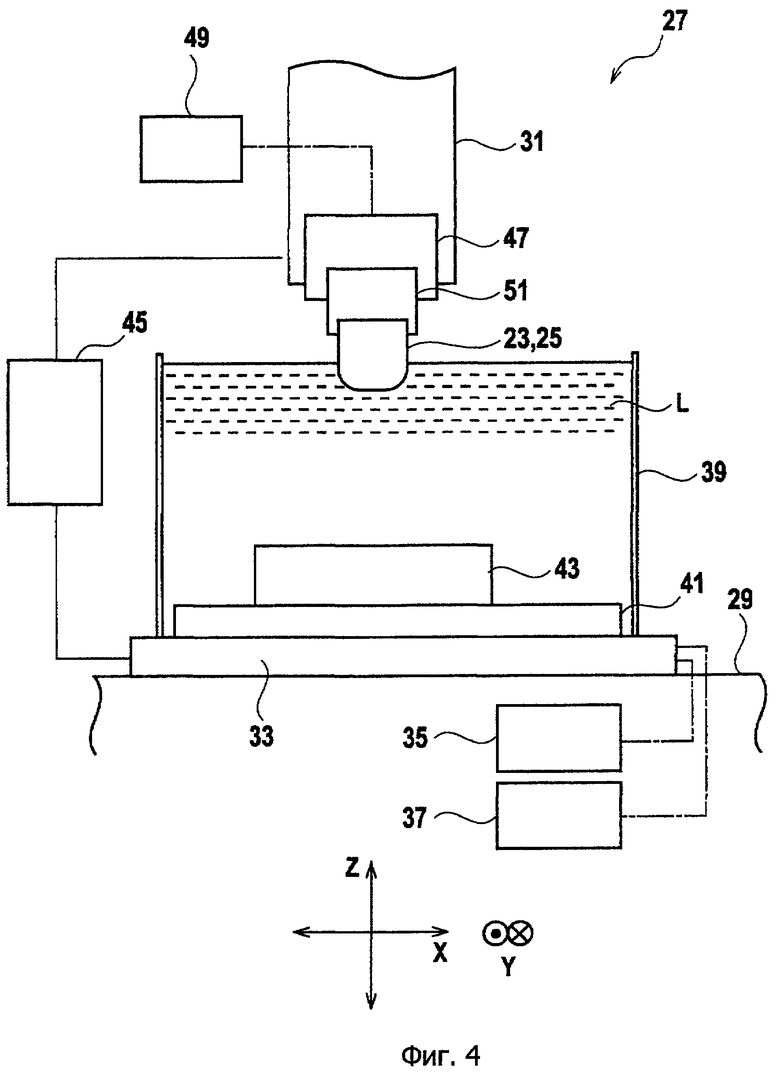
1. Жаростойкий компонент, подвергающийся трению о другой компонент в условиях высокой температуры, содержащий основную часть из TiAl-интерметаллического соединения, имеющую поверхность трения, подвергающуюся трению о другой компонент, и стойкое к истиранию покрытие, нанесенное на поверхность трения, причем стойкое к истиранию покрытие образовано путем осаждения в разряде материала расходуемого электрода из стойкого к истиранию металла.
2. Жаростойкий компонент по п.1, в котором стойкое к истиранию покрытие образовано осаждением в разряде на поверхность трения основной части, нагретой перед осаждением до температуры перехода от хрупкого разрушения к пластичному или до более высоких температур.
3. Жаростойкий компонент по п.1, в котором стойкое к истиранию покрытие образовано осаждением в разряде в масле, содержащем тонкодисперсный порошок.
4. Жаростойкий компонент по п.1, в котором стойкое к истиранию покрытие образовано осаждением в разряде на поверхность трения, обработанной перед осаждением дробеструйным упрочнением.
5. Жаростойкий компонент по п.1, в котором стойкое к истиранию покрытие содержит сплав Со, включающий Сr.
6. Жаростойкий компонент по п.1, в котором стойкое к истиранию покрытие образовано осаждением в разряде материала расходуемого электрода, полученного из порошка, содержащего сплав Со, включающий Сr, любым способом, выбранным из группы, включающей прессование, прессование с по меньшей мере частичным спеканием после прессования, шликерное литье, инжекционное формование и распыление.
7. Жаростойкий компонент по п.1, дополнительно содержащий наплавленный слой, в котором состав плавно меняется в направлении толщины между покрытием и основной частью.
8. Жаростойкий компонент, подвергающийся трению о другой компонент в условиях высокой температуры, содержащий основную часть из TiAl-интерметаллического соединения, имеющего поверхность трения, подвергающуюся трению о другой компонент, и покрытие, имеющее абразивную способность, нанесенное на поверхность трения, причем покрытие образовано осаждением в разряде материала расходуемого электрода из металла, имеющего абразивную способность, и керамики.
9. Жаростойкий компонент по п.8, в котором покрытие, имеющее абразивную способность, образовано осаждением в разряде на поверхность трения основной части, нагретой перед осаждением до температуры перехода от хрупкого разрушения к пластичному или до более высоких температур.
10. Жаростойкий компонент по п.8, в котором покрытие с абразивной способностью образовано выполнением осаждения в разряде в масле, содержащем тонкодисперсный порошок.
11. Жаростойкий компонент по п.8, в котором покрытие образовано осаждением в разряде на поверхность трения, обработанную перед осаждением дробеструйным упрочнением.
12. Жаростойкий компонент по п.8, в котором покрытие, имеющее абразивную способность, содержит металл и керамику, причем металл включает металл, выбранный из группы кобальтовых сплавов и никелевых сплавов, а керамика включает один или более материалов, выбранных из группы, включающей c BN, TiC, TiN, TiAlN, TiB2, WC, SiC, Si3N4, Сr3С2, Аl2О3, ZrO2-Y, ZrC, VC и В4С.
13. Жаростойкий компонент по п.8, в котором покрытие образовано осаждением в разряде материала расходуемого электрода из металла, выбранного из группы кобальтовых сплавов и никелевых сплавов, и керамики, включающей один или более материалов, выбранных из группы, включающей с BN, TiC, TiN, TiAlN, TiB2, WC, SiC, Si3N4, Сr3С2, Аl2О3, ZrO2-Y, ZrC, VC и В4С, и полученного из порошка металла и керамики способом, выбранным из группы, включающей прессование, прессование с по меньшей мере частичным спеканием после прессования, шликерное литье, инжекционное формование и распыление.
14. Жаростойкий компонент по п.8, дополнительно содержащий наплавленный слой, в котором состав плавно меняется в направлении толщины между покрытием и основной частью.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |

