Настоящее изобретение относится к впитывающей бумаге санитарного или бытового назначения. Оно касается, в частности, листа по меньшей мере с двумя тиснеными складками из целлюлозной ваты для использования в качестве туалетной бумаги, бумажных носовых платков и прочих аналогичных изделий.
В этой сфере целлюлозная вата означает впитывающую бумагу с низким удельным весом, составляющим 10-40 г/м2. Как правило, она волнистая. Лист может быть одинарным, в этом случае его называют "складкой". Он может состоять из двух или более складок, образующих двойной, тройной или множественный лист, в зависимости от числа складок.
Способность структуры к удлинению, обеспечиваемая волнистостью, используется для деформации листа и придания ему толщины. Эта операция сказывается и на механической прочности листа. В частности, она повышает его мягкость и бархатистость,
Деформацию бумаги проводят либо при большом содержании влаги в ней, т. е. во влажной части бумагоделательной машины, либо при низком содержании влаги, т. е. после того, как лист был изготовлен и просушен преобразованием. Настоящее изобретение касается деформации бумаги в сухом виде, называемой далее по тексту тиснением.
Традиционно тиснение листа проводится его пропуском между валиком с твердой поверхностью и валиком, выполненным из материала, например резины, деформирующегося в результате прижатия к твердой поверхности. На этой поверхности выполняют зубцы в соответствии с узором, который требуется воспроизвести на бумажном листе. Приемы гравировки валиков хорошо известны.
Узоры тиснения чаще всего образованы повторяющимися элементарными зубцами с малым поперечным сечением и простой геометрической формой. Таким образом зубцы имеют, как правило, форму усеченного конуса с круглым или овальным основанием. Они могут также иметь вид усеченной пирамиды с многоугольным основанием. Зубцам на валике для тиснения соответствуют на листе после его тиснения выступы на его одной стороне и выемки на другой стороне. На выходе из машины для тиснения выступы имеют в основном тот же контур, что и зубцы. Высота выступов определяется давлением тиснения и более или менее значительным проникновением резины в выгравированный штамп валика для тиснения.
Определяют большую или меньшую частоту распределения выступов и большую или меньшую их высоту в зависимости от назначения изделия. Следят, чтобы размер зубцов находился в обратной зависимости от частоты распределения. В листе, для которого требуется оптимизировать впитывающую способность, и который, например, предназначен для вытирания в качестве прочной впитывающей бумаги, количество выступов составляет от 5 до 20 на см2, их высота может достигать 2 мм. В этом случае их вершина выполнена относительно широкой.
Заявитель создал, в частности, для туалетной бумаги узоры, число элементов которых является максимальным и составляет от 30 до 80 зубцов на см2. Однако зубцы имеют меньшую высоту и их элементарная площадь поверхности на вершине также значительно меньшая. Она составляет менее 1 мм2. Пример на изготовление листа с двумя складками приведен в европейском патенте ЕР 426 548. Этот вид тиснения, называемый микротиснением, касается в основном признаков, относящихся к толщине листа. Действительно, известно, что тиснение, при котором плотность зубцов является относительно высокой, а их высота небольшой, характеризуется хорошей прочностью на сжатие и кажется толстым на ощупь. Менее плотный узор тиснения при одинаковой высоте выступов не вызывает такого ощущения толщины.
Это имеет место при наличии узоров, содержащих зубцы более сложной формы и удаленные друг от друга на большее расстояние по сравнению с зубцами в виде усеченного конуса. Вершина таких зубцов имеет вытянутую, так называемую линейную форму.
Заявитель разработал смешанную структуру тиснения, см. WO 97/27365, образованную двумя складками целлюлозной ваты с удельным весом от 10 до 40 г/м2. Обе складки теснят с разными узорами, выступы располагают внутрь листа таким образом, чтобы образовывались выемки. Первая складка имеет тиснение в соответствии с первым узором, состоящим из элементов, относительно удаленных друг от друга и образованных первыми выступами с вершинами вытянутой формы.
Вторая складка выполнена с тиснением в соответствии со вторым узором с 30 выступами на см2, имеющими небольшое поперечное сечение.
В частности, элементы первого узора вписаны индивидуально в многоугольник с площадью поверхности от 2 до 6 см2, их количество составляет менее 2000 на см2.
Узоры крупного размера при таком варианте осуществления придают бумажному листу особо привлекательный вид. Однако они имеют тот недостаток, что приклеивание происходит в этих зонах. Следовательно, присутствует риск получения изделия, которое на ощупь будет казаться неоднородным.
Заявитель стремился создать структуру, наружные узоры которой образованы выступами в виде усеченного конуса с тем, чтобы получить изделие, которое на ощупь кажется однородным. Однако такой тип выступов позволяет получить в эстетическом плане очень большое разнообразие узоров. В то же время заявитель установил, что в том случае, когда при тиснении первой складки применяли любые зубцы в виде усеченного конуса, то получали изделие с обратным изображением. Под обратным изображением понимается образование выпуклости на наружной поверхности второй складки. Такая выпуклость нарушает мягкость поверхности листа и придает ему ощущение шероховатости.
Заявитель разработал способ, защищенный заявкой на патент Франции FR 00 06108, который позволяет, в частности, улучшить внешний вид изделия за счет дополнительного тиснения наружной складки, обеспечивая при этом прочность на удовлетворительном уровне, так как внутренняя складка тиснению не подвергается. Однако в том случае, когда узоры образованы выступами в виде прерывистых элементов (например, не непрерывными линиями), то образуется ярковыраженное обратное изображение, так как внутренняя складка является гладкой.
Таким образом, предметом настоящего изобретения является изделие описанного выше типа, в котором отсутствует обратное изображение на второй складке.
Поставленная задача достигается тем, что в листе, содержащем, по меньшей мере, одну первую и одну вторую складки из целлюлозной ваты с удельным весом от 10 до 40 г/м2, тисненные и собранные вместе таким образом, что выступы (100', 200'; 100'N, 200'N), образующие узоры тиснения, направлены внутрь листа и образуют между собой выемки, согласно изобретению первая складка (F1) содержит первые выступы (100'; 100'N) в виде усеченного конуса, имеющие круглое или овальное поперечное сечение, площадь поверхности вершины которых составляет от 0,3 до 4 мм2, при этом вторая складка (F2) содержит вторые выступы (200'; 200'N) в виде усеченного конуса, расположенные напротив первых выступов (100'; 100'N) таким образом, что первые выступы (100'; 100'N) не могут располагаться между вторыми выступами (200'; 200'N).
Применение дополнительных узоров, таких как выступы на первой складке, которые не могут располагаться (в конечном изделии) между микротиснеными выступами на второй складке, позволяет ограничить в изделии обратное изображение.
Неожиданно было найдено, что в том случае, когда выступы первой складки приходят в соприкосновение со второй складкой через ее выступы, то обратное изображение значительно снижается, даже исчезает.
Кроме того, такая структура может улучшить внешний вид тисненого узора на первой складке. Действительно, в случае микротиснения, одно из основных назначений которого является увеличение толщины изделия до уровня второй складки, отпадает необходимость в утапливании тисненого узора первой складки в микротиснении; следовательно, первые выступы могут выполняться в видимой плоскости.
Оптимально, чтобы первая складка непосредственно соприкасалась со второй складкой.
Предпочтительно, чтобы площадь поверхности вершины первых выступов составляла от 0,5 до 2 мм2.
Площадь поверхности вершины вторых выступов составляет от 0,03 до 1,2 мм2, в частности от 0,10 до 0,8 мм2.
В любом из приведенных выше вариантов осуществления лист отличается тем, что вторые выступы расположены с плотностью более 30 выступов на см2, предпочтительно более 40 выступов на см2.
В другом варианте осуществления изобретения лист отличается тем, что первая складка дополнительно содержит вторые выступы, аналогичные выступам второй складки.
Для особого случая, когда выступы обеих складок имеют вид усеченного конуса с круглым основанием, можно определить соотношение между шагом микротиснения внутренней складки и диаметрами обоих типов выступов. Этим соотношением гарантируется положение, при котором первые выступы первой складки не смогут расположиться между вторыми выступами второй складки, какой бы способ для этого не применялся.
Таким образом, лист в одном из вариантов осуществления изобретения отличается тем, что выступы обеих складок имеют форму усеченного конуса с круглым основанием и отвечают следующему неравенству:
D>(Psm2+Pst2)/Pmax-d,
где D - диаметр вершины наименьших первых выступов на первой складке;
d - диаметр вершины микротисненых выступов на второй складке;
Psm - шаг в направлении движения при микротиснении второй складки;
Pst - шаг в направлении, поперечном микротиснению второй складки;
Pmax - максимальный из шагов Psm и Pst.
В другом варианте осуществления лист отличается тем, что одна из обеих, первой и второй, складок является предварительно изготовленной и что вторая складка получена сквозной продувкой воздуха.
Изобретение относится также к способу тиснения, позволяющему, в частности, получать лист с указанными выше свойствами.
Способ тиснения и сборки листа отличается тем, что он содержит следующие этапы:
a) тиснение первой складки на первом валике для тиснения, содержащем первые зубцы высотой от 0,4 до 2 мм и с площадью поверхностью вершины от 0,3 до 4 мм2;
b) тиснение второй складки на втором валике для тиснения, содержащем зубцы высотой от 0,3 до 1 мм и с площадью поверхности вершины от 0,03 до 1,2 мм2, распределенные таким образом, что первые зубцы не могут разместиться между вторыми зубцами;
с) сборка складок с расположением первых зубцов на вторых, как указано для этапа b).
В другом варианте осуществления способ тиснения и сборки листа отличается тем, что он содержит следующие этапы:
a) тиснение первой складки на первом валике для тиснения, содержащем первые зубцы высотой от 0,4 до 2 мм и с площадью поверхности вершины от 0,3 до 4 мм2;
b) тиснение второй складки на втором валике для тиснения, содержащем зубцы высотой от 0,3 до 1 мм и с площадью поверхности вершины от 0,03 до 1,2 мм2, распределенные таким образом, что первые зубцы не могут располагаться между вторыми;
c) отделение первой складки с поверхности валика и приведение ее в соприкосновение со второй складкой с применением сдваивающего валика для соединения складок.
Ниже приводится описание вариантов осуществления изобретения со ссылкой на прилагаемые чертежи, на которых:
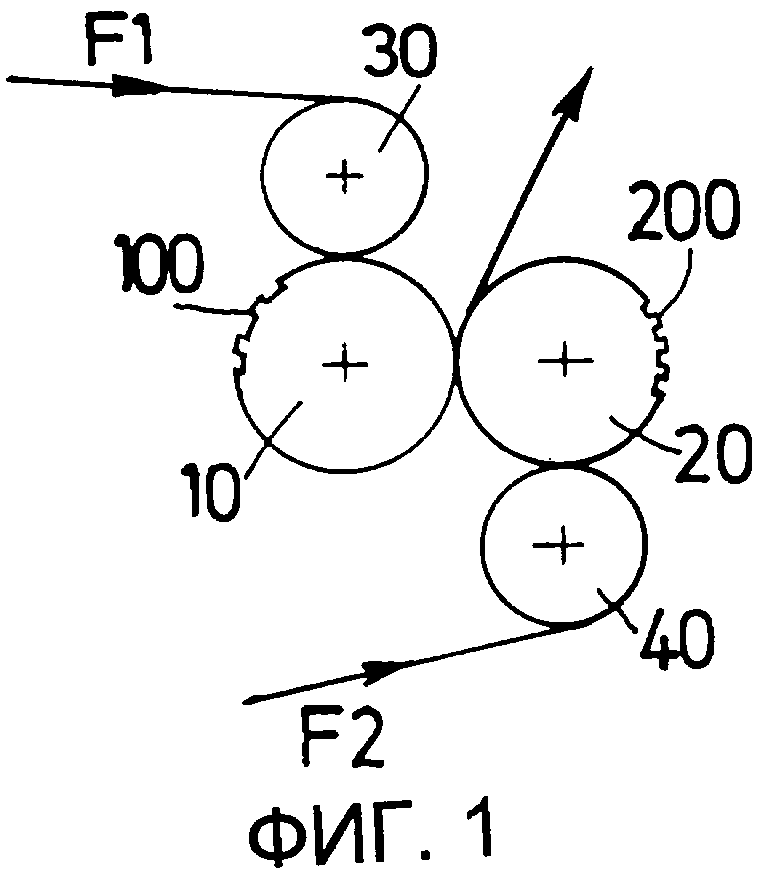
фиг.1 изображает схематически установку для тиснения и сборки двух складок из целлюлозной ваты, устанавливаемых "вершина к вершине";
фиг.2 - в разрезе лист с двумя складками согласно изобретению, полученный на установке на фиг.1;
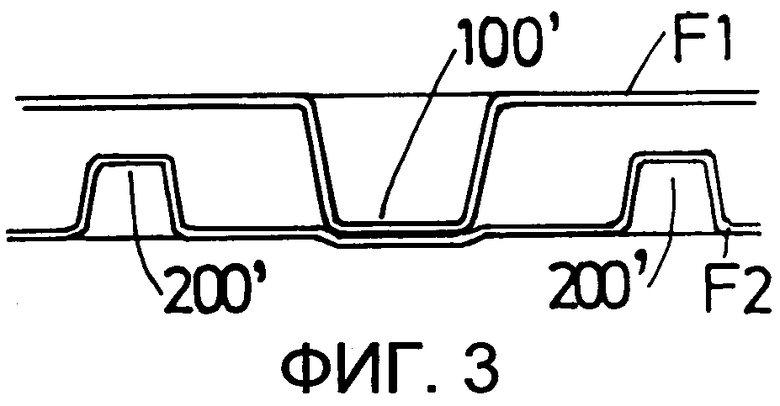
фиг.3 - в разрезе лист с двумя складками, известный из уровня техники;
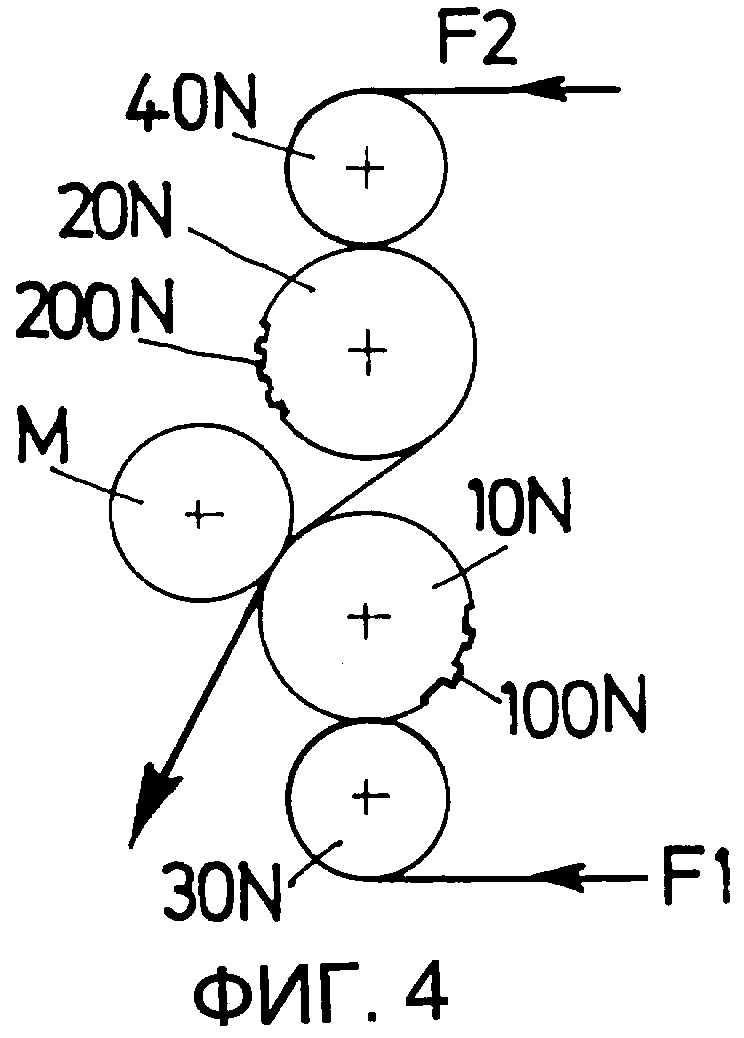
фиг.4 - другую установку для тиснения и сборки двух складок из целлюлозной ваты, устанавливаемых одна в другую (nested);
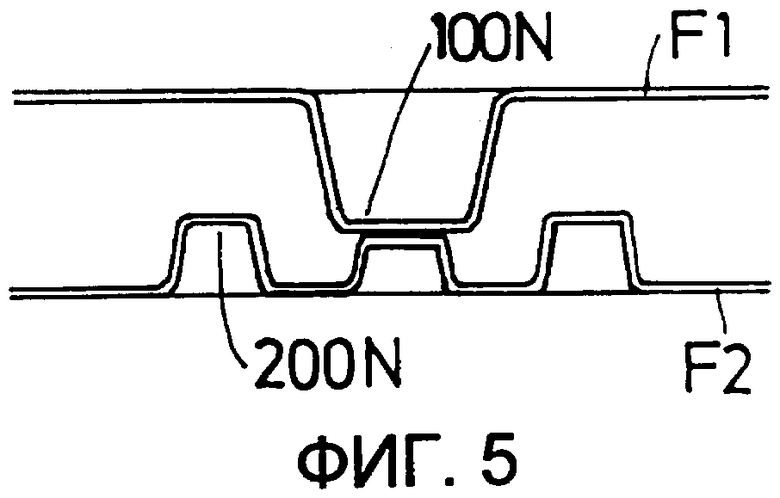
фиг.5 - в разрезе другой лист с двумя складками согласно изобретению, полученный на установке на фиг.4;
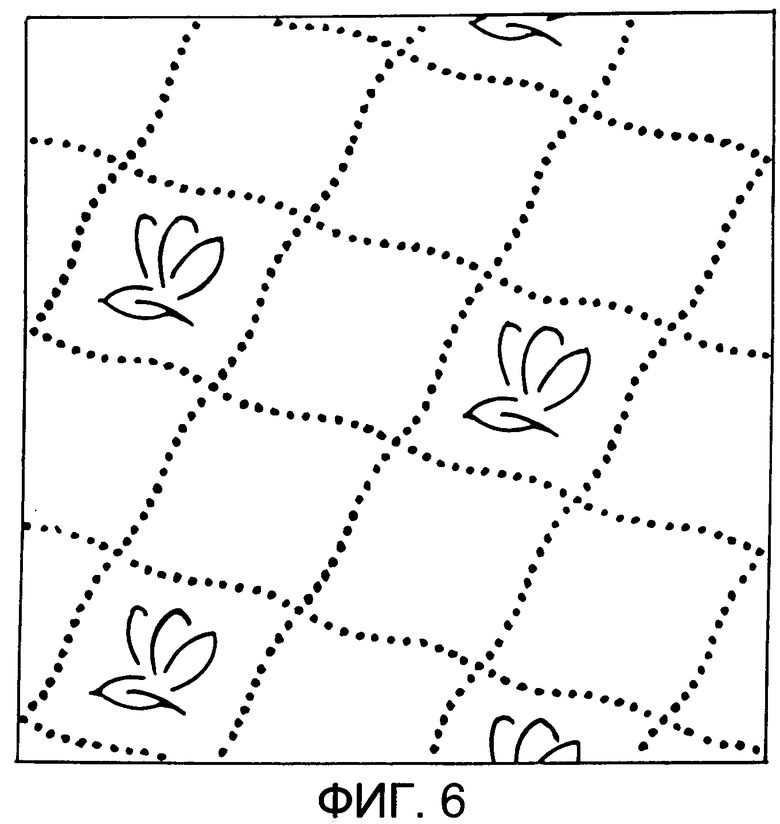
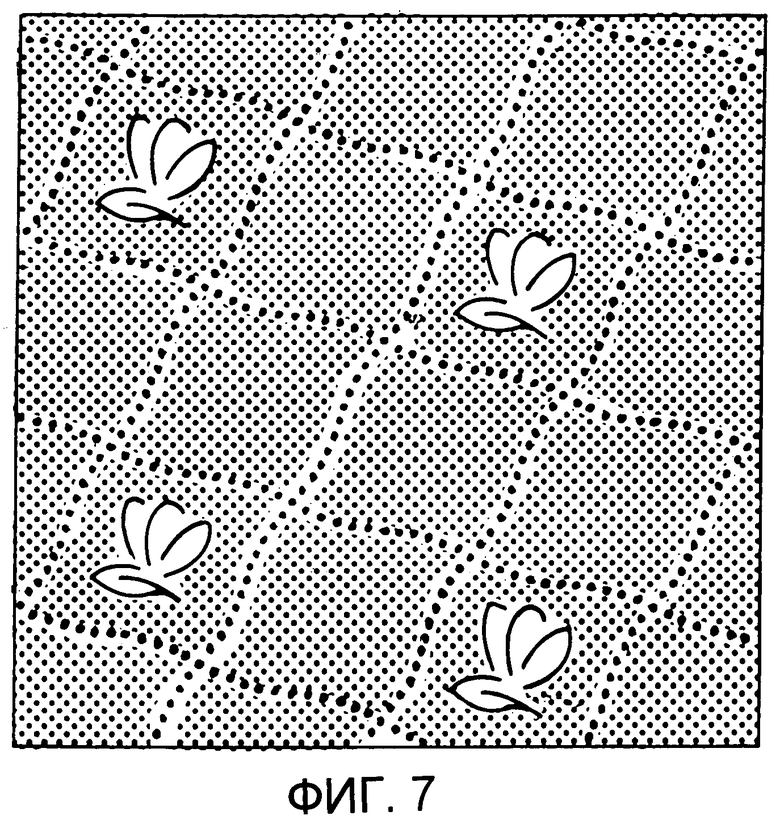
фигуры 6 и 7 - примеры тисненых узоров, наносимых на первую складку в варианте осуществления изобретения;
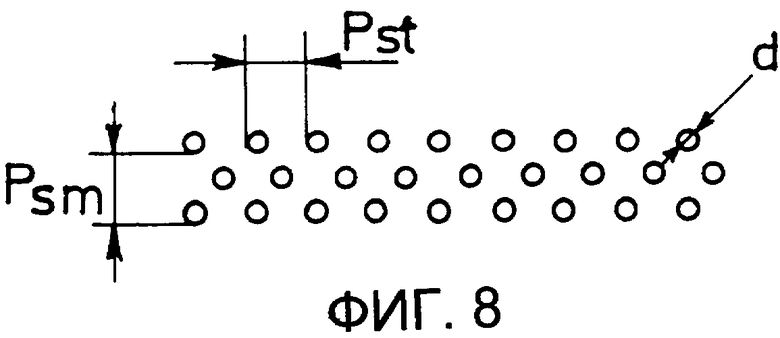
фиг.8 - пример расположения выступов.
На фиг.1 показана первая установка для тиснения и сборки двух складок из целлюлозной ваты вершинами друг к другу для получения сдвоенного листа.
Она содержит первый узел тиснения с первым стальным валиком 10, взаимодействующим с первым резиновым валиком 30, и второй узел тиснения со вторым стальным валиком 20, взаимодействующим со вторым резиновым валиком 40.
Первый валик 10 выполнен с гравировкой, соответствующей узору, образованному первыми зубцами 100, второй валик 20 содержит гравировку, соответствующую узору, образованному вторыми зубцами 200.
Оба валика 10 и 20 расположены параллельно между собой и вращаются без проскальзывания.
Высота первых зубцов 100 составляет от 0,4 до 2 мм. Площадь поверхности их вершины выбирается равной от 0,3 до 4 мм2, предпочтительно от 0,5 до 2 мм. Поперечное сечение зубцов, например круглое, но оно может быть и овальным.
Высота вторых зубцов 200 составляет от 0,3 до 1 мм. Площадь поверхности их вершины достигает 0,03-1,2 мм, предпочтительно 0,10-0,8 мм. В зоне контактирования вторых зубцов 200 с первыми 100 плотность распределения составляет, по меньшей мере, 30 зубцов на см2.
Первая складка F1 подается с непоказанного исходного рулона и огибает первый резиновый валик 30. Она проходит через щель для тиснения между обоими валиками 10 и 30 и под давлением резинового валика 30 прилегает к выгравированному рельефу на первом валике 10. Таким образом, выступы 100' формируются на первой складке. Удельный вес первой складки составляет, например, от 20 до 23 г/м2.
Вторая складка F2 подается с непоказанного исходного рулона и огибает второй резиновый валик 40. Она проходит через щель для тиснения между валиками 20 и 40 и прижимается к выгравированному рельефу валика 20 для формирования выступов 200'. Удельный вес второй складки может составлять от 18 до 21 г/м2.
Обе складки объединяются в щели между валиками 10 и 20. Если на вершины выступов 100', образовавшихся на первом листе, нанести клей, то можно соединить обе складки, приведя их в соприкосновение между собой в щели между валиками 10 и 20. Можно также обеспечить сцепление обеих складок с помощью установки для накатки, расположенной перед щелью между валиками 10 и 20.
Согласно изобретению дополнительно определяют узор для второго валика 20 для тиснения таким образом, чтобы выступы 100' складки F1 постоянно опирались по меньшей мере на один выступ 200' второй складки F2 (фиг.2).
Если это не обеспечивается, то, как показано на фиг.3 для уровня техники, выступ 100' придет в соприкосновение непосредственно со второй складкой между выступами 200'. В результате на противоположенной стороне образуется выпуклость, ощущаемая как обратное изображение.
На фиг.4 очень схематически показана установка для тиснения способом с расположением выступов один в другом (nested). Первый узел для тиснения содержит валик 10N с гравировкой и резиновый валик 30N, как упоминалось выше. Установка содержит также второй узел для тиснения с валиком 20N с гравировкой и резиновым валиком 40N. Оба эти узла расположены таким образом, что стальные валики 10N и 20N разнесены между собой. Сдваивающий валик М взаимодействует с валиком 10N для соединения складок между собой. На первую складку F1 тиснение наносится между валиками 30N и 10N. На вторую складку F2 тиснение наносится между валиками 20N и 40N. Складку F2 отсоединяют от валика 20N и прижимают к валику М. Сдваивающий валик М надавливает на складку F2. По мере того, как клеющую ленту располагают на вершинах выступов 100'N, происходит соединение обеих складок между собой, если смотреть на складку в направлении к участку перед сдваивающим валиком.
Согласно изобретению, показанному на фиг.5, узор из выступов 200'N обеспечивает положение, при котором вершина выступов 100'N не соприкасается непосредственно с основанием складки F2 между двумя выступами 200'N. Таким образом, выступы 200'N, соприкасающиеся с выступами 100'N, частично сдавлены, но при этом не образуют выпуклости на второй складке. Без такого расположения обратный рисунок проявился бы контрастно, так как сдваивающий валик опирается на вершины выступов 100'N, которые в данный момент опираются на тисненую складку 100N.
В варианте осуществления, показанном на фиг.6, первая складка содержит выступы 100', поддерживаемые, по меньшей мере, одним выступом 200' второй складки и имеющие меньший размер.
В другом варианте получения изделия первая складка, показанная на фиг.7, содержит дополнительно к первым выступам другие выступы, аналогичные выступам на второй складке, т.е. меньшего размера.
В обоих способах можно кроме того заменять склеивание складок их накаткой, прием, известный среднему специалисту.
Кроме того, при наличии зубцов с круглым основанием можно убедиться с помощью приведенного выше неравенства в том, что большие выступы на первой складке не могут разместиться между микротиснеными выступами на второй складке. Для микротиснения выступов с диаметром d 0,4 мм, распределенных с плотностью около 80 выступов на см2, шаг в направлении движения к Psm такого узора составляет порядка 1,4 мм, а шаг в поперечном направлении Pst - 1,75 мм. Найдено, что диаметр D выступов на первой складке должен превышать 1,05 мм. На фиг.8 изображен пример распределения таких выступов. Они расположены параллельными рядами в шахматном порядке.
Было проведено сравнительное испытание.
Пользовались одной и той же бумагой, полученной на одной и той же машине при одинаковом режиме. Были изготовлены две серии рулонов туалетной бумаги, один рулон в соответствии с уровнем техники и второй согласно изобретению.
В первом изделии вторая складка, располагающаяся внутри свернутого в рулон бумажного листа, была гладкой. Первая складка, расположенная снаружи, имела тиснение с узором в виде цветов, образованных крупными выступами в виде усеченного конуса с круглым основанием, диаметр которого составлял около 1,2 мм, и небольшими выступами с диаметром порядка 0,4 мм, распределенными на узоре при плотности 80 зубцов на см2. Этот узор изображен на фиг.6b. Обе складки склеены по крупным зубцам и цветам.
Во втором изделии внутреннюю складку теснили с получением сложного узора, образованного только небольшими выступами диаметром 0,4 мм при плотности 80 зубцов на см2. Наружную складку теснили с получением узора, аналогичного приведенному выше, за исключением того, что небольшие выступы здесь отсутствовали. Этот узор приведен на фиг.6.
Предпочтительно склеивать изделие на уровне крупных выступов и цветов.
Было отмечено, что изделия, полученные обоими способами, обладают схожими свойствами, кроме степени мягкости, которая выше у второго изделия. Такая разница в мягкости объясняется ослабленным обратным рисунком на уровне крупных выступов в решении согласно изобретению.
Примененный метод позволил тестировать и сравнить мягкость стандартных, новых и конкурирующих изделий с контрольным образцом.
В том случае, когда речь шла о рулонах туалетной бумаги, их поместили в "черную" коробку с разматывателями (5 образцов+контрольный образец). Контрольный образец располагался слева.
Отобрали около 30 листов с каждого рулона перед их размещением в подающем устройстве (позиция указана).
Тестирование.
Каждый испытатель последовательно сравнивал образцы с контрольным образцом и каждому из них присваивал степень мягкости.
Контролер вносил в сводную ведомость класс каждого образца, при этом испытатель обозначался соответствующей буквой.
Сводная ведомость содержала 7 категорий оценки.
Коэффициент, меняющийся от +3 до -3, присваивался каждой категории:
Такую же оценку для изделий с меньшей мягкостью проводили в обратной последовательности.
После прохождения через испытателя удаляли два первых листа с каждого рулона.
Результаты:
Оценивали с помощью оценочной категории степени мягкости путем умножения количества испытателей на коэффициент.
Результат выводился путем деления суммы оценок на количество испытателей.
Испытатели:
Необходимо подбирать не менее 10 лиц с хорошей остротой чувствительности.
Таким образом, мягкость одного из наших традиционных изделий была оценена равной 1,2, в то время как для нового изделия, являющегося предметом настоящей заявки, эта мягкость составила 1,4, что означает существенное улучшение.
Изобретение относится к тиснению впитывающей бумаги санитарного или бытового назначения. Лист содержит первую и вторую складки из целлюлозной ваты с удельным весом от 10 до 40 г/м2, тисненные и собранные вместе таким образом, что выступы (100', 200'), образующие узоры тиснения, направлены внутрь листа и образуют между собой выемки. При этом первая складка (F1) содержит первые выступы (100') в виде усеченного конуса, имеющие круглое или овальное поперечное сечение, площадь поверхности вершины которых составляет от 0,3 до 4 мм2. Вторая складка (F2) содержит вторые выступы (200') в виде усеченного конуса, расположенные напротив первых выступов (100') таким образом, что первые выступы (100') не могут располагаться между вторыми выступами (200'). Техническое решение направлено на повышение мягкости листа. 3 н. и 12 з.п. ф-лы, 8 ил.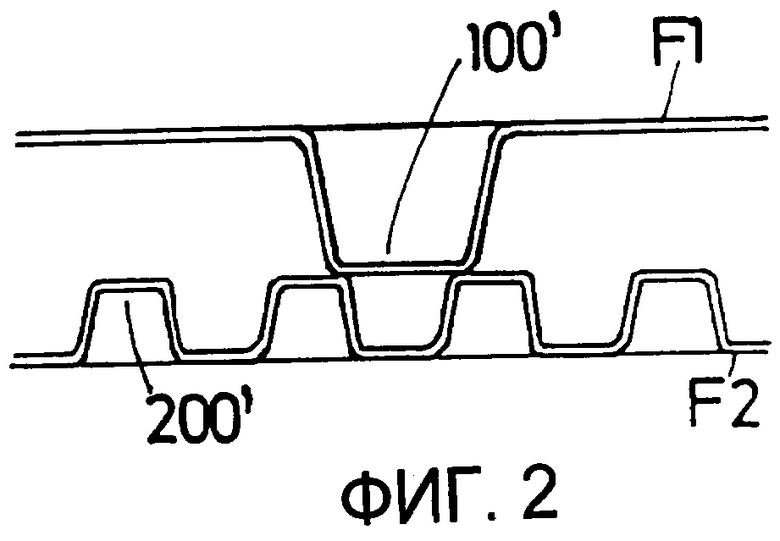
D>(Psm2+Pst2)/Pmax-d,
где D - диаметр вершины наименьших первых выступов на первой складке (F1);
d - диаметр вершины микротисненых выступов на второй складке (F2);
Psm - шаг в направлении движения при микротиснении второй складки (F2);
Pst - шаг в направлении, поперечном микротиснению второй складки (F2);
Pmax - максимальный из шагов Psm и Pst.
a) тиснение первой складки на первом валике для тиснения, содержащем первые зубцы высотой от 0,4 до 2 мм и с площадью поверхности вершины от 0,3 до 4 мм2;
b) тиснение второй складки на втором валике для тиснения, содержащем зубцы высотой от 0,3 до 1 мм и с площадью поверхности вершины от 0,03 до 1,2 мм2, распределенные таким образом, что первые зубцы не могут разместиться между вторыми зубцами;
c) сборка складок с расположением первых зубцов на вторых таким образом, как указано для этапа b).
a) тиснение первой складки на первом валике для тиснения, содержащем первые зубцы высотой от 0,4 до 2 мм и с площадью поверхности вершины от 0,3 до 4 мм2;
b) тиснение второй складки на втором валике для тиснения, содержащем зубцы высотой от 0,3 до 1 мм и с площадью поверхности вершины от 0,03 до 1,2 мм2, распределенные таким образом, что первые зубцы не могут располагаться между вторыми;
c) отделение первой складки с поверхности валика и приведение ее в соприкосновение со второй складкой с применением сдваивающего валика для соединения обеих складок.
| US 6136413 A, 24.10.2000 | |||
| US 3867225 А, 18.02.1975 | |||
| US 5885416 А, 23.03.1999 | |||
| US 4100017 A, 11.07.1978 | |||
| МАШИНА ДЛЯ ТИСНЕНИЯ И ЛАМИНИРОВАНИЯ, ТИСНЕНОЕ ЛИСТОВОЕ ИЗДЕЛИЕ И СПОСОБ ТИСНЕНИЯ ПОЛОСОВОГО МАТЕРИАЛА | 1996 |
|
RU2162414C2 |

