Изобретение относится к области проката, в частности к непрерывной продольной профильной гибке листового металла.
Известна профилегибочная клеть по авторскому свидетельству SV 984558 А, В 21 D 5/8, 1982 г., выбранная в качестве прототипа, рабочая часть которой состоит из горизонтальных профилирующих валов, собранных попарно непосредственно на линии.
Недостатком известной клети является невозможность ее быстрой замены на линии непрерывной продольной гибки листового металла с целью производства на одной линии нескольких видов профиля.
Задачей предлагаемого изобретения является создание гибкого переналаживаемого комплекса, позволяющего увеличить номенклатуру производимого профиля на линии непрерывной продольной гибки листового металла с одного до минимум четырех видов.
Для достижения этого технического результата клеть для непрерывной продольной гибки листового металла, содержащая горизонтальные профилирующие валы, вращающиеся в буксах, дополнительно содержит направляющие втулки, при помощи которых валы отдельно от линии непрерывной продольной гибки листового металла объединены в блоки с устройством для регулировки зазора между валами винтами-домкратами. Блоки устанавливаются на короткие направляющие колонки, имеющие в нижней части буртик, утопленный в базовую плиту. Буртик препятствует сдвигу направляющей колонки с посадки в осевом направлении при закреплении блока болтами, вворачивающимися в направляющие колонки. Таким образом обеспечивается силовое замыкание букс через центральный регулировочный винт-домкрат на нижнюю опору.
На чертеже приведена профильная проекция предлагаемой клети для непрерывной продольной гибки листового металла.
Клеть состоит из коротких направляющих колонок (1), запрессованных в базовую плиту (2), имеющих в нижней части буртик, утопленный в базовую плиту, который препятствует сдвигу колонки в осевом направлении при закреплении блока на линии. В верхней части колонки имеют внутреннюю резьбу. В отверстия буксы (3) нижнего вала запрессованы направляющие втулки (4), на которые устанавливается букса (5) верхнего вала. В центр нижней части буксы (5) верхнего вала ввертывается регулировочный винт-домкрат (6) с контрагайкой (7) для регулировки зазора между валами за счет упора в нижнюю буксу. Крепление блока производится длинными болтами (8) с шайбами (9) через направляющие втулки (4) в направляющие колонки (1). При этом создается силовое замыкание болтами через центрально расположенный винт-домкрат на нижнюю буксу и нижнюю опору (10).
Клеть работает следующим образом. Блоки, состоящие из горизонтальных профилирующих валов, вращающихся в буксах (3) и (5), собранные отдельно от линии непрерывной продольной гибки листового металла при помощи направляющих втулок (4), устанавливаются на линию на короткие направляющие колонки (1), закрепляются болтами (8) с шайбами (9). Зазор между профилями валов устанавливается во время проведения модернизации и, при необходимости, после первой переналадки. В дальнейшем регулировка не требуется. После закрепления блоков осуществляется профильная гибка листового металла.
Предлагаемое изобретение позволяет:
- увеличить номенклатуру производимого профиля на линии с одного до минимум четырех видов;
- производить переналадку на другой профиль блоками;
- не регулировать зазор между валами после переналадки;
- сократить время на переналадку в четыре раза;
- увеличить точность, жесткость и износоустойчивость технологических баз (направляющих колонок);
- улучшить качество производимого профиля;
- экономить ресурс крана, которым производится переналадка;
- экономить электроэнергию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ И ПРОФИЛИРУЮЩИЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335367C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ, ПРОФИЛИРУЮЩИЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И РАЗМАТЫВАТЕЛЬ РУЛОНОВ МЕТАЛЛА | 2006 |
|
RU2314173C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 2006 |
|
RU2323794C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ И РЕЗКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2024 |
|
RU2841538C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| ПРОФИЛЕГИБОЧНАЯ МАШИНА | 1998 |
|
RU2134173C1 |
| УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2371271C2 |
Изобретение относится к непрерывной продольной профильной гибке листового металла. Клеть для непрерывной продольной гибки листового металла содержит горизонтальные профилирующие валы, вращающиеся в буксах, кроме того, она дополнительно содержит направляющие втулки, при помощи которых валы отдельно от линии непрерывной продольной гибки листового металла объединены в блоки с устройством для регулировки зазора между валами винтами-домкратами, при этом блоки установлены на короткие направляющие колонки, имеющие в нижней части буртик, утопленный в базовую плиту, препятствующий сдвигу направляющей колонки с посадки в осевом направлении при закреплении блока болтами, вворачивающимися в направляющие колонки, обеспечивая силовое замыкание букс через центральный регулировочный винт-домкрат на нижнюю опору. Изобретение обеспечивает возможность создания гибкого переналаживаемого комплекса, позволяющего увеличить номенклатуру и повысить качество производимого профиля, сокращения времени на переналадку и экономии электроэнергии. 1 ил.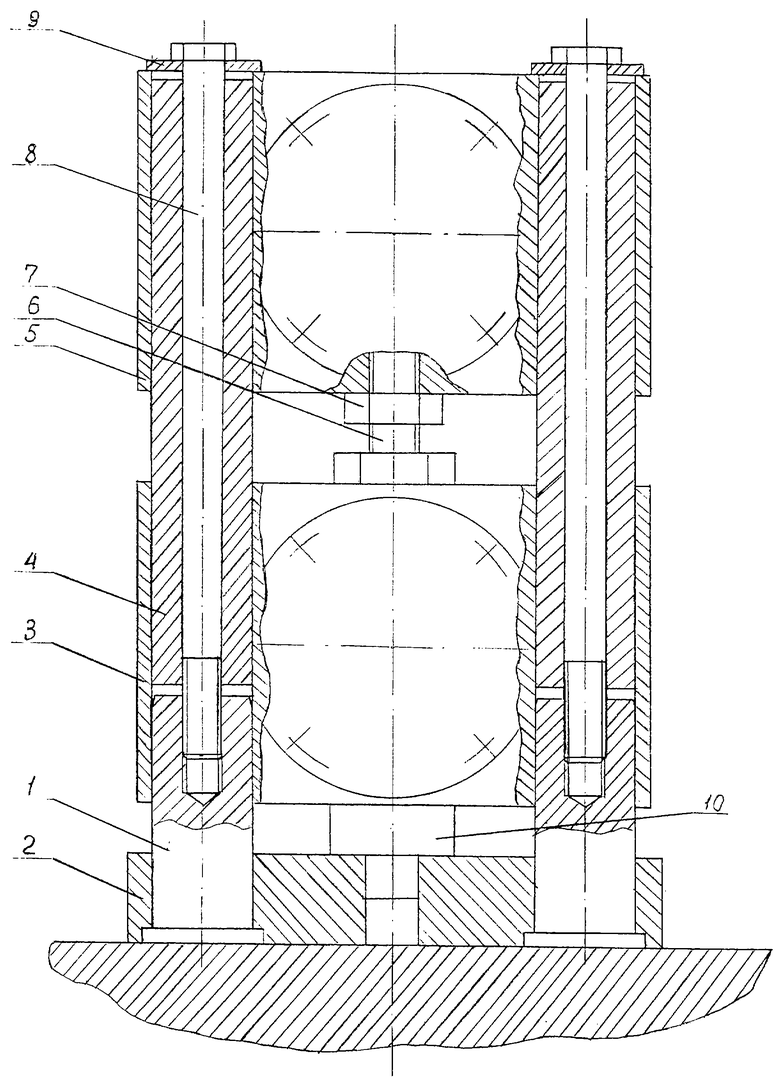
Клеть для непрерывной продольной гибки листового металла, содержащая горизонтальные профилирующие валы, вращающиеся в буксах, отличающаяся тем, что она дополнительно содержит направляющие втулки, при помощи которых валы отдельно от линии непрерывной продольной гибки листового металла объединены в блоки с устройством для регулировки зазора между валами винтами-домкратами, при этом блоки установлены на короткие направляющие колонки, имеющие в нижней части буртик, утопленный в базовую плиту, препятствующий сдвигу направляющей колонки с посадки в осевом направлении при закреплении блока болтами, вворачивающимися в направляющие колонки, обеспечивая силовое замыкание букс через центральный регулировочный винт-домкрат на нижнюю опору.
| Многовалковая профилегибочная клеть | 1980 |
|
SU984558A1 |
| Рабочая клеть профилегибочного стана | 1986 |
|
SU1433538A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| US 4176539 A, 04.12.1979 | |||
| DE 4402011 A, 05.10.1995. | |||

