Изобретение относится к обработке металлов давлением, а именно к производству гнутых профилей на профилегибочных станах, и может быть использовано для производства облицовочных панелей.
Известен способ изготовления гофрированных гнутых профилей по авторскому свидетельству №1237274, опубликованному 15.06.86.
Этот способ заключается в одновременной формовке по всей ширине полосы продольных гофров со скругленными вершинами и последующего многопереходного осаживания их до получения трапециевидных гофров.
Данный способ позволяет изготавливать профили типа ребристых плит с продольными гофрами.
Предлагаемым изобретением решается задача увеличения ассортимента выпускаемых профилей за счет получения нового рельефа профиля.
Для получения указанного технического результата в предлагаемом способе изготовления гофрированных профилей с плоскими участками между продольными гофрами путем одновременного профилирования гофров по всей ширине профиля и последующего многопереходного их осаживания на последнем переходе профилю придают окончательную форму, профилируя с периодическим шагом на плоских участках между продольными гофрами поперечные гофры.
При этом поперечные гофры на смежных плоских участках профилируют через ½ шага.
Предлагаемое изобретение иллюстрируются чертежами, представленными на фиг.1, 2.
На фиг.1 показана схема технологических переходов формообразования гофрированного профиля в плане.
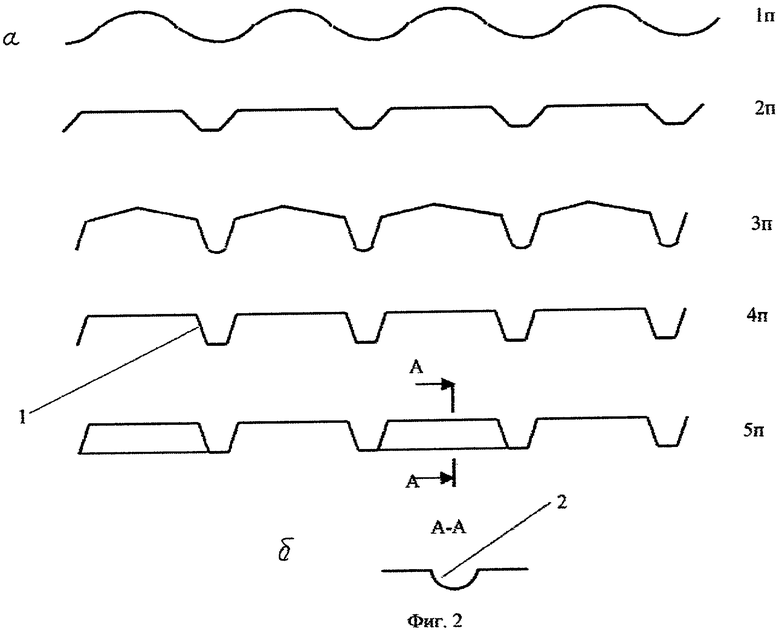
На фиг.2 (а, б) показано формоизменение профиля, схема формоизменения по переходам, сечение А-А поперечного гофра.
Предлагаемый способ изготовления гофрированных профилей осуществляют в следующей последовательности. Сначала на первом переходе 1п производят предварительный набор металла путем одновременного профилирования по всей ширине полосы металла продольных гофров 1 со скругленными вершинами. Затем на переходе 2п осадкой производят профилирование выпуклых вершин профиля в плоские вершины трапециевидного гофра. На переходах 3п, 4п повторяют операции набора металла и осадки, увеличивая величину угла боковой стороны трапециевидного гофра до требуемой. На последнем переходе 5п профилю придают окончательную форму, профилируя по всей ширине готового профиля на плоских участках между продольными гофрами и на боковых полках с периодическим шагом поперечные гофры 2.
На смежных плоских участках поперечные гофры профилируют в шахматном порядке (через ½ шага).
Профили, изготовленные согласно предлагаемому изобретению, характеризуются высоким качеством, изобретение также позволяет получать гофрированные профили с другой комбинацией рельефа, имитирующего кирпичную кладку (сочетание галтельных продольных гофров и галтельных поперечных гофров).
Использование изобретения возможно с применением известных технических средств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ И ПРОФИЛИРУЮЩИЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335367C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ, ПРОФИЛИРУЮЩИЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И РАЗМАТЫВАТЕЛЬ РУЛОНОВ МЕТАЛЛА | 2006 |
|
RU2314173C2 |
| КОНСТРУКЦИЯ КЛЕТИ ДЛЯ НЕПРЕРЫВНОЙ ПРОДОЛЬНОЙ ГИБКИ ЛИСТОВОГО МАТЕРИАЛА | 2003 |
|
RU2259247C2 |
| Способ гибки гофрированных деталей и профилегибочный стан для его осуществления | 1984 |
|
SU1237274A1 |
| Способ производства гофрированных профилей | 1990 |
|
SU1750775A1 |
| ПРОФИЛИРУЮЩИЙ СТАНОК | 1991 |
|
RU2008114C1 |
| Способ изготовления гофрированных гнутых профилей | 1981 |
|
SU963602A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ПОЛОС | 2005 |
|
RU2288800C1 |
| ЛИСТОГИБОЧНЫЙ СТАНОК ДЛЯ ГИБКИ ЗАГОТОВОК ТОЛЩИНОЙ ОТ 0,5 ДО 1 ММ | 2007 |
|
RU2373011C2 |
Изобретение относится к области обработки металлов давлением, в частности к способам изготовления гофрированных профилей, и может быть использовано для производства облицовочных панелей. На полосе металла профилируют продольные гофры одновременно по всей ее ширине с плоскими участками между ними и боковыми полками с последующим их многопереходным осаживанием. А на последнем переходе на плоских участках и боковых полках профилируют с периодическим шагом поперечные гофры с приданием профилю окончательной формы. Увеличивается ассортимент профилей. 1 з.п. ф-лы, 2 ил.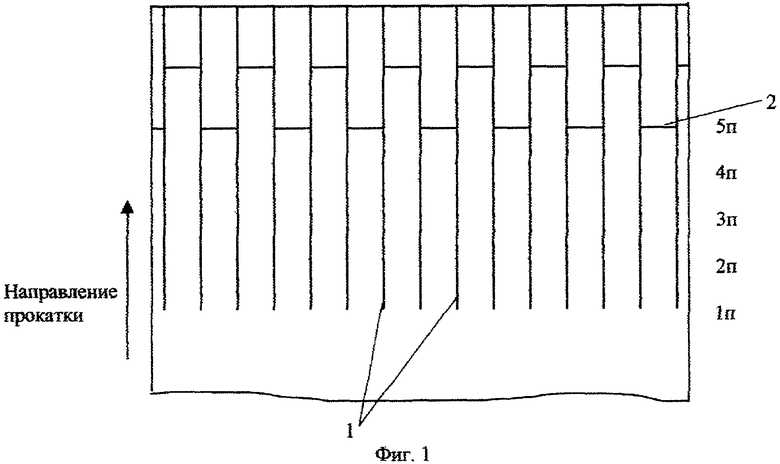
| US 3394573 А, 30.07.1968 | |||
| Способ гибки гофрированных деталей и профилегибочный стан для его осуществления | 1984 |
|
SU1237274A1 |
| Способ изготовления профилей высокой жесткости | 1980 |
|
SU867457A1 |
| Формовочный стан для производства гофрированных полос | 1988 |
|
SU1516174A1 |
| US 4176539 A, 04.12.1979. | |||

