1
Изобретение относится к обработке о металлов давлением и может быть использовано при изготовлении профилей высокой жесткос ти с пересекающимися продольными и поперечными гофрами, например, панелей теплообменников формовкой в валках.
Известен способ изготовления профилей высокой жесткости с пересекеиощимися продольными и поперечными гофрами, по которому сначала, применяя натяжение заготовки, отформовывают продольные гофры вдоль кромок, а затем на центральном участке заготовки вытяжкой формообразовывают поперечные гофры 1.
Недостатком способа является то, что при изготовлении профилей с относительно глубоким поперечными гофрами на участке сопряжения гофров происходит смятие и ра.зрывы металла.
Цель изобретения - повышение качества путем предотвращения смятия и разрывов металла на участке сопряжения продольных и поперечных гофров.
Указанная цель достигается тем, что при изготовлении профилей высокой жесткости с пересекающимися
продольными гофрами путем отформовки продольных гофров вдоль кромок с последующей вытяжкой на центральном участке поперечных гофров, одновременно с формовкой продольных гофров отформовывают участки сопряжения гофров, выполняя их переменными по глубине в направлении поперечного гофра, затем одновреtoменно с формовкой поперечных гофров эти участки доформовывают до требуемой конфигурации.
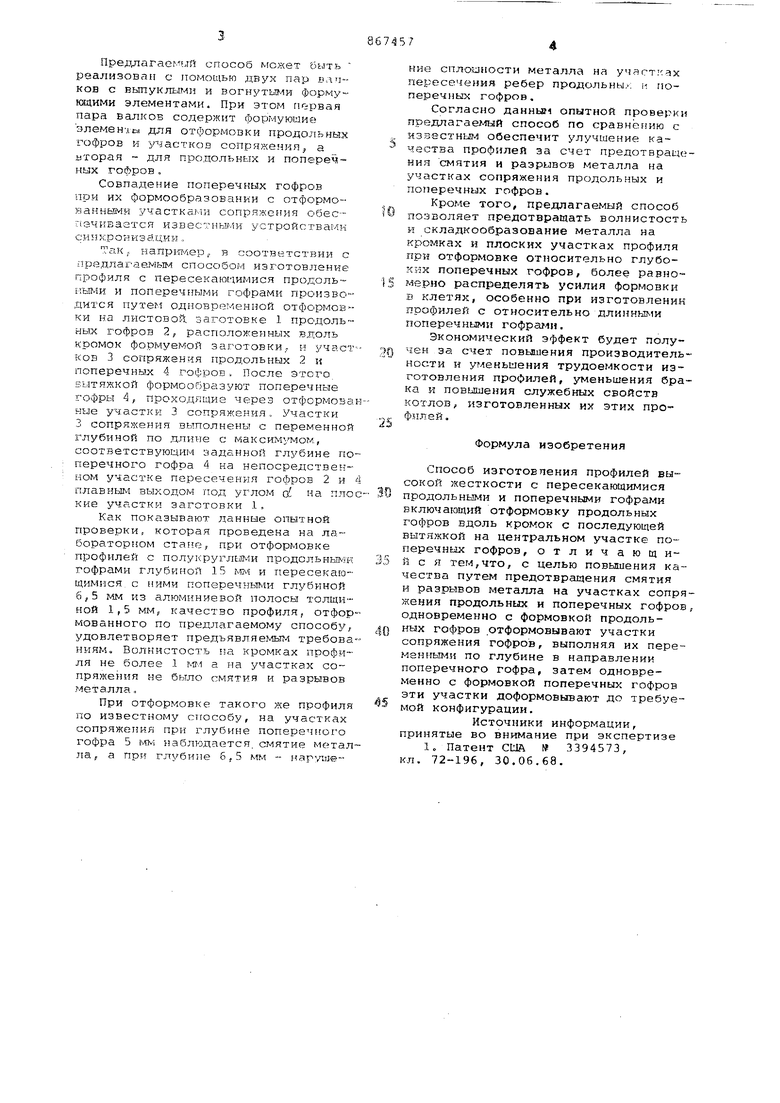
На фиг.1 изображена заготовка с отформованными продольными гофра15ми и участками их сопряжения с поперечными гофрами; fia фиг. 2 - профиль с отформованными продольными и поперечньв-1и пересекающимися гофрами; на фиг.З - разрез В-Б на фиг.2;
20 на фиг. «3 - разрез А-А на фиг.1.
По предлагаемому способу в процессе изготовления профилей выссисой жесткости с пересекающимися продольными и поперечными гофрами из лис25товой заготовки сначала одновременно с продоль 1ьп4и гофрами отформовывают участки сопряжения, а затем вытяжкой формообразуют поперечные гофры, проходящие через отформован30ные участки сопряжения. Предлагаемый способ может бьлть реализован с помощью ддвух пар вапков с вьтуклымн и вогнутыми cfiopMyквдими элементами. При этом пара валков содержит формующие алемении для отформовки продольных гофров и y jacTKoB сопряжеяия, а вторая для продольных и поперечных гофров. Совпадение поперечных гофров при их формообразовании с отформованными участками сопряжения обес™ Г13Ч5-Евагтся известными устройствами синхронизации. Так, напрш-лерр в соответствии о предлагае-мым способом изготовление профиля с пересекаюгдимися продолькыгли и поперечными гофрами производится путем одновременной отформовки на листовой, заготовке 1 продольных гофров 2, расположенных вдоль кромок формуемой заготовки, н участ ков 3 сопряжения продольных 2 и поперечных 4 гофров После этсго Еытяжкой формообраэуют поперечные гофры 4, проходящие через отформова сопряжения, Участки ные участки 3 сопряжения выполнены с переменной глубиной по длине с максимумом, соответствующим заданной глубине по перечного гофра 4 на непосредствевтном участке пересечения гофров 2 и плавным выходом под углом d- на пло кие участки заготовки 1 Как показывают данные опытной проверки, которая проведена на лабораторном стане, при отформовке профилей с полукруглыми продольныли гофрами глубиной 15 ivM и пересекаю щимися с ними поперечными глубиной 6,5 мм из алюминиевой полосы толщи ной 1,5 мм, сачество профиля, отфо мованного по предлагаемому способу удовлетворяет предъявляемым требов ниям. Волнистость а кромках профи ля не более 1 мгл а на участках сопряжения не было смятия и разрывов металла. При отформовке такого же профил по известному стгособу, на участках сопряжения при глубине поперечного гофра 5 f/tM наблюдается, смятие мета ла, а при глубине 6,5 - Hapvajje-кие спло лности металла на участ :ах пересечения ребер продольны.; и гюперечных гофров. Согласно данньл опытной проверки предлагаемый способ по сравнению с H3secTHiJf-i обеспечит улучшение качества профилей за счет предотвращения смятия и разрывов металла на участках сопряжения продольных и поперечных гофров. Кроме того, предлагаемый способ позволяет предотвращать волнистость и складкообразование металла на кромках и плоских участках профиля при отформовке относительно глубок к поперечных гофров, более равномерно распределять усилия формовки в клетях, особенно при изготовлении профилей с относительно длинными поперечньаищ гофра 1И. Экономический эффект будет получен за счет повышения производительности н уменьшения трудоемкости изготовления профилей, уменьшения брака и повышения служебных свойств котлов, изготовленных их этих про филей. Формула изобретения Способ иэготоЕпения профилей высокой жесткости с пересекающимися продольными и поперечными гофрами включающий отформовку продольных гофров вдоль кромок с последующей вытяжкой на центральном участке поперечных гофров, отличающий с я тем,что, с целью повышения качества путем предотвращения смятия и разрывов металла на участках сопряжения продольных и поперечных гофров, одновременно с формовкой продольных гофров отформовывают участки сопряжения гофров, выполняя их переменными по глубине в направлении поперечного гофра, затем одновременно с формовкой поперечных гофров эти участки доформовывают до требуемой конфигурации. Источники информации, принятые во внимание при экспертизе . Патент США W 3394573, кл. 72-196, 30.06.68.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых гофрированных профилей | 1981 |
|
SU944708A1 |
| Способ изготовления гофрированных профилей | 1980 |
|
SU871883A1 |
| Способ изготовления профилей с гофрами | 1980 |
|
SU893309A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА С ПОПЕРЕЧНЫМИ ГОФРАМИ НА СТЕНКЕ | 1992 |
|
RU2006316C1 |
| Способ изготовления гнутых профилей | 1980 |
|
SU940911A1 |
| Стан для изготовления профилей с периодическими гофрами | 1989 |
|
SU1676709A1 |
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| Способ изготовления гнутых коробчатых профилей | 1975 |
|
SU551077A1 |
| Способ изготовления панельных теплообменников | 1982 |
|
SU1046049A1 |
| Способ изготовления гнутых профилей проката | 1989 |
|
SU1632560A1 |

