Область техники, к которой относится изобретение
Настоящее изобретение касается противоокислительного защитного покрытия для деталей из термоструктурных композитных материалов, содержащих углерод или другие материалы, подверженные окислению при повышенной температуре, например нитрид бора.
Уровень техники
Термоструктурные композитные материалы характеризуются своими механическими свойствами, которые делают их пригодными к изготовлению из них конструктивных элементов, и способностью сохранять эти механические свойства при высоких температурах. Они состоят из усиливающих волокнистых элементов, уплотненных матрицей из термостойкого материала, которая, по меньшей мере, частично заполняет поры усиливающих волокнистых элементов. В качестве материалов, из которых изготавливают усиливающие волокнистые элементы и матрицу, обычно используют углерод или керамические материалы. Например, к термоструктурным композитным материалам относятся композитные материалы типа углерод-углерод (С/С) и композитные материалы с керамической матрицей, такие как C/SiC (усиливающие элементы из углеродного волокна и матрица из карбида кремния), C/C-SiC (усиливающие элементы из углеродного волокна и матрица из смеси углерода и карбида кремния) или C/C-SiC-Si (композитный материал типа С/С, силицизированный за счет реакции с кремнием).
Термоструктурные композитные материалы часто содержат углерод в качестве материала волокон, по меньшей мере, одной из составляющих материала матрицы или же материала межфазного слоя, образованного на волокнах для обеспечения надежного соединения с матрицей. Таким образом, во избежание быстрого разрушения деталей, изготовленных из таких композитных материалов, при их использовании в окисляющей атмосфере при температуре свыше 350°С необходима их защита от окисления. Это также справедливо, если в качестве компонента межфазного слоя между волокнами и керамической матрицей используется нитрид бора (BN).
Созданию противоокислительных защитных покрытий для деталей, изготовленных, по меньшей мере, отчасти из углерода или графита, посвящена обширная литература.
В случае деталей из термоструктурных композитных материалов, содержащих углерод, в частности материалов типа С/С, используют известный способ, заключающийся в создании защитного покрытия, по меньшей мере, отчасти состоящего из состава, содержащего бор, и, в частности, из "самозаживляющегося" состава. Под самозаживляющимся составом подразумевают состав, который, переходя при рабочей температуре деталей в вязкое состояние, способен заполнять трещины, которые могут образоваться в защитном покрытии. В противном случае при наличии окисляющей температуры такие трещины обеспечили бы доступ кислорода из окружающей среды к композитному материалу и его проникновение в остаточные поры этого материала. Обычно используемые самозаживляющиеся составы представляют собой борсодержащие стекла, в частности боросиликатные стекла - см., например, патентный документ US 4613522.
Из патентного документа ЕР 0609160 известна также методика создания противоокислительного защитного покрытия из смеси диборида циркония ZrB2, геля кремниевой кислоты SiO2 и карбида кремния SiC. Следует отметить, что в данном документе рекомендуется избегать использования диборида титана TiB2.
Оксид В2О3 является важным компонентом борсодержащих защитных составов. Он имеет относительно низкую температуру плавления (около 450°С) и хорошо смачивает защищаемую углеродистую поверхность. Тем не менее при температурах свыше 1000°С В2О3 начинает испаряться, вследствие чего его защитные качества ухудшаются.
Кроме того, вследствие относительно низкой температуры плавления оксид В2О3 может сдуваться с поверхности деталей газовым потоком, протекающим мимо этих деталей. К тому же, В2O3 впитывает влагу и образует гидроксид бора, который начинает испаряться при сравнительно низких температурах (начиная от 150°С).
Следовательно, существует потребность в защите деталей, используемых во влажных средах при высокой температуре.
Такая потребность, в частности, существует для расширяющейся части сопел водородно-кислородных реактивных двигателей, поскольку водяной пар, образующийся и выбрасываемый через сопло, не только создает влажную окисляющую среду, но и обдувает внутреннюю поверхность расширяющейся части.
Аналогичная потребность в защитном покрытии существует также для тормозных дисков из композитного материала типа С/С, используемых в авиации, при посадке самолета на влажную полосу и при выруливании на взлет или после посадки.
Известен также описанный в патентном документе ЕР 0550305 способ изготовления защитного, стойкого к истиранию и выдуванию покрытия для деталей из композитного материала. Этот способ подразумевает создание на поверхности деталей покрытия, содержащего смесь порошка из не содержащего окисей керамического вещества (например, порошка карбида, нитрида, борида или силицида), порошка термостойкого оксида, способного заживлять трещины путем образования стекла (например, порошкообразной смеси кремнезема и глинозема), и связующего вещества, состоящего из смолы-источника (прекурсора) керамического материала (например, смолы на основе поликарбосилана, полититанокарбосилана или их аналогов, полисилазана, поливинилсилана или кремния), причем эту смолу затем преобразуют в керамическое вещество. Защитный слой образуется из не содержащей окисей керамической фазы и заживляющей фазы, которые образуют две взаимопроникающие структуры, обеспечивая, таким образом, необходимую защиту от истирания и выдувания.
Раскрытие изобретения
Задача, на решение которой направлено настоящее изобретение, заключается в создании защиты от окисления детали из композитного материала, обладающей высокой эффективностью, в частности, во влажной среде.
Для решения поставленной задачи в соответствии с настоящим изобретением предлагается способ, включающий нанесение на деталь состава, содержащего смесь, по меньшей мере, одного борида в форме порошка, по меньшей мере, одного термостойкого стекловидного оксида в форме порошка, обладающего способностью к заживлению трещин путем образования стекла, и связующего вещества, содержащего смолу-источник термостойкого керамического материала; и структуризацию смолы. При этом согласно данному способу основным компонентом порошка борида является диборид титана TiB2, а основным компонентом порошка, по меньшей мере, одного термостойкого оксида является смесь боросиликатов.
Под смесью боросиликатов, или боросиликатной системой, понимается система (В2О3, SiO2), содержащая связанные оксиды бора и кремния.
Помимо диборида титана, порошок борида может содержать, по меньшей мере, один другой металлический борид, например борид алюминия, AlB2 и/или AlB12, и/или борид кремния, SiB4 и/или SiB6.
Как следует из примеров, приведенных в нижеследующем описании, такой состав, несмотря на наличие в нем В2О3, обеспечивает неожиданно эффективное и стойкое противоокислительное покрытие, в том числе во влажной среде.
Связующее вещество может содержать полимер, преобразующийся в керамический материал, выбранный из поликарбосиланов, полититанокарбосиланов, полисилазанов, поливинилсиланов и силиконовых смол. Структурирование этого полимера предпочтительно осуществляют при температуре, меньшей 400°С.
В оптимальном варианте на деталь наносят состав, образующий после структурирования слой толщиной от 200 мкм до 700 мкм.
Также в оптимальном варианте состав наносят на деталь последовательными слоями с промежуточным структурированием.
Керамизацию (трансформацию, преобразование) вещества-источника термостойкого керамического материала осуществляют при высокой температуре. Керамизация может быть осуществлена после нанесения состава и перед вводом детали в эксплуатацию путем термической обработки при температуре, как правило, превышающей 600°С, в нейтральной атмосфере. Керамизация также может быть осуществлена при более высокой температуре в окисляющей атмосфере, предпочтительно при температуре, большей или равной 800°С. В таком случае керамизацию осуществляют с учетом свойств и формы детали, в течение более ограниченного времени, например, методом окисления вспышкой в печи, методом обработки пламенем в воздухе или методом локального нагрева посредством индуктивной связи с индуктором-нагревателем.
По одному из вариантов осуществления керамизация может быть осуществлена непосредственно в начале эксплуатации детали в процессе ее работы при высокой температуре.
Если защищаемая деталь изготовлена из композитного материала типа С/С, состав может быть нанесен на деталь непосредственно или после образования термостойкого нижнего слоя, например, из SiC. Такой нижний слой создает дополнительный противоокислительный защитный барьер, но подвержен растрескиванию. Нижний слой может быть образован реактивным методом, например, с использованием газообразного SiO, методом химического осаждения или инфильтрации пара, или керамизации вещества-источника, или же методом силицирования композитного материала типа С/С кремнием, с образованием нижнего слоя типа SiC-Si.
Согласно еще одной особенности способа по изобретению он включает предварительный этап пропитки детали композицией, содержащей, по меньшей мере, один фосфат, например фосфат алюминия или магния, причем после пропитки производится термическая обработка при температуре, превышающей 600°С.
Для облегчения нанесения состава, в частности регулирования его вязкости, данный состав предпочтительно содержит растворитель смолы-источника керамического материала. Нанесение состава может быть осуществлено методом намазывания кистью или напыления с последующим удалением растворителя сушкой и структурирования смолы.
Для повышения сопротивления защитного покрытия выдуванию состав может содержать дополнительные наполнители в форме коротких волокон или «усов» из термостойкого материала, например керамического материала, в частности карбида кремния или глинозема.
Настоящее изобретение также охватывает деталь из композитного материала, снабженную защитным покрытием, полученным по вышеописанному способу. Данная деталь может быть трущейся деталью из композитного материала типа С/С или расширяющейся частью сопла реактивного двигателя.
Краткое описание чертежей
Другие особенности настоящего изобретения станут ясны из нижеследующего подробного описания, приводимого в качестве неограничивающего примера со ссылками на прилагаемые чертежи, на которых:
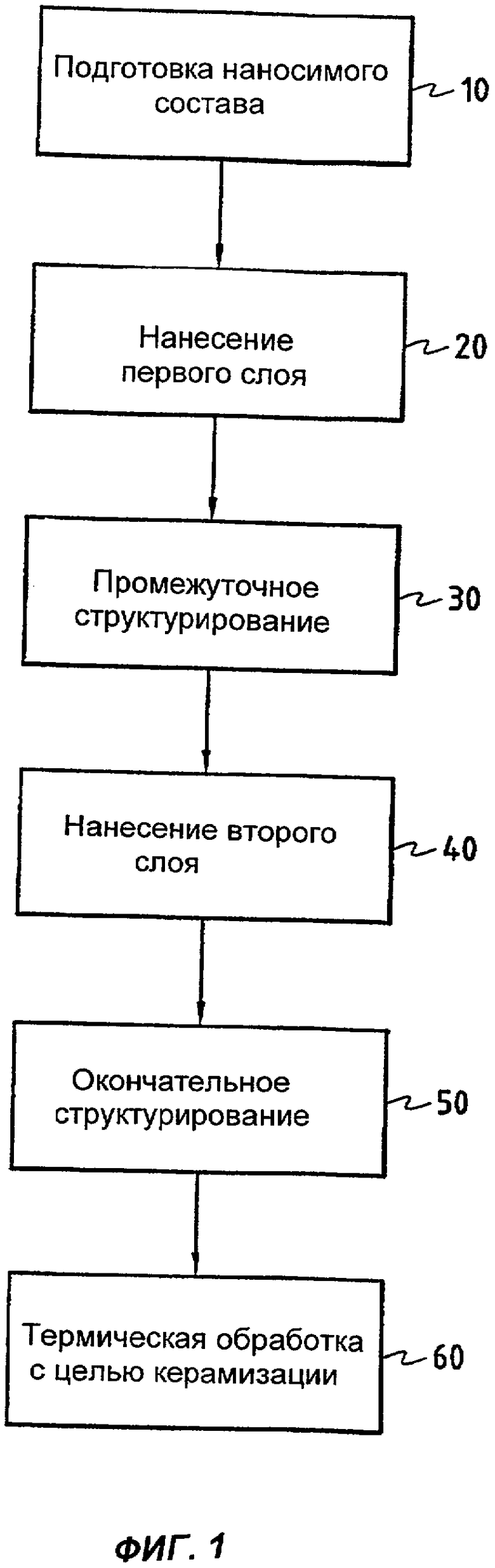
- фиг.1 иллюстрирует последовательные этапы формирования противоокислительного защитного покрытия по одному из вариантов осуществления изобретения;
- фиг.2-4 представляют собой графики, иллюстрирующие устойчивость защитных покрытий, полученных в соответствии с изобретением, в сухой и влажной окисляющей атмосфере при температуре, равной 1000°С и 1200°С.
Осуществление изобретения
Приводимое далее описание изобретения относится к его применению для защиты от окисления деталей из композитного материала типа С/С, в частности расширяющейся части сопел реактивных двигателей и трущихся деталей, например тормозных дисков самолетов.
Однако, как указано выше, настоящее изобретение может применяться к любым композитным материалам, содержащим углерод, или к другим материалам, чувствительным к окислению, в частности к материалам типа CMC, содержащим усиливающие элементы из углеродного волокна или межфазные слои из углерода или нитрида бора (BN) между усиливающими волокнами и керамической матрицей, изготовленной, например, из SiC.
Первый этап 10 процесса (см. фиг.1) состоит в подготовке состава, наносимого на защищаемую поверхность.
Состав содержит:
- порошок металлического диборида, состоящий, по меньшей мере, в основном (более чем на 50% по массе) из тонко измельченного диборида титана TiB2, к которому могут быть добавлены один или несколько других боридов, например борид алюминия, AlB2 и/или AlB12, и/или борид кремния, SiB4 и/или SiB6,
- тонко измельченные (порошкообразные) термостойкие оксиды, способные образовывать силикатное стекло, самозаживляющееся при предусмотренных для данной детали рабочих температурах, причем основными компонентами этих оксидов являются оксид бора и оксид кремния,
- смолу-источник термостойкого керамического материала, действующую в качестве связующего вещества,
- растворитель этой смолы,
- возможно, твердый керамический наполнитель в форме коротких волокон («усов»).
Компонентами силикатного стекла, помимо оксидов бора и кремния, могут быть оксиды, позволяющие варьировать диапазон температур, в котором это стекло обладает свойством вязкости, необходимым для заживления трещин, например оксиды щелочных металлов: Na2O, К2O; оксиды бария ВаО, кальция СаО или магния MgO; оксид алюминия Al2O3; моноксид свинца PbO; оксиды железа и т.д.
Так, может использоваться порошок стекла «PYREX», производимого американской фирмой CORNING, состав которого в массовых процентах приблизительно таков:
Также могут использоваться другие стекла, состоящие в основном из оксидов бора и кремния, например стекла, производимые германской фирмой SCHOTT под марками «8330», «8337В», «8486» и «88656».
Смола-источник термостойкого керамического материала может быть выбрана, например, из следующих веществ: поликарбосиланов (PCS), преобразующихся в карбид кремния SiC; полититанокарбосиланов (PTCS) или других производных продуктов, в которых титан заменен другим металлом (например, цирконием), преобразующихся в SiC и выпускаемых, в частности, японской компанией UBE; или других веществ, преобразующихся в системы Si-C-O или Si-C-N, например полисилазанов, полисилоксанов, поливинилсиланов (PVS) или кремнийсодержащих смол.
В качестве растворителя смолы может быть выбран, например, ксилол, толуол, тетрахлорэтилен, циклогексан, октан и т.д.
Необязательный дополнительный наполнитель в виде коротких волокон («усов») может быть изготовлен, в частности, из карбида кремния SiC (например, волокна, продаваемые японской компанией Nippon Carbon под названием «NICALON») или из глинозема Al2О3 (например, волокна из Al2О3, выпускаемые британской компанией ICI под названием «SAFFIL»).
Описанный состав предпочтительно после гомогенизации методом взбалтывания наносят на поверхность защищаемой детали, причем нанесение состава может осуществляться, например, методом обмазки кистью или напыления пульверизатором. Состав предпочтительно наносят в несколько последовательных слоев, например в два слоя (этапы 20 и 40), между которыми в оптимальном варианте проводят этап 30 сушки для удаления растворителя и структурирования смолы.
Общее количество наносимого состава предпочтительно составляет от 25 мг/см2 до 110 мг/см2, так чтобы после удаления растворителя путем сушки в сушильной печи покрытие, образующееся после структурирования смолы, имело толщину от 200 мкм до 700 мкм.
Структурирование смолы преобразует ее в нерастворимый полимер, обеспечивающий сцепление частиц порошка борида и стекла и «усов», если таковые используются, а также прикрепление покрытия к детали. Промежуточное структурирование перед нанесением следующего слоя предотвращает растворение предыдущего нанесенного слоя растворителем, содержащимся в слое, наносимом следующим, и способствует качественной гомогенизации всего образующегося покрытия.
Этап 50 окончательного структурирования проводят после нанесения и сушки последнего слоя.
Температура структурирования смолы зависит от свойств этой смолы, но предпочтительно не превышает 400°С. В случае использования PCS структурирование может быть осуществлено путем повышения температуры до 350°С в воздухе или в присутствии кислорода.
Затем может быть осуществлена термическая обработка с целью керамизации смолы-источника термостойкого керамического материала (этап 60), для чего температуру поднимают выше 600°С, например приблизительно до 900°С, в нейтральной атмосфере. Однако обработка с целью керамизации может быть осуществлена и в окисляющей атмосфере, если она проводится быстро и при относительно высокой температуре, например равной или большей 800°С, в частности, методом обработки пламенем в воздухе, или методом окисления вспышкой в печи в воздухе, или же методом локального нагревания посредством индуктивной связи с индуктором, если свойства и форма детали это допускают. Обработка пламенем в воздухе может быть осуществлена с использованием паяльной горелки, обеспечивающей возможность локального управления процессом керамизации.
Проведение керамизации до начала эксплуатации детали позволяет добиться герметизации и обеспечивает возможность использования детали при относительно низких температурах.
Тем не менее в некоторых случаях такая термическая обработка не может быть проведена до ввода детали в эксплуатацию, так что керамизация происходит в процессе эксплуатации детали при воздействии на нее достаточно высокой температуры.
После термической обработки получают деталь, снабженную защитным покрытием, содержащим термостойкий керамический материал, образовавшийся в результате керамизации смолы, заживляющую фазу, состоящую из силикатного стекла, основными компонентами которого являются оксиды В2O3 и SiO2, и наполнитель, содержащий, по меньшей мере, в основном частицы TiB2 и, возможно, «усы».
Диборид TiB2 служит источником восстановления В2О3. При испарении В2O3, происходящем при температурах 400-500°С, TiB2, окисляющийся при температурах выше 550°С, компенсирует потери В2O3, образуя B2O3+TiO2. Оксид TiO2 рассредоточивается среди оксидов в составе силикатного стекла и вносит свой вклад в увеличение его вязкости, сохраняя при этом его заживляющие свойства.
Другой борид или другие бориды помимо TiB2, присутствующие в меньших количествах, могут быть, например, боридами алюминия или кремния, позволяющими образовывать В2O3, а также термостойкий оксид или оксиды. При наличии борида алюминия глинозем, образующийся при эксплуатации изделия, также может вступать в реакцию с имеющимся кремнеземом SiO2 и образовывать более термостойкие силикоалюминиевые фазы, например муллит (3Al2O3, 2SiO2). Помимо повышения термостойкости образующегося покрытия, это также может повысить его устойчивость к выдуванию.
Дополнительный наполнитель в виде коротких керамических волокон («усов») позволяет удерживать стекло при его переходе в слишком жидкое вязкое состояние, что повышает устойчивость покрытия к выдуванию (например, в случае расширяющейся части сопел) и центрифугированию (например, в случае тормозных дисков).
Состав требуемого окончательного покрытия определяется составом, наносимым на деталь, причем следует учитывать, что количество растворителя определяется вязкостью, необходимой для нанесения покрытия при помощи кисти или пульверизатора.
По одному из вариантов осуществления перед этапом 20 осуществляют предварительный этап пропитывания защищаемой детали с целью создания внутренней защиты от окисления в порах этой детали. Пропитка осуществляется композицией, содержащей, по меньшей мере, один фосфат, например фосфат алюминия Al(Н2PO4)3. Как описано в патентном документе US 5853821, такая пропитка может быть осуществлена путем обработки всего объема детали раствором, содержащим смачивающее вещество, и последующей сушки. После пропитки и последующей сушки производят термическую обработку в нейтральной атмосфере. После нанесения защитного покрытия по изобретению получают деталь, обладающую одновременно высокой сопротивляемостью окислению при высокой температуре и во влажной атмосфере и высокой сопротивляемостью окислению при более низких температурах, в том числе и в присутствии катализаторов окисления.
Следует отметить, что в зависимости от предполагаемого использования состав может наноситься на всю внешнюю поверхность детали или на ее часть. Например, в случае тормозных дисков состав может быть нанесен только на поверхности, не относящиеся к трущимся поверхностям, а в случае расширяющейся части сопел двигателей состав может быть нанесен только на внутреннюю поверхность расширяющейся части сопла.
Пример 1
Для проверки эффективности защитного покрытия по изобретению образцы, изготовленные из композитного материала типа С/С, были снабжены защитным покрытием в описанных ниже условиях и испытаны при высокой температуре (1000°С или выше) в сухом или влажном воздухе.
Образцы представляли собой блоки из композитного материала типа С/С, содержащего усиливающие углеродные волокна, уплотненные матрицей из пиролитического углерода, полученной методом химической инфильтрации газообразной фазы.
Был изготовлен следующий состав:
После гомогенизации смеси состав был нанесен кистью на всю внешнюю поверхность образцов в два последовательных слоя с промежуточной сушкой и, в некоторых случаях, с промежуточным структурированием PCS.
После окончательного структурирования образцы были подвергнуты термической обработке для керамизации PCS с нагреванием до температуры, равной 900°С, в нейтральной атмосфере. Термическая обработка для керамизации PCS была проведена до испытаний, чтобы обеспечить возможность измерения исходной массы основы после термической обработки и оценки изменения массы после воздействия окисляющей атмосферы. Как указано выше, такая термическая обработка для керамизации перед эксплуатацией деталей, снабженных защитным покрытием, не всегда бывает необходима.
В Таблице 1 для различных образцов перечислены значения массы m состава, нанесенного на единицу площади поверхности, а также относительного изменения массы образцов после воздействия сухого воздуха при температуре, равной 1200°С, в течение 1 часа.
Можно заключить, что, кроме образца А, наблюдается увеличение массы вследствие окисления TiB2.
Это испытание демонстрирует преимущества нанесения двух слоев покрытия с промежуточным структурированием между нанесением слоев, а также влияние суммарной толщины покрытия.
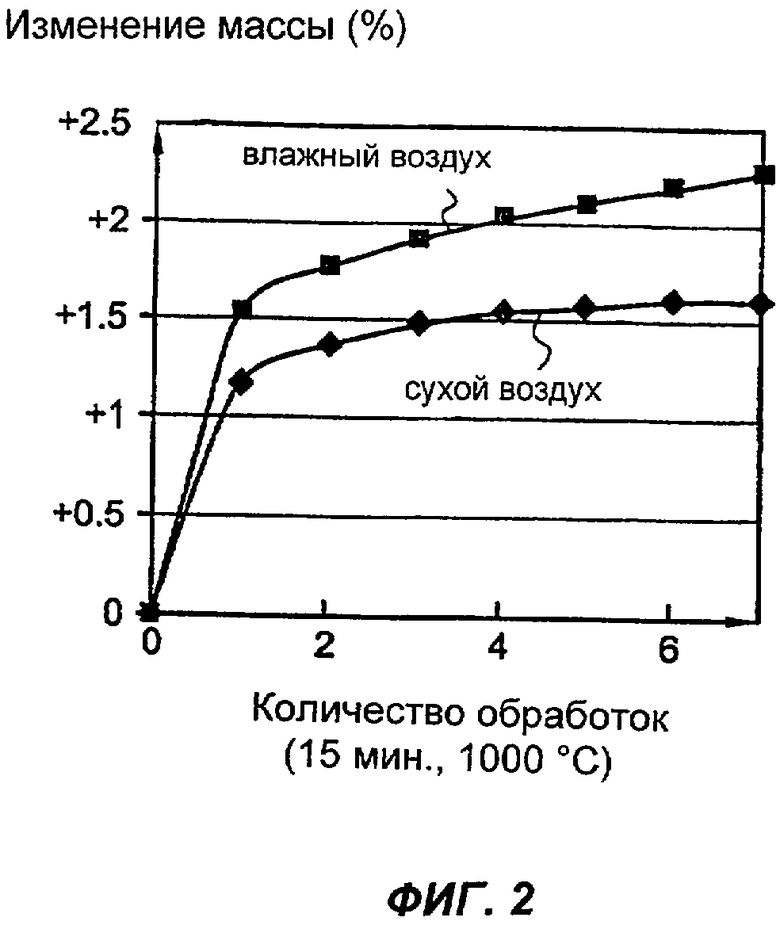
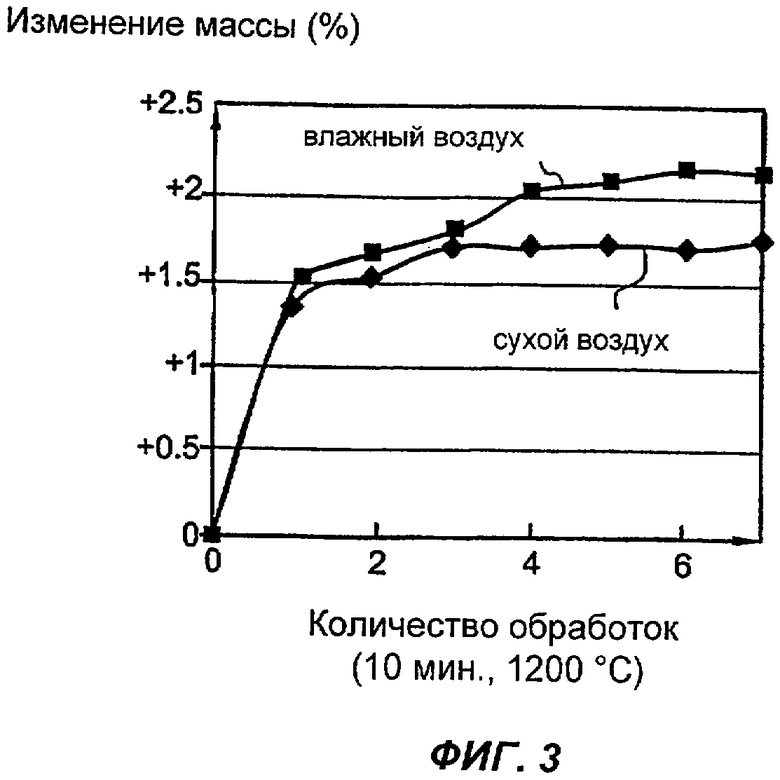
На фиг.2 показано относительное изменение массы, измеренное для образцов с двухслойным покрытием и с промежуточным структурированием PCS после последовательных воздействий сухого воздуха и влажного воздуха (с относительной влажностью 100% при 20°С) при температуре, равной 1000°С, длительностью по 15 мин каждое. На фиг.3 показано относительное изменение массы, измеренное для тех же образцов после последовательных воздействий сухого воздуха при температуре, равной 1200°С, длительностью по 10 мин каждое.
Не наблюдается никаких потерь массы, что указывает на исключительную стойкость покрытия во влажной атмосфере, несмотря на присутствие В2O3.
Пример 2
Образцы из композитного материала типа С/С, идентичные образцам примера 1, были снабжены защитным покрытием путем нанесения одного слоя или двух слоев (в последнем случае, с промежуточной сушкой и структурированием первого слоя) следующего состава:
В качестве силиконовой смолы в данном примере использовалась смола, выпускаемая германской компанией Wacker Chemie под маркой «Н62С».
После окончательного структурирования (термической обработки при 220°С без катализатора) образцы были подвергнуты термической обработке для керамизации силикона путем нагревания до 900°С в нейтральной атмосфере.
В Таблице 2 приведены количества слоев и изменения массы Δm/m относительно исходной массы m после керамизации силикона в результате воздействия температуры, равной 1200°С, в сухом воздухе в течение 20 мин, после последующего воздействия температуры, равной 650°С, в сухом воздухе в течение 5 ч и после последующего воздействия температуры, равной 650°С, в сухом воздухе в течение еще 5 ч.
Этот пример подтверждает эффективность покрытия, в частности, в случае его нанесения в два слоя с промежуточным структурированием.
Пример 3
Образцы из композитного материала типа С/С, идентичные использованным в Примере 1, были снабжены защитным покрытием путем нанесения одного слоя состава, использованного в Примере 2 (образцы I и J), или двух слоев (образцы К и L), причем в последнем случае производились промежуточная сушка и структурирование первого слоя.
После окончательного структурирования образцы были подвергнуты термической обработке для керамизации силикона при 900°С.
На фиг.4 представлены изменения массы относительно исходной массы после структурирования силикона для различных образцов I, J, К, L, подвергнутых воздействию температуры, равной 1000°С, во влажном воздухе (с относительной влажностью 100% при 20°С) в течение последовательных периодов длительностью по 15 мин.
Пример также подтверждает эффективность покрытия, в частности, в случае его нанесения в два слоя с промежуточным структурированием, поскольку никаких потерь массы после 105 мин воздействия не наблюдалось.
Пример 4
Образцы из композитного материала типа С/С были снабжены защитным покрытием путем нанесения двух слоев состава, использованного в примере 1.
Образцы были испытаны в установке, имитирующей условия работы криогенного двигателя (газовая смесь с объемным содержанием 75% Н2О и 25% H2).
В Таблице 3 указаны относительные изменения массы, измеренные для различных циклов, один из которых был повторен.
Абсолютное давление: 6 кПа
Длительность: 640 с
Абсолютное давление: 6,5 кПа
Длительность: 670 с
Абсолютное давление: 21 кПа
Длительность: 670 с
Абсолютное давление: 21 кПа
Длительность: 670 с
Для сравнения цикл I был проведен на образце из композитного материала типа С/С без защитного покрытия. Измеренное значение относительного изменения массы составило 1,4%.
Этот пример демонстрирует эффективность данного защитного покрытия при высокой температуре в условиях повышенной влажности и присутствия водорода H2.
Пример 5
Такие же образцы из композитного материала типа С/С были снабжены защитным покрытием по следующим трем методикам.
Образцы М: по методике Примера 2 с окончательной керамизацией при 900°С.
Образцы N: по методике Примера 1 патентного документа US 5853821, которая заключается в погружении образцов из композитного материала типа С/С в резервуар с ультразвуковым взбалтыванием, содержащим водный раствор (0,5% по весу) смачивающего вещества, выпускаемого под названием «MARLOPHEN 89» германской фирмой Hüls, сушке и нанесении кистью водного раствора (50% по весу) фосфата алюминия Al(Н2PO4)3. После сушки производится термическая обработка в азоте при постепенном повышении температуры до 700°С;
Образцы О: нанесением защитного покрытия по методике, примененной к образцам N в соответствии с документом US 5853821, и последующим нанесением защитного покрытия по методике, примененной к образцам М, т.е. согласно изобретению.
В Таблице 4 приведены значения относительной потери массы для различных испытаний, некоторые из которых были проведены в условиях окисления, катализированного присутствием ацетата калия.
В отсутствие окончательной обработки для керамизации методом «окисления вспышкой», который обеспечивает герметизацию, этот опыт показывает, что защитное покрытие по изобретению оказывается менее эффективно при относительно низкой температуре, в частности, при наличии катализатора окисления по сравнению с его устойчивостью при высоких температурах и во влажной атмосфере. Защитное покрытие, выполненное в соответствии с патентным документом US 5853821, напротив, эффективно при относительно низкой температуре, в том числе и при наличии катализатора окисления. Испытания образцов О указывают на эффект комбинированного действия, возникающий при совместном использовании этих двух типов защиты.
Дополнительные экспериментальные данные по заявке РФ №2004129296
Образцы, аналогичные образцам, описанным в Примере 1, были покрыты различными составами, которые представлены ниже в таблице 5:
Указанные проценты означают массовые проценты от общей массы композиции.
Покрытие осуществляли в две стадии (наносили последовательно два слоя) с промежуточной стадией сушки и стадией отверждения смолы PCS примерно при 350°С в воздушной атмосфере. После второй стадии отверждения образцы подвергали тепловой обработке для керамизации PCS посредством повышения температуры до примерно 900°С в инертной атмосфере.
Группы образцов А, В, С и D, по три образца в каждой, были покрыты композициями I, II, III и IV соответственно. Дополнительная группа Е образцов была оставлена без покрытия. Результаты представлены ниже в таблице 6, где
m0 - начальная масса образца перед покрытием,
m1 - масса образца после первого покрытия, после которого осуществляли сушку и отверждение смолы PCS при 350°С,
m2 - масса образца после второго покрытия, после которого осуществляли сушку и отверждение смолы PCS,
ms - масса покрытия, полученного таким образом,
m' - масса покрытого образца через 10 минут при 1200°С на воздухе,
Δ'm=(m'-m2)/m2 - относительное изменение массы в %,
m'' - масса покрытого образца через следующие 10 минут при 1200°С на воздухе, и
Δ''m=(m''-m2)/m2 - относительное изменение массы в %.
Представленные результаты показывают, что защитный слой является эффективным в широком диапазоне состава композиции.
Наилучшие результаты были получены при относительно высоком содержании TiB2 (композиции II, III и IV). В композициях примеров 1 и 2 в описании изобретения массовые проценты порошка TiB2 составляли 49% и 48,8%, а порошка "Pyrex" - 11,7% и 12,8%.

Изобретение относится к противоокислительным защитным покрытиям для деталей из композитных материалов, содержащих углерод или другие материалы, подверженные окислению при повышенной температуре. Способ защиты детали из композиционного материала включает нанесение состава, содержащего порошок смеси боридов, состоящий в основном из TiB2, порошок стекловидных термостойких оксидов, состоящий в основном из боросиликатного стекла, и связующее вещество, содержащее смолу-источник керамического материала, и структурирование смолы. После структурирования смола преобразуется в керамический материал путем термической обработки или при первом воздействии высоких температур на деталь, снабженную покрытием. Полученное противоокислительное покрытие включает непрерывную фазу термостойкого керамического материала, не содержащего окисей, самозаживляющуюся фазу, образованную боросиликатной системой, и наполнитель, образованный термостойким боридом. Технический результат изобретения - повышение защитных свойств покрытия во влажной среде. 2 н. и 21 з.п. ф-лы, 6 табл., 4 ил.
| US 5622751 А, 22.04.1997 | |||
| Шликер для получения стекловидного покрытия | 1982 |
|
SU1114636A1 |
| Способ получения порошкообразного сложного оксида металлов | 1985 |
|
SU1386611A1 |
| US 5536574 А, 16.07.1996 | |||
| JP 8059377 A, 05.03.1996. | |||

