Изобретение относится к металлургии, а именно к непрерывной разливке металлов, и может быть использовано при производстве блюмов, слябов и сортовых заготовок на вновь сооружаемых или реконструируемых литейно-прокатных комплексах (ЛПК), имеющих в своем составе машину непрерывного литья заготовок (МНЛЗ) и прокатный стан.
Известен способ производства горячекатаного проката, включающий непрерывную разливку слитков, порезку слитка на заготовки, передачу их на приемный рольганг с холодильником и далее в печное устройство (патент RU 2356663 С1, МПК B21B 1/46, 06.11.2007).
Недостатком аналога является значительный расход энергоносителей, обусловленный несовершенством технологии получения заготовок, а именно обязательными кристаллизацией непрерывнолитого слитка до порезки его на заготовки и подогревом их перед прокаткой.
Известен способ изготовления горячекатаных лент или профилей из полученного непрерывной разливкой полуфабриката, содержащий непрерывную разливку слитков, порезку слитков после их затвердевания на заготовки, подогрев заготовок до температуры прокатки и выравнивание температуры по сечению заготовок, выбранный в качестве прототипа (патент RU 2108877 С1, МПК 6 B21B 1/46, 12.10.1993).
Существенными признаками прототипа, совпадающими с существенными признаками заявляемого технического решения, являются: непрерывная разливка слитков в одну или более линию, порезка слитка на заготовки, выравнивание температуры заготовок по сечению и дальнейшая их прокатка.
Недостатком прототипа является значительный расход энергоносителей, обусловленный несовершенством технологии получения заготовок, а именно обязательными кристаллизацией непрерывнолитого слитка до порезки на заготовки и подогревом их перед прокаткой.
В основу изобретения поставлена задача усовершенствовать способ производства горячекатаного проката из непрерывнолитых заготовок путем сокращения цикла производственных операций и уменьшения потерь теплоты заготовками в технологических операциях на участке между МНЛЗ и прокатным станом. Это достигается за счет введения новых технологических операций на стадии неполностью закристаллизовавшегося слитка, а именно локального обжатия непрерывнолитого слитка в двух взаимно перпендикулярных направлениях до получения ферронепроницаемой перегородки, осуществляющегося синхронно с движением слитка, и порезки слитка на отдельные заготовки в месте локального обжатия и термостатирования слитка и заготовки. Это обеспечивает получение заготовки с теплосодержанием, достаточным для прокатки ее на прокатном стане. Такое техническое решение позволяет отказаться от дополнительного нагрева или подогрева заготовок в нагревательных печах перед прокаткой, применяемого при традиционной технологии. Исключение из производственного цикла операции нагрева заготовок приводит также к сокращению времени их транспортировки между МНЛЗ и прокатным станом, что также способствует уменьшению потерь теплосодержания заготовок. Таким образом, исключение операции нагрева обеспечивает значительный энергосберегающий эффект.
Поставленная задача решается тем, что в способе производства горячекатаного проката, включающем непрерывную разливку слитков в одну или более линию, разделение слитка на заготовки, выравнивание температуры заготовок по сечению и дальнейшую их прокатку, согласно изобретению синхронно с перемещением частично закристаллизовавшегося слитка путем последовательных операций осуществляют его локальное обжатие в двух взаимно перпендикулярных направлениях до смыкания закристаллизовавшихся поверхностных слоев и разделение слитка на заготовки в месте локального обжатия, а завершение кристаллизации и выравнивание температуры по длине и сечению слитка и отделенной заготовки производят их термостатированием.
Причинно-следственная связь между существенными признаками заявляемого технического решения и достигаемым техническим результатом заключается в следующем.
Использование заготовки, имеющей на стадии отделения от непрерывнолитого частично закристаллизовавшегося слитка на своей оси температуру, находящуюся в интервале температур между температурами ликвидус-солидус, то есть на некоторой части своей длины содержащей жидко-твердую сердцевину и, таким образом, значительно большее теплосодержание единицы длины заготовки по сравнению с традиционной технологией, позволяет проводить выравнивание температуры по длине и сечению слитка и заготовки термостатированием за счет собственного теплосодержания с обеспечением необходимой температуры заготовки перед входом в прокатный стан. Это позволяет отказаться от нагрева заготовок перед прокаткой.
Локальное обжатие частично закристаллизовавшегося непрерывнолитого слитка в двух взаимно перпендикулярных направлениях позволяет сформировать на непрерывнолитом слитке ферронепроницаемую перегородку в зоне, где в дальнейшем слиток будет подвергнут поперечной резке с последующим отделением заготовки. Такой технологический прием исключает возможность прорыва жидкого металла не только из слитка, но и из отделенной заготовки, а также обеспечивает возможность дальнейшего выравнивания температуры по длине и сечению слитка и заготовки термостатированием за счет теплоты, выделяющейся при кристаллизации осевой части заготовки.
Таким образом, выравнивание температуры по длине и сечению слитка и заготовки в термостатирующем устройстве с использованием теплоты кристаллизации позволяет отказаться от традиционного нагрева заготовок перед прокаткой.
Совмещение последовательных операций локального обжатия и разделения частично закристаллизовавшегося слитка на заготовки уменьшает продолжительность технологических операций до момента разреза слитка на заготовки, т.е. путь перемещения слитка от кристаллизатора до отделения заготовки от слитка будет минимальным, минимальными будут и потери теплоты заготовкой. Кроме того, в процессе локального обжатия слитка соответствующим торцевым частям заготовки и слитка придается форма, обеспечивающая более надежный захват заготовки в прокатном стане, что, в свою очередь, обеспечивает минимизацию потерь металла в обрезь переднего и заднего концов готового проката и сокращает потери металла за счет уменьшения количества бурежек на прокатном стане.
Операция локального обжатия в 2-х взаимно перпендикулярных направлениях частично закристаллизовавшегося слитка выполняется синхронно с движением этого слитка, что позволяет исключить возникновение нежелательных продольных сил как в самом слитке, так и в устройстве локального обжатия и резки.
Пример осуществления способа приведен для случая разливки слитков на МНЛЗ криволинейного типа.
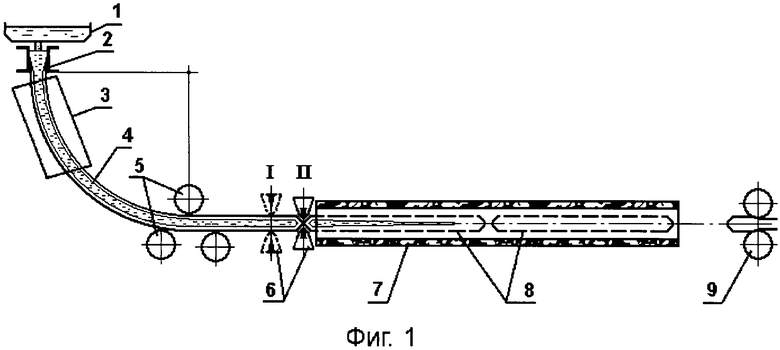
На фиг.1 представлена схема технологического процесса непрерывной разливки-прокатки, где 1 - промежуточный ковш МНЛЗ; 2 - кристаллизатор; 3 - зона вторичного охлаждения; 4 - непрерывнолитой слиток; 5 - тянуще-правильная клеть (в случае использования МНЛЗ криволинейного типа); 6 - блок устройств локального обжатия и резки непрерывнолитого слитка в положении начала обжатия (I) и в положении окончания резки (II); 7 - термостатирующее устройство; 8 - непрерывнолитая заготовка мерной длины; 9 - прокатный стан.
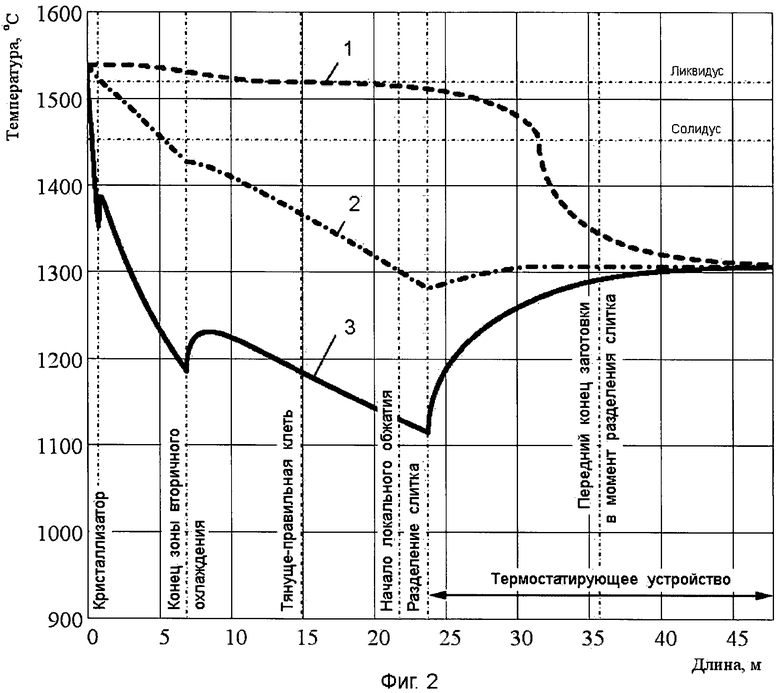
На фиг.2 представлен пример температурной диаграммы процесса разливки слитка и термостатирования слитка и заготовки перед прокаткой.
По сравнению с традиционным способом непрерывной разливки-прокатки, предусматривающим разрезание полностью закристаллизовавшегося слитка, в предлагаемом способе слиток при порезке имеет жидкую сердцевину. Жидкая сердцевина в слитке может быть получена при фиксированном месте реза слитка на заготовки повышением скорости разливки или увеличением сечения непрерывнолитого слитка, или любым другим способом. При наличии возможности перемещения места реза такой же эффект достигается приближением места реза к кристаллизатору, а также любым другим способом. В данном примере рассматривается способ увеличения скорости разливки в 2 раза, что позволяет сохранить производительность МНЛЗ неизменной при уменьшении числа ручьев в 2 раза. В общем случае скорость разливки слитка задают такой, при которой среднемассовая температура необжатых объемов слитка на всем участке от точки реза до прокатного стана не опускается ниже среднемассовой температуры заготовки на входе в первую клеть прокатного стана, при этом учитываются неизбежные потери теплоты заготовкой на элементах технологической линии ЛПК.
На прямолинейном участке ручья МНЛЗ после тянуще-правильной клети 5 частично закристаллизовавшийся непрерывнолитой слиток 4 подвергают последовательным операциям: локальному обжатию в двух взаимно перпендикулярных направлениях до смыкания закристаллизовавшихся слоев слитка (положение I блока устройств 6) с последующим отделением заготовки (положение II блока устройств 6) в месте наименьшего сечения зоны локального обжатия слитка.
Процесс обжатия слитка 4 и отделения от него заготовки 8 осуществляют в едином блоке устройств 6 локального обжатия и резки слитка в течение некоторого времени, при этом блок устройств 6 локального обжатия и резки слитка перемещают синхронно с разливаемым слитком от точки соприкосновения инструмента локального обжатия с поверхностью непрерывнолитого слитка до точки, в которой заготовка будет отделена от непрерывнолитого слитка.
Выравнивание температуры по длине и сечению слитка и заготовки осуществляют одновременно с кристаллизацией осевой зоны слитка и заготовки в термостатирующем устройстве 7, расположенном непосредственно за точкой отделения заготовки от непрерывнолитого слитка.
На прокатном стане 9 заготовку прокатывают на профили необходимого размера по обычной технологии.
Температурные характеристики слитка и заготовки на разных этапах процесса получения горячекатаного проката по предлагаемому способу, представленные на фиг.2, получены расчетным путем с использованием численной математической модели теплообмена (Тепловые процессы при непрерывном литье стали. Самойлович Ю.А., Крулевецкий С.А., Горяинов Б.А., Кабаков З.К. - М.: Металлургия, 1982, - 152 с.).
Исходные данные при расчете теплообмена:
1. Температура перегрева стали перед разливкой - 20°C.
2. Сечение слитка - квадрат со стороной a=0,125 м.
Эквивалентный радиус слитка - 
3. Скорость разливки по предлагаемому способу - 4,4 м/мин.
4. Высота кристаллизатора - 0,8 м.
5. Длина зоны вторичного охлаждения (ЗВО) - 6,1 м.
6. Металлургическая длина МНЛ3 - 23,77 м.
7. Расстояние между тянуще-правильной клетью и устройством локального обжатия и разделения слитка - 8,8 м.
8. Принятый химический состав стали:
C=0,18%; Mn=0,5%; Si=0,2%; S=0,055%; P=0,05%.
9. Температура ликвидус - 1519°C.
10. Температура солидус - 1453°C.
11. Мерная длина заготовки - 12 м.
12. Термостатирующее устройство является идеальным, т.е. тепловой поток с поверхности заготовки равен нулю.
В соответствии с предлагаемым способом температура поверхности стали в кристаллизаторе 2 с момента подачи жидкой стали в кристаллизатор падает от температуры 1539°C до 1350°C (кривая 3, фиг.2). Падение температуры по сравнению с традиционным способом менее значительно, т.к. скорость разливки выше в 2 раза, и соответственно время пребывания слитка в охлаждающих устройствах в 2 раза меньше. Этим достигается увеличение теплосодержания слитка перед его разделением на отдельные заготовки, обеспечивается сохранение производительности МНЛЗ и сохраняется местонахождение основных узлов технологической линии, а именно тянуще-правильной клети, блока устройств локального обжатия и резки слитка, аналогичное их расположению при традиционной технологии.
После выхода из кристаллизатора 2 слиток попадает в зону 3 вторичного охлаждения (ЗВО), в которой температура поверхности в начале этой зоны поднимается на 40°C за счет снижения интенсивности охлаждения по сравнению с кристаллизатором 2, а затем начинает быстро снижаться. Температура поверхности падает до 1180°C, среднемассовая (кривая 2) - до 1430°C, а температура на оси (кривая 1) мало изменяется и равна начальной температуре (1539°C).
После выхода слитка из зоны вторичного охлаждения 3 на воздух температура поверхности сначала поднимается на 50°C за счет снижения интенсивности охлаждения по сравнению с ЗВО, а затем начинает постепенно снижаться.
В тянуще-правильной клети 5 температура поверхности слитка составляет 1180°C, среднемассовая температура 1360°C, а температура на оси равна температуре ликвидус. Такие температурные условия обеспечивают выпрямление слитка без образования дефектов на поверхности внутреннего радиуса непрерывнолитого слитка.
Выпрямленный слиток проходит далее со скоростью разливки, и вблизи точки отделения заготовки от слитка начинается операция локального обжатия слитка (положение I блока устройств 6) в точке предполагаемого его разделения на мерные заготовки. Операция локального обжатия слитка выполняется в двух взаимно перпендикулярных направлениях.
В зоне локального обжатия слитка происходит смыкание затвердевших слоев слитка. Толщины твердой корочки по периметру заготовки примерно в 2 раза больше поперечного размера жидкой сердцевины. Так, на данном слитке в предлагаемом варианте толщины корочки с каждой стороны составляют около 45-50 мм, а диаметр жидкой сердцевины составляет 45-50 мм. Операция локального обжатия требует некоторого времени и потому осуществляется блоком устройств 6 локального обжатия и резки слитка, рабочий ход которого синхронизирован со скоростью движения слитка 4.
Локальное обжатие до смыкания закристаллизовавшихся поверхностных слоев слитка подготавливает непрерывнолитой слиток к следующей операции - разделению его на заготовки. На завершающей стадии операции обжатия происходит отделение заготовки от слитка (положение II блока устройств 6). После отделения предыдущей заготовки от слитка передний торец слитка входит во внутреннее пространство термостатирующего устройства. При этом температура на оси слитка выше температуры солидус, тогда как на поверхности температура всего лишь 1110°C. Во время прохождения слитком термостатирующего устройства 7 температуры на оси и на поверхности стремятся к среднемассовой температуре 1300°C. В реальных термостатирующих устройствах 7 обязательно присутствуют тепловые потери, и температура заготовки будет чуть ниже. Можно обратить внимание на поведение среднемассовой температуры: в момент разделения слитка она начинает увеличиваться. Это происходит за счет выделения теплоты плавления в процессе затвердевания жидкой сердцевины слитка и заготовки, а также за счет отсутствия тепловых потерь с поверхности слитка в окружающую среду.
В момент отделения от слитка мерной заготовки передний конец заготовки имеет перепад температуры по сечению около 50°C, в то время как задний конец имеет значительный перепад температуры около 400°C. В процессе дальнейшего движения заготовки внутри термостатирующего устройства со скоростью разливки перепад температур по сечению заготовки быстро уменьшается. На выходе из термостатирующего устройства 7 передний конец заготовки 8 практически не имеет перепада температур по сечению, а задний конец заготовки имеет незначительный перепад температуры по сечению, составляющий примерно 50°C. При этом уровень среднемассовой температуры составляет 1300°C, что выше минимально необходимой температуры по условиям прокатки заготовок. Это позволяет отказаться от использования нагревательной печи для нагрева заготовки перед прокатным станом и соответственно сэкономить печное топливо.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427436C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2423193C2 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427443C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2008 |
|
RU2433016C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2533290C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2008 |
|
RU2397041C2 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038913C1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038912C1 |
Изобретение предназначено для сокращения цикла производственных операций и уменьшения потерь теплоты заготовками в технологических операциях на участке между МНЛЗ и прокатным станом при непрерывной разливке и прокатке металлов. Способ включает непрерывную разливку слитков в одну или более линию, разделение слитка на заготовки, выравнивание температуры заготовок по сечению и дальнейшую их прокатку. Дополнительный нагрев или подогрев заготовок в нагревательных печах перед прокаткой исключается за счет того, что на стадии неполностью закристаллизовавшегося слитка производят его локальное обжатие в двух взаимно перпендикулярных направлениях до получения ферронепроницаемой перегородки, осуществляемое синхронно с движением слитка, и порезку слитка на отдельные заготовки в месте локального обжатия, после чего слиток и заготовку термостатируют. Это обеспечивает получение заготовки с теплосодержанием, достаточным для прокатки ее на прокатном стане. 2 ил.
Способ производства горячекатаного проката, включающий непрерывную разливку слитков в одну или более линию, перемещение частично закристаллизовавшегося слитка, разделение слитка на заготовки, выравнивание температуры заготовок по сечению и дальнейшую их прокатку, отличающийся тем, что синхронно с перемещением частично закристаллизовавшегося слитка последовательно осуществляют его локальное обжатие в двух взаимно перпендикулярных направлениях до смыкания закристаллизовавшихся поверхностных слоев и разделение слитка на заготовки в месте локального обжатия, а завершение кристаллизации и выравнивание температуры по длине и сечению слитка и отделенной заготовки производят термостатированием.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ЛЕНТ ИЛИ ПРОФИЛЕЙ ИЗ ПОЛУЧЕННОГО НЕПРЕРЫВНОЙ РАЗЛИВКОЙ ПОЛУФАБРИКАТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2108877C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА НА АГРЕГАТЕ СОВМЕЩЕННОГО ЛИТЬЯ И ПРОКАТКИ | 1999 |
|
RU2140830C1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛЯБА | 2001 |
|
RU2179486C1 |
| Способ изготовления горячекатаной стальной полосы и установка для его осуществления | 1987 |
|
SU1801056A3 |
| Шахтная перемычка | 1975 |
|
SU593002A1 |

