шарннрно смонтирован на прдвеске 14 СМ 11. Под каждым из рычагов 20 смонтированы ограничители 32 поворота стержней 21. Направляющие 27 РТ 29 верхними концами шарнирно закреплены на подвеске 14 с возможностью отклонения в направлении перемещения подвижных частей СМ.11. При работе СМ 11 перемещается для точной установки на стык с помощью блоков роликов 31 по горизонтальным Н 30. При раскрытии и закрытии СМ 11 РТ 29 вместе с горизонтальными Н 30 перемещаются по вертикальным Н 27. При переезде установки от стыка к стыку СМ 11 фиксируется относительно подвески. 14 с помощью гидроцилиндров 17 в закрытом положении. При этом ее гори- зонтальная ось параллельна основанию подвески 14. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
| Установка для стыковой электроконтактной сварки магистрального трубопровода | 1975 |
|
SU632527A1 |
| Установка для стыковой контактной сварки трубопроводов | 1989 |
|
SU1708561A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| Сварочный комплекс | 1979 |
|
SU904244A1 |
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |
| РЕЗЦОВЫЙ УЗЕЛ ГРАТОСНИМАТЕЛЯ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471597C1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
Изобретение относится к сварке, а более конкретно к установкам для контактной сварки труб при строительстве магистральных и промысловых трубопроводов для транспортировки нефти, газа и воды. Цель изобретения - расширение технических возможностей установки и повышение ее надежности. На корпусе сварочной машины (СМ) 11 смонтированы блоки роликов 31 симметрично ее вертикальной оси, перемещающиеся по горизонтальным направляющим (Н) 30, расположенным с двух сторон сварочной машины параллельно ее продольной оси. На концах горизонтальных Н 30 жестко закреплены роликовые тележки (РТ) 29, нижний конец каждой из которых шарнирно соединен с серьгой 25. Другой конец каждой серьги 25 шарнирно соединен со своим рычагом 23. Рычаги 23 по два с каждой стороны машины жестко соединены со стержнями 21, установленными с возможностью поворота на опорах 22 в нижней части подвески 14 СМ 11 параллельно ее продольной оси. Свободный конец каждого рычага 20 шарнирно соединен со штоком своего гидроцилиндра 17, который шарнирно смонтирован на подвеске 14 СМ 11. Под каждым из рычагов 20 смонтированы ограничители 32 поворота стержней 21. Направляющие 27 РТ 29 верхними концами шарнирно закреплены на подвеске 14 с возможностью отклонения в направлении перемещения подвижных частей СМ 11. При работе СМ 11 перемещается для точной установки на стык с помощью блоков роликов 31 по горизонтальным Н 30. При раскрытии и закрытии СМ 11 РТ 29 вместе с горизонтальными Н 30 перемещаются по вертикальным Н 27. При переезде установки от стыка к стыку СМ 11 фиксируется относительно подвески 14 с помощью гидроцилиндров 17 в закрытом положении. При этом ее горизонтальная ось параллельна основанию подвески 14. 3 ил.
Изобретение относится к сварке, в частности к установкам для контактной сварки труб при строительстве магистральных и промысловых трубопроводов для транспортировки газа, нефти и воды.
Цель изобретения - расширение технологических возможностей установки .и повышение ее надежности.
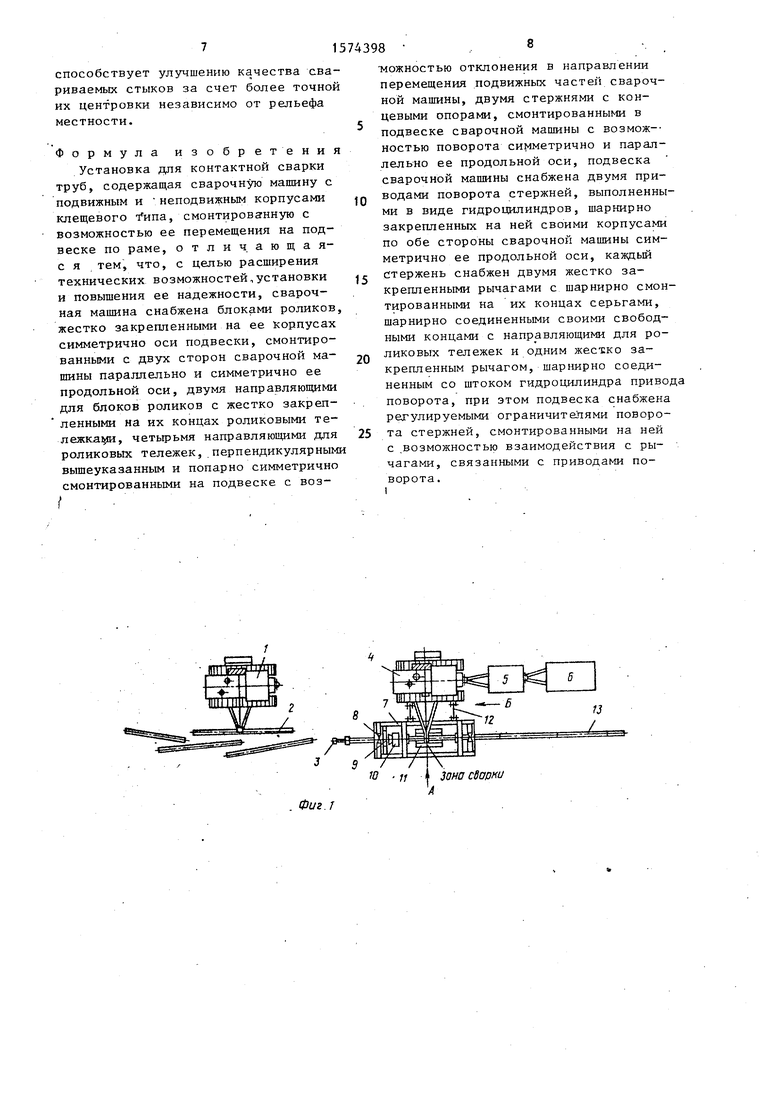
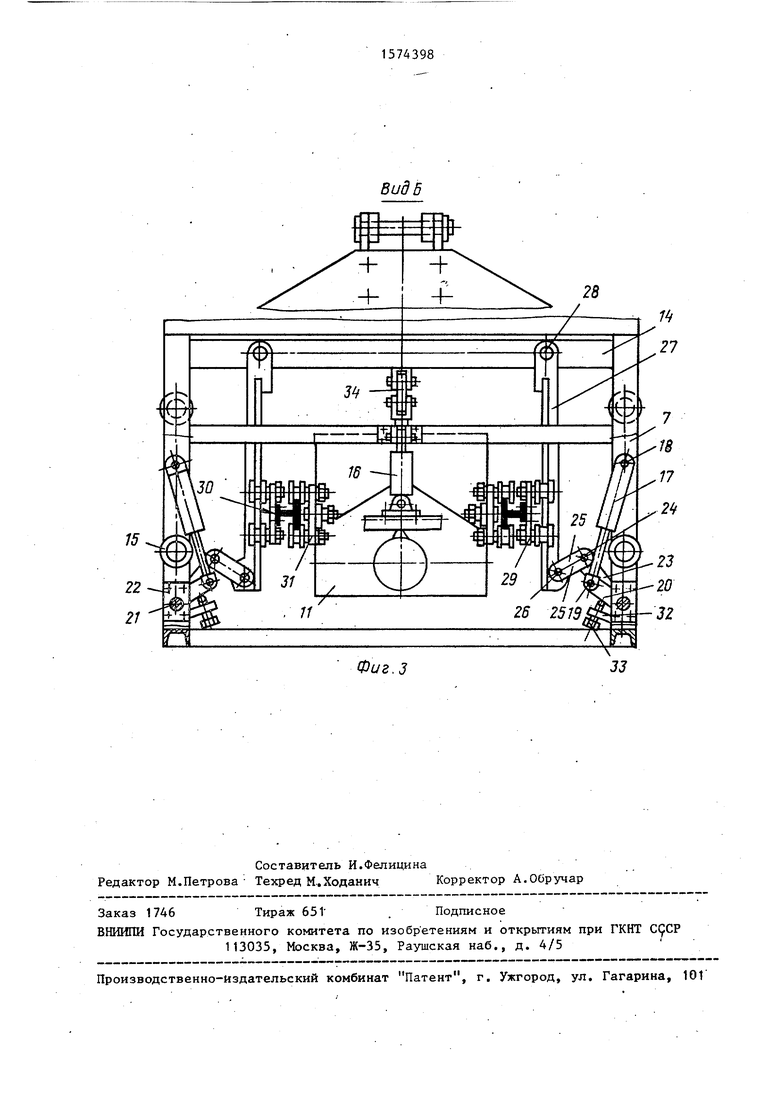
На фиг.1 изображена предлагаемая установка для контактной сварки труб на фиг.2 (вид А на фиг.1) и на фиг.3 (вид Б на фиг.2) изображена сварочная машина в фиксированном положении на подвеске с рамой.
Установка для контактной сварки труб (фиг.1)состоит из трубоукладчика 1 для подачи труб 2, внутреннего гратоснимателя 3 для снятия грата после сварки труб, трубоукладчика 4 для буксировки блока 5 управления, электростанции 6 и переносной рамы 7 подвешенной на стреле трубоукладчика 4 , На раме 7 установлена группа роликов 8 для предварительной центровки свариваемых труб, устройство 9 для зажатия трубы во время зачистки , зачистным устройством 10, сварочная машина 11. Трубоукладчик 4 соединен с рамой 7 шарнирно тягами 12. Свариваемый трубопровод на фиг.1 обозна чен поз.13.
При работе установки в стационарных условиях дополнительно устанавливаются спереди (со стороны подачи труб) две опоры с роликами, а сзади (со стороны выхода свариваемых труб) - три опоры (не показаны) . .
Для предохранения сварочной машины от перекосов по отношению оси трубы на продольных и поперечных уклонах горизонта, при использовании установки в передвижном варианте на раме 7 (фиг.2 и 3) установлена под50
5
0 5 0 $
0
5
веска 14 с роликами 15 и гидроцилиндром 16.
На подвеске 14 установлен гидроцилиндр 17 при помощи шарнира 18, вторым концом гидроцилиндр при помощи шарнира 19 соединен с рычагом 20, который в свою очередь соединен со стержнем 21 с возможностью поворота в опорах 22, установленных на подвеске 14. На стержне 21 установлен рычаг 23, а при помощи шарнира 24 рычаг 23 соединен с серьгой 25, которая шарниром 26 соединяется с вертикальной направляющей 27,с возможностью отклонения в шарнире 28. На вертикальных направляющих 27 установлены роликовые тележки 29, имеющие возможность перемещаться по вертикальной направляющей 27. Роликовые тележки 29 закреплены на концах горизонтальных направляющих 30, по которым перемещаются блоки роликов 31, установленные на корпусе сварочной машины 11. На подвеске 14 установлен ограничитель 32 хода рычага 20 с регулируемым винтом 33.
Сварочная машина 11 при помощи шарнирного кронштейна 34 соединена с ползуном 35 и гидроцилиндром 36.
Установка (фиг.1) работает следующим образом.
Трубоукладчик 1 подает трубы 2 так, чтобы последняя наделась на штангу гратоснимателя 3, который от собственного привода (не показан) перемещается в подаваемую трубу 2.
После перемещения гратоснимателя 3 в трубу 2 трубоукладчик 4 с блоком 5 управления, электростанцией 6 и рамой 7 с установленным на ней оборудованием перемещается до тех пор, пока левый конец свариваемого трубопровода 13 не окажется в зоне зачистки зачистного устройства 10. После этого производится зачистка пояска на
трубопроводе 13 устройством 10 под контактные башмаки сварочной машины 11. После зачистки пояска устройством 10 трубоукладчик 4 перемещает раму 7. до совмещения левого конца свариваемого трубопровода 13 с зоной сварки сварочной машины 11. Затем трубоукладчик 1 подает трубу 2 вместе с гра- тоснимателем 3 в зону зачистки за- чистного устройства 10, предваритель- йо установив трубу на ролик 8, где она зажимается устройством 9 и зачищается поясок зачистным устройством 10. .
После зачистки пояска труба 2 трубоукладчиком 1 подается в зону сварки до совмещения ее правого конца с концом свариваемого трубопровода 13, после чего производится процесс сварки машиной 11 и снятие внутреннего грата гратоснимателем 3-. Затем процесс повторяется.
Для удержания рамы 7 от раскачивания во время переездов установлены тяги 12, шарнирное соединение с корпусом рамы 7 и шасси трубоукладчика 4.
Для сваривания непрерывных трубо- проводов на продольных и поперечных уклонах горизонта производится фиксация сварочной машины 11 на подвеске 14 с рамой 7.
При переездах трубоукладчиком 4 от стыка к стыку осуществляется раскрытие сварочной машины 11 и подъем ее над трубой совместно с подвеской 14 (фиг.2 и 3) гидроцилиндрами 16. Во время подъема подвеска 14 перемещается по направляющим рамы 7 при помощи роликов 15.
Фиксация сварочной машины 11 в подвеске 14 осуществляется следующим образом (фиг.2 и 3). При подаче масла в верхнюю (нештоковую) полость цилиндра 17 выдвигается шток, который через шарнир 19 и рычаг 20 поворачивает стержень 21 в опорах 22. Стержень 21 поворачивает рычаг 23. Своим поворотом рычаг 23 через шарнир 24 толкает серьгу 25, которая отклоняет вертикальную направляющую 27 в шарнире 28. Вертикальная направляющая 27, отклоняясь вокруг шар-, нира 28, толкает роликовые тележки 29, закрепленные на горизонтальной направляющей 30. Соответственно отклоняясь, горизонтальная направляю
10
15
20
25
5743986
щая 30 толкает роликовые опоры 31, закрепленные на сварочной машине 11 :
Таким образом, имея по обе стороны сварочной машины симметрично расположенные элементы фиксации, представляется возможность удерживать ее от раскачивания и отклонения в поперечном и продольном направлениях по отношению оси трубы.
Для осуществления перемещения роликовых тележек 29 по вертикальным направляющим 27 и по горизонтальным направляющим 30 блоков роликов ЗЦво время фиксации сварочной машины 11 необходимо выдерживать определенные зазоры, которые регулируются ограничителями 32 при помощи винта 33, который своим выдвижением ограничивает ход рычага 20. Такая регулировка не дает жесткой фиксации сварочной машины 11.
При точной установке сварочной машины 11 на свариваемый стык последняя имеет возможность перемещаться горизонтально при помощи ползуна 35 и гидроцилиндра 36. С ползуном машина 11 связана шарнирно при помощи кронштейна 34, что дает возможность без заклинивания перемещаться сварочной машине 11 по горизонтальной направляющей 30. При раскрытии сварочной машины 11 необходимо произвести расфик- сацию последней в пределах отклонения ее подвижных частей. Это осуществляется подачей масла в нижнюю часть (штоковуо полость) цилиндра 17, вследствие чего производится втягивание штока и отклонение рычагов 20 с по- . воротом стержня 21 и рычага 23. Последний через серьгу 25 отклоняет вертикальную направляющую 27, роликовые тележки 29 и горизонтальную направляющую 30.
Таким образом, такая система не препятствует раскрытию сварочной машины 1 1. Раскрытие сварочной машины осуществляется собственными цилиндрами (не показаны).
Расширение технических возможностей предлагаемой установки для контактной сварки труб обеспечивается ее конструктивным выполнением, возможностью использования ее в трех вариантах: передвижном, полустационарном и стационарном. Повышение надежности ее работы достигается за счет наличия механизма фиксации сварочной машины в подвеске рамы, что
30
35
40
45
50
55
71574398
пособствует улучшению качества сваиваемых стыков за счет более точной х центровки независимо от рельефа естности.
м н л с в м з п м с к т ш ны л к н п р т с ч в
Формула изобретени
Установка для контактной сварки труб, содержащая сварочную машину с подвижным и неподвижным корпусами клещевого т°ипа, смонтированную с возможностью ее перемещения на подвеске по раме, отличающая- с я тем, что, с целью расширения технических возможностей,установки и повышения ее надежности, сварочная машина снабжена блоками роликов жестко закрепленными на ее корпусах симметрично оси подвески, смонтированными с двух сторон сварочной машины параллельно и симметрично ее продольной оси, двумя направляющими для блоков роликов с жестко закрепленными на их концах роликовыми тележками, четырьмя направляющими для роликовых тележек, перпендикулярным вышеуказанным и попарно симметрично смонтированными на подвеске с воз- f
. Фиг J
8
0
5
0
5
можностью отклонения в направлении перемещения подвижных частей сварочной машины, двумя стержнями с концевыми опорами, смонтированными в подвеске сварочной машины с возможностью поворота симметрично и параллельно ее продольной оси, подвеска сварочной машины снабжена двумя приводами поворота стержней, выполненными в виде гидроцилиндров, шарнирно закрепленных на ней своими корпусами по обе стороны сварочной машины симметрично ее продольной оси, каждый стержень снабжен двумя жестко закрепленными рычагами с шарнирно смонтированными на их концах серьгами, шарнирно соединенными своими свободными концами с направляющими для роликовых тележек и одним жестко закрепленным рычагом, шарнирно соединенным со штоком гидроцилиндра привода поворота, при этом подвеска снабжена регулируемыми ограничителями поворота стержней, смонтированными на ней с возможностью взаимодействия с рычагами, связанными с приводами поворота.
Фиг.З
Составитель И.Фелицина Редактор М.Петрова Техред М.ХоданичКорректор А.ООручар
Заказ 1746
Тираж 651
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ C( 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Вид Б
К
33
Подписное
| Авторское свидетельство СССР № 788563, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Контактная стыковая сварка трубопроводов | |||
| Киев: Наукова думка, 1986, с | |||
| Способ получения кодеина | 1922 |
|
SU178A1 |
