Изобретение относится к области гальванотехники и может быть использовано в процессе восстановления внутренних цилиндрических поверхностей деталей, для снятия напряженных слоев металла, придания правильной геометрической формы с последующим нанесением покрытий методом электролитического натирания.
Из публикации (патент RU №2503753, МПК C25D 19/06, опубликованного: 10.01.2014 бюл. №1) известно устройство для гальваномеханического осаждения покрытий, содержащее вал, анод, активирующие ролики, изготовленные из абразива, держатели, средство для прижима активирующих роликов. В устройстве, снизу и сверху, имеются фланцы с каналами для подвода и отвода электролита, на крестовине установлены валы, находящие в подшипнике, которые ограничены в осевом движении, активирующие ролики и шкивы жестко закреплены и скомпонованы на валах, приспособлением для прижимания роликов являются пружины.
Недостатком данного устройства является то, что размеры обрабатываемых деталей будут иметь весьма ограниченный диапазон, циркуляция электролита по фланцам происходит медленно, так как при работе устройства по вертикали на нижнем канале будут образовываться и скапливаться различные осадки выпадающие при электролизе; замечен слабый контакт взаимодействия активирующих роликов и шкива с деталью, так как при прижимании анода к детали видно, что анод прижат только одним концом, что ведет к растяжению клиноременной передачи, это чревато получением неровных поверхностей и длительному электролизу, так же замечена весьма сложная конструкция, состоящая из множества сложных в изготовлении деталей.
В качестве прототипа выбрано устройство для электролитического нанесения покрытий методом натирания на внутренние цилиндрические поверхности, содержащее корпус, резьбовой вал, упорный подшипник, фиксирующую гайку, регулирующий ползун, плотно прилегающие аноды с тампонами, отличающееся тем, что оно содержит ножницы, выполненные в виде ведущего и ведомого полотен, шарнирно закрепленных в его центральной части и сходящихся в близкорасположенных параллельных плоскостях с установленным в шарнирном механизме датчиком давления, причем внешние концы ведущих полотен и внешние концы ведомых полотен закреплены в полозьях корпуса и выполнены с возможностью свободного хода в вертикальном направлении, причем внутренние концы ведомых полотен закреплены на корпусе упорного подшипника, а внутренние концы ведущих полотен шарнирно закреплены на регулирующем ползуне, (патент RU №2715584, МПК C25D 5/06, опубликовано: 02.03.2020 бюл. №7).
Недостатком применения данного устройства является то, что, при восстановлении изношенных деталей, возникает необходимость выполнения дополнительных трудоемких операций по предварительной подготовке поверхностей к нанесению покрытий с применением отдельного оборудования и инструментов. Так же недостатком является низкая надежность механизма «Ножницы» для передачи крутящего момента от резьбового вала к анодам и сложность точного регулирования расстояния от анода к детали.
Предлагается изобретение, которое ориентировано на устранение вышеотмеченных недостатков, за счет комбинированного инструмента для электроэрозионной обработки и нанесения покрытий методом электролитического натирания для снятия напряженных слоев металла, придания правильной геометрической формы и удаления неровностей с последующим восстановлением изношенной поверхности деталей.
Технической проблемой является создание комбинированного инструмента для электроэрозионной обработки и нанесения покрытий методом электролитического натирания на внутренние цилиндрические поверхности, для повышения производительности и качества восстановленных поверхностей.
Техническим результатом является: повышение производительности формирования качественных покрытий за счет бинарной системы обработки с ходовыми винтами, которые позволяют осуществлять микроподачу электрода и анода к обрабатываемой поверхности. Так же достигается поддержание стабильных условий для электроэрозионной обработки и гальванического осаждения, получение восстановленных поверхностей правильной геометрической формы, повышение надежности устройства, равномерное распределение и стабильная подача электролита по всей поверхности контакта анода с деталью.
Комбинированный инструмент для электроэрозионной обработки и нанесения покрытий методом электролитического натирания содержит базисную трубу, в которой установлен приводной вал, гайку-фиксатор и анод электролитического натирания, при этом он содержит систему для снятия металла под действием электрической эрозии и систему для нанесения покрытий, основанную на электролизе, оснащенные перпендикулярно установленными на приводном валу верхними и нижними ходовыми винтами с зубчатыми венцами, которые в зависимости от положения приводного вала относительно вертикальной оси поочередно находятся в зацеплении с верхними или нижними зубчатыми венцами приводного вала с получением вращательного движения, при этом на резьбовые части ходовых винтов через резьбовые отверстия установлены корпусы электродов для электроэрозионной обработки и корпусы анодов с патрубками для подачи электролита и с возможностью перемещения относительно ходовых винтов, позволяющих осуществлять микроподачу электродов и анодов.
Заявляемое устройство поясняется на чертежах.
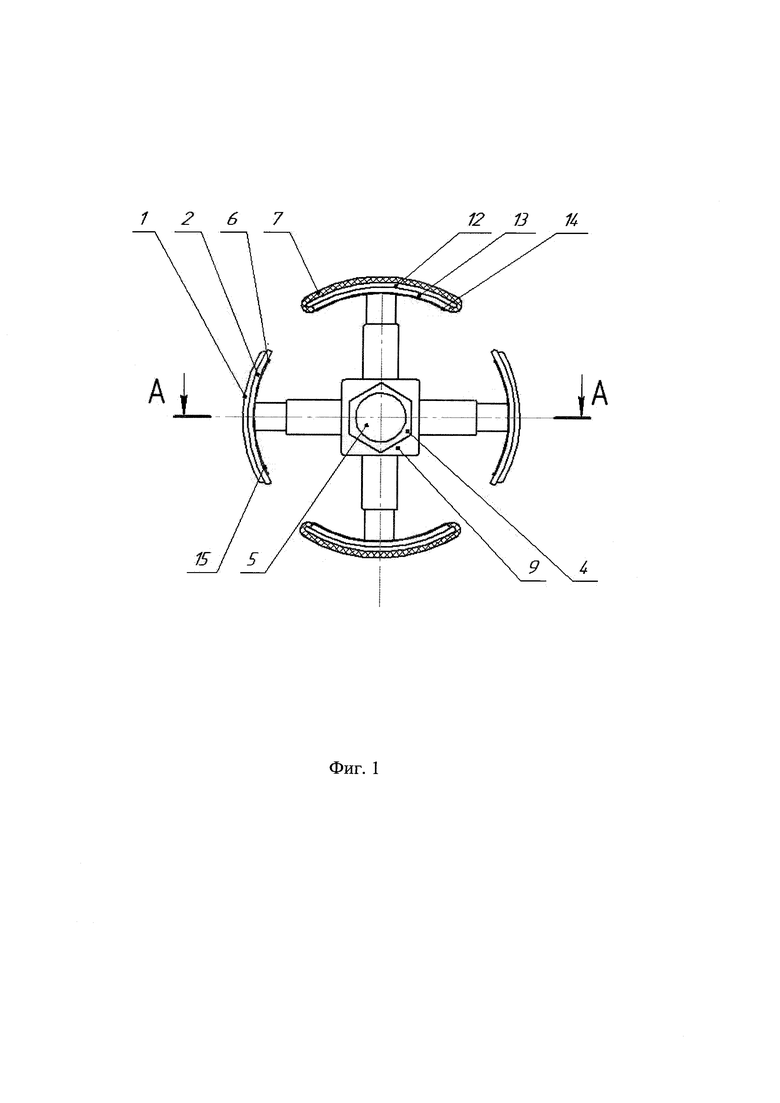
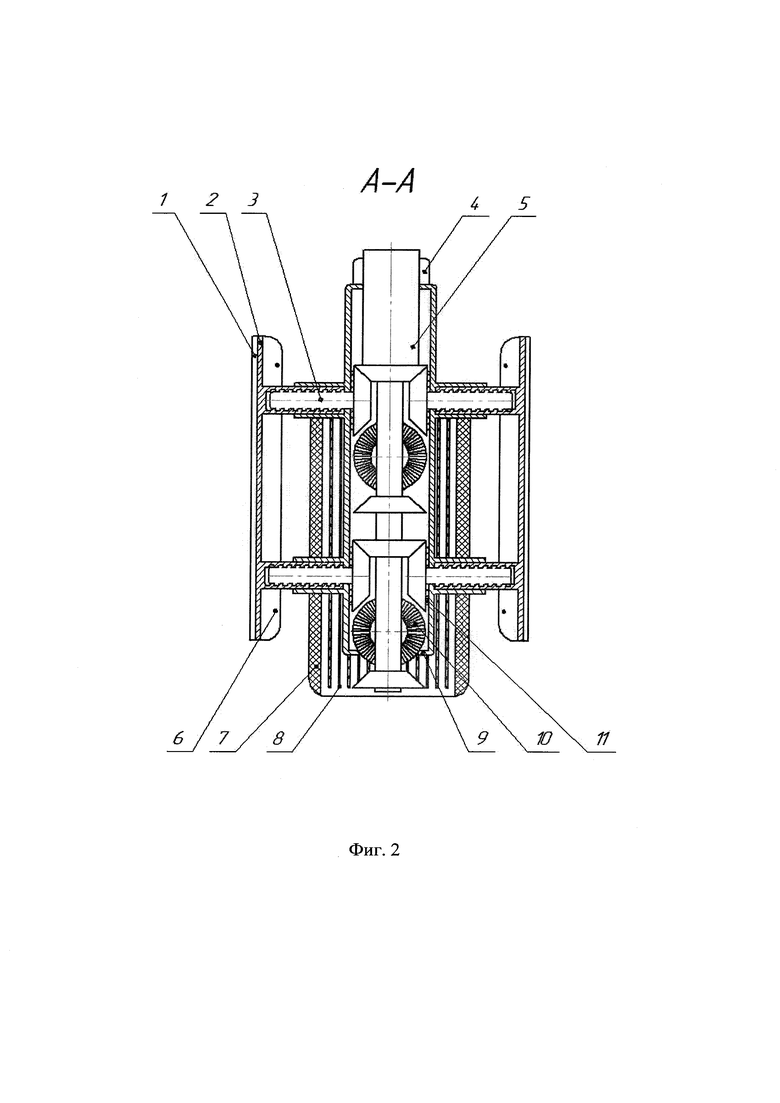
На фиг. 1 изображен общий вид сверху; на фиг. 2 - вид спереди сечения А-А на фиг. 1.
Устройство состоит из следующих элементов:
1 - электрод, 2 - корпус электрода, 3 - ходовой винт электрода с зубчатым венцом, 4 - гайка фиксатор, 5 - приводной вал, 6 - болтовое соединение электрода, 7 - войлочный тампон, 8 - отверстия для подачи электролита, 9 - базисная труба комбинированного инструмента, 10 - ходовой винт анода с зубчатым венцом, 11 - подшипник скольжения, 12 - анод электролитического натирания, 13 - корпус анода, 14 - патрубки анода, 15 - патрубки катода.
На базисной трубе комбинированного инструмента 9, в верхней и нижней части, в двух взаимно противоположных сторонах, установлены по два ходовых винта электрода с зубчатым венцом 3 и подшипником скольжения 11, через трапециевидное резьбовое соединение установлен корпус электрода 2 для выполнения электроэрозионной обработки. Так же на базисной трубе комбинированного инструмента 9, в верхней и нижней части, перпендикулярно к корпусу электрода 2, в двух противоположных сторонах, установлены по два ходовых винта анода с зубчатым венцом 10 и подшипником скольжения 11, через трапециевидное резьбовое соединение установлен корпус анода 13 для нанесения покрытий методом электролитического натирания. Предлагаемое расположение ходовых винтов обеспечивает: равномерный, хорошо регулируемый контакт электрода 1 и анода электролитического натирания 12, с внутренней стенкой восстанавливаемой детали. Наличие ходового винта электрода с зубчатым венцом 3 и ходового винта анода с зубчатым венцом 10 открывает возможность осуществления микроподачи электрода 1 для электроэрозионной обработки и анода 12 для нанесения покрытий методом электролитического натирания. В системе электроэрозионной обработки, электрод 1 может быть изготовлен из красной меди, чугуна, закаленного чугуна, стали или алюминия, и плотно закреплен с помощью болтового соединения 6 к корпусу электрода 2. В системе для нанесения покрытий методом электролитического натирания войлочный тампон 7 плотно крепится к аноду электролитического натирания 12, аноды электролитического натирания 12 плотно закреплены к корпусу анода 13. Через патрубки анода 14 и патрубки электрода 15 подается рабочая жидкость. В системе для нанесения покрытий методом электролитического натирания патрубки анода 14 проходят по всей площади поверхности анода электролитического натирания 12, которые распределяют рабочую жидкость в множество отверстий для подачи электролита 8. Так же в базисной трубе комбинированного инструмента 9 располагается приводной вал 5, который при вращении передает крутящий момент через зубчатое зацепление ходовому винту электрода с зубчатым венцом 3 и ходовому винту анода с зубчатым венцом 10. Гайка фиксатор 4 выполняет функцию стабилизации положения комбинированного инструмента.
Наиболее высокопроизводительный и продуктивный процесс достигается за счет того, что в комбинированном инструменте предусмотрена система электроэрозионной обработки для выравнивания и снятия неровностей с поверхности восстанавливаемой детали и система для нанесения покрытий методом электролитического натирания с ходовыми винтами, для регулирования режимов обработки, и с анодами, имеющими большое количество отверстий, через которые проходит электролит, с помощью этого достигается глубокое и максимальное распределение электролита по всей площади восстанавливаемой поверхности, что приведет к высокопроизводительному процессу электролиза, формированию износостойких покрытий.
Устройство работает следующим образом. При вращении приводного вала 5, который располагается внутри базисной трубы комбинированного инструмента 9, против часовой стрелки (в положении «нажать до упора»), крутящий момент, через верхние зубчатые венцы приводного вала 5, передается ходовому винту электрода с зубчатым венцом 3. Ходовой винт электрода с зубчатым венцом 3 с правой трапециевидной резьбой начинает вращение против часовой стрелки, при этом корпуса электродов 2, с закрепленными электродами 1, начинают движение от базисной трубы комбинированного инструмента 9 к внутренней цилиндрической поверхности восстанавливаемой детали до прижатия, усилие которого регулируется электронным блоком управления (не показано). Соответственно анод электролитического натирания 12 остается в своем первоначальном исходном положении и не прижимается к детали. После касания корпуса электрода 2 с закрепленным электродом 1, для электроэрозионной обработки, с внутренней поверхностью детали, происходит стабилизация положения гайки фиксатора 4 с базисной трубой комбинированного инструмента 9. Для начала процесса электроэрозионной обработки, деталь подключают к положительному полюсу, а электрод 1 к отрицательному полюсу источника постоянного тока или к выпрямленному однофазному переменному току после двухполупериодного выпрямления, то есть пульсирующему току. Далее комбинированный инструмент начинает вращаться с помощью электропривода вращения или токарного станка (не показано), через патрубки 15 поступает рабочая жидкость для электроэрозионной обработки и происходит процесс снятия и удаления напряженных, неровных слоев металла для того, чтобы получить чистую, гладкую, блестящую поверхность восстанавливаемой детали, правильной геометрической формы. После завершения электроэрозионной обработки, деталь готова к нанесению покрытий методом электролитического натирания, то есть ко второму этапу. Ослабляется гайка фиксатор 4 от базисной трубы комбинированного инструмента 9, далее приводной вал 5 (в положении «нажать до упора») приводится в движение в обратную сторону (по часовой стрелке) крутящий момент через зубчатое зацепление передается на ходовой винт электрода с зубчатым венцом 3 и происходит процесс возврата корпуса электрода 2 в первоначальное исходное положение. Далее при положении приводного вала 5 «поднять до упора», происходит зацепление нижних зубчатых венцов приводного вала 5 с ходовыми винтами с зубчатыми венцами 10, при вращении по часовой стрелке приводного вала 5 корпус анода 13 начнет двигаться к детали и прижимается войлочным тампоном 7 к детали с усилием, контролируемым электронным блоком управления (не показано). Фиксатором гайки 4 стабилизируется положение. Придается вращательное движение инструменту, как при электроэрозионной обработке. Начнется второй этап - нанесение покрытий методом электролитического натирания. Корпус электрода 2 системы для электроэрозионной обработки, при этом остается нерабочем положении. В данном случае анод 12 будет подключен к положительному полюсу постоянного тока, а восстанавливаемая деталь к отрицательному полюсу. Через патрубки анода 14 поступает электролит к отверстиям 8.
Следовательно, создание комбинированного инструмента для электроэрозионной обработки и нанесения покрытий методом электролитического натирания на внутренние цилиндрические поверхности, предусматривает выравнивание и снятие контактирующих выступов на поверхности восстанавливаемой детали, предотвращение образования выступов, придание правильной геометрической формы, поддержание максимально эффективных и рентабельных условий электролиза по всей пощади контакта анода с поверхностью восстанавливаемой детали, что приведет к повышению эффективности технологического процесса восстановления, поспособствует получению равномерных, качественных покрытий, повышению надежности и продуктивности работы.
Список использованной литературы
1. Захаров Ю.А., Спицын И.А. Устройство для гальваномеханического осаждения покрытий // Патент России №503753. 2014. Бюл. №1.
2. Садыков М.Р., Валиев А.Р., Адигамов Н.Р., Гималтдинов И.Х. Устройство для электролитического нанесения покрытий методом натирания на внутренние цилиндрические поверхности // Патент России №2715584. 2020. Бюл. №7.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ КОМБИНИРОВАННЫХ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2009 |
|
RU2430199C2 |
| КОМБИНИРОВАННАЯ ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2023 |
|
RU2811319C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ЦИЛИНДРИЧЕСКИЕ ДЕТАЛИ | 2024 |
|
RU2835977C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 1995 |
|
RU2078856C1 |
| Устройство для локальной электролитической обработки деталей | 1984 |
|
SU1154380A1 |
| Устройство для вневанного электролитического осаждения металлов с использованием роликовых анодов | 2021 |
|
RU2769383C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ИНСТРУМЕНТ СО СЛОЖНОПРОФИЛЬНЫМИ РАБОЧИМИ УЧАСТКАМИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2557406C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Установка для восстановления и упрочнения валов | 1989 |
|
SU1673647A1 |
| Способ электрохимического нанесения покрытий на поверхности сложнопрофильных изделий | 1987 |
|
SU1638216A1 |
Изобретение относится к области гальванотехники и может быть использовано для восстановления внутренних цилиндрических поверхностей деталей, для снятия напряженных слоев металла, придания правильной геометрической формы с последующим нанесением покрытий методом электролитического натирания. Комбинированный инструмент для электроэрозионной обработки и нанесения покрытий методом электролитического натирания содержит базисную трубу с приводным валом, гайку-фиксатор, анод электролитического натирания и электрод для электроэрозионной обработки с патрубками для подачи электролита, при этом приводной вал выполнен с возможностью передачи вращательного движения на ходовые винты системы для электроэрозионной обработки и системы для нанесения покрытий методом электролитического натирания. Технический результат: повышение производительности формирования качественных покрытий за счет бинарной системы обработки с ходовыми винтами, которые позволяют осуществлять микроподачу электрода и анода к обрабатываемой поверхности. Также достигается поддержание стабильных условий для электроэрозионной обработки и гальванического осаждения, получение восстановленных поверхностей правильной геометрической формы, повышение надежности устройства, равномерное распределение и стабильная подача электролита по всей поверхности контакта анода с деталью. 2 ил.
Комбинированный инструмент для электроэрозионной обработки и нанесения покрытий методом электролитического натирания, содержащий базисную трубу, в которой установлен приводной вал, гайку-фиксатор и анод электролитического натирания, отличающийся тем, что он содержит систему для снятия металла под действием электрической эрозии и систему для нанесения покрытий, основанную на электролизе, оснащенные перпендикулярно установленными на приводном валу верхними и нижними ходовыми винтами с зубчатыми венцами, которые в зависимости от положения приводного вала относительно вертикальной оси поочередно находятся в зацеплении с верхними или нижними зубчатыми венцами приводного вала с получением вращательного движения, при этом на резьбовые части ходовых винтов через резьбовые отверстия установлены корпусы электродов для электроэрозионной обработки и корпусы анодов с патрубками для подачи электролита и с возможностью перемещения относительно ходовых винтов, позволяющих осуществлять микроподачу электродов и анодов.
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ НАТИРАНИЯ НА ВНУТРЕННИЕ ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ | 2019 |
|
RU2715584C1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНОМЕХАНИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ | 2012 |
|
RU2503753C1 |
| Установщик свай | 1961 |
|
SU152430A1 |
| Способ разведки нефтяных и газовых месторождений | 1937 |
|
SU55154A1 |

