Изобретение относится к способу и устройству для упорядоченного расположения разделенных порций сосисок.
Во время полностью автоматического производства сосисок обычно используются наполняющие машины, которые задают геометрию сосисок по отношению к длине, весу и диаметру. Здесь термин "наполняющая машина" включает в себя полную установку изготовления сосисок, состоящую из вакуумного наполняющего устройства, блока окручивания, продольного блока, включающего разделительный блок.
Многочисленные наполняющие машины содержат разделяющее устройство, предназначенное для последовательного разделения произведенного мотка сосисок на отдельные порции сосисок, т.е. на отдельные сосиски или цепочку сосисок с заранее заданным их числом. Как только разделенные порции сосисок выходят из наполняющей машины, они неупорядоченно ложатся на предусмотренном для них столе или на ленте транспортера. Лента транспортера может, например, служить подающим устройством для систем более высокого уровня, таких как морозильный туннель или оборудование для приготовления пищи.
Если порции сосисок перемещены на стол или на ленту транспортера неупорядоченно, то их необходимо поместить в подходящую упаковку, что требует значительной ручной работы по сортировке. При неупорядоченной передаче в морозильный туннель или в систему непрерывного приготовления пищи, оптимальное распределение сосисок не достигается, т.к. сосиски лежат друг на друге случайным образом. Следовательно, не достигается максимальная пропускная способность последующего обрабатывающего оборудования.
Поэтому задачей изобретения является создание способа и устройства для приема отдельных порций сосисок после их выхода из наполняющей машины, позволяющих расположить их упорядочение в зависимости от их количества и положения и повысить тем самым пропускную способность последующего обрабатывающего оборудования.
Согласно изобретению эта задача решается посредством признаков, указанных в п.п.1 и 12 формулы изобретения.
Согласно изобретению отдельные порции сосисок могут быть помещены в ряд, упорядоченный по количеству и положению сосисок. Таким образом, может быть достигнута максимальная пропускная способность последующего обрабатывающего оборудования. В данном случае выражение "разделенная порция сосисок" означает одиночные сосиски, отделенные друг от друга, или цепочки сосисок с определенным числом сосисок.
Согласно изобретению разделенные одиночные порции сосисок, т.е. либо отдельные сосиски, либо цепочки сосисок с определенным числом сосисок, могут быть приняты из наполняющей машины и переданы далее в направлении транспортировки.
Если, например, отдельные порции сосисок по меньшей мере частично передаются далее с более высокой скоростью, чем скорость транспортирующего устройства наполняющей машины, которое перемещает порции сосисок, то между отдельными порциями сосисок образуется промежуток. Каждый промежуток обеспечивает точное расположение отдельных порций сосисок, так что затем передающее устройство может выталкивать отдельные порции сосисок точно вбок от ускоряющего устройства. Порции сосисок могут затем быть точно переданы либо в накопительное устройство, либо к следующей ленте транспортера, либо на лоток и т.д. Ускоряющее устройство может, например, содержать ускоряющую ленту, которая либо движется быстрее, чем транспортирующее устройство, либо движется быстрее кратковременно при передаче порции сосисок, либо в точке разделения между двумя порциями сосисок. Таким образом, обеспечивается разделение отдельных порций сосисок на заданное расстояние, т.е. они имеют промежуток между собой.
Ускоряющее устройство предпочтительно содержит боковую направляющую, так что отдельные порции сосисок выравниваются в направлении транспортировки ускоряющего устройства, которое, в свою очередь, обеспечивает точное выравнивание отдельных порций сосисок.
Согласно предпочтительному варианту выполнения передающее устройство содержит поворотную передающую лопасть, на валу которой установлена по меньшей мере одна несущая пластина, которая выталкивает порции сосисок вбок от ускоряющего устройства. Этот тип устройства с поворотной передающей лопастью легко изготовить, и оно может выталкивать порции сосисок надежным и простым способом вбок от ускоряющего устройства, т.е. от ускоряющей ленты транспортера.
Предпочтительно, чтобы на заднем конце несущей пластины в направлении транспортировки была расположена отражательная пластина, которая выступает по существу перпендикулярно к направлению транспортировки. Благодаря отражательной пластине, выполненной совместно с поворотной передающей лопастью, положение порции сосисок, которую нужно вытолкнуть с ускоряющего устройства, точно определено, потому что отдельная порция сосисок наталкивается на отражательную пластину и, следовательно, может точно принимать заранее заданное положение.
Несущие пластины и отражательные пластины предпочтительным образом установлены чередующимися, предпочтительно сменными, на валу передающего устройства. Смонтированное таким образом оборудование зависит от назначения группирования сосисок и может быть гибко скомпоновано простым изменением числа несущих пластин и отражательных пластин, а также длины несущих пластин. Таким образом, настройка устройства может быть осуществлена легко, быстро и экономично.
Число n несущих или отражательных пластин соответствует числу n порций сосисок, которые передаются последовательно в виде ряда передающим устройством от ускоряющей ленты, причем несущие пластины распределены последовательно равномерно по периферии вала в направлении транспортировки. Таким образом, отдельные порции сосисок могут выталкиваться одна за другой из ускоряющего устройства простым поворотом поворотной передающей лопасти, причем поворотная передающая лопасть в каждом случае поворачивается на одно деление вперед. Это означает, что если n порций сосисок нужно передать в виде ряда, то из n порций сосисок, прибывающих последовательно на ускоряющее устройство, вначале первая входящая порция n1 сосисок выталкивается в сторону в первом положении на ускоряющем устройстве, а затем n-я входящая порция сосисок сталкивается с ленты в n-ом положении, которое находится перед окончанием (n-1)-го положения в направлении транспортировки ускоряющего устройства.
Предпочтительно, чтобы для каждой несущей пластины был предусмотрен датчик, обнаруживающий наличие порции сосисок в зоне несущей пластины, т.е. в n местах.
Согласно предпочтительному варианту порции сосисок передаются от ускоряющего устройства сначала в накопительное устройство. Предпочтительно это накопительное устройство является накопительным устройством барабанного типа, которое содержит ряд продольных канавок для расположения порций сосисок по своей периферии. Это является преимуществом, состоящим в том, что барабанное накопительное устройство может быть расположено очень близко над следующей лентой транспортера или приемными лотками. Благодаря короткому пути передачи порции сосисок передаются управляемым образом и находятся в состоянии свободного падения только на очень коротком расстоянии.
За передающим устройством может быть расположена следующая лента транспортера, которая движется перпендикулярно направлению транспортировки ускоряющего устройства и перемещает переданные отдельные порции сосисок для дальнейшей обработки, упаковки и т.д.
Если n порций сосисок должны быть переданы в ряд, предпочтительно n порций сосисок выталкиваются из ускоряющего устройства в продольную канавку на барабанном накопительном устройстве, после чего барабанное накопительное устройство поворачивается для укладки n порций сосисок, в результате чего после поворота новая продольная канавка готова к приему следующих порций сосисок. Изобретение объяснено ниже со ссылкой на следующие чертежи.
Согласно предпочтительному варианту выполнения несущая пластина поворотной передающей лопасти образована из некоторого числа сегментов несущей пластины, которые могут быть насажены на вал, причем один из сегментов несущей пластины может содержать отражательную пластину. Благодаря насаживанию отражательной пластины и одного или более сегментов несущей пластины на вал длина несущей пластины может быть легко приспособлена к длине порции или к требуемому месту укладки.
Фиг.1 показывает вид в аксонометрии предлагаемого устройства;
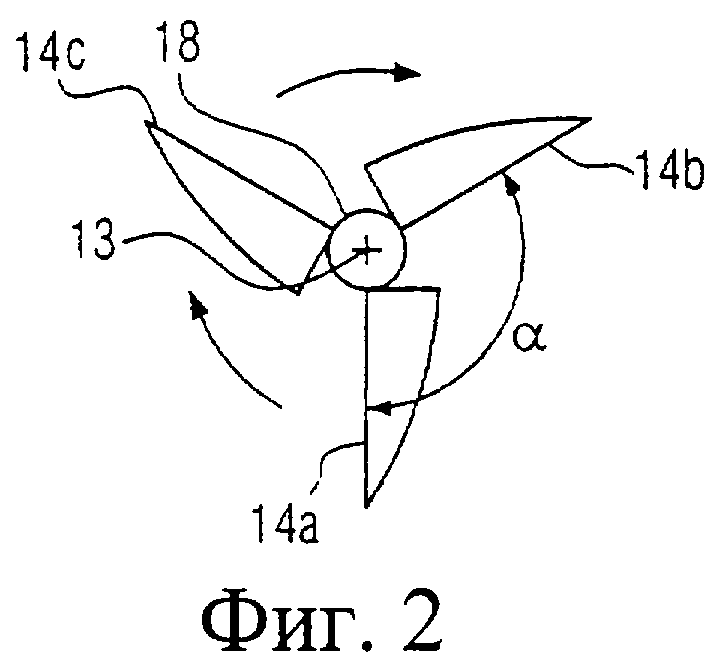
фиг.2 показывает вид спереди поворотной передающей лопасти, причем отражательные пластины не показаны;
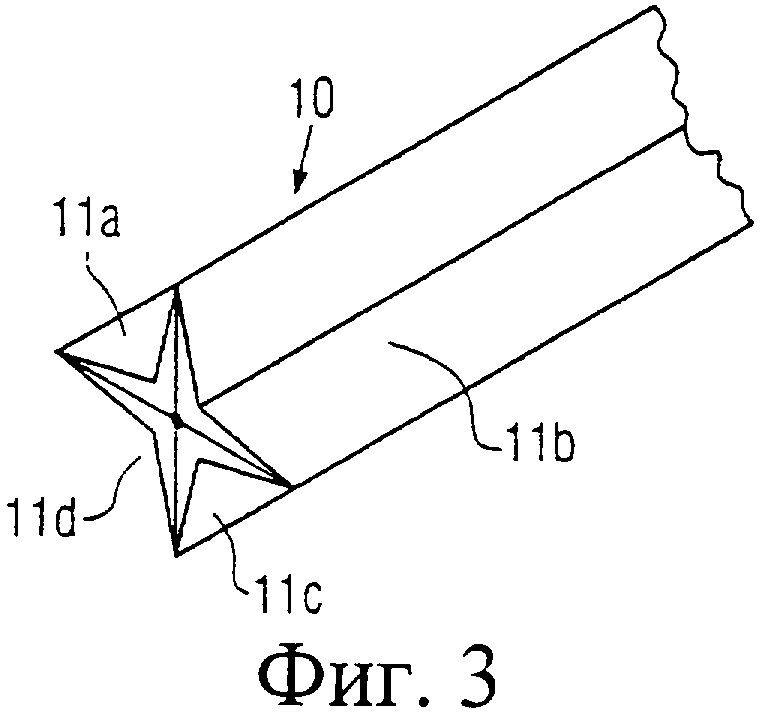
фиг.3 показывает вид в аксонометрии барабанного накопительного устройства;
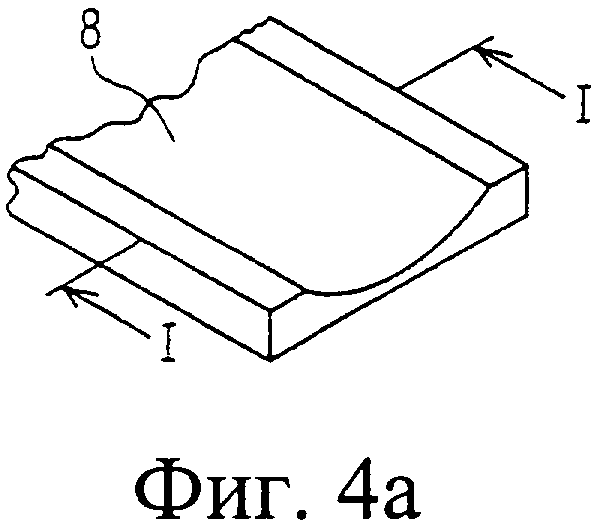
фиг.4А показывает вид в аксонометрии части ускоряющей ленты транспортера;
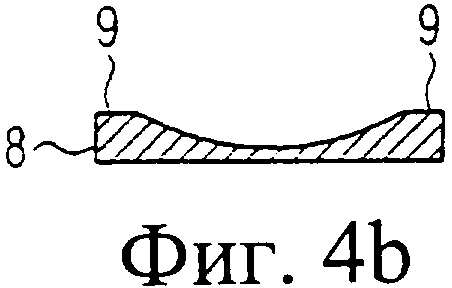
фиг.4В показывает сечение по линии I-I на фиг.4А;
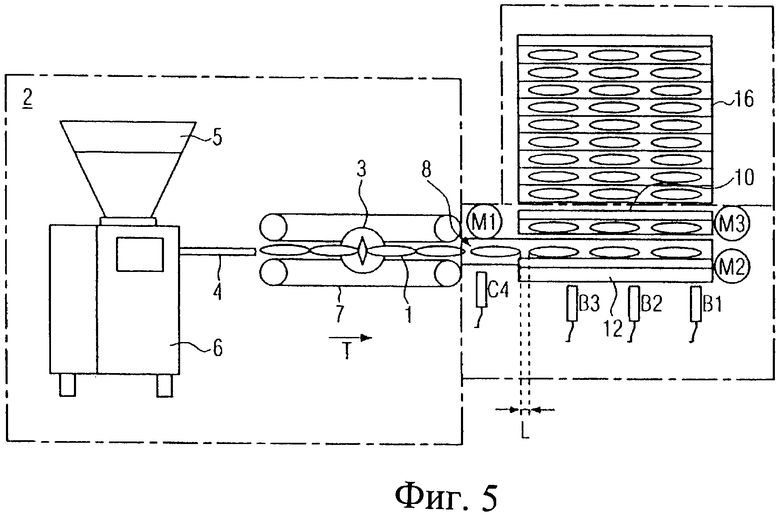
фиг.5 показывает схематично предлагаемое устройство, следующее за наполняющей машиной;
фиг.6 показывает предпочтительный вариант поворотной передающей лопасти.
Фиг.1 и 5 схематично показывают предлагаемое устройство для упорядоченного расположения порций сосисок, выходящих из наполняющей машины 2. Здесь порции 1 сосисок представляют либо отдельные сосиски, либо цепочки сосисок с определенным числом отдельных сосисок. Термин "наполняющая машина" 2 предполагает законченную установку по изготовлению сосисок, состоящую из вакуумного наполнителя, блока окручивания (не показан), а также продольного блока, представляющего транспортирующее устройство 7 наполняющей машины. Вакуумный наполнитель, как показано на фиг.5, содержит устроенный известным образом наполняющий бункер 5 для подачи тестообразного наполняющего материала, такого как, например, колбасный фарш, и транспортер, например шиберный насос, для доставки наполняющего материала в наполнительную трубу 4, через которую оболочки сосисок известным способом наполняются тестообразным наполняющим материалом и затем, например, разделяются смещающими элементами на отдельные сосиски и иногда также окручиваются специальным окручивающим устройством. Отдельные сосиски, изготовленные таким способом, могут затем быть разрезаны разделительным блоком 3 на отдельные порции сосисок. Отдельные порции сосисок, как показано, могут содержать одиночные сосиски или также цепочки сосисок с определенным числом одиночных сосисок. В варианте выполнения, показанном на фиг.5, соединенные сосиски подразделяются на одиночные сосиски 1. В варианте выполнения, показанном на фиг.5, блок 3 встроен в продольный блок. Продольный блок содержит две вращающиеся транспортировочные ленты, которые удерживают наполненные сосиски и транспортируют их в направлении Т транспортировки с первой скоростью V1.
На фиг.5 разделяющий блок 3 показан объединенным с продольным блоком. Разделяющий блок 3 может, однако, также быть расположен за транспортирующим устройством 7, т.е. продольным блоком, или перед ним.
Порции сосисок, поступающие из машины 2, принимаются ускоряющим устройством, в данном случае ускоряющей лентой 8 транспортера, и выравниваются в направлении Т транспортировки. Выравнивание может, например, как показано на фиг.4А и 4В, осуществляться посредством боковой направляющей 9 ленты транспортера, которая выступает в боковые зоны ленты 8.
Так как ускоряющая лента 8 движется, по меньшей мере иногда, быстрее, чем устройство 7 машины 2, между отдельными порциями 1 сосисок возникает промежуток 20. Здесь ускоряющая лента 8 транспортера может либо двигаться быстрее, чем устройство 7, либо кратковременно двигаться быстрее, чем устройство 7 во время передачи порции 1 сосисок, или во время перехода точки раздела между двумя порциями 1 сосисок, так что порции 1 сосисок отдаляются одна от другой, создавая, таким образом, промежуток 20. Длина промежутка зависит от разницы скоростей между устройством 7 и ускоряющей лентой транспортера и составляет, например, 20 мм.
Ускоряющее устройство, в данном случае лента 8, может приводиться в движение двигателем М1, показанным на фиг.5, скорость вращения и динамические характеристики которого могут быть установлены в соответствии с требованиями. Также возможно применение буферного роликового транспортера с роликами, периодически тормозящимися снизу для управления скоростью транспортировки. Длина устройства 8 не ограничена в сторону увеличения. Минимальная длина соответствует сумме длины порции сосисок и длины указанного промежутка.
Кроме того, предлагаемое устройство, как можно видеть на фиг.5, содержит датчик С4, который расположен в передней части устройства 8 и выявляет дефектную сосиску или цепочку сосисок, так что она может быть отбракована сортирующим устройством (с пневматическим или моторным приводом).
Может быть также предусмотрен другой датчик (не показан) для определения точки раздела между двумя порциями сосисок, в которой скорость ускоряющей ленты возрастает. Зона перехода или точка раздела может также быть определена путем регулировки функций блока транспортировки или разделительного блока при помощи контроллера 6.
В данном варианте выполнения промежуток получается при помощи системы управления скоростью ускоряющего устройства с обратной связью, но промежутки могут также быть образованы уже перед передачей.
Как можно видеть из фиг.1, передающее устройство 12, которое может выталкивать отдельные порции 1 сосисок вбок от ускоряющего устройства, выполнено за ускоряющим устройством. Как показано на фиг.1, передающее устройство представляет собой поворотную передающую лопасть 12, которая выполняет функцию передачи отдельных порций сосисок в накопительное устройство 10, или, в альтернативном случае, непосредственно на ленту 16 транспортера, или в подходящий контейнер (не показан) и т.п.
В этом варианте выполнения поворотная передающая лопасть, выполненная с возможностью изменения, содержит три несущие пластины 14а, 14b, 14с, которые используются для последовательного выталкивания трех порций 1 сосисок, расположенных на ленте 8, вбок с ленты 8. Число n пластин 14 соответствует числу порций n сосисок, которые нужно последовательно передать в ряд. Несущие пластины 14 в этом варианте выполнения соединены с отражательными пластинами 15а, b, с, причем каждая из пластин 15а, b, с выступает по существу перпендикулярно направлению Т транспортировки порций 1 сосисок, так что транспортируемые порции 1 сосисок могут ударяться о пластины 15. Несущие и отражательные пластины 14, 15 установлены с возможностью съема на валу 13, в данном случае насажены на вал, который здесь является многогранным валом поворотной передающей лопасти 12. Набор пластин зависит от назначения группирования сосисок и гибко выполняется простым изменением числа отражательных пластин или несущих пластин 14, а также длины несущих пластин. Длина несущей пластины предпочтительно соответствует по меньшей мере длине порции сосисок. Поворотная передающая лопасть, выполненная с возможностью изменения, может приводиться в движение сервоприводом или подобным приводом М2, который является шаговым (см. фиг.5).
Как можно увидеть на фиг.2, пластины 14, 15 распределены в направлении транспортировки последовательно и равномерно по периферии вала 13.
Фиг.2 показывает пластины 14, причем пластины 15 не изображены. Это значит, что пластины 14 расположены под углом 120° по отношению друг к другу. При большем числе n порций сосисок пластины 14 должны быть расположены под углом α=360°/n по отношению друг к другу. Такое расположение обеспечивает, например, то, что первая несущая пластина 14а снова окажется в начальном положении после одного полного оборота вала 13.
Как можно видеть из фиг.5, датчики В1-Bn, которые определяют наличие порции сосисок в зоне несущих пластин, расположены в зоне соответствующих несущих пластин 14. Что касается датчиков, то может быть использован датчик любого типа, который пригоден для определения наличия порции сосисок. Это могут быть, например, оптические, механические, емкостные, датчики обработки изображения и ультразвуковые датчики.
В варианте выполнения, показанном на фиг.1 и 5, в котором имеются три несущие пластины 14 (n=3), одиночные сосиски или порции сосисок транспортируются далее в ряд из трех порций сосисок (n=3). Число датчиков В зависит от числа n порций сосисок, которые выталкиваются с ленты 8 друг за другом для пропускания в виде ряда.
Кроме того, устройство содержит накопительное устройство 10, которое в данном случае выполнено в виде барабана и более наглядно показано на фиг.1 и 3. Устройство 10 выполняет функцию приема порций 1 сосисок, которые отделены посредством лопасти 12 и доставлены в заданное место в направлении транспортировки, и передачи их, например, на следующую ленту 16 транспортера, как показано на фиг.5, или передачи их на соответствующие лотки и т.п.
Как можно видеть на фиг.3, барабанное накопительное устройство содержит здесь ряд продольных канавок 11А, В, С, D, которые служат для приема порций 1 сосисок. На фиг.1 продольная канавка 11А видна на передней стороне, в то время как продольная канавка 11С обращена к ленте 8, так что порция 1 сосисок выталкивается в сторону с ленты 8 в канавку 11В лопастью 12, где эта порция может прочно удерживаться канавкой. Барабанное накопительное устройство 10 также выполнено с возможностью вращения вокруг своей продольной оси и может далее транспортировать принятую порцию 1 сосисок с дальнейшим поворотом. Это является преимуществом, состоящим в том, что устройство 10 может быть расположено очень близко над дополнительной лентой транспортера или лотками. Благодаря короткому пути передачи порции сосисок передаются управляемым образом и находятся в состоянии свободного падения на очень коротком расстоянии. Число положений накопительного устройства, т.е. длина продольных канавок и их число в барабанном накопительном устройстве может быть изменено в зависимости от диаметра сосиски и требуемой пропускной способности. Устройство 10 может приводиться в движение сервоприводом или подобным типом привода М3, который является шаговым.
Предлагаемое устройство, как можно видеть на фиг.1, расположено на корпусе 17, в котором имеется контроллер для ускоряющего устройства 8, а также для устройств 12 и 10. Кроме того, в корпусе имеется устройство 19 отображения и блок ввода данных для ввода соответствующих параметров.
Под ускоряющим устройством, т.е. в данном случае под лентой транспортера 8, или под устройством 10 могут быть размещены следующие механизмы для дальнейшей обработки порций сосисок: лента 16 транспортера с группирующим картриджем в качестве буфера или съемной лентой, или без них, лента транспортера с сетками для коптильного или сушильного оборудования, лента транспортера с расположенными в определенном порядке лотками для размещения сосисок. Лента транспортера здесь перемещается одиночными циклами до тех пор, пока не будет получено определенное групповое число (число рядов в группе). При достижении этого требуемого числа порций сосисок в группе, лента транспортера выполняет перемещение группы.
Для дальнейшей непрерывной обработки под барабанным накопительным устройством 10 может быть предусмотрена лента транспортера с проволочной сеткой в качестве входа для линии обжаривания. Кроме того, лента транспортера с проволочной сеткой может также быть предусмотрена в качестве входа для охлаждающей или замораживающей линии. Для этого лента транспортера непрерывно принимает сосиски из устройства 10.
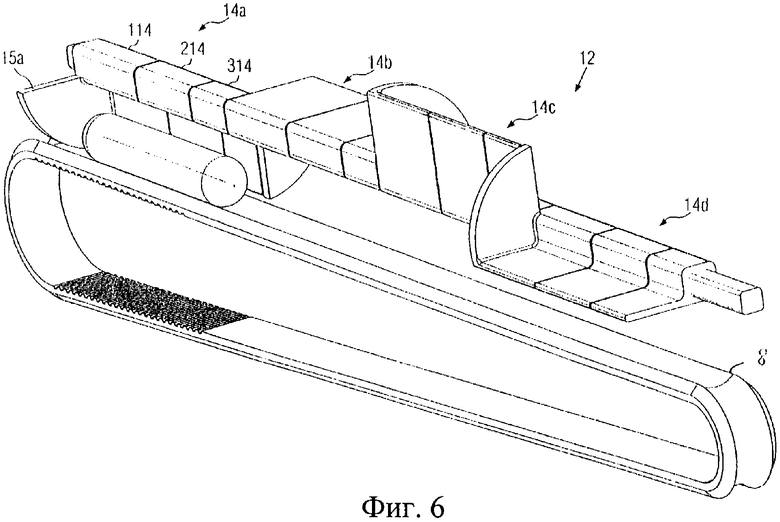
Фиг.6 показывает предпочтительный вариант выполнения поворотной передающей лопасти 12. Здесь лопасть 12 содержит, например, четыре несущие пластины 14а-d, причем число несущих пластин не ограничивается четырьмя. Согласно предпочтительному варианту выполнения отдельные пластины 14 выполнены в виде некоторого числа деталей из некоторого числа сегментов 114, 214, 314 несущих пластин. Сегмент 114, расположенный в задней части в направлении транспортировки, содержит соответствующую отражательную пластину 15а. Другие сегменты 214, 314 не имеют отражательной пластины. Сегмент 114, который содержит пластину 15а, имеет длину, например, 5 см, в то время как сегменты 214, 314, не имеющие отражательной пластины, короче, чем сегмент 114, и имеют длину, например, 4 см. При насаживании отражательной пластины, т.е. сегмента 114 с отражательной пластиной 15а и одного или более сегментов 214, 314 без отражательной пластины на вал 13, длина пластины 14 может быть легко приспособлена к длине порции или требуемому месту размещения порции.
Далее работа устройства согласно изобретению объясняется более подробно со ссылками на фиг.1-5.
Порции сосисок, на фиг.5 - одиночная сосиска 1, поступают из наполняющей машины 2 на ускоряющую ленту 8, и их транспортируют в виде ряда и выравнивают в направлении ускоряющей ленты посредством направляющей 9 ленты транспортера, расположенной сбоку. Поскольку здесь ускоряющая лента 8 перемещается, по меньшей мере иногда, быстрее, чем транспортирующее устройство 7 машины 2, которое создало порцию сосисок, то между отдельными порциями 1 сосисок или в точках раздела порций сосисок возникает промежуток 20. Вдоль поворотной передающей лопасти 12 находятся, как описано выше, датчики В1, В2, В3, положение которых может быть отрегулировано и которые определяют наличие порции сосисок. Положение датчиков В1, В2, В3 устанавливают так, что датчики В1, В2 и В3 расположены в зоне (А, В, С) соответствующих несущих пластин 14.
Когда первая порция 1 сосисок поступает через ускоряющую ленту 8 и достигает отражательной пластины 15А (положение А), она удерживается отражательной пластиной 15А и приводится в точное первое положение. Когда срабатывает первый датчик В1, сначала ускоряющая лента 8 кратковременно замедляется, а затем лопасть 12 поворачивается на одно деление, здесь, например, на 120°, так что порция сосисок может быть вытолкнута с несущей пластины 14А на устройство 10. При повороте вала 13 на одно деление несущая пластина 14В или отражательная пластина 15В затем располагается на месте в положении В для совмещения очередной порции сосисок с отражательной пластиной 15В. Когда срабатывает второй датчик В2, лопасть 12 поворачивается опять на одно деление и выталкивает вторую порцию сосисок с ускоряющей ленты 8, после чего третьи несущая и отражательная пластины 14С, 15С оказываются в положении С. Эта процедура повторяется до тех пор, пока требуемое число порций сосисок, которые должны быть переданы в ряд, не будет вытолкнуто с ленты. Это значит, что когда n-я входящая порция 1 сосисок выталкивается с ленты в точке, расположенной перед (n-1)-м положением в направлении транспортировки ускоряющей ленты 8, первая несущая пластина 14А опять находится в первоначальном положении. Количество датчиков Bn зависит от числа n порций сосисок, которые нужно передать последовательно на барабанное накопительное устройство 10.
Когда вал 13 сделал один полный оборот, а это значит, что n порций сосисок переданы на устройство 10, это устройство 10 поворачивается на одно деление, и расположенные на нем порции сосисок передаются, например, на следующую ленту 16 транспортера. Подразделение устройства 10 зависит от числа продольных канавок 11. При четырех продольных канавках, как показано на фиг.3, устройство 10 поворачивается на 90° (1 деление = 360°/число продольных канавок). Таким образом, устройство 10 может пропустить ряд с п порциями сосисок, здесь с тремя порциями сосисок.
Если датчик С4 в передней зоне ускоряющей ленты 8 обнаруживает, что сосиска является дефектной, то она затем может быть отбракована удаляющим устройством (с пневматическим или моторным приводом). На остальную часть способа не влияет удаление дефектной порции сосисок, потому что вал 13 поворачивается только тогда, когда соответствующий датчик В1-Bn показывает, что порция сосисок находится в зоне соответствующей несущей пластины 14.
Когда, таким образом, ряд сосисок, состоящий из n порций сосисок, передан с устройства 10 на следующее транспортирующее устройство 16, последнее может опять сдвинуться на ширину одной сосиски. Лента 16 транспортера может, однако, также продолжать оставаться неподвижной, и только затем сдвинуться, когда большее число рядов передано с устройства 10.
Лента 16 транспортера может быть оборудована картриджами, которые по своим размерам предназначены для предполагаемого группового числа (количество рядов, каждый с n порциями сосисок). В альтернативном случае, в зависимости от применения, может быть также использована гладкая лента транспортера.
Как было указано, лента транспортера сдвигается далее на ширину одной сосиски после передачи каждого принятого ряда сосисок. Как только требуемый размер группы достигнут, лента 16 транспортера передвигается вперед к началу следующей группы. Для этого лента 16 движется, например, пока бесконтактный выключатель, установленный сбоку, не обнаружит перемычку (в альтернативном случае могут быть использованы ленты цепных транспортеров с приводной звездочкой). При использовании гладких лент транспортера (без картриджей) охвачено определенное расстояние. В конце ленты 16 сосиски или цепочки сосисок передаются на сетку или на лотки. Также возможно удаление вручную групп сосисок с ленты 16, чтобы избавить оператора от необходимости считать порции во время удаления.
Определенная группа содержит заранее заданное число рядов. Также возможно размещение лотков или контейнеров на ленте транспортера. При этом много рядов, каждый с n порциями сосисок, передаются с барабанного накопительного устройства 10 на n лотков или в контейнеры, прежде чем лотки или контейнеры будут убраны. Устройство 10 вращается постоянно до тех пор, пока требуемое количество порций сосисок не будет принято в соответствующие контейнеры. Контейнеры здесь расположены под устройством 10, так что каждая из отдельных n порций сосисок может быть передана на лоток или в контейнер. Если, например, в варианте выполнения, показанном на фиг.1, десять сосисок передаются в каждый из трех контейнеров, то вал 13 должен повернуться всего 10 раз, так чтобы каждая несущая пластина 14а, b, с могла столкнуть порцию сосисок с ускоряющей ленты 8. Барабанное накопительное устройство 10 также должно повернуться на одно деление всего 10 раз, так чтобы получить групповое число 10 для индивидуальных контейнеров.
Функции ускоряющего устройства с лентой 8, передающего устройства 12 и барабанного накопительного устройства координируются контроллером 17.
Изобретение предназначено для использования в пищевой промышленности при производстве сосисок. Разделенные на порции сосиски после наполняющей машины подают в виде ряда в ускоряющее устройство. Здесь обеспечивают образование промежутка между порциями и транспортируют их далее. Имеется передающее устройство. Оно производит в заданных положениях выталкивание отдельных порций сосисок вбок из ускоряющего устройства. Изобретение обеспечивает повышение пропускной способности последующего обрабатывающего оборудования. 2 н. и 18 з.п. ф-лы, 6 ил.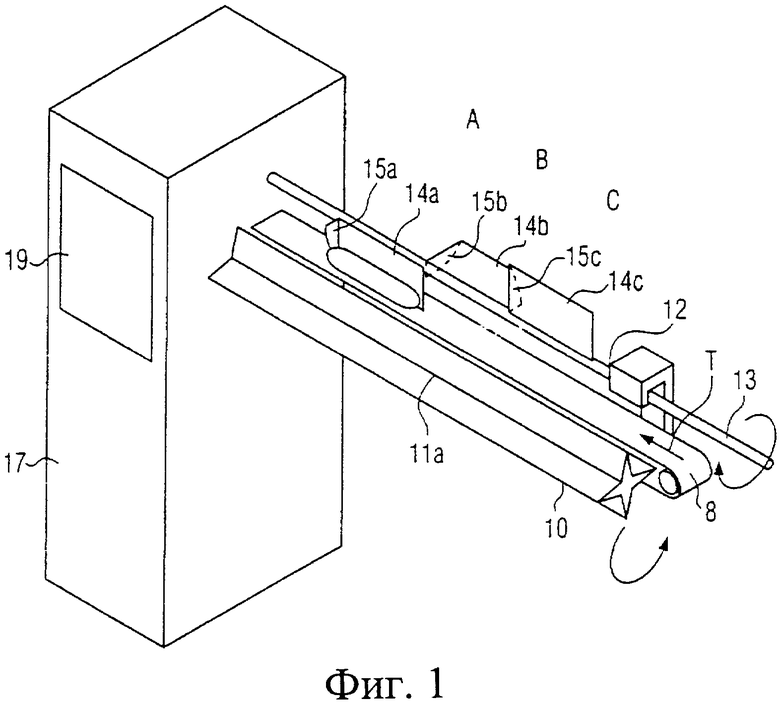
| Способ получения эфиров дихлоруксусной кислоты | 1950 |
|
SU93037A1 |
| Устройство для транспортировки,гРуппиРОВКи и зАгРузКи B ТЕРМОАгРЕгАТСКОАгулиРОВАННыХ КОлбАСНыХ издЕлий | 1979 |
|
SU805972A1 |
| DE 4410391 A1, 28.09.1995 | |||
| US 6645062 В1, 11.11.2003 | |||
| US 4747767 А, 31.05.1988. | |||

