Область техники
Изобретение относится к способу восстановления компонента машины, способу изготовления восстановленного компонента машины, способу изготовления компонента машины, газотурбинному двигателю, электроэрозионному станку, способу восстановления компонента турбины и способу изготовления восстановленного компонента турбины.
Предшествующий уровень техники
Как правило, такой компонент машины, как лопатка ротора турбины, применяемая в газотурбинном двигателе, проходит различные виды восстановления до окончания своего срока службы. В случае возникновения такого дефекта, как трещина, в восстанавливаемой лопатке ротора турбины восстановление выполняют в следующем порядке.
Дефект, появившийся в восстанавливаемой части лопатки ротора турбины, удаляют шлифовкой. Затем наносят покрытие плакированием при помощи сварки на части, с которой удален дефект, лопатки ротора турбины. Таким образом, можно восстановить лопатку ротора турбины как компонент машины, и, иначе говоря, восстановленную лопатку ротора турбины как восстановленный компонент машины можно изготовить из первоначальной лопатки ротора турбины в качестве восстанавливаемого первоначального компонента машины.
Сущность изобретения
Но при этом трудно ограничить пределы нанесения покрытия на освобожденной от дефекта части компонента машины плакированием при помощи сварки, и поэтому при формировании наносимого покрытия неизбежно будет возникать его излишек. Поэтому после формирования нанесенного покрытия необходимо удалить излишнее покрытие; причем проблема заключается в том, что удлиняется время, требуемое для восстановления этой восстанавливаемой части компонента машины, т.е. время, требуемое для выполнения ремонта компонента машины.
Причем упоминаемая выше проблема существует и при изготовлении нового компонента машины, включающем в себя этап выполнения плакирования сваркой.
Для решения этой проблемы создан первый объект настоящего изобретения, представляющий собой способ восстановления компонента машины для восстановления части электропроводного компонента машины, при котором удаляют дефект, образовавшийся в восстанавливаемой части компонента машины; и наносят покрытие после удаления дефекта при помощи формованного электрода, состоящего из формованного тела, сформованного из порошка металла, из порошковой смеси порошка металла и порошка керамики; или состоящего из прошедшего обработку формованного тела; и при помощи формирования импульсного электрического разряда между частью, с которой удален дефект, в компоненте машины и формованным электродом в электроизолирующей жидкости или газе, в результате чего материал формованного электрода или реагирующее вещество этого материала выполняет осаждение, диффузию и/или сварку на освобожденной от дефекта части компонента машины посредством энергии электрического разряда.
Второй объект настоящего изобретения представляет собой способ изготовления восстановленного компонента машины для изготовления восстановленного компонента машины из электропроводного первоначального компонента машины, при котором удаляют дефект, появившийся на восстанавливаемой части первоначального компонента машины, и наносят пористое покрытие после удаления дефекта при помощи формованного электрода, состоящего из формованного тела, сформованного из порошка металла, порошковой смеси из порошка металла и порошка керамики или состоящего из прошедшего термообработку формованного тела; и при помощи формирования импульсного электрического разряда между освобожденной от дефекта частью в первоначальном компоненте машины и формованным электродом в электроизолирующей жидкости или газе, в результате чего материал формованного электрода или реагирующее вещество этого материала выполняет осаждение, диффузию и/или сварку на освобожденной от дефекта части первоначального компонента машины посредством энергии электрического разряда.
Третий объект настоящего изобретения представляет собой способ изготовления компонента машины для изготовления компонента машины, имеющего основное тело электропроводного компонента и пористое нанесенное покрытие, сформированное на обрабатываемой части основного тела компонента, при котором формируют основное тело компонента; и формируют наносимое покрытие после формирования основного тела при помощи формованного электрода, состоящего из формованного тела, сформованного из порошка металла, из порошковой смеси из порошка металла и порошка керамики; или состоящего из прошедшего термообработку формованного тела; и при помощи формирования импульсного электрического разряда между частью основного тела компонента и формованным электродом в электроизолирующей жидкости или газе, в результате чего материал формованного электрода или реагирующее вещество этого материала выполняет осаждение, диффузию и/или сварку на обрабатываемой части основного тела компонента посредством энергии электрического разряда.
Краткое описание чертежей
Фиг.1 - вид лопатки ротора турбины согласно первому варианту осуществления.
Фиг.2 - схематический вид газотурбинного двигателя в соответствии с его вариантами осуществления.
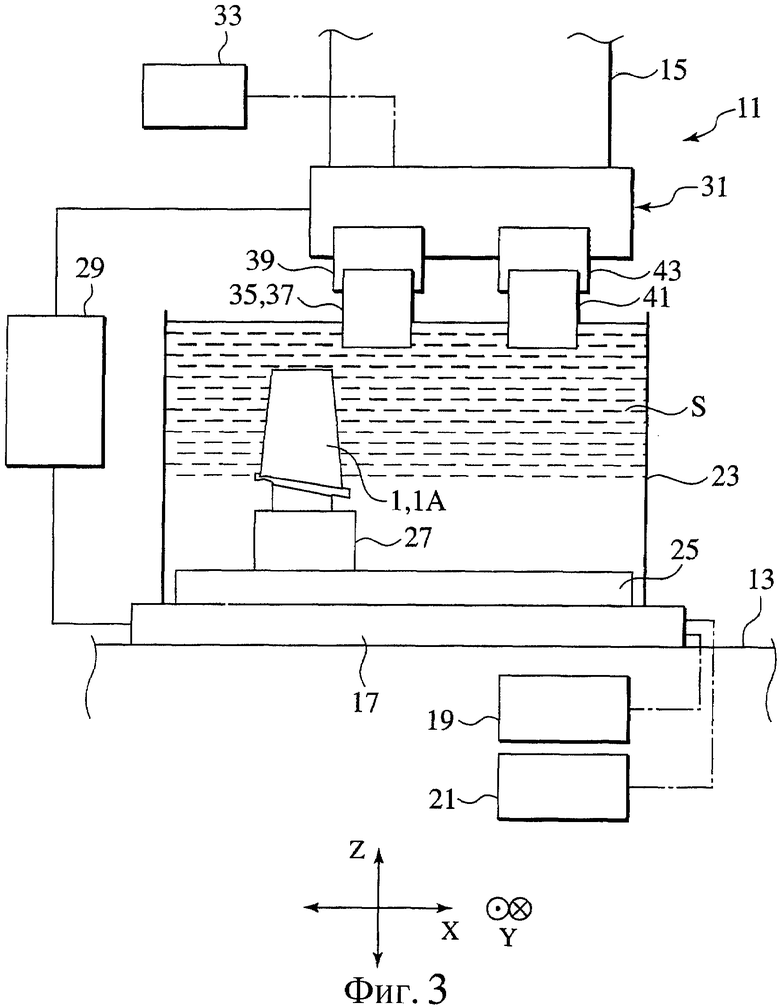
Фиг.3 - вид электроэрозионного станка согласно первому варианту осуществления.
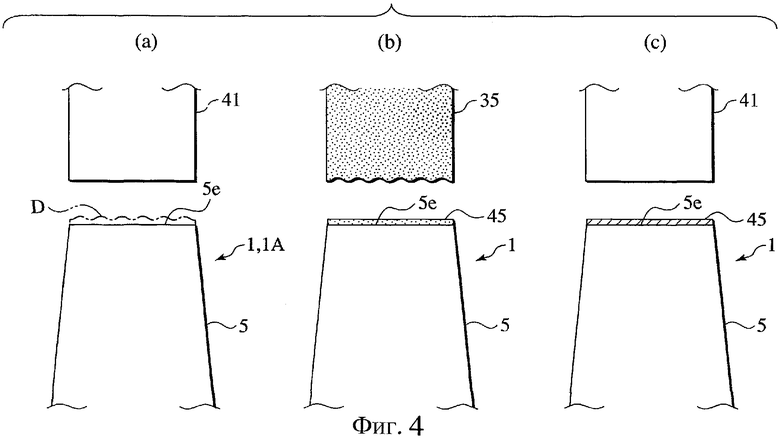
Фиг.4(а), 4(b), 4(с) - иллюстрации способа восстановления компонента машины согласно первому варианту осуществления и способа изготовления восстановленного компонента машины согласно второму варианту осуществлению.
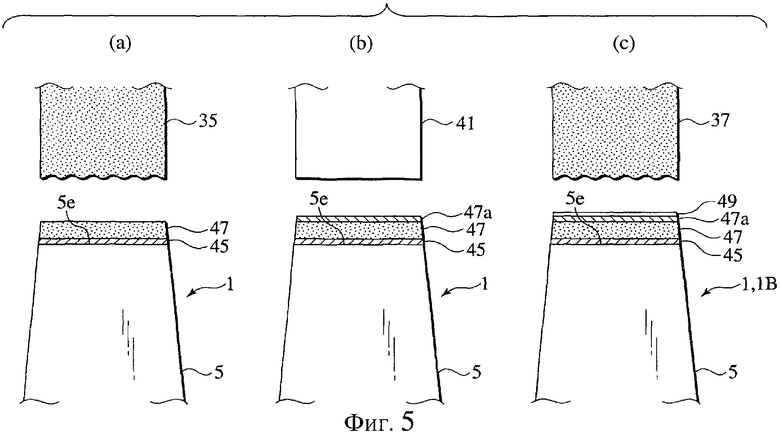
Фиг.5(а), 5(b) и 5(с) - иллюстрация способа восстановления компонента машины согласно первому варианту осуществления и способа изготовления восстановленного компонента машины согласно второму варианту осуществления.
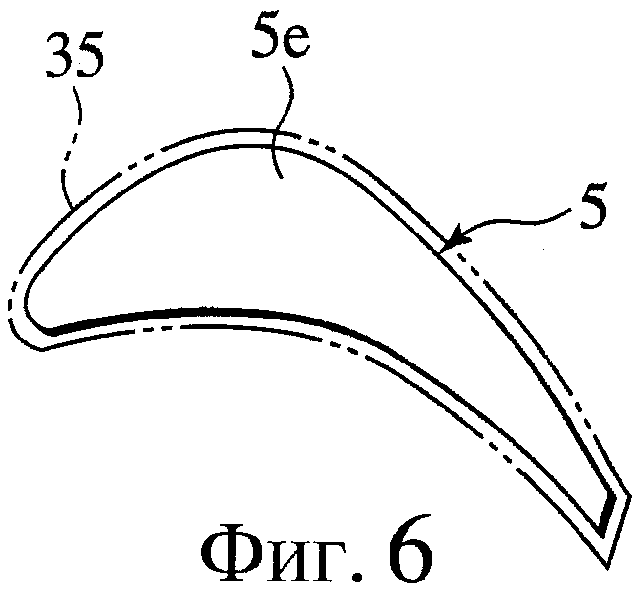
Фиг.6 - иллюстрация взаимосвязи между частью лопатки, с которой удален дефект, и формованным электродом.
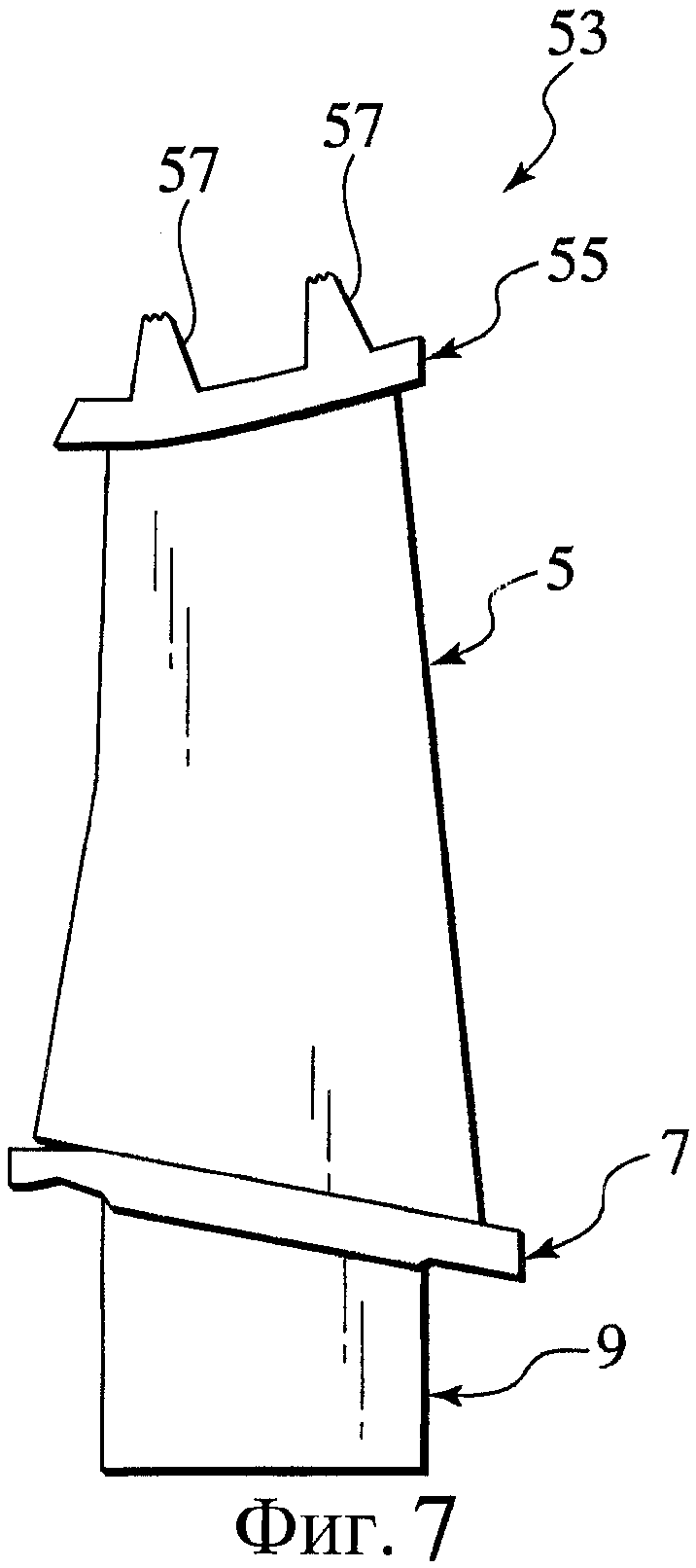
Фиг.7 - вид лопатки ротора турбины согласно модификации первого варианта осуществления.
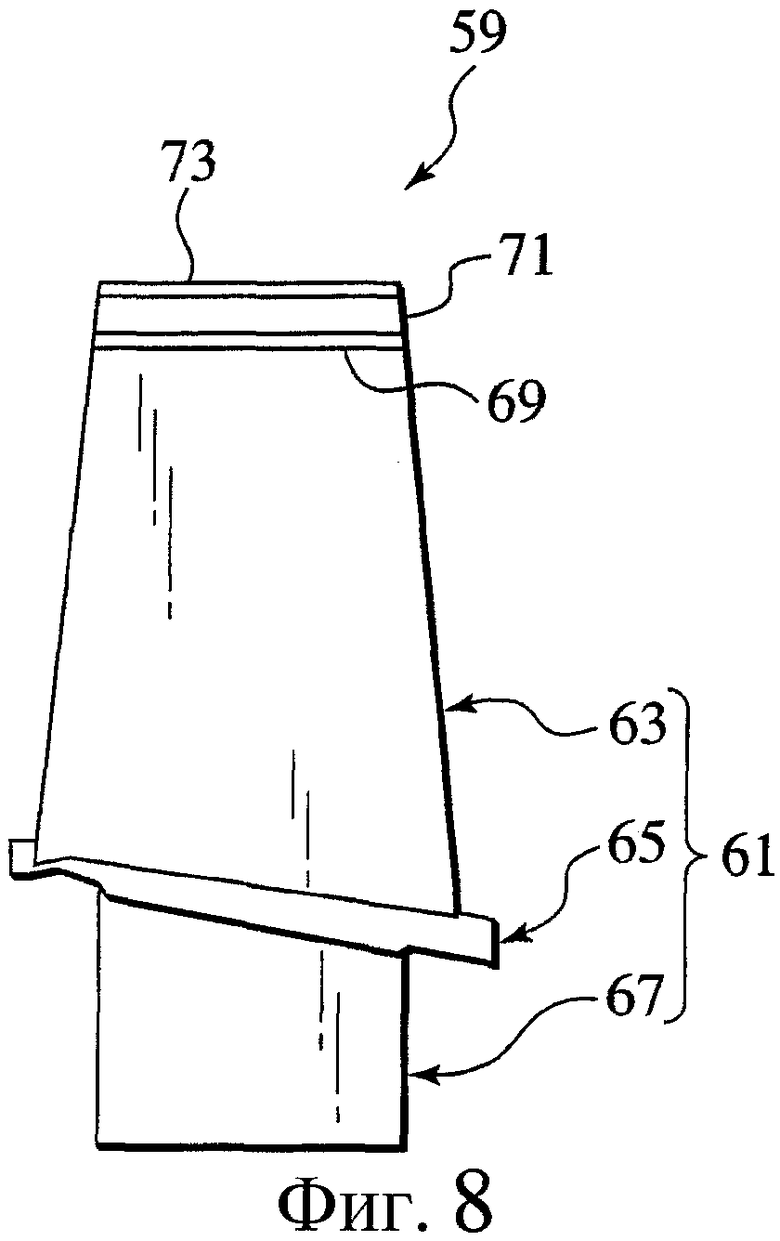
Фиг.8 - вид лопатки ротора турбины согласно третьему варианту осуществления.
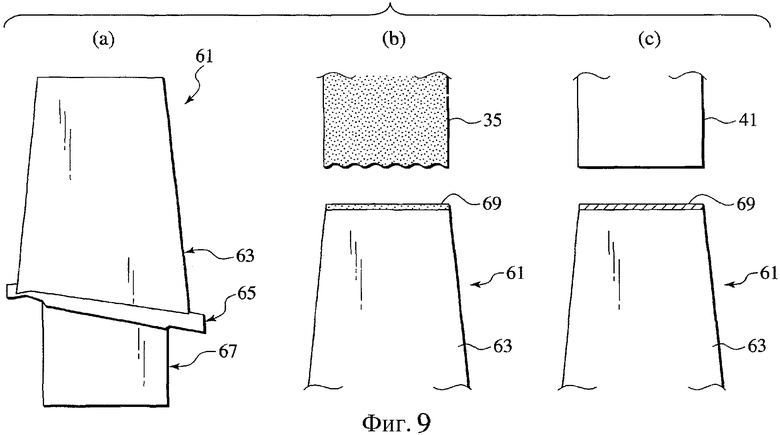
Фиг.9(а), 9(b), 9(с) - иллюстрации способа изготовления компонента машины согласно третьему варианту осуществления.
Фиг.10(а), 10(b), 10(с) - иллюстрации способа изготовления компонента машины согласно третьему варианту осуществления.
Фиг.11 - иллюстрация взаимосвязи между концевой частью лопатки и формованным электродом.
Фиг.12 - вид лопатки ротора турбины согласно модификации третьего варианта осуществления.
Фиг.13 - вид в перспективе лопатки ротора турбины согласно четвертому варианту осуществления.
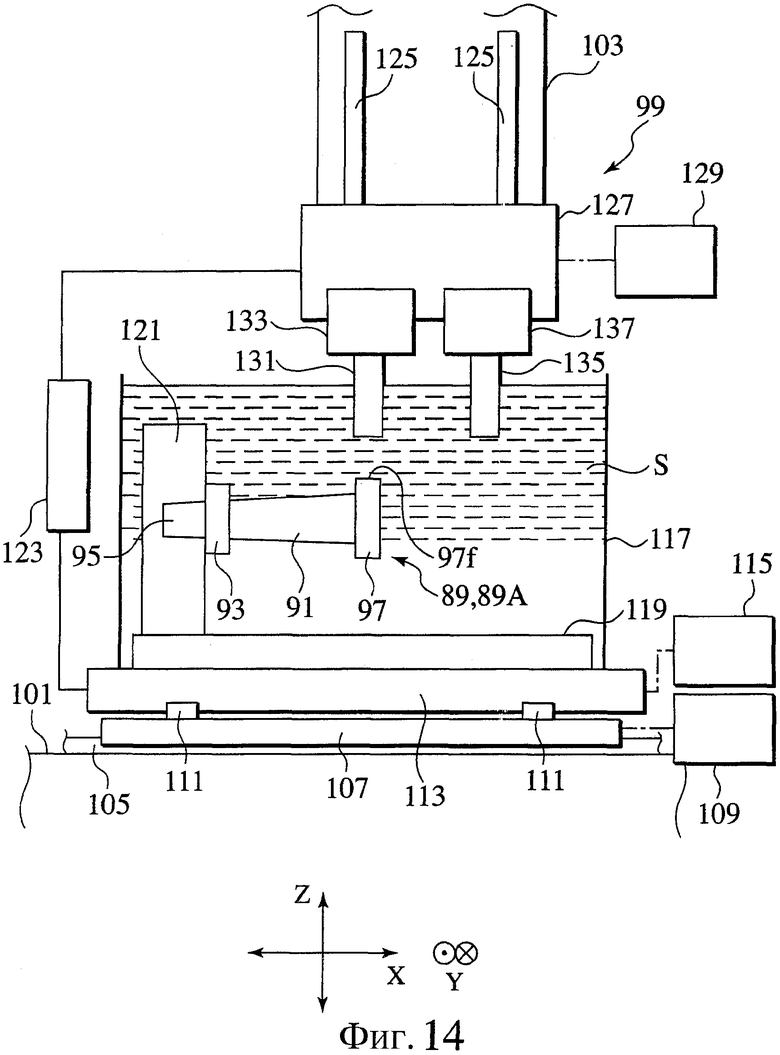
Фиг.14 - вид электроэрозионного станка согласно четвертому варианту осуществления.
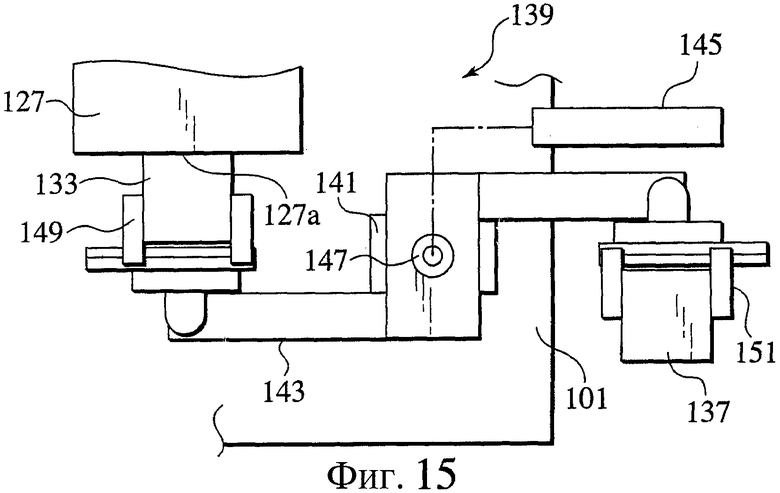
Фиг.15 - схематический вид сверху заменяющего узла согласно четвертому варианту осуществления.
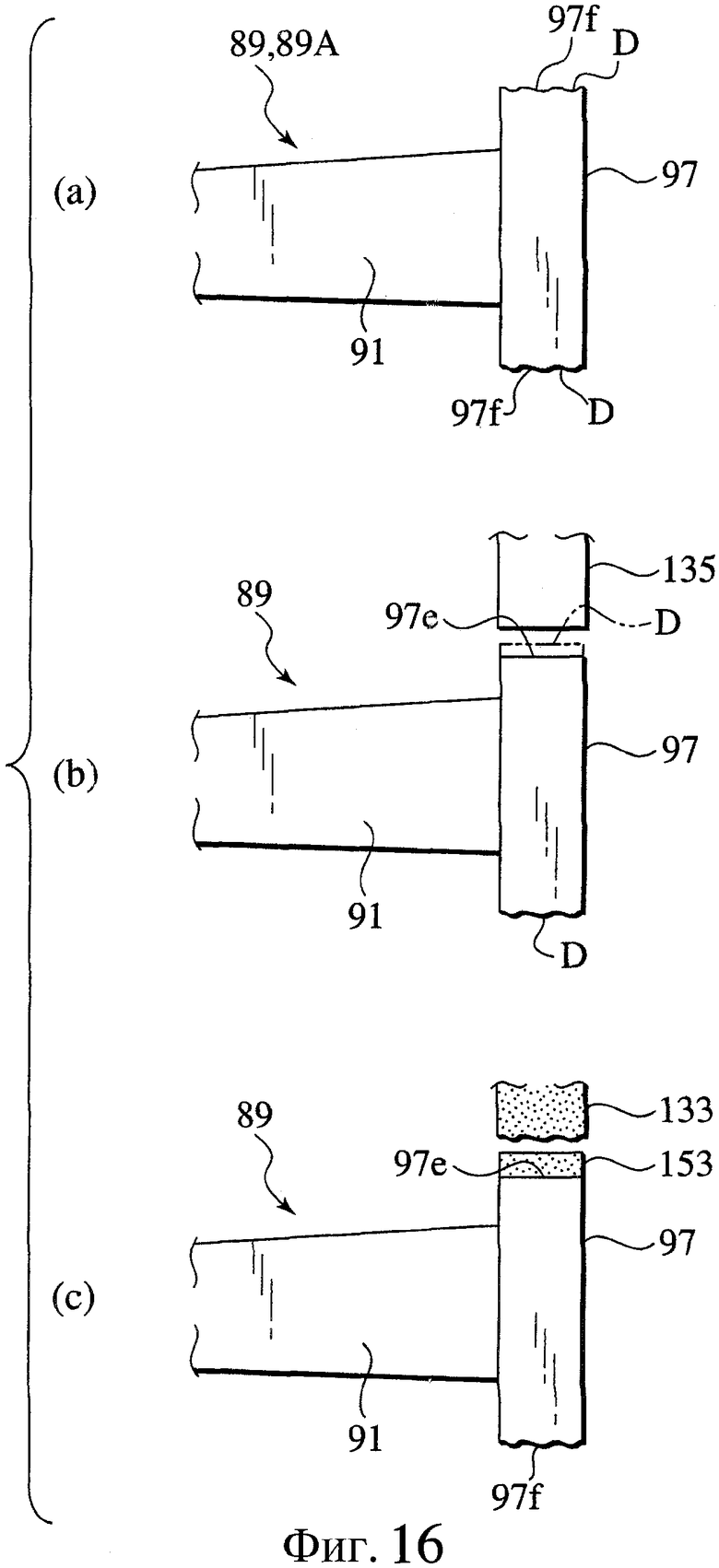
Фиг.16(а), 16(b), 16(с) - иллюстрации способа восстановления компонента машины согласно четвертому варианту осуществления и способа изготовления восстановленного компонента машины согласно пятому варианту осуществления.
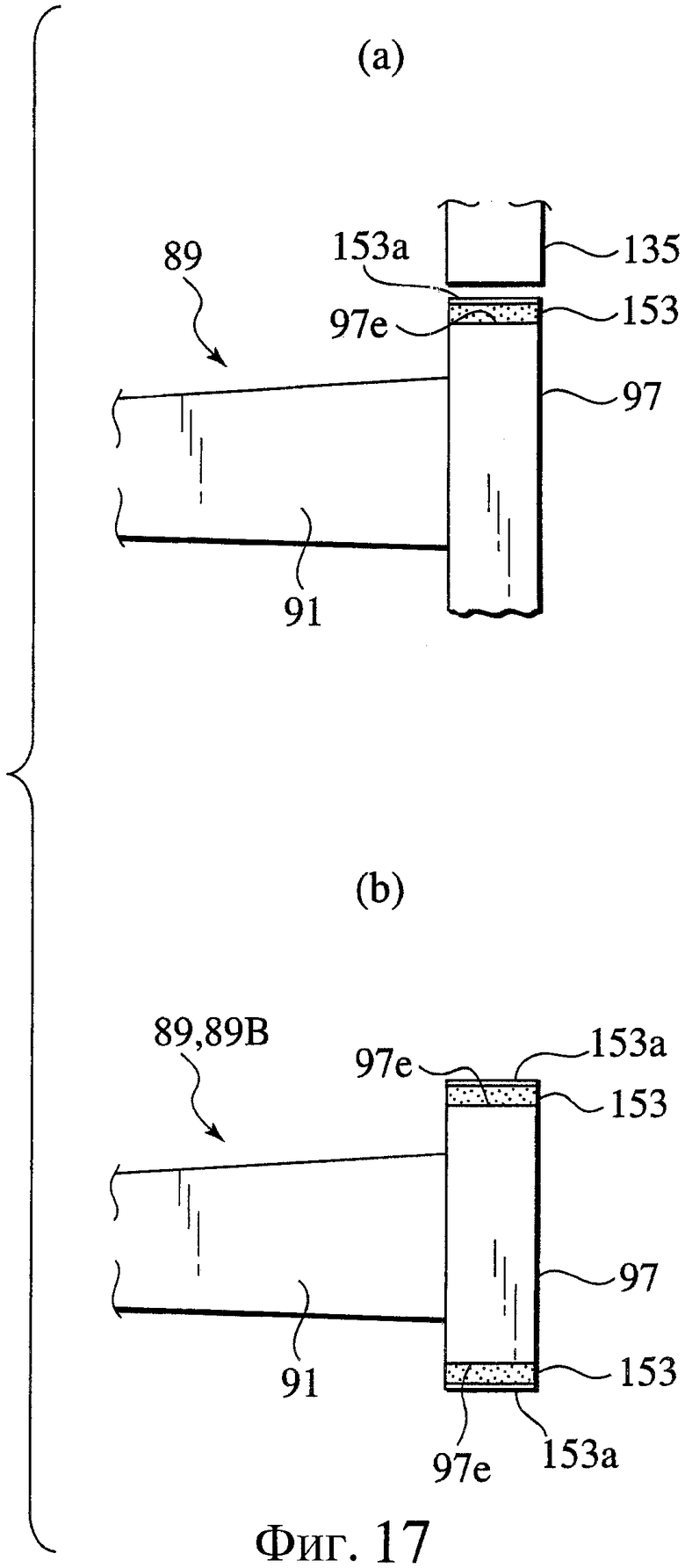
Фиг.17(а), 17(b), 17(с) - иллюстрации способа восстановления компонента машины согласно четвертому варианту осуществления и способа изготовления восстановленного компонента машины согласно пятому варианту осуществления.
Наилучший способ осуществления изобретения
Ниже приводится описание некоторых вариантов осуществления настоящего изобретения для его подробного пояснения со ссылкой на прилагаемые чертежи. На чертежах обозначение "FF" обозначает направление вперед, и обозначение "FR" обозначает направление назад. В описании термин «поперечное направление» обозначает направлении оси Х, «горизонтальное направление» обозначает направление оси Y и «вертикальное направление» обозначает направление оси Z. Термин «направление разряда» обозначает направление вперед и назад по отношению к поверхности его формы согласно Фиг.6 и Фиг.11.
ПЕРВЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Сначала приводится описание лопатки 1 ротора турбины, для которой выполняется способ восстановления компонента машины согласно первому варианту осуществления со ссылкой на Фиг.1 и Фиг.2.
Лопатка 1 ротора турбины является одним из проводящих компонентов машины, и после восстановления ее можно снова использовать в газотурбинном двигателе 3 реактивного двигателя или т.п.
Лопатка 1 ротора турбины имеет лопатку 5, платформу 7, выполненную в ближнем конце лопатки 5, и соединение 9 ласточкиным хвостом, выполненное на платформе 7. Соединение 9 ласточкиным хвостом выполнено с возможностью зацепления с пазом для соединения ласточкиным хвостом (не показан) диска турбины (не показан), являющегося элементом компонента газотурбинного двигателя 3.
Концевая часть лопатки 5 является обрабатываемой частью лопатки 1 ротора турбины.
Далее, со ссылкой на Фиг.3, приводится описание электроэрозионного станка 11, применяемого для осуществления способа восстановления компонента машины согласно первому варианту осуществления.
Электроэрозионный станок 11 согласно первому варианту осуществления является устройством, применяемым для осуществления способа восстановления компонента машины согласно первому варианту осуществления, и имеет основание 13, имеющее габариты в направлениях оси Х и оси Y, и стойку 15, проходящую по оси Z. Основание 13 также имеет стол 17, который выполнен с возможностью перемещения в направлении оси Х под действием серводвигателя 19 Х-оси и перемещения в направлении оси Y под действием серводвигателя 21 Y-оси.
Стол 17 имеет обрабатывающую емкость 23, в которой находится электроизолирующая жидкость S, содержащая такие парафиновые углеводороды, как масло, и в обрабатывающей емкости 23 установлена опорная пластина 25. Опорная пластина 25 имеет зажимное приспособление 27, выполненное с возможностью установки в нем такого компонента машины, как лопатка 1 ротора турбины или основное тело компонента машины, описываемое ниже. Зажимное приспособление 27 электрически соединено с источником 29 электропитания.
Стойка 15 имеет обрабатывающую головку 31, которая выполнена с возможностью перемещения в направлении оси Z под действием серводвигателя 33 Z-оси. Обрабатывающая головка 31 имеет первый держатель 39, на котором установлен твердый формованный электрод 37, и вблизи первого держателя 39 в обрабатывающей головке 31, выполнен второй держатель 43, в котором установлен медленно расходуемый твердый электрод 41. Первый держатель 39 и второй держатель 43 электрически соединены с источником 29 электропитания.
Причем формованный электрод 35 является формованным телом, сформованным из порошка стойкого к окислению металла методом прессовки; или прошедшим термообработку в вакуумной печи или т.п. формованным телом. Причем вместо формования прессовкой электрод 35 можно сформировать литьем суспензии, литьем металла под давлением, напылением или т.п.
Стойкий к окислению металл, входящий в состав формованного электрода 35, включает в себя такие никелевые сплавы, как NiCr, CoNiCrAlY и т.п., и кобальтовые сплавы. При этом формованный электрод 35 может состоять из формованного тела, прессованного и формованного из порошковой смеси порошка стойкого к окислению металла и порошка керамики.
Твердый формованный электрод 37 состоит из формованного тела, сформованного из порошковой смеси стойкого к окислению металла и порошка керамики методом прессовки; или состоит из прошедшего термообработку в вакуумной печи формованного тела. Причем вместо формования прессовкой твердый формованный электрод 37 можно сформировать литьем суспензии, литьем металла под давлением, напылением или т.п.
При этом стойкий к окислению металл, составляющий твердый формованный электрод 37, является тем же, что и стойкий к окислению металл, составляющий формованный электрод 35; и входящая в состав твердого формованного электрода 37 керамика является одним материалом или смешанным материалом двух или более составляющих веществ, выбранных из: cBN, TiC, TiN, TiAlN, TiB2, WC, SiC, Si3N4, Cr3C2 Al2O3, ZrO2-Y, ZrC, VC и В4С.
Причем твердый формованный электрод 37 может состоять из формованного тела, прессованного и сформованного из порошка проводящей керамики, или из прошедшего термообработку формованного тела. При этом порошок проводящей керамики можно изготовить дополнительным выполнением проводящих покрытий на поверхностях из порошка керамики.
С другой стороны, твердый электрод 41 состоит из сплошного тела из графита, вольфрамовых сплавов или медных сплавов.
Далее следует описание способа восстановления компонента машины согласно первому варианту осуществления со ссылкой на Фиг.3, 4(а), 4(b), 5(а), 5(b), 5(с) и 6.
Способ восстановления компонента машины согласно первому варианту осуществления представляет собой способ восстановления концевой части лопатки 5 и включает в себя: (1-1) удаление дефекта, (1-2) образование тонкой пленки, (1-3) модификацию тонкой пленки, (1-4) нанесение покрытия, (1-5) выполнение доводки и (1-6) образование твердой тонкой пленки.
(1-1) УДАЛЕНИЕ ДЕФЕКТА
Лопатку 1 ротора турбины в качестве компонента машины устанавливают на зажимном приспособлении 27, и при этом концевая часть лопатки 5 направлена вверх. Затем под действием серводвигателя 19 оси Х и серводвигателя 21 оси Y стол 17 перемещают в направлении оси Х и в направлении оси Y, чтобы установить лопатку 1 ротора турбины в положение, в котором освобождаемая от дефекта часть 5е лопатки 5 будет находиться напротив формованного электрода 35. Причем иногда стол 17 необходимо перемещать только в направлении оси Х.
Затем формируют импульсный электрический разряд между концевой частью лопатки 5 и твердым электродом 41 в электроизолирующей жидкости S. При этом согласно Фиг.4(а) такой дефект D, как трещина в концевой части лопатки 5, можно будет удалить посредством энергии электрического разряда. При формировании импульсного разряда электрод, выполненный заодно с обрабатывающей головкой 31, возвратно-поступательно перемещается в направлении Z-оси на небольшое расстояние хода при помощи серводвигателя 33 Z-оси. В лопатке 5 часть, с которой удален дефект D, называется освобожденной от дефекта частью 5е.
(1-2) ОБРАЗОВАНИЕ ТОНКОЙ ПЛЕНКИ
После выполнения удаления (1-1) стол 17 под действием серводвигателя 19 Х-оси и серводвигателя 21 Y-оси перемещают в Х-направлении и Y-направлении, чтобы установить лопатку 1 ротора турбины в положение, в котором освобожденная от дефекта часть 5е лопатки 5 будет находиться напротив формованного электрода 35. Причем иногда стол 17 необходимо перемещать только в направлении оси Х.
Затем между освобожденной от дефекта частью 5е лопатки 5 и формованным электродом 35 в электроизолирующей жидкости S формируют импульсный электрический разряд. При этом согласно Фиг.4(b) посредством энергии электрического разряда материал формованного электрода 35 или реагирующее вещество этого материала выполняет осаждение, диффузию и/или сварку на освобожденной от дефекта части 5е лопатки 5, в результате чего пористую тонкую пленку 45 можно постепенно формировать на освобожденной от дефекта части 5е лопатки 5. При формировании импульсного разряда формованный электрод, выполненный заодно с обрабатывающей головкой 31, возвратно-поступательно перемещается в направлении Z-оси на небольшое расстояние хода под действием серводвигателя 33 Z-оси.
Термин «осаждение, диффузия и/или сварка» включает в себя все следующие значения: «осаждение», «диффузия», «сварка», «смешанные явления осаждения и диффузии», «смешанные явления осаждения и сварки», «смешанные явления осаждения, диффузии и сварки».
(1-3) МОДИФИКАЦИЯ ТОНКОЙ ПЛЕНКИ
После выполнения (1-2) образования тонкой пленки стол 17 под действием серводвигателя 19 Х-оси и серводвигателя 21 Y-оси перемещают в Х-направлении и Y-направлении, чтобы установить лопатку 1 ротора турбины в положение, в котором тонкая пленка 45 будет находиться напротив твердого электрода 41. Причем иногда стол 17 необходимо перемещать только в направлении оси Х.
Затем между пористой тонкой пленкой 45 и твердым электродом 41 в электроизолирующей жидкости S формируют импульсный электрический разряд. Посредством энергии электрического разряда согласно Фиг.4(с) пористое состояние тонкой пленки можно изменить в состояние высокой плотности за счет плавления тонкой пленки 45. При формировании импульсного разряда твердый электрод 41, выполненный заодно с обрабатывающей головкой 31, возвратно-поступательно перемещается в направлении Z-оси на небольшое расстояние хода под действием серводвигателя 33 Z-оси.
(1-4) НАНЕСЕНИЕ ПОКРЫТИЯ
После выполнения (1-3) модификации тонкой пленки стол 17 под действием серводвигателя 19 Х-оси и серводвигателя 21 Y-оси перемещают в Х-направлении и Y-направлении, чтобы установить лопатку 1 ротора турбины в положение, в котором тонкая пленка 45 будет находиться напротив формованного электрода 41. Причем иногда стол 17 необходимо перемещать только в направлении оси Х.
Затем между тонкой пленкой 45 и формованным электродом 35 в электроизолирующей жидкости S формируют импульсный электрический разряд. Посредством энергии электрического разряда согласно Фиг.5(а) материал формованного электрода 35 или реагирующее вещество этого материала выполняет осаждение, диффузию и/или сварку на тонкой пленке 45, и в результате этого пористое наносимое покрытие 47 можно постепенно сформировать на тонкой пленке 45. При формировании импульсного разряда формованный электрод 35, выполненный заодно с обрабатывающей головкой 31, возвратно-поступательно перемещается в направлении Z-оси на небольшое расстояние хода под действием серводвигателя 33 Z-оси.
Чтобы израсходовать ту часть, которая выступает из освобожденной от дефекта части 5е лопатки 5 (на Фиг.6 - от направления электрического разряда) при формировании электрического разряда между тонкой пленкой 45 и формованным электродом 37, форму концевой части формованного электрода 35 делают несколько более крупной, чем форма освобожденной от дефекта части 5е лопатки 5. Величина t, на которую выступает формованный электрод 35, предпочтительно составляет 0,02 мм или более, и 0,3 мм или менее.
(1-5) ВЫПОЛНЕНИЕ ДОВОДКИ
После выполнения (1-4) нанесения покрытия стол 17 под действием серводвигателя 19 Х-оси и серводвигателя 21 Y-оси перемещают в Х-направлении и Y-направлении, чтобы установить лопатку 1 ротора турбины в положение, в котором нанесенное покрытие 47 будет находиться напротив твердого электрода 41. Причем иногда стол 17 необходимо перемещать только в направлении оси Х.
Затем между нанесенным покрытием 47 и твердым электродом 41 в электроизолирующей жидкости S формируют электрический разряд. Посредством электрического разряда согласно Фиг.5(b) можно выполнить доводочную обработку до нужного значения, чтобы обеспечить заданное значение толщины нанесенного покрытия 47 при формировании имеющей высокую плотность тонкой пленки 47а на поверхностной стороне нанесенного покрытия 47 за счет плавления поверхностной стороны нанесенного покрытия 47. При формировании импульсного разряда твердый электрод 41, выполненный за одно целое с обрабатывающей головкой 31, возвратно-поступательно перемещается в направлении оси Z на небольшое расстояние хода под действием серводвигателя 33 оси Z.
(1-6) ОБРАЗОВАНИЕ ТВЕРДОЙ ТОНКОЙ ПЛЕНКИ
После выполнения (1-5) доводки формованный электрод 35 отсоединяют от первого держателя 39, и твердый формованный электрод 37 устанавливают на первом держателе 39. Затем под действием серводвигателя 19 оси Х и серводвигателя 21 оси Y стол 17 перемещают в направлении оси Х и оси Y, чтобы установить лопатку 1 ротора турбины в положение, в котором нанесенное покрытие 47 будет находиться напротив твердого формованного электрода 37. Причем иногда стол 17 необходимо перемещать только в направлении оси Х.
Импульсный электрический разряд формируют между нанесенным покрытием 47 и твердым формованным электродом 37 в электроизолирующей жидкости S. Причем согласно Фиг.5(с) под действием энергии электрического разряда материал твердого формованного электрода 37 или реагирующее вещество этого материала выполняет осаждение, диффузию и/или сварку на нанесенном покрытии 47, и в результате этого можно сформировать твердую тонкую пленку 49, обладающую прочностью на истирание, и после этого восстановление концевой части лопатки 5 завершится. Термин «истирание» означает способность незатрудненного истирания воздействуемого компонента.
Способ восстановления компонента машины в соответствии с первым вариантом осуществления можно модифицировать согласно приведенному ниже порядку.
В частности, (1-2) образование тонкой пленки и (1-3) модификация тонкой пленки из последовательности операций способа восстановления компонента машины согласно первому варианту осуществления можно не выполнять, или же можно не выполнять (1-6) образование твердой тонкой пленки.
Вместо формирования импульсного разряда в электроизолирующей жидкости S можно сформировать импульсный разряд в электроизолирующем газе.
Вместо твердого формованного электрода 37 согласно Фиг.5(с) можно использовать электрод 51 из Si, состоящий из: сплошного тела Si; формованного тела, сформованного из порошка Si прессовкой, или из прошедшего термообработку в вакуумной печи или т.п. формованного тела. В этом случае импульсный электрический разряд формируют в электроизолирующей жидкости, содержащей парафиновые углеводороды. При этом выполненный из Si электрод 51 можно сформировать отливкой суспензии, отливкой металла под давлением, напылением и т.п.
Дефект D концевой части лопатки 5 можно удалить с помощью токарно-шлифовального станка, а не с помощью электроэрозионного станка 11, и можно выполнить доводку до нужного размера, чтобы придать толщине нанесенного покрытия 47 заданное значение.
После выполнения (1-6) образования твердой тонкой пленки можно также дополнительно выполнить обработку нагартовкой поверхностной стороны твердой тонкой пленки 49.
Ниже приведено описание действий согласно первому варианту осуществления.
Поскольку наносимое покрытие 47 сформировано посредством энергии электрического разряда, то пределы наносимого покрытия 47 можно ограничить в диапазоне формирования электрического разряда для предотвращения излишнего нанесения покрытия при формировании наносимого покрытия 47.
Поскольку наносимое покрытие 47 формируют посредством энергии электрического разряда, которая локально воздействует на очень небольшую площадь освобожденной от дефекта части 5е лопатки 5, то предотвращается резкий подъем температуры концевой части лопатки 5 при формировании наносимого покрытия 47.
Так как тонкую пленку 45, наносимое покрытие 47 и твердую тонкую пленку 49 формируют посредством энергии электрического разряда, то граничная часть между тонкой пленкой 45 и лопаткой 5, граничная часть между нанесенным покрытием 47 и тонкой пленкой 45 и граничная часть между твердой тонкой пленкой 49 и нанесенным покрытием 47 соответственно имеют структуры, в которых соотношения состава постепенно изменяются, и, следовательно, твердую тонкую пленку 49 и нанесенное покрытие 47 можно прочно скомбинировать с основным материалом лопатки 5 через тонкую пленку 45.
По той же причине тонкую пленку 45 формируют на освобожденной от дефекта части 5е лопатки 5, и тонкую пленку 45 плавят для изменения пористого состояния в состояние высокой плотности посредством энергии электрического разряда, причем поверхностная сторона пористого нанесенного покрытия 47 плавится с образованием имеющей высокую плотность тонкой пленки 47а на поверхностной стороне нанесенного покрытия 47; при этом воздухопроницаемость поверхностной стороны и задней стороны нанесенного покрытия 47 вследствие этого исчезает, в результате чего повышается стойкость к окислению лопатки 1 ротора турбины после восстановления.
Если после выполнения (1-6) образования твердой тонкой пленки дополнительно осуществляют нагартовку, то поверхностная сторона нанесенного покрытия 47 может приобрести остаточное напряжение сжатия, в результате чего может повыситься усталостная прочность нанесенного покрытия 47.
Согласно описываемому первому варианту осуществления, т.к. пределы наносимого покрытия 47 можно ограничить диапазоном формирования электрического разряда для предотвращения излишнего наносимого покрытия при формировании наносимого покрытия 47, то можно уменьшить трудоемкие работы после формирования наносимого покрытия 47 и можно сократить время, требуемое для восстановления концевой части лопатки 5. В частности, поскольку способ осуществляют от (1-1) удаления дефекта до (1-6) образования твердой тонкой пленки на одном электроэрозионном станке 11, время, затрачиваемое на выполнение восстановления, можно сократить в еще большей степени.
Поскольку повышение температуры концевой части лопатки 5 при формировании наносимого покрытия 47 можно существенно снизить, предотвращается возникновение нарушения на концевой части лопатки 5 по причине теплового сокращения, и за счет этого можно исключить дефектное восстановление лопатки 1 ротора турбины.
Поскольку твердую тонкую пленку 49 и наносимое покрытие 47 можно прочно скомбинировать с основным материалом лопатки 5 через тонкую пленку 45, то твердая тонкая пленка 49 и наносимое покрытие 47 не будут подвержены отслаиванию с основного материала лопатки 5, и поэтому качество лопатки 1 ротора турбины после восстановления можно стабилизировать.
По причине возможного повышения стойкости к окислению лопатки 1 ротора турбины после восстановления можно улучшить качество лопатки 1 ротора турбины после восстановления. Так, если после выполнения (1-6) образования твердой тонкой пленки дополнительно выполняется нагартовка, то можно также в еще большей степени повысить усталостную прочность наносимого покрытия 47 и, следовательно, качество лопатки 1 ротора турбины после восстановления.
При применении лопатки 1 ротора турбины после восстановления в газотурбинном двигателе 3, даже если создается разность теплового расширения между основным материалом лопатки 5 и твердой тонкой пленкой 49, возможность возникновения трещины в твердой тонкой пленке 49 можно устранить за счет наличия пористого нанесенного покрытия 47; и даже если трещина возникла в твердой тонкой пленке 49, можно будет предотвратить распространение этой трещины твердой тонкой пленки 49 в основном материале лопатки 5.
ПРИМЕР МОДИФИКАЦИИ ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
Модификация первого варианта осуществления далее раскрывается со ссылкой на Фиг.7 и 2.
Лопатка 53 ротора турбины согласно модификации варианта осуществления, как и лопатка 1 ротора турбины, является одним из проводящих компонентов машины и повторно используется в газотурбинном двигателе 3 после ее восстановления.
Лопатка 53 ротора турбины в соответствии с этим примером состоит из лопатки 5, платформы 7, соединения 9 ласточкиным хвостом и бандажа 55, сформированного в концевой части лопатки 5. Бандаж 55 имеет пару оконечных уплотнений 57.
Концевые части пары оконечных уплотнений 57 в бандаже 55 являются частями лопатки 53 ротора турбины, подлежащими обработке.
Восстановление в соответствии с первым вариантом осуществления можно выполнить для пары оконечных уплотнений 57 в бандаже 55; и в этой модификации варианта осуществления выполняются действия и функции, аналогичные операциям и функциям, упоминаемым в первом варианте осуществления.
ВТОРОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Способ изготовления восстановленного компонента машины согласно второму варианту осуществления далее излагается со ссылкой на Фиг.2, 3, 4, 4(а), 4(b), 4(с), 5(а), 5(b) и 5(с).
Способ изготовления восстановленного компонента машины согласно второму варианту осуществления представляет собой изобретение для изготовления восстановленной лопатки 1В ротора турбины как восстановленного компонента машины, показанного на Фиг.5(с), из первоначальной лопатки 1А ротора турбины как первоначального компонента машины, показанного на Фиг.4(а); то есть изобретение, взятое из способа восстановления компонента машины согласно первому варианту осуществлению, с другой точки зрения. Способ изготовления восстановленного компонента машины в соответствии со вторым вариантом осуществления тоже включает в себя (2-1) удаление дефекта, (2-2) образование тонкой пленки, (2-3) модификацию тонкой пленки, (2-4) нанесение покрытия, (2-5) выполнение доводки и (2-6) образование твердой тонкой пленки, т.е. как в способе восстановления компонента машины в соответствии с первым вариантом осуществления. В способе изготовления восстановленного компонента машины в соответствии со вторым вариантом осуществления используются электроэрозионный станок 11, формованный электрод 35, твердый формованный электрод 37 и твердый электрод 41.
Восстановленную лопатку 1 В ротора турбины используют в газотурбинном двигателе 3, показанном на Фиг.2, и она вращается вокруг осевого центра газотурбинного двигателя 3. Концевая часть лопатки 5 является обрабатываемой частью первоначальной лопатки 1А ротора турбины.
(2-1) УДАЛЕНИЕ ДЕФЕКТА
Лопатку 1А ротора турбины в качестве первоначального компонента машины устанавливают в зажимном приспособлении 27, при этом концевая часть лопатки 5 направлена вверх. Затем под действием серводвигателя 19 Х-оси и серводвигателя 21 Y-оси стол 17 перемещают в направлении оси Х и направлении оси Y, чтобы установить лопатку 1А ротора турбины в положение, в котором освобожденная от дефекта часть 5е лопатки 5 будет находиться напротив формованного электрода 35. Затем в электроизолирующей жидкости S формируют электрический разряд между концевой частью лопатки 5 и твердым электродом 41. При этом согласно Фиг.4(а) посредством энергии электрического разряда можно будет удалить такой дефект D, как трещина, образовавшаяся на концевой части лопатки 5. В лопатке 5 та часть, с которой удален дефект D, называется освобожденной от дефекта частью 5е.
(2-2) ОБРАЗОВАНИЕ ТОНКОЙ ПЛЕНКИ
После выполнения (2-1) удаления дефекта стол 17 под действием серводвигателя 19 X-оси и серводвигателя 21 Y-оси перемещают в направлении оси Х и направлении оси Y, чтобы установить первоначальную лопатку 1А ротора турбины в положение, в котором освобожденная от дефекта часть 5е лопатки 5 будет находиться напротив формованного электрода 35. После этого между освобожденной от дефекта частью 5е лопатки 5 и формованным электродом 35 формируют электрический разряд в электроизолирующей жидкости S. При этом согласно Фиг.4(b) посредством энергии электрического разряда материал формованного электрода 35 или реагирующее вещество этого материала выполняет осаждение, диффузию и/или сварку на освобожденной от дефекта части 5е лопатки 5, и тем самым на освобожденной от дефекта части 5е лопатки 5 можно постепенно сформировать пористую тонкую пленку 45.
(2-3) МОДИФИКАЦИЯ ТОНКОЙ ПЛЕНКИ
После выполнения (2-2) образования тонкой пленки стол 17 под действием серводвигателя 19 Х-оси и серводвигателя 21 Y-оси перемещают в направлении оси Х и направлении оси Y, чтобы установить первоначальную лопатку 1А ротора турбины в положение, в котором тонкая пленка 45 будет находиться напротив твердого электрода 41. После этого между пористой тонкой пленкой 45 и твердым электродом 41 в электроизолирующей жидкости S формируют импульсный электрический разряд. При этом согласно Фиг.4(с) посредством энергии электрического разряда пористое состояние тонкой пленки 45 можно изменить в состояние высокой плотности путем плавления тонкой пленки 45.
(2-4) НАНЕСЕНИЕ ПОКРЫТИЯ
После выполнения (2-3) модификации тонкой пленки стол 17 под действием серводвигателя 19 Х-оси и серводвигателя 21 Y-оси перемещают в направлении оси Х и направлении оси Y, чтобы установить первоначальную лопатку 1А ротора турбины в положение, в котором тонкая пленка 45 будет находиться напротив формованного электрода 35. Затем между тонкой пленкой 45 и формованным электродом 35 в электроизолирующей жидкости S формируют импульсный электрический разряд. При этом согласно Фиг.5(а) посредством энергии электрического разряда материал формованного электрода 35 или реагирующее вещество этого материала выполняет осаждение, диффузию и/или сварку на тонкой пленке 45, и при этом можно сформировать пористое нанесенное покрытие 47 на тонкой пленке 45.
Чтобы израсходовать ту часть, которая выступает из освобожденной от дефекта части 5е лопатки 5 от направления, указанного на Фиг.6, когда импульсный электрический разряд формируется между тонкой пленкой 45 и формованным электродом 37, форму концевой части формованного электрода 35 делают несколько крупнее формы освобожденной от дефекта части 5е лопатки 5. Причем значение t, на которое выступает формованный электрод 35, предпочтительно составляет 0,02 мм или более и 0,3 мм или менее.
(2-5) ВЫПОЛНЕНИЕ ДОВОДКИ
После выполнения (2-4) нанесения покрытия стол 17 под действием серводвигателя 19 Х-оси и серводвигателя 21 Y-оси перемещают в направлении оси Х и направлении оси Y, чтобы установить первоначальную лопатку 1А ротора турбины в положение, в котором нанесенное покрытие 47 будет находиться напротив твердого электрода 41. После этого между нанесенным покрытием 47 и твердым электродом 41 в электроизолирующей жидкости S формируют импульсный электрический разряд. При этом согласно Фиг.5(b) посредством энергии электрического разряда можно выполнить доводку до нужного размера, т.е. придать толщине нанесенного покрытия 47 заданное значение толщины путем формирования тонкой пленки 47а высокой плотности на поверхностной стороне нанесенного покрытия 47 за счет плавления поверхностной стороны нанесенного покрытия 47.
(2-6) ОБРАЗОВАНИЕ ТВЕРДОЙ ТОНКОЙ ПЛЕНКИ
После выполнения (2-5) доводки: формованный электрод 35 отделяют от первого держателя 39, и твердый формованный электрод 37 устанавливают на первом держателе 39. Затем стол 17 под действием серводвигателя 19 Х-оси и серводвигателя 21 Y-оси перемещают в направлении оси Х и направлении оси Y, чтобы установить первоначальную лопатку 1А ротора турбины в положение, в котором нанесенное покрытие 47 будет находиться напротив твердого формованного электрода 37. Между нанесенным покрытием 47 и твердым формованным электродом 37 в электроизолирующей жидкости S формируют импульсный электрический разряд. При этом согласно Фиг.5(с) посредством энергии электрического разряда материал твердого формованного электрода 37 или реагирующее вещество этого материала выполняет осаждение, диффузию и/или сварку на нанесенном покрытии 47, в результате чего можно сформировать обладающую прочностью на истирание твердую тонкую пленку 49, после чего изготовление восстановленной лопатки 1 В ротора турбины завершается.
Способ изготовления восстановленного компонента машины можно модифицировать в отношении таких вариантов осуществления, как способ восстановления компонента машины согласно первому варианту осуществления.
Ниже приведено описание операций второго варианта осуществления.
Поскольку наносимое покрытие 47 формируют посредством энергии электрического разряда, то пределы наносимого покрытия 47 можно ограничить диапазоном формирования электрического разряда и за счет этого предотвратить излишнее нанесение покрытия при формировании наносимого покрытия 47.
Поскольку наносимое покрытие 47 формируют посредством энергии электрического разряда и энергия электрического разряда локально воздействует на очень небольшую площадь освобожденной от дефекта части 5е лопатки 5, то предотвращается резкий подъем температуры концевой части лопатки 5 при формировании наносимого покрытия 47.
Так как тонкую пленку 45, наносимое покрытие 47 и твердую тонкую пленку 49 формируют посредством энергии электрического разряда, то граничная часть между тонкой пленкой 45 и лопаткой 5, граничная часть между нанесенным покрытием 47 и тонкой пленкой 45 и граничная часть между твердой тонкой пленкой 49 и нанесенным покрытием 47 соответственно имеют структуры, в которых соотношения состава постепенно изменяются, и, следовательно, твердую тонкую пленку 49 и нанесенное покрытие 47 можно прочно скомбинировать с основным материалом лопатки 5 через тонкую пленку 45.
По той же причине тонкую пленку 45 формируют на освобожденной от дефекта части 5е лопатки 5, и тонкую пленку 45 плавят для изменения пористого состояния в состояние высокой плотности посредством энергии электрического разряда, при этом поверхностная сторона пористого нанесенного покрытия 47 плавится с образованием имеющей высокую плотность тонкой пленки 47а на поверхностной стороне нанесенного покрытия 47; причем воздухопроницаемость поверхностной стороны и задней стороны нанесенного покрытия 47 вследствие этого исчезает, в результате чего повышается стойкость к окислению восстановленной лопатки 1В ротора турбины.
Если после выполнения (2-6) образования твердой тонкой пленки дополнительно выполняют нагартовку, то поверхностная сторона нанесенного покрытия 47 может приобрести остаточное напряжение сжатия, в результате чего может повыситься усталостная прочность нанесенного покрытия 47.
Согласно описываемому выше первому варианту осуществления: т.к. пределы наносимого покрытия 47 можно ограничить диапазоном формирования электрического разряда для предотвращения излишнего наносимого покрытия при формировании наносимого покрытия 47, то можно уменьшить трудоемкие работы после формирования наносимого покрытия 47 и можно сократить время, требуемое для изготовления восстановленной лопатки 1В ротора турбины. В частности, поскольку способ осуществляют с (2-1) удаления дефекта до (2-6) образования твердой тонкой пленки на одном электроэрозионном станке 11, то время, затрачиваемое для изготовления, можно сократить в еще большей степени.
Поскольку повышение температуры концевой части лопатки 5 при формировании наносимого покрытия 47 можно существенно снизить, предотвращается возникновение нарушения на концевой части лопатки 5 по причине теплового сокращения, и за счет этого можно, по возможности, устранить вероятность дефектного изготовления восстановленной лопатки 1 В ротора турбины.
Поскольку твердую тонкую пленку 49 и наносимое покрытие 47 можно прочно скомбинировать с основным материалом лопатки 5 посредством тонкой пленки 45, то твердая тонкая пленка 49 и наносимое покрытие 47 не будут подвержены отслаиванию с основного материала лопатки 5, и, следовательно, качество восстановленной лопатки 1 В ротора турбины после восстановления можно стабилизировать.
По причине возможного повышения стойкости к окислению восстановленной лопатки 1 В ротора турбины можно также улучшить качество восстановленной лопатки 1 В ротора турбины. Так, если после выполнения (2-6) образования твердой тонкой пленки дополнительно выполняется нагартовка, то можно также в еще большей степени повысить усталостную прочность наносимого покрытия 47 и, следовательно, качество восстановленной лопатки 1 В ротора турбины.
При применении восстановленной лопатки 1 В ротора турбины после восстановления в газотурбинном двигателе 3, даже если создается разность теплового расширения между основным материалом лопатки 5 и твердой тонкой пленкой 49, можно устранить возможность возникновения трещины в твердой тонкой пленке 49 за счет наличия пористого нанесенного покрытия 47; и даже если трещина возникла в твердой тонкой пленке 49, то можно будет предотвратить распространение этой трещины твердой тонкой пленки 49 в основном материале лопатки 5.
ТРЕТИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Лопатка 59 ротора турбины согласно третьему варианту осуществления далее описывается со ссылкой на Фиг.1 и 8.
Лопатка 59 ротора турбины согласно третьему варианту осуществления используется в газотурбинном двигателе 3 и вращается вокруг осевого центра газотурбинного двигателя 3. Лопатка 59 ротора турбины имеет основное тело 61 в качестве основного тела электропроводного компонента; и основное тело 61 лопатки ротора состоит из лопатки 63, платформы 65, сформированной на ближнем конце лопатки 63, и из соединения 67 ласточкиным хвостом, сформированного на платформе 65. При этом соединение 67 ласточкиным хвостом выполнено с возможностью зацепления с пазом (не показан) в диске турбины (не показан) в качестве элемента компонента газотурбинного двигателя. На концевой части лопатки 63 сформировано пористое нанесенное покрытие 71, под которым находится тонкая пленка 69; и твердая тонкая пленка 73, обладающая прочностью на истирание, сформирована на нанесенном покрытии 71.
Концевая часть лопатки 63 является обрабатываемой частью основного тела 61 лопатки ротора.
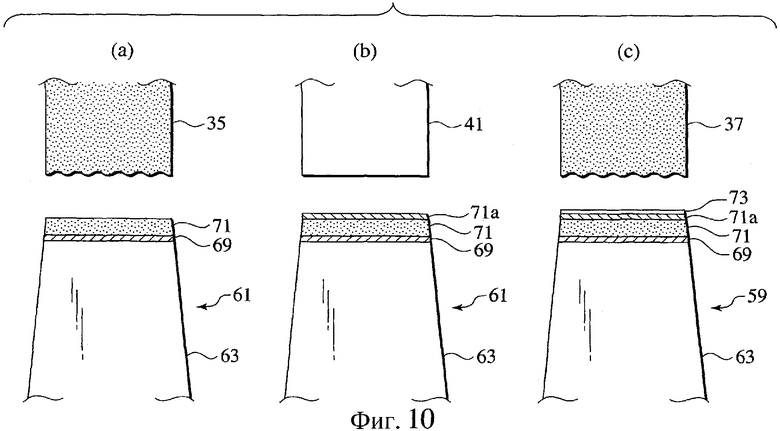
Ниже приводится описание способа изготовления компонента машины согласно третьему варианту осуществления со ссылкой на Фиг.3, 9(а), 9(b), 9(с), 10(а), 10(b) и 10(с).
Способ изготовления компонента машины в соответствии с третьим вариантом осуществления является способом изготовления лопатки 59 ротора турбины в качестве компонента машины и включает в себя: (3-1) формование основного тела, (3-2) образование тонкой пленки, (3-3) модификацию тонкой пленки, (3-4) нанесение покрытия, (3-5) выполнение доводки и (3-6) образование твердой тонкой пленки, как описано ниже. В способе изготовления компонента машины в соответствии с третьим вариантом осуществления используются описываемые выше электроэрозионный станок, формованный электрод, твердый формованный электрод и твердый электрод.
(3-1) ФОРМОВАНИЕ ОСНОВНОГО ТЕЛА
Согласно Фиг.9(а) большая часть основного тела 61 лопатки ротора сформована штамповкой или литьем. Остальная часть основного корпуса 61 лопатки ротора, например, форма периметра соединения 67 ласточкиным хвостом, сформирована такой станочной обработкой, как шлифование. На упомянутом основном теле 61 лопатки ротора, кроме концевой части лопатки 63, можно сформировать стойкое к окислению покрытие, например алюминированное покрытие.
(3-2) ОБРАЗОВАНИЕ ТОНКОЙ ПЛЕНКИ
Основное тело 61 лопатки ротора в качестве основного тела компонента устанавливают на зажимном приспособлении 27 таким образом, чтобы концевая часть лопатки 63 была направлена вверх. Затем под действием серводвигателя 19 Х-оси и серводвигателя 21 Y-оси стол 17 перемещают в направлении оси Х и направлении оси Y, чтобы установить основное тело 61 лопатки ротора таким образом, чтобы концевая часть лопатки 63 находилась напротив формованного электрода 35. Причем иногда стол 17 необходимо перемещать только в направлении оси Х.
Затем между концевой частью лопатки 63 и формованным электродом 35 в электроизолирующей жидкости S формируют импульсный электрический разряд. При этом согласно Фиг.9(b) посредством энергии электрического разряда материал формованного электрода 35 или реагирующее вещество этого материала выполняет осаждение, диффузию и/или сварку на концевой части лопатки 63, в результате чего на концевой части лопатки 63 можно сформировать пористую тонкую пленку 69. При формировании импульсного электрического разряда формованный электрод 35, являющийся одним целым с обрабатывающей головкой 31, возвратно-поступательно перемещается в направлении оси Z на небольшое расстояние хода под действием серводвигателя 33 Z-оси.
(3-3) МОДИФИКАЦИЯ ТОНКОЙ ПЛЕНКИ
После выполнения (3-2) образования тонкой пленки под действием серводвигателя 19 Х-оси и серводвигателя 21 Y-оси стол 17 перемещают в направлении оси Х и направлении оси Y, чтобы установить основное тело 61 лопатки ротора таким образом, чтобы тонкая пленка 69 находилась напротив твердого электрода 41. Причем иногда стол 17 необходимо перемещать только в направлении оси Х.
Затем между пористой тонкой пленкой 69 и твердым электродом 41 в электроизолирующей жидкости S формируют импульсный электрический разряд. При этом согласно Фиг.9(с) посредством энергии электрического разряда пористое состояние тонкой пленки 69 можно изменить в состояние высокой плотности путем плавления тонкой пленки 69. При формировании импульсного электрического разряда твердый электрод 35, являющийся одним целым с обрабатывающей головкой 31, возвратно-поступательно перемещается в направлении оси Z на небольшое расстояние хода под действием серводвигателя 33 Z-оси.
(3-4) НАНЕСЕНИЕ ПОКРЫТИЯ
После выполнения (3-3) модификации тонкой пленки под действием серводвигателя 19 Х-оси и серводвигателя 21 Y-оси стол 17 перемещают в направлении оси Х и направлении оси Y, чтобы установить основное тело 61 лопатки ротора таким образом, чтобы тонкая пленка 69 находилась напротив формованного электрода 35. Причем иногда стол 17 необходимо перемещать только в направлении оси Х.
Затем между тонкой пленкой 69 и формованным электродом 35 в электроизолирующей жидкости S формируют импульсный электрический разряд. При этом согласно Фиг.10(а) посредством энергии электрического разряда материал формованного электрода 35 или реагирующее вещество этого материала выполняет осаждение, диффузию и/или сварку на тонкой пленке 69, и тем самым пористое наносимое покрытие 71 можно сформировать на имеющей высокую плотность тонкой пленке 69. При формировании импульсного электрического разряда формованный электрод 35, являющийся одним целым с обрабатывающей головкой 31, возвратно-поступательно перемещается в направлении оси Z на небольшое расстояние хода под действием серводвигателя 33 Z-оси.
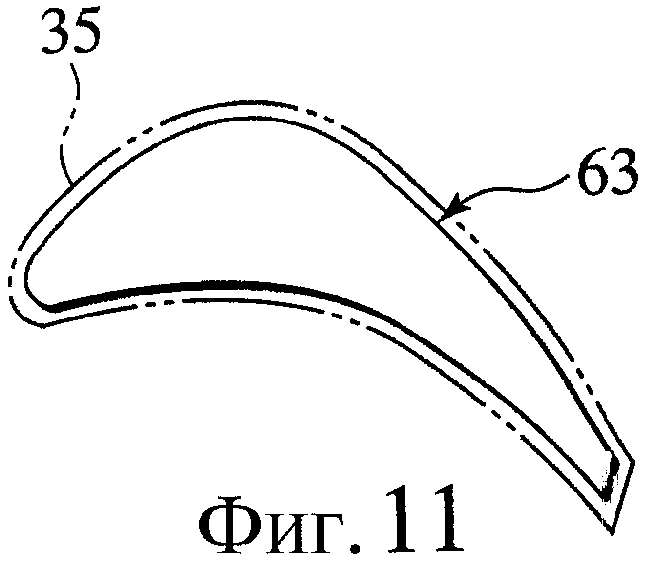
Чтобы израсходовать ту часть, которая выступает из концевой части лопатки 63 (на Фиг.11 - от направления электрического разряда) при формировании электрического разряда между тонкой пленкой 69 и формованным электродом 37, форму концевой части формованного электрода 35 делают несколько более крупной, чем форма концевой части лопатки 63. Величина t, на которую выступает формованный электрод 35, предпочтительно составляет 0,02 мм или более и 0,3 мм или менее.
(3-5) ВЫПОЛНЕНИЕ ДОВОДКИ
После выполнения (3-4) нанесения покрытия под действием серводвигателя 19 Х-оси и серводвигателя 21 Y-оси стол 17 перемещают в направлении оси Х и направлении оси Y, чтобы установить основное тело 61 лопатки ротора таким образом, чтобы нанесенное покрытие 71 было напротив твердого электрода 41. Причем иногда стол 17 необходимо перемещать только в направлении оси Х.
Затем между нанесенным покрытием 71 и твердым электродом 41 в электроизолирующей жидкости S формируют импульсный электрический разряд. При этом согласно Фиг.10(b) посредством энергии электрического разряда можно выполнить доводочную обработку до заданного размера для получения заданной толщины нанесенного покрытия 71 при помощи формирования имеющей высокую плотность тонкой пленки 71а на поверхностной стороне нанесенного покрытия 71 путем плавления поверхностной стороны нанесенного покрытия 71. При формировании импульсного электрического разряда твердый электрод 41, являющийся одним целым с обрабатывающей головкой 31, возвратно-поступательно перемещается в направлении оси Z на небольшое расстояние хода под действием серводвигателя 33 Z-оси.
(3-6) ОБРАЗОВАНИЕ ТВЕРДОЙ ТОНКОЙ ПЛЕНКИ
После выполнения (3-5) доводки формованный электрод 35 отделяют от первого держателя 39, и твердый формованный электрод 37 устанавливают на первом держателе 39. Затем под действием серводвигателя 19 Х-оси и серводвигателя 21 Y-оси стол 17 перемещают в направлении оси Х и направлении оси Y, чтобы установить основное тело 61 лопатки ротора таким образом, чтобы нанесенное покрытие 71 находилось напротив твердого формованного электрода 37. Причем иногда стол 17 необходимо перемещать только в направлении оси Х.
Затем между нанесенным покрытием 71 и твердым формованным электродом 37 формируют импульсный электрический разряд в электроизолирующей жидкости S. При этом согласно Фиг.10(с) посредством энергии электрического разряда материал твердого формованного электрода 37 или реагирующее вещество этого материала выполняет осаждение, диффузию и/или сварку на имеющей высокую плотность тонкой пленке 71а, и за счет этого можно сформировать твердую тонкую пленку 73, обладающую прочностью на истирание; и после этого изготовление лопатки 59 ротора турбины завершается.
Способ изготовления компонента машины можно модифицировать в отношении описываемых ниже вариантов осуществления.
Так, выполнение (3-2) образования тонкой пленки и (3-3) модификации тонкой пленки можно исключить из последовательности операций способа производства компонента машины согласно третьему варианту осуществления или же можно исключить выполнение (3-6) образования твердой тонкой пленки.
Причем вместо формирования импульсного разряда в электроизолирующей жидкости S его можно сформировать в электроизолирующем газе.
Вместо твердого формованного электрода 37 согласно Фиг.10(с) можно использовать электрод 51 из Si, состоящий из: сплошного тела Si; формованного тела, сформованного из порошка Si прессовкой или из прошедшего термообработку в вакуумной печи или т.п. формованного тела. В этом случае импульсный электрический разряд формируют в электроизолирующей жидкости, содержащей парафиновые углеводороды. При этом выполненный из Si электрод 51 можно сформировать отливкой суспензии, отливкой металла под давлением, напылением и т.п.
С помощью токарно-шлифовального станка вместо электроэрозионного станка 11 доводочную обработку до требуемого размера можно выполнить таким образом, чтобы придать толщине нанесенного покрытия 71 заданное значение.
После выполнения (3-6) образования твердой тонкой пленки можно также дополнительно выполнить обработку нагартовкой поверхностной стороны твердой тонкой пленки 73.
Далее приведено описание операций третьего варианта осуществления.
Поскольку нанесение покрытия 71 выполняют посредством энергии электрического разряда, то пределы нанесения покрытия 71 можно ограничить диапазоном формирования электрического разряда и тем самым предотвратить излишнее наносимое покрытие при формировании наносимого покрытия 71.
Причем, поскольку наносимое покрытие 71 формируют посредством энергии электрического разряда, которая локально воздействует на очень небольшую площадь концевой части лопатки 63, то резкое повышение температуры концевой части лопатки 63 предотвращается при формировании наносимого покрытия 71.
Поскольку тонкая пленка 69, нанесенное покрытие 71 и твердая тонкая пленка 79 формируются посредством энергии электрического разряда, то граничная часть между тонкой пленкой 69 и лопаткой 63, граничная часть между нанесенным покрытием 71 и тонкой пленкой 69 и граничная часть между твердой тонкой пленкой 73 и нанесенным покрытием 71 соответственно имеют структуры, в которых соотношения состава постепенно изменяются, то твердую тонкую пленку 73 и нанесенное покрытие 71 можно прочно скомбинировать с основным материалом лопатки 63 через тонкую пленку 69.
Поскольку имеющая высокую плотность тонкая пленка 71а формируется на поверхности нанесенного покрытия 71, то пористое состояние тонкой пленки 69 изменяется в состояние высокой плотности посредством энергии электрического разряда; и, следовательно, исчезает воздухопроницаемость поверхностной стороны и задней стороны нанесенного покрытия 71, в результате чего можно повысить стойкость к окислению лопатки 59 ротора турбины.
При этом, если после выполнения (3-6) образования твердой тонкой пленки дополнительно выполнить нагартовку, то поверхностная сторона нанесенного покрытия 71 может приобрести остаточное напряжение сжатия, в результате чего можно повысить усталостную прочность нанесенного покрытия 71.
Согласно описанному выше третьему варианту осуществления, т.к. пределы наносимого покрытия 71 можно ограничить диапазоном формирования электрического разряда для предотвращения излишнего наносимого покрытия при формировании наносимого покрытия 71, то можно уменьшить трудоемкие работы после формирования наносимого покрытия 71, и можно сократить время, требуемое для изготовления лопатки 59 ротора турбины. В частности, поскольку способ осуществляют с (3-2) образования тонкой пленки до (3-6) образования твердой тонкой пленки на одном электроэрозионном станке 11, то время, требуемое для изготовления, можно сократить в еще большей степени.
Поскольку повышение температуры концевой части лопатки 63 при формировании наносимого покрытия 71 можно существенно снизить, то предотвращается возникновение нарушения на концевой части лопатки 63 по причине теплового сокращения, и за счет этого можно устранить возможность дефектного изготовления лопатки 59 ротора турбины.
Поскольку твердую тонкую пленку 73 и наносимое покрытие 71 можно прочно скомбинировать с основным материалом лопатки 63 посредством тонкой пленки 69, то твердая тонкая пленка 73 и наносимое покрытие 71 не будут подвержены отслаиванию с основного материала лопатки 63, и, следовательно, качество лопатки 69 ротора турбины после восстановления можно стабилизировать.
По той причине, что воздухопроницаемость поверхностной стороны и задней стороны нанесенного покрытия 71 устранена для повышения стойкости к окислению лопатки 59 ротора турбины, поэтому можно повысить качество лопатки 59 ротора турбины. Так, если после выполнения (3-6) образования твердой тонкой пленки дополнительно будет выполнена нагартовка, то усталостную прочность нанесенного покрытия 71 можно повысить и, следовательно, улучшить качество лопатки 59 ротора турбины.
При применении лопатки 59 ротора турбины в газотурбинном двигателе 3, даже если создается разность теплового расширения между основным материалом лопатки 63 и твердой тонкой пленкой 73, возможность возникновения трещины в твердой тонкой пленке 73 можно устранить за счет наличия пористого нанесенного покрытия 71; и даже если трещина возникла в твердой тонкой пленке 73, то можно будет предотвратить распространение этой трещины твердой тонкой пленки 73 в основном материале лопатки 63.
ПРИМЕР МОДИФИКАЦИИ ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
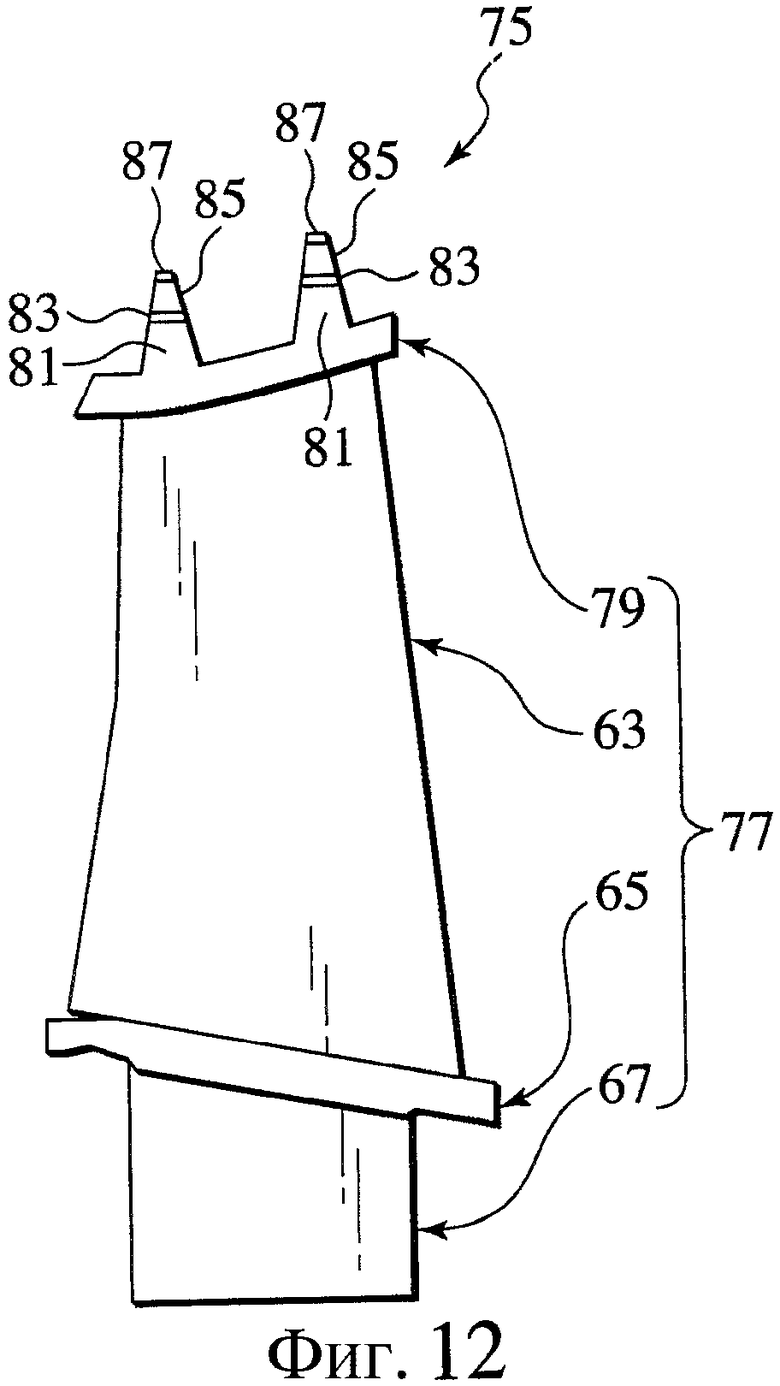
Модификация третьего варианта осуществления далее раскрывается со ссылкой на Фиг.12 и 2.
Лопатка 75 ротора турбины в этом варианте осуществления, аналогичная лопатке 59 ротора турбины, используется в газотурбинном двигателе 3 и вращается вокруг осевого центра газотурбинного двигателя 3.
Лопатка 75 ротора турбины имеет основное тело 77 лопатки ротора в качестве проводящего основного тела компонента, причем основное тело 77 лопатки ротора состоит из: лопатки 63, платформы 65, соединения 67 ласточкиным хвостом и бандажа 79, сформированного в концевой части лопатки 63. Бандаж 79 имеет пару оконечных уплотнений 81. Причем на концевых частях соответствующих оконечных уплотнений 57 пористые наносимые покрытия 85 сформированы над имеющими высокую плотность тонкими пленками 83; и на нанесенных покрытиях 85 сформированы твердые тонкие пленки 87, обладающие прочностью на истирание.
Концевые части пары конечных уплотнений 81 в бандаже 79 являются восстанавливаемыми частями лопатки 53 ротора турбины.
Лопатку 75 ротора турбины в этой модификации варианта осуществления можно также изготовить в соответствии с третьим вариантом осуществления; при этом эта модификация выполняет операции и функции, аналогичные операциям и функциям описанного выше третьего варианта осуществления.
ЧЕТВЕРТЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
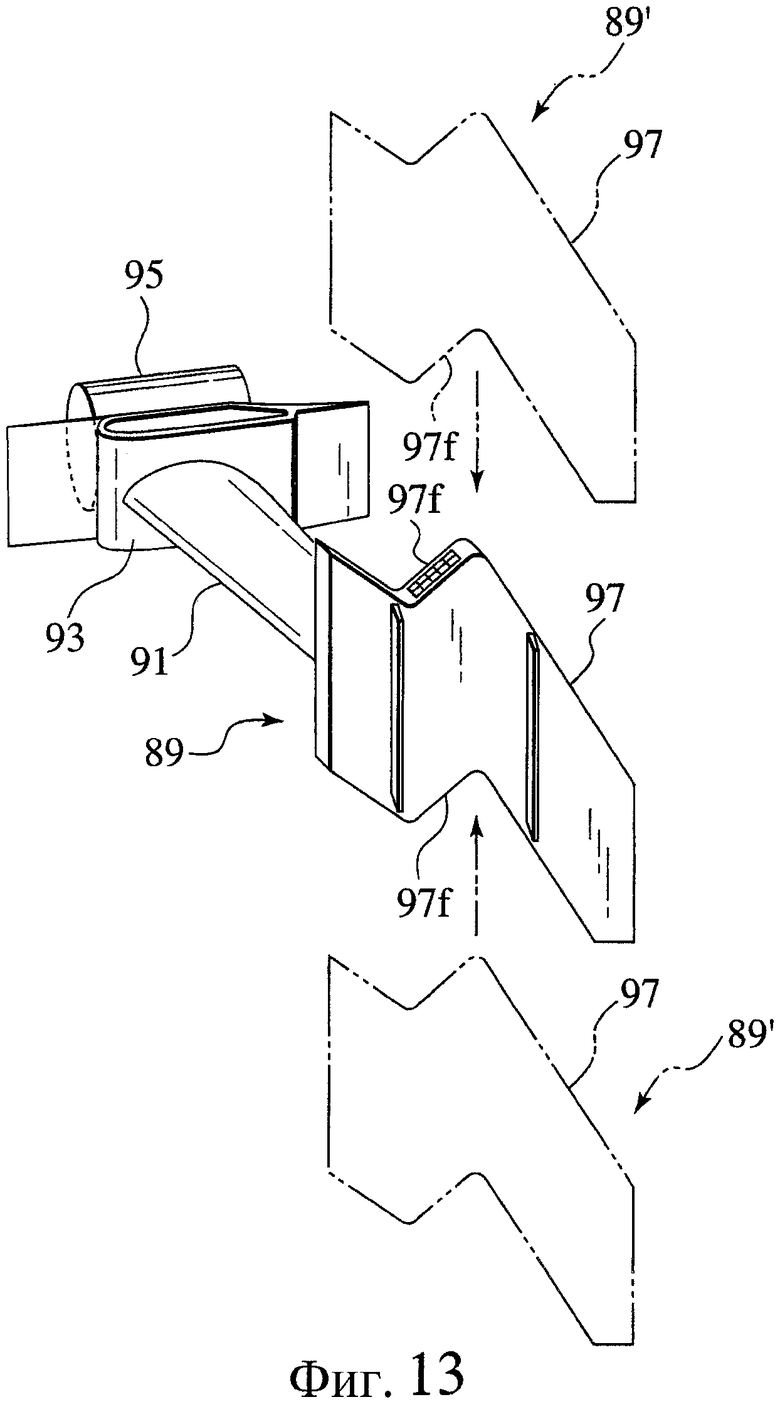
Лопатка 89 ротора турбины, являющаяся объектом способа восстановления компонента машины в соответствии с четвертым вариантом осуществления, описана ниже со ссылкой на Фиг.13 и 2.
Лопатка 89 ротора турбины в соответствии с четвертым вариантом осуществления является одним из проводящих компонентов машины, и после восстановления ее можно снова использовать в газотурбинном двигателе 3 реактивного двигателя или т.п.
Лопатка 89 ротора турбины имеет лопатку 91, платформу 93, сформированную на дальнем конце лопатки 91, выполненное на платформе соединение 95 ласточкиным хвостом и бандаж 97, сформированный на оконечности лопатки 91. Соединение 95 ласточкиным хвостом выполнено с возможностью зацепления с пазом для соединения ласточкиным хвостом (не показан) диска турбины (не показан), являющегося элементом компонента газотурбинного двигателя 3; при этом бандаж 97 имеет пару поверхностей истирания 97f.
На поверхностях 97f вероятно появление таких дефектов (см. Фиг.16(а), как трещины от истирания с другими поверхностями 97f истирания прилегающей лопатки 89' ротора турбины; и пара поверхностей 97f истирания в бандаже 97 подлежит обработке частями.
Далее следует описание электроэрозионного станка 99, применяемого для способа восстановления компонента машины согласно четвертому варианту осуществления, со ссылкой на Фиг.14.
Электроэрозионный станок 99 в соответствии с четвертым вариантом осуществления является устройством для осуществления способа восстановления компонента машины согласно четвертому варианту осуществления и имеет основание 101, располагающееся в направлении оси Х и направлении оси Y и имеющее стойку 103, проходящую в направлении оси Z.
Основание 101 имеет пару направляющих 105 по оси Х, которые проходят в направлении оси Х, при этом пара направляющих 105 по оси Х имеет ползун 107, выполненный с возможностью перемещения в направлении оси Х под действием серводвигателя 109 Х-оси. Ползун 107 имеет пару направляющих 111 оси Y, которые проходят в направлении оси Y; при этом пара направляющих 111 оси Y имеет стол 113, выполненный с возможностью перемещения в направлении оси Y под действием серводвигателя 115 Y-оси. При этом перемещение ползуна 107 в направлении оси Х под действием серводвигателя 109 Х-оси приводит к перемещению стола 113 в направлении оси Х.
Стол 113 имеет обрабатывающую емкость 117, в которой находится электроизолирующая жидкость S, например масло, при этом в обрабатывающей емкости 117 установлена опорная пластина 119. Опорная пластина 119 имеет зажимное приспособление 121, на котором можно установить такой компонент машины, как лопатка 89 ротора турбины, или основное тело компонента машины, описываемое ниже. Зажимное приспособление 121 электрически соединено с источником 123 электропитания.
Стойка 103 имеет пару направляющих 125 оси Z, проходящих в направлении оси Z; причем пара направляющих 125 оси Z имеет обрабатывающую головку 127, выполненную с возможностью перемещения в направлении оси Z под действием серводвигателя 129 Z-оси. При этом обрабатывающая головка 127 имеет первый держатель 133, на котором установлен формованный электрод 131; и вблизи первого держателя 133 в обрабатывающей головке 127 второй держатель 137, на котором установлен медленно расходуемый твердый электрод 135. Первый держатель 133 и второй держатель 137 электрически соединены с источником 123 электропитания.
Формованный электрод 131 является формованным телом, сформованным прессовкой из одного порошка, или из двух или более порошков, как-то - порошок содержащего хром кобальтового сплава, порошковая смесь, состоящая из: порошка содержащего хром кобальтового сплава, порошка керамики и порошка сплава, порошка Ti или порошка TiC; или является формованным телом, прошедшим термообработку в вакуумной печи или т.п. Причем вместо формования прессовкой формованный электрод 131 можно сформировать отливкой суспензии, литьем металла под давлением, напылением и пр.
Керамические материалы, составляющие формованный электрод 131, включают в себя: cBN, TiAlN, AlN, TiB2, WC, Cr3C2, SiC, ZrC, VC, B4C, VN, Si3N4, ZrO2-Y, Al2O3, SiO2 и др. При этом в содержащем хром кобальтовом сплаве, составляющем формованный электрод 131, предпочтительно содержится 10% или более Cr и не содержится 20% или более Ni.
С другой стороны, твердый электрод 135 представляет собой сплошное тело из графита, вольфрамовых сплавов или медных сплавов, т.е. как твердый электрод 41 согласно первому варианту осуществления.
Причем вместо первого держателя 133 и второго держателя 137 обрабатывающая головка 127 может иметь заменяющий блок 139, показанный на Фиг.15, для замены первого держателя 133 и второго держателя 137 в обрабатывающей головке 127.
В частности, согласно Фиг.15 основание 101 имеет вертикальную подпорку 141 со штангой 143, выполненной с возможностью поворота вокруг вертикальной оси 147 под действием заменяющего серводвигателя 145. Один конец штанги имеет первую руку 149, на которой посредством захвата установлен первый держатель 133; а другой конец штанги 143 имеет вторую руку 151, на которой посредством захвата установлен второй держатель 137. При этом обрабатывающая головка 127 имеет захватывающий механизм для установки захватыванием на нем любого держателя, первого держателя 133 и второго держателя 137 (на чертежах не показано).
Штанга 143 выполнена с возможностью поворота вокруг вертикальной оси 147 под действием заменяющего серводвигателя 145, в результате чего пустая первая рука 149 приближается к обрабатывающей головке 127. Затем держатель 133, прикрепленный к обрабатывающей головке 127, захватывается первой рукой 149, и тогда он открепляется от обрабатывающей головки 127. При этом штанга 143 может поворачиваться вокруг вертикальной оси 147 под действием заменяющего серводвигателя 145, в результате чего первая рука 149 отделяется от обрабатывающей головки 127, и при этом вторая рука 151, захватывающая второй держатель 137, приближается к обрабатывающей головке 127. Далее, второй держатель 137 захватывается вторым держателем 137, и тогда вторая рука 151 выходит из состояния захвата. Причем второй держатель 137 можно заменить первым держателем 133 и прикрепить к обрабатывающей головке 127.
При помощи описываемых выше операций первый держатель 133 можно заменить вторым держателем 137 и прикрепить к обрабатывающей головке 127.
Поворачивая штангу 143, обрабатывающая головка 127 перемещается в направлении оси Z под действием серводвигателя 127 Z-оси, в результате чего предотвращается столкновение первого держателя 133 или второго держателя 137 с обрабатывающей головкой 127.
Способ восстановления компонента машины в соответствии с четвертым вариантом осуществления далее раскрыт со ссылкой на Фиг.14, 15, 16(а), 16(b), 17(а) и 17(b).
Способ восстановления компонента машины в соответствии с четвертым вариантом осуществления является способом восстановления пары поверхностей 97f истирания на лопатке 89 ротора турбины и включает в себя (4-1) удаление дефекта, (4-2) нанесение покрытия, (4-3) выполнение доводки и (4-4) этап повтора, излагаемые ниже.
(4-1) УДАЛЕНИЕ ДЕФЕКТА
Лопатку 89 ротора турбины в качестве компонента машины устанавливают на зажимном приспособлении 1115 таким образом, что одна из поверхностей 97f истирания лопатки 89 ротора турбины направлена вверх.
Затем под действием серводвигателя 109 Х-оси и серводвигателя 115 Y-оси стол 113 перемещается в направлении оси Х и направлении оси Y, чтоб установить лопатку 89 ротора турбины в положение, в котором поверхности 97f истирания находятся напротив твердого электрода 135. Иногда стол 113 необходимо перемещать только в направлении оси Х. Вместо позиционирования лопатки 89 ротора турбины можно заменить второй держатель 137 на первый держатель 133 и прикрепить его к обрабатывающей головке 127 при помощи заменяющего блока 139.
Затем между одной из поверхностей 97f истирания и твердым электродом 135 в электроизолирующей жидкости S формируют импульсный электрический разряд. При этом согласно Фиг.16(b) посредством энергии электрического разряда можно удалить такой дефект D, как трещина на одной из поверхностей 97f истирания. При формировании импульсного разряда: твердый электрод 135, который является единым целым с обрабатывающей головкой 127, возвратно-поступательно перемещается в направлении оси Z на небольшое расстояние хода под действием серводвигателя 129 Z-оси. Причем в бандаже 97 та часть, с которой удален дефект D, называется освобожденной от дефекта частью 97е.
(4-2) НАНЕСЕНИЕ ПОКРЫТИЯ
После выполнения (4-1) удаления дефекта под действием серводвигателя 109 Х-оси и серводвигателя 115 Y-оси стол 113 перемещается в направлении оси Х и в направлении оси Y, чтобы установить лопатку 89 ротора турбины в такое положение, в котором освобожденная от дефекта часть 97е бандажа 97 находится напротив твердого электрода 135. Иногда стол 113 необходимо перемещать только в направлении оси Х. Вместо позиционирования лопатки 89 ротора турбины можно заменить второй держатель 137 на первый держатель 133 и прикрепить его к обрабатывающей головке 127 при помощи заменяющего блока 139.
Затем между освобожденной от дефекта частью 97е бандажа 97 и формованным электродом 131 в электроизолирующей жидкости S формируют импульсный электрический разряд. При этом согласно Фиг.16(с) посредством энергии электрического разряда материал твердого электрода 131 или реагирующее вещество этого материала выполняет осаждение, диффузию и/или сварку на освобожденной от дефекта части 97е бандажа, в результате чего можно сформировать пористое наносимое покрытие 153. При формировании импульсного разряда формованный электрод 131, который является единым целым с обрабатывающей головкой 127, возвратно-поступательно перемещается в направлении оси Z на небольшое расстояние хода под действием серводвигателя 129 Z-оси.
(4-3) ВЫПОЛНЕНИЕ ДОВОДКИ
После выполнения (4-2) нанесения покрытия под действием серводвигателя 109 Х-оси и серводвигателя 115 Y-оси стол 113 перемещается в направлении оси Х и направлении оси Y, чтобы установить лопатку 89 ротора турбины в такое положение, в котором нанесенное покрытие 153 будет находиться напротив твердого электрода 135. Иногда стол 113 необходимо перемещать только в направлении оси Х. Вместо позиционирования лопатки 89 ротора турбины можно заменить второй держатель 137 на первый держатель 133 и прикрепить его к обрабатывающей головке 127 при помощи заменяющего блока 139.
Затем между нанесенным покрытием 153 и твердым электродом 135 в электроизолирующей жидкости S формируют импульсный электрический разряд. При этом согласно Фиг.17(а) посредством энергии электрического разряда можно выполнить доводочную обработку до требуемого размера, чтобы придать толщине нанесенного покрытия 153 заданное значение толщины формированием имеющей высокую плотность тонкой пленки 153а на поверхностной стороне нанесенного покрытия 153 путем плавления поверхностной стороны нанесенного покрытия 153. При формировании импульсного разряда твердый электрод 135, являющийся единым целым с обрабатывающей головкой 127, возвратно-поступательно перемещается в направлении оси Z на небольшое расстояние хода под действием серводвигателя 129 Z-оси.
(4-4) ЭТАП ПОВТОРА
После выполнения (4-3) доводки лопатку 89 ротора турбины открепляют от зажимного приспособления 121 и устанавливают в зажимном приспособлении 121, при этом другая поверхность из поверхностей 97f истирания в бандаже 97 будет направлена вверх. После этого повторяют операции от (4-1) удаления дефекта до (4-3) выполнения доводки аналогично приводимому выше описанию, и затем восстановление этой пары поверхностей 97f истирания в бандаже 97 заканчивается.
Способ восстановления компонента машины согласно описанному выше четвертому варианту осуществления можно модифицировать относительно описываемых выше вариантов осуществления следующим образом.
Так, вместо формирования импульсного разряда в электроизолирующей жидкости S импульсный разряд можно сформировать в электроизолирующем газе.
С помощью токарно-шлифовального станка, используемого вместо электроэрозионного станка 99, можно выполнить удаление дефекта D на паре поверхностей 97f истирания в бандаже 97 или можно выполнить доводочную обработку до требуемого размера, чтобы обеспечить толщине нанесенного покрытия 153 заданное значение толщины.
После выполнения (4-3) доводки можно дополнительно выполнить обработку нагартовкой поверхности нанесенного покрытия 153.
Далее приведено описание операций четвертого варианта осуществления.
Поскольку наносимое покрытие 153 формируется посредством энергии электрического разряда, то пределы наносимого покрытия 153 можно ограничить диапазоном формирования электрического разряда, и, следовательно, предотвращается формирование излишнего наносимого покрытия при формировании наносимого покрытия 153. По той же причине граничная часть между нанесенным покрытием 153 и основным материалом бандажа 97 имеет структуру, в которой соотношение составляющих постепенно изменяется, и, следовательно, нанесенное покрытие 153 можно прочно скомбинировать с основным материалом бандажа 97.
Если после выполнения (4-3) доводки дополнительно выполнить нагартовку, то поверхность нанесенного покрытия 153 может при этом приобрести остаточное напряжение сжатия, в результате чего можно будет повысить усталостную прочность нанесенного покрытия 153.
Поскольку наносимое покрытие 153 формируют посредством энергии электрического разряда, которая локально воздействует на очень небольшую площадь освобожденной от дефекта части 97е бандажа 97, то в достаточной степени предотвращается подъем температуры вблизи поверхностей истирания 97f бандажа 97 при формировании наносимого покрытия 153.
Согласно описываемому выше четвертому варианту осуществления, т.к. пределы наносимого покрытия 153 можно ограничить диапазоном формирования электрического разряда для предотвращения излишнего наносимого покрытия при формировании наносимого покрытия 153, то можно уменьшить трудоемкие работы после формирования наносимого покрытия 153 и можно сократить время, требуемое для восстановления пары поверхностей 97f истирания в бандаже 97. В частности, поскольку способ осуществляют с (4-4) удаления дефекта до (4-4) этапа поворота на одном электроэрозионном станке 99, то время, требуемое для выполнения восстановления, можно сократить в еще большей степени.
Поскольку повышение температуры вблизи поверхностей 97f истирания в бандаже 97 при формировании наносимого покрытия 153 можно в достаточной степени снизить, то предотвращается возникновение нарушения на поверхностях 97f истирания в бандаже 97 по причине теплового сокращения, и, следовательно, можно исключить дефектное восстановление лопатки 89 ротора турбины.
Поскольку наносимое покрытие 153 можно прочно скомбинировать с основным материалом бандажа 97, то наносимое покрытие 153 не будет подвержено отслаиванию с основного материала бандажа, и, следовательно, качество лопатки 89 ротора турбины после восстановления можно стабилизировать.
Если после выполнения (4-3) доводки дополнительно выполняют нагартовку, то можно повысить усталостную прочность наносимого покрытия 153, и, следовательно, можно также улучшить качество лопатки 89 ротора турбины после восстановления.
ПЯТЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Способ изготовления восстановленного компонента машины согласно пятому варианту осуществления описывается ниже со ссылкой на Фиг.2, 13-15, 16(а), 16(b), 16(с), 17(а) и 17(b).
Способ изготовления восстановленного компонента машины в соответствии с пятым вариантом осуществления предназначен для изготовления восстановленной лопатки 89 В ротора турбины в качестве восстановленного компонента машины, показанного на чертеже Фиг.17(b), из первоначальной лопатки 89А ротора турбины в качестве первоначального компонента машины, показанного на Фиг.16(а), и, иначе говоря, это изобретение взято из способа восстановления компонента машины согласно четвертому варианту осуществления, с другой точки зрения. Способ изготовления восстановленного компонента машины в соответствии с пятым вариантом осуществления также включает в себя (5-1) удаление дефекта, (5-2) нанесение покрытия, (5-3) выполнение доводки и (5-4) этап повтора, как и способ восстановления компонента машины в соответствии с четвертым вариантом осуществления. В способе изготовления восстановленного компонента машины в соответствии с пятым вариантом осуществления используются упоминаемые выше электроэрозионный станок 99, формованный электрод 131 и твердый электрод 135.
Восстановленную лопатку 89 В ротора турбины используют в газотурбинном двигателе 3, показанном на Фиг.2, и она вращается вокруг осевого центра газотурбинного двигателя 3. Пара поверхностей 97f истирания в бандаже 97 является обрабатываемыми частями первоначальной лопатки 89А ротора турбины.
(5-1) УДАЛЕНИЕ ДЕФЕКТА
Первоначальную лопатку 89А ротора турбины в качестве первоначального компонента машины устанавливают на зажимном приспособлении 121 таким образом, чтобы одна из поверхностей 97f истирания в первоначальной лопатке 89А ротора турбины была направлена вверх. Затем за счет перемещения стола 113 в направлении оси Х и направлении оси Y лопатку 89А ротора турбины устанавливают таким образом, чтобы поверхности 97f истирания находились напротив твердого электрода 135. Затем между одной из поверхностей 97f истирания и твердым электродом 135 в электроизолирующей жидкости S формируют импульсный электрический разряд. При этом согласно Фиг.16(b) посредством энергии электрического разряда можно удалить такой дефект D, как трещина на одной из поверхностей 97f истирания. В бандаже та часть, с которой удаляют дефект D, называется освобожденной от дефекта частью 97е.
(5-2) НАНЕСЕНИЕ ПОКРЫТИЯ
После выполнения (5-1) удаления дефекта посредством перемещения стола 113 в направлении оси Х и направлении оси Y лопатку 89А ротора турбины устанавливают таким образом, чтобы освобожденная от дефекта лопатка 89А бандажа 97 находилась напротив формованного электрода 131. Затем между освобожденной от дефекта частью 97е бандажа 97 и формованным электродом 131 в электроизолирующей жидкости S формируют импульсный электрический разряд. При этом согласно Фиг.16(с) посредством энергии электрического разряда материал формованного электрода 131 или реагирующее вещество этого материала выполняет осаждение, диффузию и/или сварку на освобожденной от дефекта части 97е бандажа 97, и при этом можно сформировать пористое нанесенное покрытие 153.
(5-3) ВЫПОЛНЕНИЕ ДОВОДКИ
После выполнения (5-2) нанесения покрытия за счет перемещения стола 113 в направлении оси Х и направлении оси Y первоначальную лопатку 89А ротора турбины устанавливают таким образом, чтобы нанесенное покрытие 153 находилось напротив твердого электрода 135. Затем между нанесенным покрытием 153 и твердым электродом 135 в электроизолирующей жидкости S формируют импульсный электрический разряд. При этом согласно Фиг.17(а) посредством энергии электрического разряда можно выполнить доводочную обработку для получения заданной толщины нанесенного покрытия 153 заданное значение толщины формированием имеющей высокую плотность тонкой пленки 153а на поверхностной стороне нанесенного покрытия 153 за счет плавления поверхностной стороны нанесенного покрытия 153.
(5-4) ЭТАП ПОВТОРА
После выполнения (5-3) доводки первоначальную лопатку 89А ротора турбины отсоединяют от зажимного приспособления 121, и первоначальную лопатку 89А ротора турбины устанавливают на зажимном приспособлении 121 таким образом, чтобы другая поверхность 97f истирания в бандаже 97 была направлена вверх. После этого операции с (5-1) удаления дефекта до (5-3) доводки повторяют аналогично приводимому выше описанию, причем после этого изготовление восстановленной лопатки 89 В ротора турбины в качестве восстановленного компонента машины завершается.
Способ изготовления восстановленного компонента машины можно модифицировать по отношению к таким вариантам осуществления, как способ восстановления компонента машины в соответствии с первым вариантом осуществления.
Далее приведено описание операций пятого варианта осуществления.
Поскольку наносимое покрытие 153 формируют посредством энергии электрического разряда, то пределы наносимого покрытия 153 можно ограничить в диапазоне формирования электрического разряда, чтобы предотвратить излишнее наносимое покрытие при формировании наносимого покрытия 153. По той же причине граничная часть между наносимым покрытием 153 и основным материалом бандажа 97 имеет структуру, в которой соотношение состава постепенно изменяется, и, следовательно, наносимое покрытие 153 можно прочно скомбинировать с основным материалом бандажа 97.
Если после выполнения (5-3) доводки дополнительно выполнить нагартовку, то поверхностная сторона наносимого покрытия 153 может приобрести остаточное напряжение сжатия, в результате чего будет повышена усталостная прочность наносимого покрытия 153.
Поскольку наносимое покрытие 153 формируют посредством энергии электрического разряда, которая локально воздействует на очень небольшую площадь освобожденной от дефекта части 97е бандажа 97, то предотвращается увеличение температуры вблизи поверхностей 97f истирания бандажа 97 при формировании наносимого покрытия 153.
В соответствии с описываемым выше пятым вариантом осуществления: поскольку пределы наносимого покрытия 153 можно ограничить диапазоном формирования электрического разряда, то можно уменьшить трудоемкие работы после формирования наносимого покрытия 153 и сократить время, требуемое для изготовления восстановленной лопатки 89 В ротора турбины. В частности, поскольку способ осуществляют с (5-1) удаления дефекта до (5-4) этапа повтора на одном электроэрозионном станке 99, то время, требуемое для изготовления, можно сократить в еще большей степени.
Поскольку повышение температуры вблизи поверхностей 97f истирания в бандаже 97 при формировании наносимого покрытия 153 можно существенно снизить, то предотвращается возникновение нарушения на поверхностях 97f истирания в бандаже 97 по причине теплового сокращения, и, следовательно, можно исключить дефектное изготовление восстановленной лопатки 89 В ротора турбины.
Поскольку наносимое покрытие 153 можно прочно скомбинировать с основным материалом бандажа 97, то наносимое покрытие 153 не будет подвержено отслаиванию с основного материала бандажа 97, и, следовательно, качество восстановленной лопатки 89 В ротора турбины можно стабилизировать.
Если после выполнения (5-3) доводки дополнительно выполнить нагартовку, то можно будет повысить усталостную прочность наносимого покрытия 153, и, следовательно, можно также улучшить качество восстановленной лопатки 89 В ротора турбины.
Изобретение описано на примере нескольких предпочтительных вариантов осуществления, хотя правоохранный объем формулы изобретения не ограничивается этими вариантами осуществления.
Содержание данной патентной заявки включает в себя в качестве ссылки полное содержание патентных заявок Японии №№2003-167074, 2003-167073 и 2003-167076, поданных в Патентное Ведомство Японии 11 июня 2003 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОНЕНТ ТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОВЕРХНОСТНО ОБРАБОТАННОГО КОМПОНЕНТА ТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2004 |
|
RU2311536C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ И СПОСОБ РЕМОНТА | 2006 |
|
RU2365677C2 |
| ЖАРОСТОЙКИЙ КОМПОНЕНТ | 2008 |
|
RU2436866C2 |
| ВРАЩАЮЩИЙСЯ ЭЛЕМЕНТ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕГО | 2003 |
|
RU2320776C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА СТАТОРА ИЛИ РОТОРА | 2002 |
|
RU2298466C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СКОЛЬЗЯЩУЮ ПОВЕРХНОСТЬ ЖАРОПРОЧНОГО ЭЛЕМЕНТА, ЖАРОПРОЧНЫЙ ЭЛЕМЕНТ И ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОРАЗРЯДНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2003 |
|
RU2320775C2 |
| КОМПОНЕНТ ГАЗОВОЙ ТУРБИНЫ, ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2662003C2 |
| БРОНИРОВАННЫЙ МАШИННЫЙ КОМПОНЕНТ И ГАЗОВАЯ ТУРБИНА | 2007 |
|
RU2451241C2 |
| СПОСОБ КОНТРОЛЯ РАБОЧЕГО СОСТОЯНИЯ ЛОПАТОК РОТОРА ТУРБИН ГТД | 2010 |
|
RU2426086C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ПАРОВЫХ ТУРБИН | 2003 |
|
RU2251476C1 |
Изобретение относится к восстановлению компонента машины и может найти применение при изготовлении и ремонте газотурбинных двигателей. В восстанавливаемом компоненте выполняют углубление и заполняют его путем формирования пористого покрытия при помощи формованного электрода, состоящего из формованного тела, в электроразрядной установке. Выполняют доводочную обработку до требуемого размера для получения заданного значения толщины покрытия. 6 н. и 21 з.п. ф-лы, 17 ил.
| Способ устранения дефектов на поверхности закаленных деталей | 1986 |
|
SU1373509A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЙ | 1999 |
|
RU2166421C1 |
| Способ восстановления деталей машин | 1988 |
|
SU1532264A1 |
| Устройство для электроэрозионного легирования | 1991 |
|
SU1821300A1 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ | 1995 |
|
RU2111095C1 |
| JP 05148615A, 15.06.1993 | |||
| JP 10225824A, 25.08.1998 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |

