1
Изобретение относится к гальваностегии, в частности, к устройствам для хромирования внутренней поверхности цилиндрических изделий преимущественно, в мелкосерийном.и экспериментальном производствах.
Целью изобретения является повышение качества покрытия путем обеспечения стабильности процесса электролиз а.
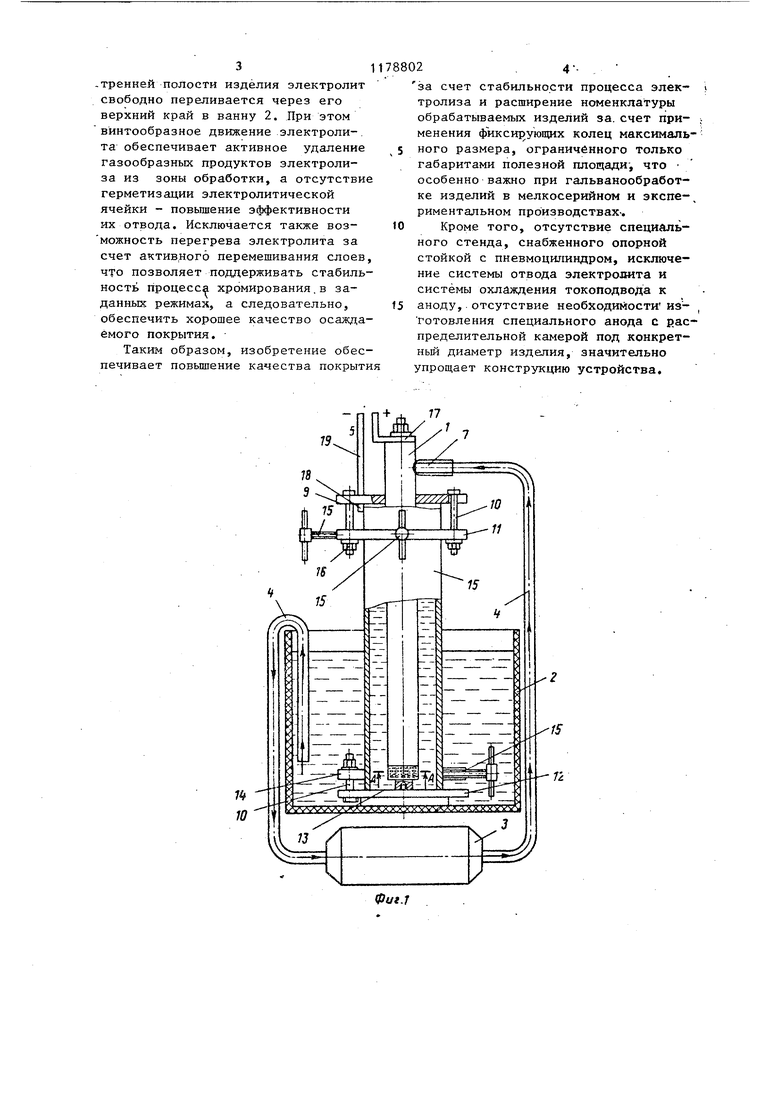
На фиг,-1 показано предлагаемое устройство, общий вид, разрез , на фиг,2 - насадка, разрез А-А-на фиг.1, на фиг.З - узел Т на фиг, 2, на фиг,4 - вид Б на фиг.З,
Устройство состоит из полого свинцового или стального, анода 1, центрирующего приспособления-i, системы подвода электролита из ванны 2, включающей насос 3 с трубопроводами. 4, и системы подвода тока к аноду иизделию 5 (катоду),
Анод снабжен перфорированной насадкой 6,. жестко закрепленной в его нижней части, В верхней части анода имеется патрубок 7, предназначенный для подачи электролита к насадке.
Насадка 6 выполнена из диэлектрического химстойкого термопластичного материала, например пентапласта марки П ТУ 6-05-1422-77, и в ней выполнены отверстия 8 криволинейной формы, сужающиеся кпериферии насадки. Отверстия расположены под углом 8-14° к направлению подъема Ж1-ЩКОСТИ (электролита) , При этогабаритньпЧ размер насадки в ее поперечном сечении не превьшает габаритньй размер поперечного сечения анода.
Такое выполнение насадки обеспечивает электролиту ламинарное течение и винтоо.бразное движение, повышающее стабильность гидродинамического режима и концентрации электролита в прикатодном слое по высоте обрабатываемого изделия независимо
от его диаметра, I
Указанный диапазон угла расположения отверстия в насадке определен экспериментальным путем и является оптимальным для электролита хромирования, подаваемого в зону обработки с постоянной скоростью.
Центрирующее приспособление состоит из планки 9, имеющей центральное отверстие для анода 1 и про.рези
788022
с установленными в них стяжными болтами 10, соединенными с коЛьцом 11, и опорного диска 12, снабженного центральным коническим стержнем 5 13 и соединенного стяжными болтами с кольцом 14, При этом кольца 11 и 14 снабжены регулируемыми зажимными винтами 15, установленными с возможностью контактирования с изделием. 10 Стяжные болты 10 снабжены гайками 16, Для подвода тока к аноду, последний снабжен зажимом 17,
Токоподвод к изделию (катоду) выполнен в виде контактного прижима 15 18, закрепленного па подвесном крюке 19,
Планка 9 и опорный диск 12 выполнены из диэлектрического материала, например текстолита марки ПТК 5-78. 0 Сборка и работа устройства осуществляются следующим образом.
Изделие 5, например гильза гидро-° цилиндра, устанавливается на опорный диск 12, после чего на изделие надеваются кольца 11 и 14, которые фиксируются к наружной поверхности изделия винтами 15, Затем опорный диск с.оединяется с кольцом 14 с помощью стяжных болтов 10, фиксация болтов и 0 их натяжение обеспечивается гайками 16.
Анод 1 с жестко прикрепленной к нему насадкой b устанавливается внутри изделия на стержень 13, при этом конусные поверхности посадочного места насадки и стержня сопрягаются между собой.
Верхняя часть анода пропускается через центральное отверстие планки 9, после чего последняя.соединяд ется с кольцом 11 с помощью стяжных болтов 10 с гайками, чем достигается надежная и точная.центрация анода относительно оси обрабатываемого изделия,
с К зажиму 17 и прижиму 18 прикрепляются токоподводы. Устройство совместно с изделием загружается в гальваническую ванну 2, При этом уровень электролита в ванне д не зависит от высоты изделия.
После включения системы электропитания и подачи электролита, последний насосом 3 по трубопроводу 4 через патрубок 7 подается с посто5 ИННОЙ с.корость о во внутрь анода 1 к насадке 6 и через отверстие 8 поступает к внутренней поверхности изделия 5, По мере заполнения вну3
-тренкей полости изделия электролит свободно переливается через его верхний край в ванну 2. При этом винтообразное движение электроли-. та обеспечивает активное удаление газообразных продуктов электролиза из зоны обработки, а отсутствие герметизации электролитической ячейки - повышение эффективности их отвода. Исключается также возможность перегрева электролита за счет активного перемешивания слоев что позволяет поддерживать стабильность процесса хромирования,в заданных режимах, а следовательно, обеспечить хорошее качество осаждаемого покрытия.
Таким образом, изобретение обеспечивает повышение качества покрыти
8802. 4-за счет стабильности процесса электролиза и расширение номенклатуры обрабатываемых изделий за. счет при- ; менения фикси1)ующих колец максимального размера, ограниченного только габаритами полезной площади , что особенно важно при гальванообработке изделий в мелкосерийном и экспериментальном производствах-.
Кроме того, отсутствие специального стенда, снабженного опорной стойкой с пневмоцилиндром, исключение системы отвода электролита и системы охлаждения токоподвода к
5 аноду, отсутствие необходимости изТотовления специального анода с распределительной камерой под конкретньй диаметр изделия, значительно упрощает конструкцию устройства.
/
Фи.2
фив. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| КОМБИНИРОВАННАЯ ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2023 |
|
RU2811319C1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275446C2 |
| Установка для нанесения гальванических покрытий на внутренние поверхности цилиндрических изделий | 1980 |
|
SU899732A1 |
| Установка для нанесения гальванических покрытий электронатиранием | 1983 |
|
SU1142530A1 |
| Устройство для гальванической обработки деталей | 1989 |
|
SU1730213A1 |
| Установка для электролитического нанесения покрытий на длинномерные цилиндрические изделия | 2024 |
|
RU2840882C1 |

1. УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ. ПОВЕРХНОСТЬ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, содержащее полый анод, центрирую1цее приспособление, токоподвод и систему подвода электролита, о тличающе е с я тем, чтх, с целью повышения качест ва покрытия путем обеспечения стабильности процесса электролиза, устройство снабжено перфорированной насадков, закрепленной в нижней части анода, причем перфорация расположена под углом к направлению подъема жидкости и имеет криволинейную форму, сужающуюся к наружной стенке, а наружный диаметр насадкн равен нарзжному диаметру йнода. i 2. Устройство по п.1, отличаю щ е е с- я тем, что насадка (Л С выполнена из диэлектрического материала.
| УСТРОЙСТВО для НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ПОЛЫХ ДЕТАЛЕЙ | 0 |
|
SU318637A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Установка для нанесения гальванических покрытий на внутренние поверхности цилиндрических изделий | 1980 |
|
SU899732A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
