Изобретение касается металлургии и может быть использовано для получения заготовок на машинах непрерывного литья (МНЛЗ) криволинейного типа, которые используются в последующих переделах на прокатных станах.
Известен способ бесконечной прокатки на заводе Такамацу фирмы «Токуо Steel» (см. A revolutionary minimill for speciality steels. Luna Casting Rolling mill "Steel Times Int, 2001, Jan. P.15-16, 18-19).
Согласно этому способу на двухручьевой криволинейной МНЛЗ получают заготовки круглого сечения, которые посредством рольгангов и поворотных устройств подают на входной стол прокатного стана. В линии прокатного стана гидросбивом удаляют окалину, а затем заготовки стыкуют между собой на подвижной электросварочной машине с последующим удалением грата. После подогрева в проходной индукционной печи заготовка поступает к непрерывному прокатному стану. Выравнивание температуры сваренной заготовки и доведение ее до требуемой температуры, равной 950°С, выполняется в индукционном подогревателе. Сварка с последующей заготовкой происходит в процессе прокатки предыдущей заготовки.
Существенными признаками этого способа, сходными с существенными признаками заявляемого изобретения, являются: производство горячекатаного проката из непрерывнолитых слитков, полученных на машине непрерывного литья (МНЛЗ) криволинейного типа, формирование в кристаллизаторе поверхностного слоя слитка, вытягивание слитка из кристаллизатора, отделение заготовки от слитка.
Недостатком этого технического решения является необходимость резки непрерывнолитого слитка, выходящего из МНЛЗ, на мерные длины, что обусловлено несовпадением секундных объемов литья на одном ручье МНЛЗ и прокатки на сортовом прокатном стане.
Дискретность технологии прокатки приводит к потерям объемов производства, увеличению потерь металла на единицу продукции, увеличению расхода энергоносителей, снижению качества проката, увеличению капитальных и эксплуатационных расходов.
Все эти недостатки известного способа приводят к:
- значительным капитальным затратам на сооружение объектов производства из-за больших линейных размеров непрерывнолитой заготовки;
- значительным суммарным затратам электроэнергии на производство в связи с наличием в технологической цепочке подвижной электросварочной машины для сварки заготовок, индукционной подогревательной печи и дополнительных расходов на прокатку заготовок с низкой начальной температурой;
- дополнительным потерям металла при огневой резке заготовок на мерные длины при зачистке грата и в окалину;
- увеличение цикла производственных операций на пути от МНЛЗ к прокатному стану.
Наиболее близким по технической сущности и достигаемому техническому результату к заявляемому изобретению является способ получения сортовых профилей, включающий нагрев слитков, их обжатие в блюмы на обжимных станах, обжатие заготовок в клетях непрерывно-заготовочных состояний (НЗС) (или получение заготовок разливкой металла на МНЛЗ), причем по завершении обжатия на НЗС и выходу раската из чистового калибра (или выхода с МНЛЗ) заготовка, в отличие от традиционной технологии, не режется ножницами на мерные длины, а посредством специального устройства формируется в цилиндрическую спиральную заготовку большого диаметра (см. Марков А.Н. «Разработка и исследование процесса формирования крупнотоннажной заготовки с целью получения из нее сортового проката». Диссертация на соискание ученой степени кандидата технических наук, Днепропетровск, 1980 г., стр.26) (прототип).
В дальнейшем в сортовых цехах спиральные заготовки большой массы нагревают в печах, разгибают специальным устройством и прокатывают на непрерывном стане по существующим калибровкам и режимам обжатий.
При этом в способе по прототипу не различают процесс формирования спиральной заготовки, полученной прокаткой на непрерывно-заготовочных станах, и заготовки, полученной на МНЛЗ.
Существенными признаками прототипа, сходными с существенными признаками заявляемого изобретения, являются: производство горячекатаного проката из непрерывнолитых слитков, полученных на машине непрерывного литья (МНЛЗ), формирование в кристаллизаторе поверхностного слоя слитка, вытягивание слитка из кристаллизатора, формирование слитка в цилиндрическую спираль, отделение заготовки от слитка и прокатку заготовок, сформированных в цилиндрическую спираль.
Недостатком прототипа является то, что непрерывнолитой слиток формируют в спираль после его выпрямления и окончания кристаллизации, при этом в процессе выпрямления в слитке возникают напряжения растяжения, которые являются причиной образования трещин в поверхностных слоях слитка.
В основу изобретения поставлена задача усовершенствовать способ производства горячекатаного проката из слитков, разлитых на машине непрерывного литья заготовок (МНЛЗ) криволинейного типа, путем уменьшения степени дискретности технологического процесса за счет введения операции по формированию слитка в цилиндрическую спираль в температурной зоне, близкой к точке полной кристаллизации по сечению слитка, что обеспечивает получение сверхдлинной заготовки (то есть заготовки в 10 и более раз длиннее, чем заготовка, полученная по традиционной технологии, длиной 10-12,0 м) малого поперечного сечения, но большой массы, а также за счет лучшего сохранения теплосодержания заготовки, выходящей из МНЛЗ. Это позволяет уменьшить капитальные и эксплуатационные расходы при высокой производительности процесса и высоком качестве готовой продукции.
Поставленная задача решается тем, что в способе производства горячекатаного проката из слитков, полученных на машине непрерывного литья (МНЛЗ) криволинейного типа, включающем формирование в кристаллизаторе поверхностного слоя слитка, вытягивание слитка из кристаллизатора, формирование слитка в цилиндрическую спираль, отделение заготовки от слитка и прокатку заготовок, сформированных в цилиндрическую спираль, согласно изобретению криволинейный слиток после прохождения самой низкой точки траектории на расстоянии, меньшем, чем металлургическая длина МНЛЗ, обжимают в прокатной клети, где обжим составляет 5-15%, а затем придают слитку форму цилиндрической спирали, и с температурой сердцевины, близкой к температуре солидус, помещают в теплоизоляционное устройство, отделяют заготовку от слитка соответственно заданной мерной длине и транспортируют к прокатному стану, при этом задают заготовку в прокатный стан после выпрямления цилиндрической спирали в прямолинейную заготовку.
Наличие причинно-следственной связи между совокупностью существенных признаков заявляемого изобретения и достигаемым техническим результатом подтверждается тем, что только совокупность всех существенных признаков необходима и достаточна для получения технического результата: получения на МНЛЗ сверхдлинной заготовки малого поперечного сечения, но большой длины и массы с большим теплосодержанием.
Причинно-следственная связь между совокупностью существенных признаков изобретения и достигаемым техническим результатом заключается в следующем.
Отличительной особенностью заявляемого способа является формирование спирали из слитка с постоянной кривизной в температурной зоне, близкой к полной кристаллизации по сечению слитка.
Отказ от выпрямления слитка и последующее его формирование в цилиндрическую спираль позволяет перейти от дискретной технологии получения заготовки линейной формы ограниченной длины к технологии получения сверхдлинной заготовки, за счет чего процесс по своим показателям приближается к процессу бесконечной прокатки.
Формирование слитка в цилиндрическую спираль, которая в дальнейшем прокатывается на сортовом стане, позволяет отказаться от порезки слитка на малые мерные длины за счет многократного (в 10-20 раз) увеличения длины и, соответственно, увеличить массу заготовки при ее неизменном сечении.
Это делает процесс почти непрерывным, в результате чего не ограничивается скорость прокатки, улучшаются условия работы оборудования, повышается точность размеров и качество проката, увеличивается объем производства и выход годного.
Формирование слитка в цилиндрическую спираль при температуре, близкой к температуре солидус, обеспечивает более эффективное использование теплосодержания жидкой стали по сравнению с традиционной схемой, где из МНЛЗ заготовка выходит со значительно меньшим теплосодержанием и поэтому требует перед прокаткой дополнительного нагрева в нагревательных печах.
Более высокое теплосодержание заготовки, сформированной в цилиндрическую спираль непосредственно после ее выхода из МНЛЗ, по сравнению с традиционной технологией достигается также за счет отделения заготовки от слитка на стадии неполной кристаллизации стали в центральной части ее сечения и размещения спирали в теплоизоляционном устройстве.
Кроме того, использование сверхдлинной заготовки улучшает условия эксплуатации прокатного стана за счет уменьшения количества динамических ударов, которыми сопровождается каждый вход и выход концевых частей заготовки в междувалковое пространство каждой клети прокатного стана.
Легкое (5-15%) обжатие непрерывнолитого слитка позволяет ускорить процесс кристаллизации в центральной зоне его поперечного сечения и обеспечить необходимое продольное подпорное усилие для формирования слитка в цилиндрическую спираль.
При этом при обжатии меньше 5% нельзя достичь нужного качества заготовки, к тому же продольные усилия, которые подстраховывают стабильность процесса образования спирали, будут недостаточны, а при обжиме больше 15% появляется угроза образования внутренних дефектов заготовки.
Локальное обжатие неперервнолитого слитка в зоне, расположенной на расстоянии от кристаллизатора, меньшем металлургической длины МНЛЗ, где металлургическая длина - это максимальная длина слитка, которой может достигать его жидкая сердцевина, обеспечивает увеличение теплосодержания заготовки на выходе из МНЛЗ и более эффективное использование тепла жидкой стали, а также уменьшение длительности технологического процесса за счет совмещения операций разливки и транспортировки заготовки к прокатному стану.
Придание слитку (заготовке) формы цилиндрической спирали позволяет уменьшить габариты оборудования, уменьшить объем производственных сооружений, а также придать сверхдлинной заготовке компактную форму.
Совмещение операций разливки и загрузки спирали в теплоизоляционное устройство также обеспечивает сохранение теплосодержания заготовки.
Таким образом, заявляемый способ не ограничивает скорости прокатки, улучшает условия работы оборудования, повышает точность размеров и качество проката, увеличивает объем производства и выход годного.
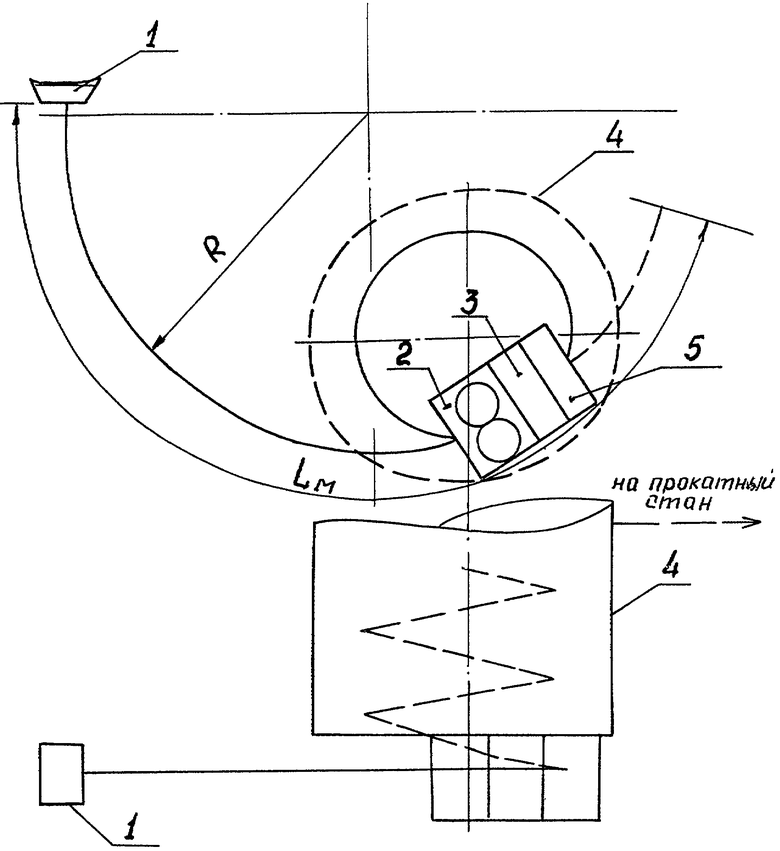
Способ производства горячекатаного проката из слитков, полученных на машине непрерывного литья (МНЛЗ), реализуется следующим образом (см. чертеж).
На МНЛЗ 1 разливают, например, круглую заготовку малого диаметра, преимущественно 80-100 мм. Слиток, выходящий из кристаллизатора, направляют по криволинейной траектории в форме окружности, которая определяется радиусом кривизны R металлургической оси Lm, при этом на расстоянии, меньшем, чем металлургическая длина МНЛЗ, слиток обжимают в прокатной клети 2 (степень обжатия 5-15%), а затем в устройстве формирования спирали 3 слитку придают форму цилиндрической спирали, радиус которой меньше радиуса МНЛЗ. Форму цилиндрической спирали придают заготовке специальным устройством (3), при этом заготовку сгибают в горизонтальной и вертикальной плоскостях таким образом, чтобы сформировалась цилиндрическая спираль нужного диаметра (рекомендуется 2,0-4,0 м). В процессе непрерывного литья количество витков винтовой спирали увеличивается, пока не образуется заготовка заданной длины (до 250 м). В этот момент слиток с температурой сердцевины, близкой к температуре солидус, размещают в теплоизоляционном устройстве 4, устройством 5 отделяют от него заготовку и транспортируют к прокатному стану.
В непосредственной близости от прокатного стана передний конец заготовки на выходе из теплоизоляционного устройства 4 захватывают специальным устройством и разгибают таким образом, чтобы на входе в первую прокатную клеть сортового стана заготовка не имела кривизны. По ходу прокатки таким образом разгибаются новые витки спиральной заготовки, пока последний виток не выйдет из теплоизоляционного пространства 4 и не будет полностью разогнут. На сортовом стане заготовку прокатывают на профиль нужного размера (преимущественно от d=8 мм до d=50 мм) по традиционной технологии.
Пример реализации способа
На МНЛЗ радиального типа с радиусом R=3,0m со скоростью Vp=5 м/мин разливают, например, круглую заготовку диаметром d=80 мм=0,08 м из стали 20. Средняя по сечению температура заготовки на выходе из последнего тянущего ролика МНЛЗ составляет 1260°С. На расстоянии от кристаллизатора, меньшем х=16Р, где Р - периметр или длина окружности заготовки, м, а х - металлургическая длина МНЛЗ, его обжимают в прокатной клети, причем обжатие составляет 5-15%, а затем придают форму цилиндрической спирали, радиус которой меньше радиуса МНЛЗ.
Цилиндрическую спираль формируют специальным устройством путем дополнительного сгибания заготовки в вертикальной плоскости до кривизны радиусом R=1,0 м и одновременно отгибают в горизонтальном направлении (например, коническими роликами) так, чтобы центр поперечного сечения заготовки описывал винтовую линию с шагом t=0,23 г. В итоге заготовка принимает форму винтовой спирали со средним диаметром D=2R=2×1,0=2,0 м и зазором между витками S=t-d=0,23-0,08=0,15 м. Формирование первых двух витков спирали происходит на открытом воздухе, дальше, по мере увеличения количества витков, цилиндрическую спираль помещают в теплоизоляционное устройство. После достижения необходимой длины заготовки у=110 м ее отделяют от слитка. В итоге из заготовки мерной длины образуется винтовая спираль с числом витков
n=в/(πD)=110/(3,14×2,0)=21,4=21 шт.
и общей длиной
L=d+n(d+S)=0,08+21(0,08+0,15)=4,91 м.
Общая длительность формирования такой спирали составит:
t=60(y-x)/Vp+x/Vc=60×(110-3)/5,0+3,0/0,5=1290 с.
После размещения всех витков спирали в теплоизоляционном устройстве ее транспортируют в течение 5 мин к прокатному стану.
Тепловые расчеты показывают, что в отмеченных условиях середнемассовая температура заготовки в момент окончания сматывания спирали составит 1180°С при средней температуре первого витка (то есть передней части заготовки) 1100°С и последнего витка (то есть задней части заготовки) 1230°С. В течение 5 минут транспортировки в теплоизоляционном устройстве середнемассовая температура винтовой спирали уменьшится с 1180 до 1130°С при средней температуре первого и последнего витков соответственно 1090 и 1060°С.
Во время следующей операции (до окончания прокатки предыдущей заготовки) передний конец заготовки выводят из теплоизоляционного устройства и задают в тянуще-правильную машину, где заготовке придают прямолинейную форму, а уже потом задают в валки первой прокатной клети. Далее по традиционной технологии катают заготовку на готовый профиль.
В результате реализации данного способа образуется готовый прокат из заготовки массой:
М=7,5πd2y/4=7,5×3,14×(0,08)2×l10/4=4,1 т,
что приблизительно в 10 раз превышает обычную массу заготовки на мелкосортовых станах (в последней формуле 7,5 т/м3 - плотность металла заготовки в горячем состоянии).
Использование способа позволяет получить заготовку, компактно сформированную в виде спирали малого поперечного сечения с большим теплосодержанием и в 10-20 раз большей массой по сравнению с традиционным способом.
Таким образом, использование способа производства горячекатаного проката из слитков, полученных на машине непрерывного литья путем увеличения массы заготовок малого поперечного сечения за счет увеличения их длины, обеспечивает низкие капитальные и эксплуатационные расходы при высокой производительности процесса, что повышает конкурентоспособность полученной продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427436C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА | 2010 |
|
RU2433005C2 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427443C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2008 |
|
RU2433016C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2008 |
|
RU2397041C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2533290C2 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
Способ касается металлургии и может быть использован для получения заготовок на машинах непрерывного литья (МНЛЗ) криволинейного типа, которые используются в последующих переделах на прокатных станах. В способе производства горячекатаного проката из слитков, полученных на машине непрерывного литья (МНЛЗ) криволинейного типа, включающем формирование в кристаллизаторе поверхностного слоя слитка, вытягивание слитка из кристаллизатора, формирование слитка в цилиндрическую спираль, отделение заготовки от слитка и задачу заготовок в прокатную клеть, сформированных в цилиндрическую спираль, криволинейный слиток после прохождения самой низкой точки траектории на расстоянии, меньшем, чем металлургическая длина МНЛЗ, обжимают в прокатной клети, обжим в которой составляет 5-15%, а затем придают слитку форму цилиндрической спирали, и с температурой сердцевины, близкой к температуре солидуса, помещают в теплоизоляционное устройство, отделяют заготовку от слитка соответственно заданной мерной длине и транспортируют к прокатному стану, при этом задают заготовку в прокатный стан после выпрямления цилиндрической спирали в прямолинейную заготовку. Обеспечивается уменьшение капитальных и эксплуатационных расходов при высокой производительности процесса и высоком качестве готовой продукции. 1 ил.
Способ производства горячекатаного проката из слитков, полученных на машине непрерывного литья (МНЛЗ) криволинейного типа, включающий формирование в кристаллизаторе поверхностного слоя слитка, вытягивание слитка из кристаллизатора, формирование слитка в цилиндрическую спираль, отделение заготовки от слитка и задачу заготовок в прокатную клеть, сформированных в цилиндрическую спираль, отличающийся тем, что криволинейный слиток после прохождения самой низкой точки траектории на расстоянии, меньшем, чем металлургическая длина МНЛЗ, обжимают в прокатной клети, обжим в которой составляет 5-15%, а затем придают слитку форму цилиндрической спирали и с температурой сердцевины, близкой к температуре солидуса, помещают в теплоизоляционное устройство, отделяют заготовку от слитка соответственно заданной мерной длине и транспортируют к прокатному стану, при этом задают заготовку в прокатный стан после выпрямления цилиндрической спирали в прямолинейную заготовку.
| МАРКОВ А.Н | |||
| Разработка и исследование процесса формирования крупнотоннажной заготовки с целью получения из нее сортового проката | |||
| Диссертация на соискание степени кандидата технических наук | |||
| Днепропетровск, 1980, с.26 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЛИТЫХ СТАЛЬНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2094139C1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДИ И ЕЕ СПЛАВОВ | 1995 |
|
RU2089334C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО РАЗЛИВА | 1996 |
|
RU2138345C1 |
| DE 10357363 A1, 14.07.2005. | |||

