Изобретение относится к области гальваностегии и может быть использовано в производстве при хромировании широкой номенклатуры деталей: гильз гидроагрегатов, поршневых групп и блоков цилиндров и т.д.
Известно устройство для нанесения электрохимических покрытий на внутреннюю поверхность трубы, содержащее электрод, шайбы и шланги для подвода и отвода электролита, которое снабжено лопастями, расположенными на электроде, упругими диэлектрическими уплотняющими элементами, размещенными на периферийной части наружного диаметра шайб, и подпружиненными роликами для центрирования шайб, расположенными по обе стороны устройства (А.С. СССР №132611; С25D 7/04, 19/00; 1986 г.).
Недостатком данного устройства является отсутствие дополнительного механического воздействия на внутреннюю поверхность полого изделия, что снижает стабильность качества покрытия и производительность процесса обработки.
Изобретение направлено на повышение качества наносимых покрытий и увеличение производительность процесса.
Это достигается тем, что в устройстве для нанесения гальваномеханических покрытий на внутреннюю поверхность деталей цилиндрической формы, содержащее электрод, патрубки для подвода и отвода электролита, электрод выполнен в виде винта, на витках которого установлены инструменты с прижимами, а сами витки расположены к торцу изделия под углом не выше 45°.
На чертеже представлена принципиальная схема устройства. В изделии 1, полость которого заполнена электролитом 2, размещен винтовой электрод 3. На витках электрода установлены инструменты из набора державок 4 и прижимов 5. Боковые стенки 6 при использовании стяжек 7 и фиксаторов 8 закреплены по торцам изделия. Подводящий 9 и отводящий 10 патрубки смонтированы на взаимно противоположных боковых стенках 6.
Устройство работает следующим образом. Инструменты из набора державок 4 с прижимами 5 закреплены на электроде 3, который выполнен в виде винта. Размещенный равноудалено по виткам друг от друга инструмент при вращательном движении электрода 3 обеспечивает деформирование участков внутренней цилиндрической поверхности. На внутренней цилиндрической поверхности изделий в процессе вращения электрода прижимами 5 деформируется часть поверхности изделия 1, которая образована винтовой линией. Благодаря равномерным движениям прижимов 5 вновь созданная траектория винтовой линии, а следовательно, и поверхность деформирования постоянно перекрывают предыдущую. Это вызывает перераспределение тока по поверхности катода и приводит к осаждению одинакового по толщине слоя хромового покрытия. Электролит 2 поступает в полость изделия 1, ограниченного боковыми стенками 6 при использовании стяжек 7 и фиксаторов 8, посредством вращения электрода 3, витки которого выполнены под углом μ к торцу изделия не выше 45°. Выполненный таким образом электрод 3 при вращении способствует интенсивному замещению обедненного электролита 2 концентрированным посредством патрубков 9 и 10, что улучшает стабильность качества покрытия, повышает выход металла по току. В силу интенсивного вытеснения обедненного электролита из полости изделия концентрированным происходит активное удаление с покрываемой поверхности свободного водорода и вынос его потоком раствора за пределы изделия 1. В результате происходит многократное снижение содержания свободного водорода в слое хрома, что значительно повышает стойкость покрытия и позволяет получить беспористую структуру поверхности изделия. Кроме того, прижимам 5 сообщается только вращательное движение, что позволяет обеспечить стабильность пластической деформации покрытия и повышение его качества.
При данном виде хромирования с одновременным механическим воздействием на обрабатываемую деталь сформированная поверхность имеет шероховатость, на 1-3 класса выше исходной, и не требует дальнейшей механической обработки. Также в предлагаемом варианте сохраняется высокая твердость осадков хрома и благодаря винтовому профилю, находящемуся в основе формирования микроструктуры покрытия на внутренней поверхности, обеспечивается прочность сцепления хрома с основным металлом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 2004 |
|
RU2280107C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ПОЛОГО ИЗДЕЛИЯ | 1998 |
|
RU2156837C1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНОМЕХАНИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ | 2012 |
|
RU2503753C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ПОЛОГО ИЗДЕЛИЯ | 2004 |
|
RU2282683C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ ЭЛЕКТРОЛИТИЧЕСКОГО НАТИРАНИЯ | 2020 |
|
RU2739927C1 |
| Способ получения электролитических хромовых покрытий | 1982 |
|
SU1135817A1 |
| Устройство для нанесения гальванических покрытий на внутреннюю поверхность цилиндрических изделий | 1984 |
|
SU1178802A1 |
| СПОСОБ ГАЛЬВАНОМЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323277C2 |
| ИНСТРУМЕНТ И СПОСОБ КАЛИБРОВКИ ОТВЕРСТИЙ МАЛОГО СЕЧЕНИЯ В ФОРСУНКАХ | 2012 |
|
RU2537409C2 |
Изобретение относится к области гальваностегии и может быть использовано в производстве при хромировании. Устройство содержит электрод, патрубки для подвода и отвода электролита, при этом электрод выполнен в виде винта, на витках которого установлены инструменты с прижимами, а сами витки расположены к торцу изделия под углом не больше 45°. Технический результат - повышение качества наносимых покрытий и увеличение производительности процесса. 1 ил.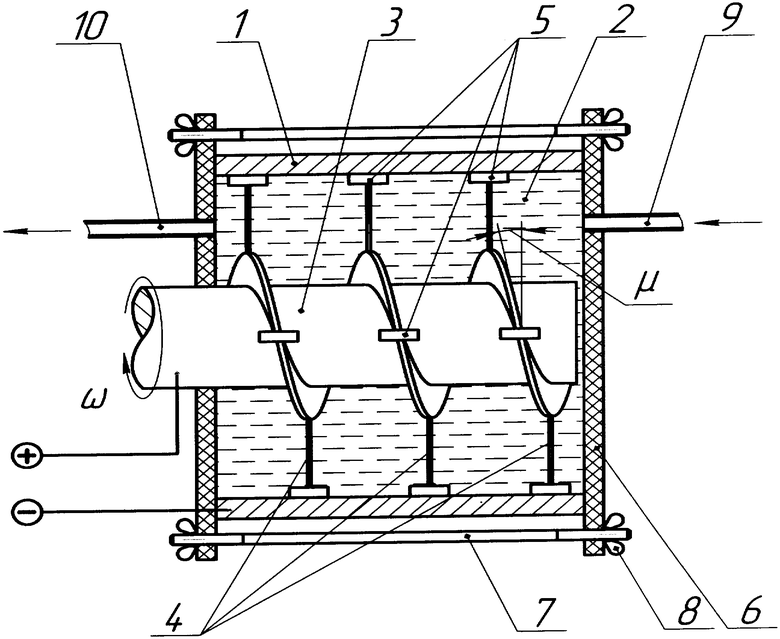
Устройство для нанесения гальваномеханических покрытий на внутреннюю поверхность деталей цилиндрической формы, содержащее электрод, патрубки для подвода и отвода электролита, отличающееся тем, что электрод выполнен в виде винта, на витках которого установлены инструменты с прижимами, а витки расположены к торцу изделия под углом не больше 45°.
| Устройство для электролитического нанесения покрытий | 1985 |
|
SU1293245A1 |
| Устройство для нанесения электрохимических покрытий на внутреннюю поверхность трубы | 1986 |
|
SU1323611A1 |
| УЛЬТРАЗВУКОВАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТРУБ | 1992 |
|
RU2042742C1 |
| US 3183176, 11.05.1965. | |||

