Изобретение относится к металлургии стали и может быть использовано на существующих машинах непрерывного литья заготовок (МНЛЗ).
Такие машины различных типов (прямолинейные, радиальные, криволинейные и др.) предназначены для производства непрерывно-литой заготовки (например, слябов), используемой на соответствующих станах горячей прокатки. Технология непрерывной разливки стали и машины для ее осуществления описаны, например, в книге В.К.Бабича и др. "Основы металлургического производства (черная металлургия), М., "Металлургия", 1988, с.99-101. Обязательными элементами МНЛЗ являются устройство для порезки непрерывно-литой заготовки (например, на отдельные мерные слябы) и рольганг для транспортировки полученных изделий.
Известна МНЛЗ криволинейного типа, направляющие элементы которой установлены с изменением радиуса кривизны технологической оси машины на криволинейном участке по определенной математической зависимости (см. пат. РФ №1540132, кл. B22D 11/14, опубл. в БИ №34, 1995 г.). Однако МНЛЗ такой конструкции не обеспечивает достаточно высокий выход слябов с качественной поверхностью.
Наиболее близким аналогом к заявляемому устройству является МНЛЗ, описанная в книге В.Г.Воскобойникова и др. "Общая металлургия", М., "Металлургия", 1985, с.406-407 и рис.181.
Эта криволинейная МНЛЗ содержит устройство для порезки (газорезку) непрерывно-литой заготовки на слябы мерной длины и рольганг для их транспортировки и характеризуется тем, что изогнутый по определенному радиусу слиток формируется в радиальном кристаллизаторе, причем радиус изгиба принимается не менее 25-кратной толщины слитка (сляба). Такая конструкция машины также не обеспечивает высокий выход качественных слябов, что ухудшает потребительские свойства листового проката из этих слябов.
Технической задачей настоящего изобретения является повышение потребительских свойств проката за счет обеспечения требуемой поверхности слябов.
Предлагаемая МНЛЗ содержит устройство для порезки непрерывно-литой заготовки на слябы мерной длины и рольганг для их транспортировки и отличается тем, что машина дополнительно содержит термос-накопитель слябов, выполненный в виде прямоугольного короба, установленного в углублении ниже уровня пола цеха, с бетонным днищем и стенками из теплоизоляционных плит и содержащего перемещаемую крышку из листовой стали с двухсторонней изоляцией; стенки термоса-накопителя могут быть выполнены из керамоволокнистых плит, а для теплоизоляции его крышки - использованы муллитокремнеземистые плиты, верхние из которых в 2,6...2,7 раза толще нижних.
Сущность заявляемого технического решения заключается в дополнительном оснащении МНЛЗ термосом-накопителем определенной конструкции, что позволяет сохранять в нем слябы, предназначенные для прокатки на непрерывном стане, в течение длительного времени при постепенном снижении температуры. В результате этого достигается требуемое качество поверхности слябов, что повышает потребительские свойства проката.
Предлагаемая МНЛЗ схематично показана на чертеже.
Машина содержит кристаллизатор 1 (например, криволинейного типа), за которым расположены отводящий (транспортный) рольганг 2 и устройство 3 для резки выходящей из кристаллизатора непрерывно-литой заготовки на слябы мерной длины. Около рольганга и ниже уровня пола цеха расположен термос-накопитель 4, который выполнен с бетонным днищем 5 и стенками 6 из теплоизоляционных плит. Накопитель снабжен перемещаемой крышкой 7 с теплоизоляцией. Опытная проверка (см. ниже) показала, что крышку достаточно выполнить из листовой стали толщиной 8 мм, причем толщина верхних плит теплоизоляции крышки должна быть в 2,6...2,7 раз больше нижних (при выполнении из муллитокремнеземистых плит).
Предлагаемая МНЛЗ работает следующим образом.
После выхода литой заготовки из кристаллизатора и порезки ее на мерные длины полученные слябы по рольгангу подаются к термосу-накопителю, где укладываются в стопы 8 (см. чертеж) с помощью специальных устройств. После этого накопитель закрывается крышкой, а слябы медленно охлаждаются до установления в накопителе температуры ниже 100°С. Затем крышка сдвигается и производится извлечение слябов для передачи их на стан горячей прокатки.
Опытную проверку заявляемого устройства осуществляли на МНЛЗ криволинейного типа ОАО "Магнитогорский металлургический комбинат".
С этой целью около транспортного рольганга машины был оборудован вышеописанный термос-накопитель. При этом варьировали материал теплоизоляции стенок и крышки короба, покрытия его днища, а также величину соотношения толщин изоляционных плит перемещаемой крышки.
Наилучшие результаты (выход качественных слябов до 100%) получен при использовании предлагаемого термоса-накопителя. При других вариантах его использования достигнутые показатели ухудшались.
Так, например, было установлено, что днище короба достаточно бетонировать без использования какой-либо теплоизоляции. При изоляции крышки накопителя керамоволокнистыми плитами (т.е. как и стенок) выход качественных слябов снизился почти на 20%. Использование муллитокремнеземистых плит для стенок короба не улучшило достигнутые результаты, но повысило затраты на изготовление накопителя.
При разнице в толщине Н верхних теплоизоляционных плит крышки и толщине h ее нижних плит: Н/h<2,6 - качество поверхности слябов ухудшилось, очевидно, из-за недостаточной теплоизоляции. В то же время установлено, что необходимая и достаточная величина Н/h=2,6...2,7, а дальнейшее увеличение толщины верхних теплоизоляционных плит не улучшало полученных результатов, но повышало трудозатраты.
Отсутствие термоса-накопителя (т.е., по сути, проверка МНЛЗ при разливке опытной плавки, взятой в качестве ближайшего аналога - см. выше) дало выход слябов с требуемым качеством их поверхности не более 70%. Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущество перед известным объектом.
По данным технико-экономических исследований, проведенных в Центральной лаборатории контроля ОАО "ММК", внедрение заявляемого изобретения на комбинате позволит повысить реализацию высококачественного листового проката с увеличением прибыли ориентировочно на 30%.
Пример конкретного выполнения
МНЛЗ имеет вид, схематично показанный на чертеже.
Машина дополнительно оборудована термосом-накопителем слябов с площадью днища 9,6×9,0 м2 и с высотой 2,74 м. Днище его - бетонированное, а стенки выполнены с теплоизоляционными керамоволокнистыми плитами толщиной 0,5 м.
Крышка накопителя - перемещаемая, из листовой стали толщиной 8 мм. Толщина верхних ее теплоизоляционных плит из муллитокремнезема - Н=400 мм, нижних, из того же изолятора - h=150 мм, т.е. Н/h=2,67.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ СЛЯБОВ ЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2320454C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1992 |
|
RU2011471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2410174C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2423193C2 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2010 |
|
RU2440213C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА | 2010 |
|
RU2433005C2 |
Изобретение относится к металлургии стали, в частности к непрерывному литью заготовок. Основная задача, решаемая изобретением, - повышение потребительских свойств проката за счет обеспечения требуемой поверхности слябов. Машина непрерывного литья содержит устройство для резки непрерывно-литой заготовки на слябы мерной длины, рольганг для транспортировки слябов и термос-накопитель слябов. Накопитель выполнен в виде прямоугольного короба, установленного в углублении ниже пола цеха. Накопитель имеет бетонное днище. Стенки выполнены из теплоизоляционных керамоволокнистых плит, а перемещаемая крышка - из листовой стали с двухсторонней изоляцией из муллитокремнеземистых плит. Верхние плиты крышки в 2,6...2,7 раза толще нижних плит. Обеспечивается повышение потребительских свойств проката за счет получения требуемого качества поверхности слябов. 1 ил.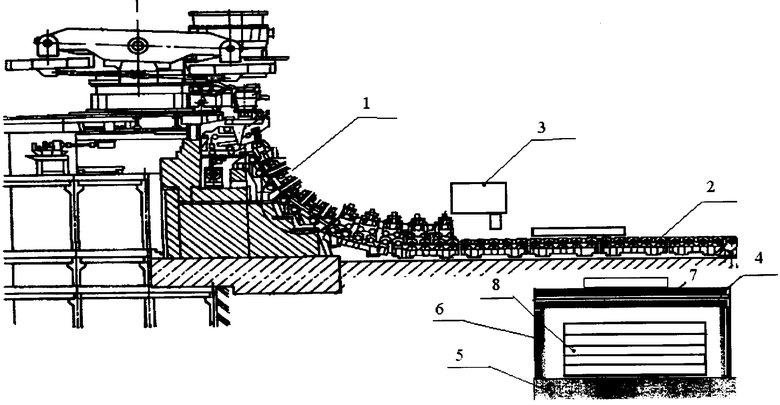
Машина непрерывного литья заготовки, содержащая устройство для резки непрерывнолитой заготовки на слябы мерной длины и рольганг для их транспортировки, отличающаяся тем, что машина снабжена термосом-накопителем слябов, выполненным в виде прямоугольного короба, установленного в углублении ниже уровня пола цеха, с бетонным днищем и стенками из теплоизоляционных керамоволокнистых плит и содержащего перемещаемую крышку из листовой стали с двухсторонней теплоизоляцией из муллитокремнеземистых плит, верхние из которых в 2,6-2,7 раза толще нижних.
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СЛЯБОВ ПРОМЕЖУТОЧНОЙ ТОЛЩИНЫ И ПРИЕМНИК ДЛЯ СЛЯБОВ | 1996 |
|
RU2114708C1 |
| ТЕПЛОИЗОЛИРУЮЩАЯ КРЫШКА КОВША | 2001 |
|
RU2211112C2 |
| RU 2063596 C1, 10.07.1996 | |||
| RU 2063596 C1, 10.07.1996 | |||
| ЗАЩИТНОЕ ОБРАМЛЕНИЕ ПОДВИЖНОЙ ПОДИНЫ | 2005 |
|
RU2300065C2 |

