Притязания на приоритет
Настоящая заявка составлена на основании предварительной заявки США № 15/175949, направленной на рассмотрение 07 июня 2016 г., а также на основании обычной заявки США № 15/371773, направленной на рассмотрение 07 июня 2016 г. Приоритеты вышеуказанных заявок тем самым заявлены и их раскрытия включены в настоящий документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
Область техники
Настоящее изобретение относится к бумажным изделиям, таким как абсорбирующие листы. Настоящее изобретение также относится к способам изготовления бумажных изделий, таких как абсорбирующие листы, а также к структурирующим материалам для изготовления бумажных изделий, таких как абсорбирующие листы.
Предшествующий уровень техники
Использование тканей хорошо известно в бумагоизготавливающей промышленности для придания структуры бумажным изделиям. Более конкретно, хорошо известно, что форма может быть придана бумажным изделиям за счет прижатия легко поддающегося обработке полотна из целлюлозных волокон к материалу и последующей сушки полотна. В результате формируют готовые бумажные изделия с отпрессованной формой, соответствующей поверхности материала. Кроме того, получаемые бумажные изделия имеют характеристики, являющиеся результатом отпрессованной формы, такие как определенная толщина и абсорбирующая способность. По этой причине разработано множество структурирующих материалов для применения в процессах изготовления бумаги в целях производства изделий с различными формами и характеристиками. Кроме того, материалы могут быть сотканы в неограниченном числе рисунков для эффективного применения в бумагоизготавливающих процессах.
Одной важной характеристикой многих абсорбирующих бумажных изделий является мягкость, например, потребители отдают предпочтение мягким бумажным полотенцам. Однако многие технологии увеличения мягкости бумажных изделий обнаруживают эффект ухудшения других желательных свойств бумажных изделий. Например, каландрирование основных листов как часть процесса изготовления бумажных полотенец может повышать мягкость готовых бумажных полотенец, но каландрирование также показывает эффект уменьшения толщины и абсорбирующей способности бумажных полотенец. С другой стороны, многие технологии улучшения других важных свойств бумажных изделий обнаруживают эффект уменьшения мягкости бумажных изделий. Например, использование смол, придающих прочность во влажном и сухом состояниях, при производстве бумаги может улучшать базовую прочность бумажных изделий, но смолы, придающие прочность во влажном и сухом состояниях, также снижают воспринимаемую мягкость изделий.
По указанным причинам желательно изготовление более мягких бумажных изделий, таких как абсорбирующие листы. Кроме того, желательно иметь возможность производить такие более мягкие абсорбирующие листы за счет манипулирования структурирующим материалом, используемым в процессе изготовления абсорбирующих листов.
Сущность изобретения
В соответствии с одним аспектом настоящее изобретение предлагает абсорбирующий лист из целлюлозных волокон. Абсорбирующий целлюлозный лист включает множество выступающих областей, выступающих из абсорбирующего листа, где выступающие области включают складки, которые изогнуты относительно машинного направления абсорбирующего листа. Концы изогнутых складок находятся на противоположных сторонах выступающих областей и так, что один из концов каждой из изогнутых складок расположен ниже по потоку от другого конца изогнутых складок в машинном направлении абсорбирующего листа. Вершины изогнутых складок расположены ниже по потоку в машинном направлении абсорбирующего листа. Кроме того, соединительные области соединяют выступающие области абсорбирующего листа.
В соответствии с другим аспектом настоящее изобретение предлагает абсорбирующий целлюлозный лист. Множество вступающих областей выступает из абсорбирующего листа, где выступающие области включают складки, которые изогнуты относительно машинного направления абсорбирующего листа. Концы изогнутых складок находятся на противоположных сторонах выступающих областей и изогнутые складки имеют радиус кривизны приблизительно от 0,5 до 2,0 мм. Кроме того, соединительные области соединяют выступающие области абсорбирующего листа.
В соответствии с другим аспектом настоящее изобретение предлагает бумагоизготавливающее полотно. Бумагоизготавливающее полотно содержит множество выступающих областей, выступающих из бумагоизготавливающего полотна, где выступающие области включают складки, которые изогнуты относительно машинного направления абсорбирующего листа, причем концы изогнутых складок находятся на противоположных сторонах выступающих областей и так, что один из концов каждой из изогнутых складок расположен ниже по потоку от другого конца изогнутых складок в машинном направлении бумагоизготавливающего полотна. Вершины изогнутых складок расположены вниз по потоку в машинном направлении бумагоизготавливающего полотна. Соединительные области образуют пространственную структуру, соединяющую выступающие области бумагоизготавливающего полотна.
В соответствии с еще одним аспектом настоящее изобретение предлагает способ изготовления крепированного материалом абсорбирующего целлюлозного листа. Способ включает уплотняющее обезвоживание бумагоизготавливающей бумажной массы с формированием полотна. Способ также включает крепирование полотна под давлением в крепирующем зазоре между поверхностью переноса и структурирующим материалом. Структурирующий материал включает узлы, образованные на нитях основы структурирующего материала, причем узлы расположены вдоль линий, которые расположены под углом относительно машинного направления материала, где угол линий относительно машинного направления находится в интервале приблизительно между 10° и 30°. Кроме того, способ включает стадию сушки полотна с получением абсорбирующего целлюлозного листа.
В соответствии с еще одним аспектом настоящее изобретение предлагает абсорбирующий целлюлозный лист, который включает множество выступающих областей, выступающих из абсорбирующего листа, причем выступающие области включают складки, которые изогнуты в машинном направлении абсорбирующего листа и с концами изогнутых складок, находящимися на противоположных сторонах выступающих областей. Абсорбирующий лист имеет нормализованный коэффициент кривизны складок, который составляет меньше чем приблизительно 4. Абсорбирующий лист включает соединительные области, образующие пространственную структуру, соединяющую выступающие области абсорбирующего листа.
Краткое описание чертежей
ФИГ. 1 представляет собой схематическую диаграмму конфигурации бумагоизготавливающей машины, которая может быть использована в сочетании с настоящим изобретением.
ФИГ. 2 представляет собой вид сверху структурирующего материала для изготовления бумажных изделий в соответствии с вариантом осуществления настоящего изобретения.
ФИГ. 3A-3F показывают характеристики структурирующих материалов в соответствии с вариантами осуществления настоящего изобретения и характеристики сравнительных структурирующих материалов.
ФИГ. 4A-4E представляют собой фотографии абсорбирующих листов согласно вариантам осуществления настоящего изобретения.
ФИГ. 5 представляет собой снабженный комментариями вариант фотографии, показанной на ФИГ. 4E.
ФИГ. 6A и 6B представляют собой виды поперечного сечения части абсорбирующего листа согласно варианту осуществления настоящего изобретения и части сравнительного абсорбирующего листа, соответственно.
ФИГ. 7A и 7B показывают результаты лазерного сканирования для определения профиля частей абсорбирующих листов в соответствии с вариантами осуществления настоящего изобретения.
ФИГ. 8 показывает характеристики структурирующих материалов согласно вариантам осуществления настоящего изобретения и сравнительного структурирующего материала.
ФИГ. 9 показывает характеристики основных листов, которые изготовлены с использованием структурирующих материалов, имеющих характеристики, представленные на ФИГ. 8.
ФИГ. 10A-10D показывают характеристики еще одних структурирующих материалов в соответствии с вариантами осуществления настоящего изобретения.
ФИГ. 11A-11E представляют собой фотографии абсорбирующих листов согласно вариантам осуществления настоящего изобретения.
ФИГ. 12A-12E представляют собой фотографии других абсорбирующих листов согласно вариантам осуществления настоящего изобретения.
ФИГ. 13 показывает характеристики структурирующих материалов в соответствии с вариантами осуществления настоящего изобретения и сравнительного структурирующего материала.
ФИГ. 14 показывает профиль вдоль одной из нитей основы структурирующего материала в соответствии с вариантом осуществления настоящего изобретения.
ФИГ. 15 представляет собой график, иллюстрирующий процент крепирования материалом относительно толщины для основных листов, изготовленных с помощью материала в соответствии с вариантом осуществления настоящего изобретения и сравнительного материала.
ФИГ. 16 представляет собой график, иллюстрирующий процент крепирования материалом относительно абсорбционной емкости по воде (SAT) для основных листов, изготовленных с помощью материала согласно варианту осуществления настоящего изобретения и сравнительного материала.
ФИГ. 17 представляет собой график, иллюстрирующий процент крепирования материалом относительно толщины для основных листов, изготовленных с использованием различных бумажных масс и материала в соответствии с вариантом осуществления настоящего изобретения.
ФИГ. 18 представляет собой график, иллюстрирующий процент крепирования материалом относительно абсорбционной емкости по воде для основных листов, изготовленных с использованием различных бумажных масс и материала в соответствии с вариантом осуществления настоящего изобретения.
ФИГ. 19 представляет собой график, иллюстрирующий процент крепирования материалом относительно объема пор для основных листов, изготовленных с помощью материала в соответствии с вариантом осуществления настоящего изобретения и сравнительного материала.
ФИГ. 20А и 20В представляют собой изображения в мягком рентгеновском излучении абсорбирующего листа согласно варианту осуществления настоящего изобретения.
ФИГ. 21А и 21В представляют собой изображения в мягком рентгеновском излучении абсорбирующего листа в соответствии с другим вариантом осуществления настоящего изобретения.
ФИГ. 22А-22Е представляют собой фотографии абсорбирующих листов в соответствии с другими вариантами осуществления настоящего изобретения.
ФИГ. 23А и 23В представляют собой фотографии абсорбирующего листа согласно варианту осуществления настоящего изобретения и сравнительного абсорбирующего листа.
ФИГ. 24А и 24В представляют собой фотографии поперечных сечений абсорбирующих листов, представленных на ФИГ. 23А и 23В, соответственно.
ФИГ. 25A и 25B показывают характеристики других структурирующих материалов в соответствии с вариантами осуществления изобретения.
ФИГ. 26 представляет собой подробный вид прижимного отпечатка одного из структурирующих материалов, имеющих характеристики, показанные на ФИГ. 25B.
ФИГ. 27A-27C показывают формирования складок вокруг узлов на структурирующем материале в соответствии с вариантом осуществления настоящего изобретения и вокруг узлов на сравнительных структурирующих материалах.
ФИГ. 28A-28E предоставляют собой фотографии других абсорбирующих листов в соответствии с вариантами осуществления настоящего изобретения.
ФИГ. 29 представляет собой фотографию абсорбирующего листа в соответствии с вариантом осуществления настоящего изобретения с пояснительными линиями для определения аспектов материала.
ФИГ. 30A и 30B представляют собой фотографии абсорбирующего листа в соответствии с настоящим изобретением и сравнительного абсорбирующего листа, соответственно.
Подробное описание изобретения
Настоящее изобретение относится к бумажным изделиям, таким как абсорбирующие листы, и к способам изготовления бумажных изделий, таких как абсорбирующие листы. Абсорбирующие бумажные изделия согласно настоящему изобретению проявляют замечательные комбинации свойств, которые превосходят другие абсорбирующие бумажные изделия, известные в данной области техники. В некоторых конкретных вариантах осуществления абсорбирующие бумажные изделия в соответствии с изобретением имеют комбинации свойств, особенно хорошо приемлемые для абсорбирующих полотенец для рук, косметических салфеток или туалетной бумаги.
Термин «бумажное изделие», используемый в настоящем документе, распространяется на любое изделие, включающее волокна для производства бумаги, содержащие целлюлозу в качестве основного составляющего компонента. Они включают, например, изделия, продаваемые как бумажные полотенца, туалетная бумага, косметическая салфетка и т.д. Бумажные волокна включают целлюлозные волокна первичной обработки или рециклированные (вторичные) целлюлозные волокна, или смеси волокон, содержащие целлюлозные волокна. Древесные волокна включают, например, волокна, получаемые из деревьев лиственных и хвойных пород, включая хвойные волокна, такие как северные и южные хвойные крафт-волокна, и лиственные волокна из таких деревьев, как эвкалипт, клен, береза, осина и т.д. Примеры волокон, подходящих для производства изделий по настоящему изобретению, включают недревесные волокна, такие как хлопковые волокна или производных хлопка, абака (манильская пенька), кенаф (гибискус коноплевый), трава сабаи, лен, трава эспарто (ковыль тянущийся), солома, джут, конопля, багасса, молочай и листья ананаса.
«Бумажные массы» и аналогичные термины относятся к водным композициям, включающим бумажные волокна и необязательно смолы, придающие прочность во влажном состоянии, разрыхлители и т.п., для изготовления бумажных изделий. В вариантах осуществления настоящего изобретения может быть использован ряд бумажных масс, и конкретные бумажные массы раскрыты в примерах, обсуждаемых ниже. В некоторых вариантах осуществления бумажные массы используют в соответствии с описаниями, приведенными в принадлежащем одному и тому же правообладателю патенте США № 8080130 (описание которого во всей полноте включено в настоящий документ посредством ссылки). Бумажные массы в этом патенте включают, помимо других компонентов, длинные целлюлозные волокна, имеющие линейную плотность, по меньшей мере, приблизительно 15,5 мг/100 мм. Примеры бумажных масс также определены конкретно в примерах, обсуждаемых ниже.
Как используется в настоящем документе, исходная смесь волокна и жидкости, которую сушат до конечного изделия в процессе изготовления бумаги, будет называться «полотном» и/или «свежесформированным полотном». Высушенное однослойное изделие из бумагоизготавливающего процесса будет называться «основным листом». Кроме того, продукт бумагоизготавливающего процесса будет называться «абсорбирующим листом». В этой связи абсорбирующий лист может представлять собой тот же однослойный основной лист. С другой стороны, абсорбирующий лист может включать множество основных листов как в многослойной структуре. Кроме того, абсорбирующий лист может быть подвергнут дополнительной обработке после его сушки в процессе формования исходного основного листа, чтобы получать конечное бумажное изделие из преобразованного основного листа. Термин «абсорбирующий лист» включает промышленные изделия, продаваемые на рынке, например, такие как полотенца для рук.
При описании настоящего изобретения в данном документе термины «машинное направление» (МН (MD)) и «поперечное направление» (ПН (CD)) используют в соответствии с их хорошо понимаемыми техническими значениями. То есть, машинное направление материала или другой структуры означает направление, в котором структура перемещается на бумагоизготавливающей машине в процессе изготовления бумаги, в то время как поперечное направление означает направление, перпендикулярное машинному направлению структуры. Аналогично, при описании бумажных изделий машинное направление бумажного изделия означает направление изделия, в котором изделие перемещается на бумагоизготавливающей машине в процессе изготовления бумаги, в то время как поперечное направление изделия означает направление, перпендикулярное машинному направлению изделия. С точки зрения машинного направления бумажного изделия «ниже по потоку» относится к области, которая образована перед областью «выше по потоку».
ФИГ. 1 показывает пример бумагоизготавливающей машины 200, которая может быть использована для изготовления бумажных изделий по настоящему изобретению. Подробное описание конфигурации и работы бумагоизготавливающей машины 200 можно найти в принадлежащем одному и тому же правообладателю патенте США № 7494563 («патент '563»), описание которого во всей полноте включено в настоящий документ посредством ссылки. В частности, патент '563 описывает способ изготовления бумаги, в котором не используют сквозную сушку воздухом (технология TAD). Далее представлено краткое описание процесса формирования абсорбирующего листа с использованием бумагоизготавливающей машины 200.
Бумагоизготавливающая машина 200 представляет собой машину с трех-тканой петлей, которая включает прессовую секцию 100, в которой проводят операцию крепирования. Выше по потоку от прессовой секции 100 находится формующая секция 202. Формующая секция 202 включает напорный бак 204, который наносит водную бумажную массу на формовочную проволоку 206, поддерживаемую валиками 208 и 210, в результате чего формируют начальное водное целлюлозное полотно 116. Формующая секция 202 также включает формовочный валик 212, который поддерживает сукно бумагоизготавливающей машины 102 так, что полотно 116 также формируют непосредственно на сукне 102. Линия сукна 214 проходит вокруг всасывающего вращающегося валика 104 и затем в секцию башмачного пресса 216, где полотно 116 наносят на опорный валик 108. Полотно 116 подвергают влажному прессованию одновременно с переносом полотна 116 на опорный валик 108, который переносит полотно 116 к крепирующему зазору 120. Однако согласно другим вариантам осуществления вместо переноса на опорный валик 108 полотно 116 может быть перенесено с линии сукна 214 на бесконечную ленту в обезвоживающий зазор, причем бесконечная лента затем переносит полотно 116 в крепирующий зазор 120. Пример такой конфигурации можно найти в патенте США № 8871060, который во всей полноте включен в настоящий документ посредством ссылки.
Полотно 116 переносят на структурирующий материал 112 в крепирующем зазоре 120, а затем втягивают вакуумом в вакуумную формовочную коробку 114. После этой операции крепирования полотно 116 наносят на американский сушильный барабан 218 в другой прессовочный зазор 217 с использованием крепирующего адгезива, который нанесен на поверхность американского сушильного барабана 218. Полотно 116 сушат на американском сушильном барабане 218, который представляет собой нагретый барабан, и полотно 116 также сушат под действием высокоскоростной ударной струи воздуха в колпаке, окружающем американский сушильный барабан 218. Когда американский сушильный барабан 218 вращается, полотно 116 отслаивается от сушильного барабана 218 в положении 220. Полотно 116 затем быть намотано на приемную катушку (не показана). Катушка может работать медленнее, чем американский сушильный барабан 218 в стационарном состоянии, чтобы придать дополнительное крепирование полотну. Необязательно может быть использован ракельный нож для крепирования 222 для традиционного сухого крепирования полотна 116 по мере его удаления с американского сушильного барабана 218.
В крепирующем зазоре 120 полотно 116 переносят на верхнюю сторону структурирующего материала 112. Крепирующий зазор 120 определен между опорным валиком 108 и структурирующим материалом 112, причем структурирующий материал 112 прижат к опорному валику 108 крепирующим валиком 110. Поскольку полотно 116 все еще имеет высокое влагосодержание, когда его переносят на структурирующий материал 112, полотно является деформируемым так, что части полотна могут быть втянуты в карманы, образованные между нитями, которые составляют структурирующий материал 112. (Карманы структурирующих материалов будут подробно описаны ниже). В некоторых процессах изготовления бумаги структурирующий материал 112 движется медленнее, чем двигается сукно бумагоизготавливающей машины 102. Следовательно, полотно 116 крепируют, когда его переносят на структурирующий материал 112.
Прикладываемое всасывание вакуумной формовочной коробки 114 также может способствовать втягиванию полотна 116 в карманы на поверхности структурирующего материала 112, как будет описано ниже. При перемещении вдоль структурирующего материала 112 полотно 116 достигает состояния высокой консистенции, при котором из него удалена основная часть влаги. В результате этого полотно 116 в большей или меньшей степени приобретает форму структурирующего материала 112, причем данная форма включает выпуклые области, где полотно 116 втянуто в карманы структурирующего материала 112.
Основные листы, изготовленные с помощью бумагоизготавливающей машины 200, также могут быть подвергнуты дополнительной обработке, как это известно в данной области техники, чтобы преобразовать основные листы в конкретные изделия. Например, основные листы могут быть подвергнуты тиснению, и два основных листа могут быть объединены в многослойные изделия. Конкретные примеры таких процессов преобразования хорошо известны в данной области техники.
С использованием способа, описанного в вышеупомянутом патенте '563, полотно 116 обезвоживают до точки, при которой оно имеет более высокую консистенцию, когда его переносят на верхнюю сторону структурирующего материала 112, если сравнивать с аналогичной операцией в других процессах изготовления бумаги, таких как процесс TAD. То есть, полотно 116 подвергают уплотнительному обезвоживанию так, что оно имеет консистенцию (т.е. содержание твердых веществ) приблизительно от 30 до 60% перед введением в крепирующий зазор 120. В крепирующем зазоре 120 полотно 116 подвергается нагрузке, составляющей приблизительно от 30 до 200 фунтов на линейный дюйм (фунт/лин.дюйм, PLI). Кроме того, существует разность скоростей между опорным валиком 108 и структурирующим материалом 112. Указанная разность скоростей называется процентом крепирования материалом и может быть вычислена по формуле:
Крепирование материалом, %=S1/S2-1
где S1 представляет собой скорость опорного валика 108, и S2 представляет собой скорость структурирующего материала 112. В конкретных вариантах осуществления процент крепирования материалом или «степень крепирования» может составлять везде приблизительно от 3 до 100%. Такая комбинация консистенции полотна, разности скоростей, имеющей место в крепирующем зазоре, давления, используемого в крепирующем зазоре 120, а также геометрии структурирующего материала 112 и крепирующего зазора 120 действует так, что целлюлозные волокна переориентируются, пока полотно 116 остается достаточно податливым, чтобы претерпевать структурные изменения. В частности, без привязки к какой-либо теории полагают, что меньшая скорость формующей поверхности структурирующего материала 112 заставляет полотно 116 в существенной степени впрессовываться в отверстия в структурирующем материале 116, причем волокна перестраиваются пропорционально степени крепирования.
Хотя конкретный процесс описан в связи с бумагоизготавливающей машиной 200, специалистам в данной области техники будет понятно, что настоящее изобретение, описанное в данном документе, не ограничено описанным выше способом изготовления бумаги. Например, в отличие от описанного выше не-TAD процесса настоящее изобретение может быть связано со способом изготовления бумаги по технологии TAD. Пример технологии TAD для производства бумаги можно найти в патенте США № 8080130, описание которого во всей полноте включено в настоящий документ посредством ссылки.
ФИГ. 2 представляет собой чертеж, подробно иллюстрирующий часть контактирующей с полотном стороны структурирующего материала 300, который имеет конфигурацию для формирования бумажных изделий в соответствии с вариантом осуществления настоящего изобретения. Структурирующий материал 300 включает нити основы 302, которые проходят в машинном направлении (МН), когда материал используют в процессе изготовления бумаги, и уточные нити 304, которые проходят в поперечном направлении (ПН). Основные и уточные нити 302 и 304 переплетены друг с другом так, что образуют структурирующий материал 300. Контактирующая с полотном поверхность структурирующего материала 300 образована узлами (два из которых представлены на фиг. 2 и обозначены позициями 306 и 310), которые образованы на нитях основы 302, но никаких узлов не образовано на уточных нитях 304. Однако следует отметить, что, хотя структурирующий материал 300, представленный на фиг. 2, имеет узлы только на нитях основы 302, настоящее изобретение не ограничено структурирующими материалами, которые имеют только узлы нитей основы, но, напротив, включает материалы, которые одновременно имеют как основные, так и уточные узлы. Фактически материалы, имеющие только узлы нитей основы, и материалы, одновременно имеющие основные и уточные узлы, будут подробно описаны ниже.
Узлы 306 и 310 в структурирующем материале 300 находятся в плоскости, которая образует поверхность, с которой полотно 116 находится в контакте во время операции изготовления бумаги. Карманы 308 (один из которых показан в виде области, окруженной пунктирной линией, на ФИГ. 2) ограничены в областях между узлами 306 и 310. Части полотна 116, которые не находятся в контакте с узлами 306 и 310, втянуты в карманы 308, как описано выше. Именно те части полотна 116, которые втянуты в карманы 308, образуют выпуклые области, которые присутствуют в готовых бумажных изделиях.
Специалисты в данной области техники отметят значительную длину узлов нитей основы 306 и 310 в машинном направлении структурирующего материала 300, и также им будет понятно, что материал 300 выполнен в такой конфигурации, что длинные узлы нитей основы 306 и 310 устанавливают границы длинных карманов в машинном направлении. В конкретных вариантах осуществления настоящего изобретения узлы нитей основы 306 и 310 имеют длину приблизительно от 2 до 6 мм. Большинство структурирующих материалов, известных в данной области техники, имеют более короткие узлы нитей основы (если эти материалы вообще имеют какие-либо узлы нитей основы). Как будет описано ниже, более длинные узлы нитей основы 306 и 310 создают более высокую площадь контакта для полотна 116 во время процесса изготовления бумаги, и, как полагают, могут быть, по меньшей мере, частично ответственны за увеличение мягкости, наблюдаемое в абсорбирующих листах в соответствии с настоящим изобретением, по сравнению с абсорбирующими листами, полученными с обычными более короткими узлами нитей основы.
Чтобы количественно определить параметры структурирующих материалов, описанных в настоящем документе, могут быть использованы методики исследования материалов, представленные в принадлежащих одному и тому же правообладателю публикациях патентных заявок США №№ 2014/0133734, 2014/0130996, 2014/0254885 и 2015/0129145 (далее называются «публикации по исследованию материала»). Описания указанных публикаций по исследованию материала во всей полноте включены в настоящий документ посредством ссылки. Такие методики исследования материала позволяют легко определить количественные параметры структурирующего материала, включая длину и ширину узлов, плотность узлов, площадь карманов, глубину карманов и объемы карманов.
ФИГ. 3A-3E показывают некоторые характеристики структурирующих материалов, изготовленных согласно вариантам осуществления настоящего изобретения, которые обозначены как материалы 1-15. ФИГ. 3F также дает характеристики традиционных структурирующих материалов, которые обозначены как материалы 16 и 17. Структурирующие материалы типа, показанного на ФИГ. 3A-3F, могут быть изготовлены многочисленными производителями, включая Albany International (Рочестер, штат Нью-Гемпшир, США) и Voith GmbH (Хайденхайм, ФРГ). Материалы 1-15 имеют длинные узлы нитей основы так, что большая часть площади контакта в материалах 1-15 происходит от узлов нитей основы, нежели чем от узлов уточных нитей (если материалы вообще имеют какие-либо узлы уточных нитей). Материалы 16 и 17, которые имеют более короткие узлы нитей основы, представлены для сравнения. Все характеристики, приведенные на ФИГ. 3A-3F, определены с использованием методик, описанных в вышеупомянутых публикациях по исследованию материалов, в частности, использованы способы расчета для непрямоугольного параллелограмма, которые представлены в публикациях по исследованию материала. Следует отметить, что обозначения «N/C» на ФИГ. 3A-3F показывают, что соответствующие характеристики не были вычислены.
Воздухопроницаемость структурирующего материала представляет собой еще одну характеристику, которая может влиять на свойства бумажных изделий, изготовленных с помощью структурирующего материала. Воздухопроницаемость структурирующего материала измеряют с помощью оборудования и испытаний, хорошо известных в данной области техники, таких как приборы Frazier® для измерения воздухопроницаемости по перепаду давления от компании Frazier Precision Instrument Company (Хейгерстаун, штат Мэриленд, США). В общем случае структурирующие материалы с длинными узлами нитей основы, используемые для производства бумажных изделий согласно настоящему изобретению, имеют высокую степень воздухопроницаемости. В конкретном варианте осуществления настоящего изобретения структурирующий материал с длинными узлами нитей основы имеет воздухопроницаемость приблизительно от 450 до 1000 куб.футов/мин.
ФИГ. 4A-4E представляют собой фотографии абсорбирующих листов, изготовленных с помощью структурирующих материалов с длинными узлами нитей основы, таких как материалы, представленные на ФИГ. 3A-3E. Более конкретно, на ФИГ. 4A-4E показана воздушная сторона абсорбирующих листов, то есть, сторона абсорбирующих листов, которая находится в контакте со структурирующим материалом во время процесса формирования абсорбирующих листов. Таким образом, отчетливые формы, которые приданы абсорбирующим листам посредством контакта со структурирующим материалом, включая выпуклые области, выступающие из показанной стороны абсорбирующего листа, можно увидеть на ФИГ. 4A-4E. Следует отметить, что на указанных фигурах машинное направление абсорбирующих листов представлено как вертикальное направление.
Конкретные отличительные признаки абсорбирующего листа 1000 прокомментированы на ФИГ. 5, которая основана на фотографии, представленной как ФИГ. 4E. Абсорбирующий лист 1000 включает множество имеющих по существу прямоугольную форму выпуклых областей, некоторые из которых на ФИГ. 5 выделены и обозначены номерами 1010, 1020, 1030, 1040, 1050, 1060, 1070 и 1080. Как объяснено выше, выпуклые области 1010, 1020, 1030, 1040, 1050, 1060, 1070 и 1080 соответствуют частям полотна, которые втянуты в карманы структурирующего материала в процессе изготовления абсорбирующего листа 1000. Соединительные области, некоторые из которых обозначены номерами 1015, 1025 и 1035 на ФИГ. 5, образуют пространственную структуру, объединяющую выпуклые области. Соединительные области в целом соответствуют частям полотна, которые были образованы в плоскости узлов структурирующего материала во время процесса формирования абсорбирующего листа 1000.
Специалисты в данной области техники легко обнаружат несколько отличительных признаков абсорбирующих листов, представленных на ФИГ. 4A-4E и 5, которые отличают их от традиционных абсорбирующих листов. Например, все из выпуклых областей включают множество выемок, образованных в вершинах выпуклых областей, причем выемки проходят через выпуклые области в поперечном направлении абсорбирующих листов. Некоторые из этих выемок выделены и обозначены позициями 1085 на ФИГ. 5. Следует отметить, что почти все из выпуклых областей имеют три такие выемки, причем некоторые из выпуклых областей имеют четыре, пять, шесть, семь или даже восемь выемок. Число выемок может быть подтверждено с использованием лазерного сканирования профиля (описанного ниже). При использовании такого лазерного сканирования профиля обнаружено, что в конкретном абсорбирующем листе согласно варианту осуществления настоящего изобретения имеется в среднем (среднее значение) приблизительно шесть выемок на выпуклую область.
Не ограничиваясь теорией полагают, что выемки, наблюдаемые в абсорбирующих листах, которые представлены на ФИГ. 4A-4E и 5, образуются, когда полотно переносят на структурирующий материал с конфигурациями, описанными в настоящем документе, в процессе изготовления бумаги, как описано в настоящем документе. В частности, когда используют разность скоростей для крепирования полотна, пока его переносят на структурирующий материал, полотно «вспахивается» на узлах структурирующего материала и в карманы между узлами. В результате образуются складки в структуре полотна, особенно в областях полотна, которые перемещаются в карманы структурирующего материала. Таким образом, формируют выемку между двумя такими складками полотна. Вследствие длинных карманов в машинном направлении в структурирующих материалах с длинными узлами нитей основы, описанных в настоящем документе, эффект вспахивания/складывания происходит множество раз на части полотна, которая покрывает карман в структурирующем материале. Таким образом, многочисленные выемки образуются в каждой из выпуклых областей абсорбирующих листов с помощью структурирующих материалов с длинными узлами нитей основы, описанных в настоящем документе.
И опять, не ограничиваясь теорией полагают, что выемки в выпуклых областях могут вносить вклад в повышенную мягкость, которая воспринимается в абсорбирующих листах согласно настоящему изобретению. В частности, выемки обеспечивают более гладкую плоскую поверхность, которая ощущается при прикосновении к абсорбирующему листу, по сравнению с абсорбирующими листами, имеющими традиционные выпуклые области. Разница в воспринимаемых плоскостях проиллюстрирована на ФИГ. 6A и 6B, которые представляют собой фигуры, показывающие поперечные сечения абсорбирующего листа 2000 согласно настоящему изобретению и сравнительного листа 3000, соответственно. В абсорбирующем листе 2000 выпуклые области 2010 и 2020 включают выемки 2080, причем между выемками 2080 образованы выступы (выступы/выемки соответствуют складкам в полотне во время процесса изготовления бумаги, как описано выше). В результате этого мелкие выемки 2080 и многочисленные выступы вокруг выемок 2080 образуют воспринимаемые плоскими, гладкими на ощупь плоскости P1 (обозначенные пунктирными линиями на ФИГ. 6A). Такие плоские гладкие плоскости P1 ощущают при прикосновении к абсорбирующему листу 2000. Кроме того, полагают, что пользователи не могут определить небольшие нарушения непрерывности выемок 2080 на поверхностях выпуклых областей 2010 и 2020, а также пользователи не могут ощущать короткое расстояние между выпуклыми областями 2010 и 2020. Следовательно, абсорбирующий лист 2000 воспринимается как имеющий гладкую мягкую поверхность. С другой стороны, ощущаемые плоскости P2 имеют более округлую форму за счет традиционных куполов 3010 и 3020 в сравнительном листе 3000, как представлено на ФИГ. 6B, и традиционные купола 3010 и 3020 отделены друг от друга. Полагают, что поскольку ощущаемые плоскости P2 традиционных куполов 3010 и 3020 находятся на значительном расстоянии друг от друга, сравнительный лист 3000 ощущается как менее гладкий и мягкий по сравнению с ощущаемыми плоскостями P1, которые присутствуют в выпуклых областях 2010 и 2020 с выемками 2080.
Специалистам в данной области техники будет понятно, что вследствие природы процесса изготовления бумаги не все выпуклые области в абсорбирующем листе будут одинаковыми. Действительно, как отмечено выше, выпуклые области абсорбирующего листа согласно настоящему изобретению могут иметь различное число выемок. В то же время некоторые из выпуклых областей, наблюдаемых в любом конкретном абсорбирующем листе согласно настоящему изобретению, могут не содержать какие-либо выемки. Однако это не будет влиять на общие свойства абсорбирующего листа до тех пор, пока большинство выпуклых областей включает выемки. Таким образом, когда абсорбирующий лист описывается как имеющий выпуклые области, которые включают множество выемок, следует понимать, что данный абсорбирующий лист может иметь несколько выпуклых областей без выемок.
Значения длины и глубины выемок в абсорбирующих листах, а также длину выпуклых областей можно вычислять по профилю поверхности выпуклой области, который определяют с использованием методов лазерного сканирования, которые хорошо известны в данной области техники. ФИГ. 7A и 7B показывают профили лазерного сканирования через выпуклые области в двух абсорбирующих листах согласно настоящему изобретению. Пики профилей лазерного сканирования представляют собой области куполов, которые находятся рядом с выемками, в то время как углубления профилей представляют собой дно выемок. При использовании таких профилей лазерного сканирования установлено, что выемки простираются до глубины приблизительно от 45 до 160 мкм ниже верхних частей соседних участков выпуклых областей. В конкретном варианте осуществления выемки простираются в среднем (среднее значение) приблизительно на 90 мкм ниже верхних частей соседних участков выпуклых областей. В некоторых вариантах осуществления выпуклые области имеют полную длину приблизительно от 2,5 до 3 мм по существу в машинном направлении абсорбирующих листов. Специалисту в данной области техники будет понятно, что такая длина в машинном направлении выпуклых областей больше, чем длина выпуклых областей в традиционных материалах, и что длинные выпуклые области, по меньшей мере, частично являются результатом длинных карманов в машинном направлении структурирующих материалов, которые используют для создания абсорбирующих листов, как обсуждалось выше. На профилях лазерного сканирования можно также увидеть, что выемки располагаются с интервалами приблизительно 0,5 мм в направлении длины выпуклых областей в вариантах осуществления изобретения.
Другие отличительные признаки, которые могут быть отмечены в абсорбирующих листах, представленных на ФИГ. 4A-4E и 5, включают выпуклые области, двухсторонне расположенные в шахматном порядке в машинном направлении так, что по существу непрерывные ступенчатые ряды выпуклых областей простираются в машинном направлении листов. Например, если снова рассматривать ФИГ. 5, то выпуклая область 1010 располагается рядом с выпуклой областью 1020, причем две выпуклые области перекрываются в области 1090. Аналогично, выпуклая область 1020 перекрывает выпуклую область 1030 в области 1095. Расположенные в шахматном порядке выпуклые области 1010, 1020 и 1030 образуют непрерывную ступенчатую линию по существу в МН абсорбирующего листа 1000. Другие выпуклые области образуют аналогичные непрерывные ступенчатые линии в машинном направлении.
Полагают, что конфигурация продолговатых, двусторонне расположенных в шахматном порядке выпуклых областей в комбинации с выемками, проходящими через выпуклые области, дает абсорбирующие листы, имеющие более устойчивую конфигурацию. Например, двусторонне расположенные в шахматном порядке выпуклые области создают гладкую плоскую поверхность на обращенной к сушильному барабану стороне абсорбирующих листов, в результате чего получают более хорошее распределение точек давления на абсорбирующий лист. Следует отметить, что обращенная к сушильному барабану сторона абсорбирующего листа представляет собой сторону абсорбирующих листов, которая является противоположной по отношению к воздушной стороне абсорбирующих листов, которая втянута в структурирующий материал во время процесса изготовления бумаги. Фактически двусторонне расположенные в шахматном порядке выпуклые области действуют подобно длинным пластинам в машинном направлении, которые делают плоской структуру абсорбирующего листа. Этот эффект, получаемый в результате комбинации двусторонне расположенных в шахматном порядке выпуклых областей и выемок, например, будет заставлять полотно лучше укладываться на поверхность американского сушильного барабана в процессе изготовления бумаги, что приводит к улучшению качества абсорбирующих листов.
Аналогично непрерывным рядам выпуклых областей по существу непрерывные ряды соединительных областей проходят ступенчатым образом вдоль машинного направления абсорбирующего листа 1000. Например, соединительная область 1015, которая проходит по существу в поперечном направлении, совпадает с соединительной областью 1025, которая проходит по существу в поперечном направлении. Соединительная область 1025 также совпадает с соединительной областью 1035, которая проходит по существу в машинном направлении. Аналогично, соединительная область 1015 совпадает с соединительной областью 1025 и соединительной областью 1055. В итоге, соединительные области в машинном направлении являются существенно длиннее, чем соединительные области в поперечном направлении, так что вдоль абсорбирующего листа можно увидеть ряды ступенчатых непрерывных соединительных областей.
Как обсуждалось выше, размеры выпуклых областей и соединительных областей абсорбирующего листа обычно соответствуют размерам карманов и узлов в структурирующем материале, используемом для производства абсорбирующего листа. В этой связи полагают, что относительные размеры выпуклых и соединительных областей вносят вклад в мягкость абсорбирующих листов, изготовленных с помощью материала. Также полагают, что мягкость дополнительно улучшается в результате по существу непрерывных рядов выпуклых областей и соединительных областей. В конкретном варианте осуществления изобретения расстояние в ПН через выпуклые области составляет приблизительно 1,0 мм, и расстояние в ПН через ориентированные в машинном направлении соединительные области составляет приблизительно 0,5 мм. Кроме того, перекрывающиеся/соприкасающиеся области между соседними выпуклыми областями по существу в непрерывных рядах имеют длину приблизительно 1,0 мм вдоль машинного направления. Такие размеры могут быть определены при визуальном изучении абсорбирующих листов или из лазерного сканирования профиля, как описано выше. Исключительно мягкий абсорбирующий лист может быть получен, когда указанные размеры объединены с другими отличительными признаками настоящего изобретения, описанными в данном документе.
Чтобы оценить свойства изделий по настоящему изобретению, изготовлены абсорбирующие листы с использованием материала 15, показанного на ФИГ. 3E, в бумагоизготавливающей машине, имеющей общую конфигурацию, представленную на ФИГ. 1, с помощью процесса, рассмотренного выше. Для сравнения изготовлены изделия с использованием материала 17 с более короткими узлами нитей основы (который также представлен на ФИГ. 3F) при тех же технологических условиях. Параметры, используемые для производства основных листов в случае таких опытов, представлены в таблице 1.
Таблица 1
65% SHWK
35% SSWK
70% SSWK и 30% SHWKK к среднему и воздушному слоям
Основные листы перерабатывают с получением прототипов двухслойной склеенной бумажной салфетки. Таблица 2 показывает условия преобразования при проведении опытов.
Таблица 2
Листы, полученные в опытах с материалом 15 (то есть, с материалом с длинными узлами нитей основы), как установлено, являются более гладкими и более мягкими, чем листы, полученные в опытах с материалом 17 (то есть, с материалом с более короткими узлами нитей основы). Другие важные свойства листов, изготовленных с помощью материала 15, такие как толщина и объем, как установлено, являются вполне сопоставимыми с соответствующими свойствами листов, изготовленных с помощью материала 17. Таким образом, очевидно, что основные листы, изготовленные с материалом 15 с длинными узлами нитей основы, потенциально могут быть использованы для изготовления абсорбирующих изделий, которые являются более мягкими, чем абсорбирующие изделия, изготовленные с помощью материала 17 с более короткими узлами нитей основы, без ухудшения других важных свойств абсорбирующих изделий.
Как описано в вышеупомянутых публикациях по исследованию материалов, плоскостной объемный индекс (PVI) представляет собой полезный параметр для характеристики структурирующего материала. Значение PVI для структурирующего материала вычисляют как соотношение площади контакта (CAR), умноженное на эффективный объем кармана (EPV) и умноженное на 100, где EPV представляет собой произведение оцененной площади кармана (PA) и измеренной глубины кармана. Глубину кармана наиболее точно рассчитывают путем измерения толщины листа ручного отлива, полученного на структурирующем материале в лаборатории, и последующей корреляции измеренной толщины к глубине кармана. Кроме того, если не указано иное, все связанные с PVI параметры, описанные в настоящем документе, определяют с использованием данного способа измерения толщины листа ручного отлива. Кроме того, значение PVI непрямоугольного параллелограмма рассчитывают, как соотношение площади контакта (CAR), умноженное на эффективный объем кармана (EPV) и умноженное на 100, где значения CAR и EPV определяют с использованием расчета площади элементарной ячейки в форме непрямоугольного параллелограмма. В вариантах осуществления настоящего изобретения площадь контакта структурирующего материала с длинными узлами нитей основы меняется в интервале приблизительно от 25 до 35%, и глубина кармана меняется в интервале приблизительно от 100 до 600 мкм, причем в результате PVI меняется соответствующим образом.
Еще один полезный параметр для характеристики структурирующего материала, связанный с PVI, представляет собой индекс плоскостной объемной плотности (PVDI) структурирующего материала. Значение PVDI структурирующего материала определяют в виде PVI, умноженного на плотность карманов. Следует отметить, что в вариантах осуществления изобретения плотность карманов меняется в интервале приблизительно от 10 до 47 см-2. Еще один полезный параметр структурирующего материала может быть получен путем умножения PVDI на отношение длины и ширины узлов материала, в результате чего получают соотношение PVDI-узел (PVDI-KR). Например, PVDI-KR для имеющего длинные узлы нитей основы структурирующего материала, который описан в настоящем документе, представляет собой PVDI структурирующего материала, умноженный на соотношение длины узлов нитей основы в машинном направлении и ширины узлов нитей основы в поперечном направлении. Как очевидно из переменных, используемых для вычисления PVDI и PVDI-KR, указанные параметры учитывают важные аспекты структурирующего материала (включая процентную площадь контакта, плотность карманов и глубину карманов), которые влияют на формы бумажных изделий, изготовленных с использованием структурирующего материала, и, следовательно, значения PVDI и PVDI-KR могут представлять собой показатели свойств бумажных изделий, таких как мягкость и абсорбирующая способность.
PVI, PVDI, PVDI-KR и другие характеристики определяют для трех структурирующих материалов с длинными узлами нитей основы в соответствии с вариантами осуществления настоящего изобретения, причем результаты представлены для материалов 18-20 на ФИГ. 8. Для сравнения PVI, PVDI, PVDI-KR и другие характеристики также определены для структурирующего материала с более короткими узлами нитей основы, который представлен как материал 21 на ФИГ. 8. Следует отметить, что значения PVDI-KR для материалов 18-20 составляют приблизительно от 43 до 50 и значительно превышают значение PVDI-KR 16,7 в случае материала 21.
Материалы 18-21 используют для производства абсорбирующих листов и определяют характеристики абсорбирующих листов, которые представлены на ФИГ. 9. Характеристики, представленные на ФИГ. 9, определяют с использованием тех же методик, которые описаны в вышеупомянутых публикациях по исследованию материалов. В этой связи определения взаимосвязанных областей соответствуют узлам нитей основы на структурирующем материале, и выпуклые области соответствуют карманам структурирующего материала. Кроме того, можно снова увидеть, что листы, изготовленные с помощью имеющих длинные узлы нитей основы материалов 18-20, имеют множество выемок в каждой выпуклой области. С другой стороны, выпуклые области абсорбирующего листа, сформированного с помощью имеющего более короткие узлы нитей основы материала 21, имеют, самое большее, одну выемку, и многие из выпуклых областей вообще не имеют каких-либо выемок.
Сенсорную мягкость определяют для абсорбирующих листов, представленных на ФИГ. 9. Сенсорная мягкость представляет собой меру ощущаемой мягкости бумажного изделия, которую определяют обученные исследователи, используя стандартизированные методики исследования. Более конкретно, сенсорную мягкость измеряют с помощью исследователей, обученных для определения мягкости, причем исследователи следуют конкретным методикам захвата бумаги и оценки ощущаемой мягкости бумаги. Чем выше показатель сенсорной мягкости, тем выше ощущаемая мягкость. В случае листов, изготовленных с материалами 18-20, установлено, что абсорбирующие листы, изготовленные с помощью материалов 18-20, имеют мягкость на 0,2-0,3 единицы выше, чем абсорбирующие листы, полученные с помощью материала 21. Такая разница является выдающейся. Более того, сенсорная мягкость, как установлено, коррелирует со значением PVDI-KR материалов. То есть, чем выше значение PVDI-KR структурирующего материала, тем выше достигаемый показатель сенсорной мягкости. Таким образом, полагают, что значение PVDI-KR представляет собой хороший показатель мягкости, которая может быть достигнута в бумажном изделии, полученном с помощью процесса с использованием структурирующего материала, причем структурирующий материал с более высоким значением PVDI-KR дает более мягкое изделие.
ФИГ. 10A-10D показывают характеристики других материалов 22-41 с длинными узлами нитей основы в соответствии с различными вариантами осуществления настоящего изобретения, включая значения PVI, PVDI и PVDI-KR для каждого из материалов. Следует отметить, что эти структурирующие материалы имеют более широкий интервал характеристик, чем структурирующие материалы, описанные выше. Например, длины контакта узлов нитей основы материалов 22-41 находятся в интервале приблизительно от 2,2 до 5,6 мм. Однако в других вариантах осуществления изобретения длины контакта узлов нитей основы могут лежать в интервале приблизительно от 2,2 до 7,5 мм. Следует отметить, что в случае материалов 22-37 и 41 глубину карманов определяют путем формирования листов ручного отлива на материалах и последующего определения размеров куполов на листе ручного отлива (размер куполов, соответствующих размеру карманов, как описано выше). Глубину карманов для материалов 38-40 определяют с использованием методик, представленных в вышеупомянутых патентах по исследованию материалов.
Дополнительные опыты проведены с целью оценки свойств абсорбирующих листов в соответствии с вариантами осуществления изобретения. В этих опытах используют материалы 27 и 38. Для таких опытов используют бумагоизготавливающую машину, имеющую общую конфигурацию, представленную на ФИГ. 1, с помощью процесса, который описан выше. Параметры, используемые для производства основных листов в случае этих опытов, представлены в таблице 3. Следует отметить, что указание на переменную оценку означает, что технологический параметр был изменен при проведении разных опытов.
Таблица 3
В этих опытах основные листы преобразуют однослойные рулоны без тиснения.
Изображения абсорбирующих листов, изготовленных с помощью материала 27, представлены на ФИГ. 11A-11E, и изображения абсорбирующих листов, изготовленных с помощью материала 38, представлены на ФИГ. 12A-12E. Из ФИГ. 11A-11E и 12A-12E очевидно, что выпуклые области абсорбирующих листов включают множество выемок подобно абсорбирующим листам, описанным выше. Кроме того, аналогично абсорбирующим листам, описанным выше, абсорбирующие листы, изготовленные с помощью материалов 27 и 38, также включают двусторонне расположенные в шахматном порядке выпуклые области, которые образуют по существу непрерывные ступенчатые ряды в машинном направлении абсорбирующих листов, и по существу непрерывные ступенчатые соединительные области между выпуклыми областями.
Профили выпуклых областей в основных листах, изготовленных с помощью материалов 27 и 38, определены с использованием лазерного сканирования тем же способом, которым определяют профили в абсорбирующих листах, описанных выше. Установлено, что выпуклые области в основных листах, изготовленных с помощью материала 27, содержат от 4 до 7 выемок, причем присутствует в среднем (среднее значение) 5,2 выемок на выпуклую область. Выемки выпуклых областей простираются на приблизительно от 132 до 274 мкм ниже верхних частей соседних участков выпуклых областей, имея среднюю (среднее значение) глубину приблизительно 190 мкм. Кроме того, выпуклые области простираются приблизительно на 4,5 мм в машинном направлении основных листов.
Выпуклые области в основных листах, изготовленных с помощью материала 38, имеют от 4 до 8 выемок, причем имеется в среднем (среднее число) 6,29 выемок на выпуклую область. Выемки выпуклых областей в основных листах, изготовленных с помощью материала 38, простираются на приблизительно от 46 до 159 мкм ниже верхних частей соседних участков выпуклых областей, имея среднюю (среднее значение) глубину приблизительно 88 мкм. Кроме того, выпуклые области простираются приблизительно на 3 мм в машинном направлении основных листов.
Поскольку простирающиеся в машинном направлении выпуклые области в основных листах, изготовленных с помощью материалов 27 и 38, включают множество выемок, можно сделать вывод, что основные листы будут иметь аналогичные полезные свойства, обусловленные конфигурацией выпуклых областей, как и абсорбирующие листы, описанные выше. Например, основные листы, изготовленные с помощью материалов 27 и 38, будут более мягкими на ощупь по сравнению с основными листами, изготовленными с помощью материалов, у которых отсутствуют длинные узлы нитей основы.
Другие свойства основных листов, изготовленных с помощью материалов 27 и 38, сравнивают со свойствами основных листов, изготовленных с помощью материалов с более короткими узлами. В частности, толщину и глубину карманов сравнивают для некаландрированных основных листов, изготовленных с помощью различных материалов. Толщину измеряют, используя стандартные методики, которые хорошо известны в данной области техники. Установлено, что толщина основных листов, изготовленных с помощью материала 27, меняется приблизительно от 80 до 110 мил/8 листов, в то время как толщина основных листов, изготовленных с помощью материала 38, варьируется приблизительно от 80 до 90 мил/8 листов. Оба из указанных интервалов толщины являются весьма сопоставимыми, если не лучше, чем толщина приблизительно от 60 до 93 мил/8 листов, которая обнаружена в основных листах, изготовленных с помощью материалов с более короткими узлами нитей основы при одинаковых технологических условиях.
Значения глубины выпуклых областей измеряют с использованием сканирования топографического профиля воздушной стороны (т.е., стороны основных листов, которая вступает в контакт со структурирующим материалом по ходу процесса изготовления бумаги) основных листов для определения глубины наиболее нижних точек выпуклых областей ниже боковой поверхности американского сушильного барабана. Значения глубины выпуклых областей в основных листах, изготовленных с использованием материала 27, составляют приблизительно от 500 до 675 мкм, в то время как значения глубины выпуклых областей в основных листах, изготовленных с использованием материала 38, составляют приблизительно от 400 до 475 мкм. Эти выпуклые области сопоставимы, если не больше, чем выпуклые области в основных листах, изготовленных на структурирующих материалах, имеющих более короткие узлы нитей основы. Эта сопоставимость значений глубины выпуклых областей согласуется с установлением того, что основные листы, изготовленные с помощью структурирующих материалов с длинными нитями основы, имеют сопоставимую толщину с основными листами, изготовленными с помощью структурирующих материалов с более короткими нитями основы, поскольку глубина выпуклых областей непосредственно связана с толщиной абсорбирующего листа.
Характеристики других материалов с длинными узлами нитей основы в соответствии с настоящим изобретением обозначены как материалы 42-44 на ФИГ. 13. Кроме того, на ФИГ. 13 представлен традиционный материал 45, в котором отсутствуют длинные узлы нитей основы. Дополнительные характеристики материала 42 приведены на ФИГ. 14, которая представляет собой профиль вдоль одной из нитей основы материала. Как можно видеть на этих фигурах, материал 42 имеет несколько отличительных признаков, помимо наличия длинных узлов нитей основы. Один отличительный признак заключается в том, что карманы являются длинными и глубокими, что отражено в связанных с PVI параметрах, приведенных на ФИГ. 13. Как также можно увидеть на отпечатке материала 42, представленном на ФИГ. 13, еще один отличительный признак данного материала заключается в том, что нити в поперечном направлении полностью расположены ниже плоскости узлов нитей в машинном направлении так, что отсутствуют узлы в поперечном направлении на верхней поверхности материала. Поскольку отсутствуют узлы в поперечном направлении, имеется плавный наклон к нитям основы в направлении z, что подробно показано при сканировании профиля на ФИГ. 14. Как показано на этой фигуре, нити основы имеют наклон приблизительно 200 мкм/мм от наиболее нижней точки, где нити основы проходят под нитями в поперечном направлении, к верхней части соседнего узла нити основы. Говоря в целом, нити основы расположены под углом приблизительно 11 градусов по отношению к плоскости, вдоль которой материал 42 движется по ходу операции крепирования. Полагают, что такой плавный наклон нитей основы дает возможность прижимать волокна к материалу 42, чтобы только немного накопить их на наклонной части нити основы перед тем, как некоторые из волокон соскользнут с верхней части соседнего узла. Пологий наклон нитей основы в материале 42, таким образом, вызывает менее резкую остановку волокон полотна и меньшее уплотнение волокон по сравнению с другими материалами, где нити основы имеют более крутой наклон, который контактирует с полотном.
Материалы 42 и 43 оба имеют более высокие значения PVDI-KR, и эти значения в сочетании со значениями PVDI-KR других структурирующих материалов, описанных в настоящем документе, как правило, определяют интервал значений PVDI-KR, который может быть найден в вариантах осуществления настоящего изобретения. Кроме того, также могут быть использованы структурирующие материалы с более высокими значениями PVDI-KR, например, вплоть до приблизительно 250.
Чтобы оценить свойства материала 42, проведена серия опытов с этим материалом и с материалом 45 для сравнения. В этих опытах используют бумагоизготавливающую машину, имеющую общую конфигурацию, представленную на ФИГ. 1, для изготовления основных листов абсорбирующих полотенец. Используют не-TAD процесс, в целом описанный выше (и конкретно представленный в вышеупомянутом патенте '563), при котором полотно подвергают обезвоживанию до такой точки, что оно имеет консистенцию приблизительно от 40 до 43 процентов, когда полотно переносят на верхнюю сторону структурирующего материала (т.е., материала 42 или материала 45) в крепирующем зазоре. Другие конкретные параметры этих опытов показаны в таблице 4.
Таблица 4
Свойства основных листов, изготовленных в этих опытах с помощью материалов 42 и 45, представлены в таблицах 5-9. Методики испытаний, используемые для определения свойств, приведенных в таблицах 5-9, могут быть найдены в патентах США №№ 7399378 и 8409404, которые во всей полноте включены в настоящий документ посредством ссылки. Обозначение «N/C» указывает на то, что свойство не было рассчитано в случае конкретного опыта.
Таблица 5
СГ - среднее геометрическое
Таблица 6
Таблица 7
Таблица 8
Таблица 9
Результаты опытов, представленные в таблицах 5-9, демонстрируют, что материал 42 может быть использован для производства основных листов, имеющих выдающееся сочетание свойств, особенно таких как толщина и абсорбирующая способность. Не ограничиваясь теорией полагают, что эти результаты обусловлены частично конфигурацией узлов и карманов в материале 42. Говоря точнее, конфигурация материала 42 обеспечивает высокую эффективность операции крепирования вследствие аспектного отношения карманов (т.е., отношения длины карманов в машинном направлении к ширине карманов в поперечном направлении), причем карманы являются глубокими, и карманы сформированы в длинные, почти непрерывные ряды в машинном направлении. Такие свойства карманов обеспечивают возможность для высокой «подвижности» волокна, которая является условием, при котором влажное спрессованное полотно подвергается механическим силам, которые создают перемещение локализованной базовой массы. Более того, во время процесса крепирования целлюлозные волокна в полотне подвергаются разнообразным локализованным силам (например, вталкиваются, растягиваются, изгибаются, расслаиваются) и в результате этого становятся в большей степени отделенными друг от друга. Другими словами, волокна становятся разрыхленными и приводят к более низкому модуль упругости изделия. Следовательно, полотно имеет более хорошую «формуемость» в вакууме, что приводит к более высокой толщине и более открытой структуре, что обеспечивает более высокую абсорбцию.
Подвижность волокон, обеспечиваемую за счет конфигурации карманов в материале 42, можно наблюдать по результатам, показанным на ФИГ. 15 и 16. На этих фигурах проведено сравнение толщины, абсорбционной емкости и объема пор при различных уровнях крепирования, используемых в опытах. ФИГ. 15 и 16 показывают, что даже в опытах с материалом 42, где не было использовано вакуумное формование, толщина и абсорбционная емкость растут с увеличением степени крепирования материалом. Поскольку вакуумное формование отсутствует, можно сделать вывод, что такое увеличение толщины и абсорбционной емкости связано непосредственно с подвижностью волокон в материале 42. ФИГ. 15 и 16 также демонстрируют, что высокие значения толщины и абсорбционной емкости достигаются при использовании материала 42 в опытах, где используют вакуумное формование, при этом при каждом уровне крепирования толщина и абсорбционная емкость основных листов, изготовленных с помощью материала 42, намного больше, чем толщина и абсорбционная емкость основных листов, изготовленных с помощью материала 45.
Формуемость волокон, обеспечиваемую материалом 42, также можно увидеть в результатах, показанных на ФИГ. 15 и 16. То есть, различия между толщиной и абсорбционной емкостью в опытах без вакуумного формования и опытах с вакуумным формованием показывают, что волокна в полотне имеют высокую формуемость на материале 42. Как будет рассмотрено ниже, вакуумное формование вытягивает волокна в области полотна, образованные в карманах материала 42. Высокая формуемость волокон означает, что волокна сильно вытягиваются при такой операции формования, что приводит к увеличению толщины и абсорбционной емкости конечного изделия.
ФИГ. 19 также подтверждает, что более высокая подвижность волокон достигается с помощью материала 42 путем сравнения объема пор основных листов из опытов при данных уровнях крепирования материалом. Абсорбирующая способность листа непосредственно связана с объемом пор, который фактически представляет собой меру пространства между целлюлозными волокнами. Объем пор измеряют по методике, описанной в вышеупомянутом патенте США № 7399378. Как показано на ФИГ. 19, объем пор растет с увеличением крепирования на материале в опытах с использованием материала 42, где не применяют вакуумное формование. Это указывает на то, что целлюлозные волокна в большей степени отделяются друг от друга (т.е., разрыхляются при более низком конечном модуле упругости) при каждом уровне крепирования материалом, чтобы получить дополнительный объема пор. Кроме того, ФИГ. 19 показывает, что, когда используют вакуумное формование, материал 42 дает основные листы с более высоким объемом пор, чем традиционный материал 45 при каждом уровне крепирования материалом.
Подвижность волокон, когда используют материал 42, также можно увидеть на ФИГ. 20А, 20В, 21А и 21В, которые представляют собой изображения в мягком рентгеновском излучении основных листов, изготовленных с использованием материала 42. Как будет понятно специалистам в данной области техники, визуализация в мягком рентгеновском излучении представляет собой метод высокого разрешения, который может быть использован для количественного измерения массовой однородности бумаги. Основные листы, представленные на ФИГ. 20А и 20В, изготовлены при степени крепирования на материале 8%, в то время как основные листы ФИГ. 21А и 21В получены при степени крепирования на материале 25%. ФИГ. 20А и 21А показывают движение волокон на более «макро»-уровне, причем изображения показывают площадь 26,5×21,2 мм. Волнообразные рисунки меньшей массы (соответствующие на изображениях более легким областям) можно увидеть при более высокой степени крепирования на материале (ФИГ. 21А), но области меньшей массы нельзя легко увидеть при менее высоком уровне крепирования материалом (ФИГ. 20А). ФИГ. 20В и 21В показывают движение волокон на более «микро»-уровне, причем изображения показывают площадь 13,2×10,6 мм. Целлюлозные волокна могут быть четко рассмотрены, как более удаленные друг от друга и растянутые разные стороны при более высокой степени крепирования материалом (ФИГ. 21В), чем при менее высокой степени крепирования материалом (ФИГ. 20В). В совокупности изображения в мягком рентгеновском излучении дополнительно подтверждают тот факт, что материал 42 обеспечивает более высокую подвижность волокон с более высоким перемещением локализованных масс, наблюдаемым при более высокой степени крепирования на материале, чем при менее высоком уровне крепирования на материале.
ФИГ. 17 и 18, а также ФИГ. 19 показывают результаты опытов с точки зрения бумажной массы. Говоря точнее, эти фигуры показывают, что материал 42 может давать сопоставимые величины толщины, абсорбционной емкости по воде и объема пор при использовании непервосортной бумажной массы, а также при использовании высококачественной бумажной массы. Это представляет собой весьма благоприятный результат, поскольку он демонстрирует, что материал 42 может обеспечивать превосходные результаты с менее дорогостоящей бумажной массой.
Поскольку материал 42 имеет сверхдлинные узлы нитей основы, как и в случае других материалов, имеющих сверхдлинные узлы нитей основы, описанных выше, изделия, изготовленные с помощью материала 42, могут иметь множество выемок, проходящих в поперечном направлении. Выемки также являются результатом складок, возникающих на участках полотна, которые перемещаются в карманы структурирующего материала. В случае материала 42, как полагают, аспектное отношение длины узлов и длины через карман даже дополнительно усиливает образование складок/выемок. Это обусловлено тем, что полотно является полуограниченным на длинных узлах нитей основы, при этом является более подвижным внутри карманов материала 42. Результат заключается в том, что полотно может изгибаться или складываться во множестве мест вдоль каждого кармана, что, в свою очередь, приводит к выемкам в поперечном направлении, которые видны в изделиях.
На ФИГ. 22А-22Е можно увидеть выемки, сформированные в абсорбирующих листах, изготовленных с материалом 42. Эти фигуры представляют собой изображения воздушной стороны изделий, изготовленных с помощью материала 42, при различных уровнях крепирования материалом, но без вакуумного формования. Машинное направление соответствует вертикальному направлению на всех фигурах. Примечательно, что вместо четко очерченных выпуклых областей подобно описанным выше изделиям, изделия на ФИГ. 22А-22Е характеризуются наличием параллельных и почти непрерывных рядов выступающих областей, простирающихся по существу в машинном направлении, причем каждая из простирающихся выступающих областей включает множество выемок, проходящих через выступающие области по существу в поперечном направлении абсорбирующего листа. Такие выступающие области соответствуют рядам карманов, простирающимся в машинном направлении материала 42. Между выступающими областями находятся соединительные области, которые также проходят по существу в машинном направлении. Соединительные области соответствуют длинным узлам нитей основы материала 42.
Изделие на ФИГ. 22А изготовлено с крепированием на материале 25%. В данном изделии выемки являются очень отчетливыми. Полагают, что такой рисунок выемок является результатом того, что пространственная структура волокна на материале 42 испытывает воздействие широкого спектра сил в процессе крепирования, включая внутриплоскостное сжатие, натяжение, изгиб и искривление. Все такие силы вносят свой вклад в подвижность волокна и формуемость волокна, как обсуждалось выше. Кроме того, в результате почти непрерывной природы выступающих областей, простирающихся в машинном направлении, повышенная подвижность волокна и формуемость волокна может иметь место почти в непрерывном режиме вдоль машинного направления.
ФИГ. 22В-22Е показывают конфигурацию изделий с меньшим крепированием на материале по сравнению с изделием, показанным на ФИГ. 22А. На ФИГ. 22В уровень крепирования на материале, используемый для формирования изображенного изделия, составляет 15%, на ФИГ. 22С уровень крепирования на материале составляет 10%, на ФИГ. 22D уровень крепирования на материале составляет 8%, и на ФИГ. 22E уровень крепирования на материале составляет 3%. Как можно было ожидать, амплитуда складок/выемок, как можно заметить, падает при снижении уровня крепирования на материале. Однако следует отметить, что частота выемок остается приблизительно такой же независимо от уровня крепирования материалом. Это указывает на то, что полотно изгибается/складывается в одних и тех же положениях относительно узлов и карманов в материале 42 независимо от используемого уровня крепирования материалом. Таким образом, положительные свойства, обусловленные образованием складок/выемок, могут наблюдаться даже при более низком уровне крепирования на материале.
Таким образом, ФИГ. 22А-22Е показывают, что высокое аспектное отношение карманов материала 42 обладает способностью равномерно прикладывать энергию разуплотнения к полотну так, что стимулирует подвижность волокон и формуемость волокон в широком интервале степеней крепирования материалом. Кроме того, указанные подвижность волокон и формуемость волокон составляют весьма значимый фактор в выдающихся свойствах, таких как толщина и абсорбционная емкость, которые найдены в абсорбирующих листах, произведенных с помощью материала 42.
ФИГ. 23А-24В представляют собой изображения, полученные с помощью сканирующей электронной микроскопии, воздушных сторон изделия, изготовленного с помощью материала 42 (ФИГ. 23А и 24А), и сравнительного изделия, изготовленного с помощью материала 45 (ФИГ. 23В и 24В). В этих случаях изделия получены при 30%-ном крепировании на материале и формовании при максимальном вакууме. Центральные области изображений на ФИГ. 23А и 23В показывают области, полученные в карманах соответствующих материалов, причем области, окружающие центральные области, соответствуют областям, сформированным на узлах соответствующих материалов. Поперечные сечения, показанные на ФИГ. 24А и 24В, проходят по существу вдоль машинного направления, причем на ФИГ. 24А показано изделие с удлиненными выступающими областями материала 42, и на ФИГ. 24В представлено с изделие с множеством куполов (которые образуются во множестве карманов) в материале 45. Можно ясно увидеть, что волокна в изделии, изготовленном с помощью материала 42, значительно менее плотно упакованы, чем целлюлозные волокна в изделии, изготовленном с помощью материала 45. То есть, центральные выпуклые области в изделии материала 45 являются высоко плотными, такими же плотными, если не более плотными, чем соединительная область, окружающая область карманов в изделии материала 42. Более того, ФИГ. 24А и 24В показывают волокна, которые значительно более рыхлые, то есть, менее плотные, в изделии материала 42, чем в изделии материала 45, причем отдельные волокна выскакивают из структуры изделия материала 42 на ФИГ. 24А. Таким образом, ФИГ. 23А-24В также подтверждают, что материал 42 обеспечивает более высокий уровень подвижности волокон и формуемости волокон в процессе крепирования, что, в свою очередь, приводит к областям со значительно пониженной плотностью в абсорбирующих листовых изделиях, изготовленных с помощью этого материала. Области пониженной плотности обеспечивают более высокую абсорбирующую способность изделий. Кроме того, области пониженной плотности обеспечивают большую толщину, поскольку лист становится более «пухлым» в областях пониженной плотности. Кроме того, пухлые, менее плотные области приводят к изделию, воспринимаемому более мягким на ощупь.
Дополнительные опыты проведены с использованием материала 42 для оценки свойств переработанных в полотенце изделий в соответствии с вариантами осуществления настоящего изобретения. В этих опытах используют те же условия, как и в опытах, описанных в связи с таблицами 4 и 5. Основные листы затем преобразуют в двухслойные бумажные полотенца. В таблице 10 показаны условия преобразования для данных опытов. Свойства изделий, изготовленных в этих опытах, представлены в таблицах 11-13.
Таблица 10
Таблица 11
СГ - среднее геометрическое
Таблица 12
Таблица 13
Следует отметить, что в опыте 22 получено только однослойное изделие, но в иных случаях было преобразовано таким же способом, как и в других опытах.
Результаты, представленные в таблицах 11-13, показывают превосходные свойства, которые могут быть достигнуты посредством использования материала с длинными узлами нитей основы по настоящему изобретению. Например, конечные изделия, изготовленные с помощью материала 42, имеют более высокую толщину и более высокую абсорбционную емкость по воде, чем сравнительные изделия, полученные с помощью материала 45. Кроме того, результаты в таблицах 11-13 показывают, что весьма сопоставимые изделия могут быть изготовлены с помощью материала 42 независимо от использования высококачественной или низкосортной бумажной массы.
На основании свойств изделий, полученных в опытах, описанных в настоящем документе, очевидно, что структурирующие материалы с длинными узлами нитей основы, описанные в настоящем документе, могут быть использованы в способах, которые дают изделия, имеющие выдающуюся комбинацию свойств. Например, структурирующие материалы с длинными узлами нитей основы, описанные в настоящем документе, могут быть использованы в сочетании с не-TAD процессом, который в целом описан выше и более конкретно описан в вышеупомянутом патенте '563 (где бумажную массу для изготовления бумаги подвергают уплотнительному обезвоживанию перед крепированием) с получением абсорбирующего листа, который имеет абсорбционную емкость, по меньшей мере, приблизительно 9,5 г/г и, по меньшей мере, приблизительно 500 г/м2. Кроме того, указанный абсорбирующий лист может быть сформирован в способе, в котором используют степень крепирования меньше чем приблизительно 25%. Кроме того, указанный способ и структурирующие материалы с длинными узлами нитей основы могут быть использованы для производства абсорбирующего листа, который имеет абсорбционную емкость, по меньшей мере, приблизительно 10,0 г/г и, по меньшей мере, приблизительно 500 г/м2, имеет базовый вес меньше чем приблизительно 30 фунт/стопа и толщину 220 мил/8 листов. Полагают, что раньше такой тип способа никогда не создавал подобного абсорбирующего листа.
Другие базовые листы для абсорбирующего полотенца получают в серии опытов с помощью материалов 42 и 45. Эту серию опытов проводят на бумагоизготавливающей машине, имеющей конфигурацию, показанную на ФИГ. 1, с использованием не-TAD процесса, описанного в целом выше (и конкретно представленного в упоминаемом выше патенте '563), а параметры для этих опытов являются такими же, как и параметры, показанные и описанные выше в таблице 4. Результаты этих опытов представлены ниже в таблицах 14-16.
Таблица 14
Таблица 15
Таблица 16
Как и в случае ранее описанных опытов, абсорбирующие листы, изготовленные с использованием материала 42, в опытах, показанных в таблицах 14-16, имеют выдающуюся комбинацию свойств, особенно замечательную толщину и превосходную абсорбирующую способность.
ФИГ. 25A и 25B показывают характеристики других структурирующих материалов в соответствии с вариантами осуществления настоящего изобретения. Аналогично рассмотренным выше материалам материалы 46-52, показанные на ФИГ. 25A и 25B, имеют длинные узлы нитей основы, которые, находятся в интервале приблизительно от 2,4 до 5,7 мм. Также аналогично рассмотренным выше материалам материалы 46-52 имеют высокие значения PVDI-KR, лежащие в интервале приблизительно от 41 до 123.
Материалы 46-52 также демонстрируют другие аспекты настоящего изобретения, связанные с позиционированием узлов на контактирующей с полотном поверхности структурирующих материалов. Как можно увидеть из рисунка отпечатка, узлы в материалах 46-52 расположены относительно друг друга так, что прямые линии могут быть прочерчены через центры множества узлов. Одна такая линия L1 показана на ФИГ. 26, которая представляет собой детализированный вид тисненого отпечатка материала 50. Угол α линии L1 относительно линии машинного направления L (MDL), которая проходит вдоль машинного направления материала, равен приблизительно 15°. В других структурирующих материалах в соответствии с вариантами осуществления изобретения линии узлов нитей основы могут находиться приблизительно между 10° и 30° относительно линии машинного направления, и в более конкретных вариантах осуществления линии узлов нитей основы могут лежать под углом приблизительно от 10° до 20° относительно линии машинного направления. Углы линий узлов нитей основы для материалов 46-52 приведены на ФИГ. 25A и 25B. Следует отметить, что другие материалы, описанные в данном документе, включают аналогичные расположенные под углом линии узлов нитей основы, в том числе, например, материал 42, показанный на ФИГ. 13.
Установлено, что бумажные изделия, изготовленные с помощью структурирующих материалов, имеющих наклонные линии узлов нитей основы, такие как линии, показанные на материалах 42 и 46-52, имеют исключительные свойства. Без привязки к какой-либо теории полагают, что такие исключительные свойства вытекают из большой степени подвижности волокон, которая обеспечивается за счет структурирующих материалов, имеющих расположенные под углом линии узлов нитей основы.
Такая подвижность волокна структурирующего материала, который имеет расположенные под углом линии узлов нитей основы, продемонстрирована на ФИГ. 27A, и эта подвижность волокна может быть сравнена с конфигурациями других структурирующих материалов, которые показаны на ФИГ. 27B и 27C. Волокна перемещаются к образованиям складок 4002 и 5002, показанным на этих фигурах, например, при проведении операции крепирования, например, когда полотно 116 переносят с опорного валика 108 на структурирующий материал 112 в крепирующий зазор 120, как показано на ФИГ. 1 и как описано выше. ФИГ. 27B иллюстрирует вариант узла машинного направления 4000 в структурирующем материале. Целлюлозные волокна полотна укладываются в плотные сладки 4002 напротив края 4004 узла 4000 во время процесса крепирования, в результате чего создают зону локализованного уплотнения 4006 по соседству с узлом 4000. Такое локализованное уплотнение волокон также будет иметь место у других узлов машинного направления в структурирующем материале. ФИГ. 27C показывает, как узел поперечного направления 5000 структурирующего материала также имеет зону локализованного уплотнения как результат складок волокна 5002, накапливающихся напротив края 5004 узла 5000.
Напротив, узлы 6000 на расположенных под углом линиях нитей основы, показанные на ФИГ. 27A, приводят к весьма отличным образованиям складок, чем образования складок, проиллюстрированные на ФИГ. 27B и 27C. За счет расположенных под углом линий узлов нитей основы возникает поле деформаций посредством комбинации движения узлов 6000 и адгезии полотна 116 к опорному валику 108. Поле деформаций локализовано относительно областей кармана между узлами 6000. Поле деформаций возникает из-за разности скоростей крепирования при переносе полотна с поверхности переноса на структурирующий материал: в крепирующем зазоре части полотна проталкиваются в направлении вниз по потоку с помощью быстрее движущейся поверхности переноса, тогда как другие части полотна эффективно удерживаются более медленно двигающимися узлами 6000. Во время операции крепирования полотно, например, содержит от 40 до 45% твердых веществ, что означает, что полотно будет вести себя по существу вязким образом. Следовательно, волокна полотна в поле деформаций можно постоянно перегруппировывать относительно друг друга - после выхода с операции крепирования, волокна не восстанавливаются до своего относительного позиционирования перед тем, как они войдут в поле деформаций. Такая мобилизация подвижности волокна в поле деформаций увеличивает расстояние волокно-волокно, и в результате этого ослабляет связи между волокнами так, что полотно может быть сформировано легче. В результате волокна распределяются в изогнутых складках в карманах между узлами 6000. Изогнутые складки являются показателем того, что работа по приданию волокну подвижности происходит в карманах. И, как показывают результаты опытов, описанные выше, имеются существенные улучшения по абсорбирующей способности и мягкости, когда достигается увеличение подвижности волокна, приводящее к изогнутым складкам, о чем свидетельствуют, например, абсорбционная емкость по воде (SAT) и объемы пор абсорбирующих листов, изготовленных с помощью материала 42.
Изогнутые складки имеют такую форму, что вершины 6003 изогнутых складок расположены вниз по потоку в машинном направлении, и концы изогнутых складок сдвинуты в машинном направлении, причем концы 6007 изогнутых складок расположены выше по потоку в машинном направлении относительно других концов 6009 изогнутых складок. Для сравнения изогнутые складки, показанные на ФИГ. 27A, являются существенно менее плотными, чем слои волокон, образованные на краях узлов машинного направления и поперечного направления в структурирующих материалах, не имеющих расположенных по углом линий нитей основы, показанных на ФИГ. 27B и 27C. Также полагают что абсорбирующие листы имеют значительно улучшенную мягкость и абсорбирующую способность из-за пониженного уплотнения изогнутых складок, что, в свою очередь, связано с увеличением подвижности волокон, обсуждаемым выше.
Форма изогнутых складок также связана с расстояниями D1 между узлами 6000. Как будет понятно специалисту в данной области техники, если узлы 6000 находятся слишком близко, будет достаточно тесно в кармане между узлами 6000, чтобы волокна сдвигались в менее плотные изогнутые складки. С другой стороны, если узлы находятся слишком далеко друг от друга, большое число из волокон не будет подвергаться действию поля деформаций быстрее двигающейся поверхности переноса и медленнее двигающихся узлов, и, следовательно, немногочисленные, менее выраженные, изогнутые складки могут быть сформированы в полотне и готовом абсорбирующем листе. С учетом этих рассуждений в вариантах осуществления настоящего изобретения расстояния D1 между центрами двух соседних узлов 6000 на разных линиях узлов нитей основы может составлять приблизительно от 1,5 до 4,0 мм. В конкретном варианте осуществления расстояния D1 составляют приблизительно 2,0 мм. При расстоянии 2,0 мм между узлами 6000 существует пространство приблизительно 1,5 мм в области кармана между двумя соседними узлами 6000.
ФИГ. 28A-28E представляют собой фотографии абсорбирующих основных листов, изготовленных со структурирующим материалом, имеющим расположенные под углом линии узлов нитей основы, с помощью бумагоизготавливающей машины, имеющей общую конфигурацию, показанную на ФИГ. 1, с использование не-TAD процесса, описанного в целом выше (и конкретно представленного в упомянутом выше патенте '563), и с параметрами, показанными выше в таблице 4. Разные степени крепирования (то есть, крепирование на материале в %) и формовочные ящики с разным вакуумом используют для каждого из основных листов, представленных на ФИГ. 28A-28E. Говоря точнее, основной лист на ФИГ. 28A получен при 25%-ной степени крепирования и вакуумом формовочного ящика 2 дм. Hg, основной лист на ФИГ. 28B изготовлен с 25%-ной степенью крепирования и вакуумом формовочного ящика 8 дм. Hg, основной лист на ФИГ. 28C изготовлен с 30%-ной степенью крепирования и вакуумом формовочного ящика 10 дм. Hg, и основной лист на ФИГ. 28D изготовлен с 25%-ной степенью крепирования и вакуумом формовочного ящика 8 дм. Hg. Основной лист, показанный на ФИГ. 28E, изготовлен со степенью крепирования 20%, но без вакуума в формовочном ящике. Следует отметить, что, поскольку вакуумное формование не используют при производстве основного листа, показанного на ФИГ. 28E, этот основной лист также является показательным для структуры полотна после операции крепирования в процессе изготовления бумаги. То есть, полотно в бумагоизготавливающей машине будет иметь такие же общие структуры изогнутых складок, как и основной лист, показанный на ФИГ. 28E. Также следует отметить, что разные степени крепирования могут быть использованы в сочетании со структурирующими материалами, имеющими расположенные под углом линии узлов нитей основы в других вариантах осуществления изобретения. В некоторых вариантах осуществления степень крепирования, используемая с материалами с расположенными под углом линиями узлов нитей основы, находится приблизительно между 3 и 100%, в более конкретных вариантах осуществления степень крепирования находится приблизительно между 3 и 50%, в еще более конкретном варианте осуществления степень крепирования находится приблизительно между 5 и 30%.
Изогнутые складки можно отчетливо увидеть на выступающих областях основных листов, показанных на ФИГ. 28A-28E. На этих фигурах машинное направление листов находится в вертикальном (то есть, сверху вниз) направлении, причем восходящая сторона листов находится в верхней части изображений, и нисходящая сторона листов находится в нижней части фигур. На ФИГ. 28A некоторые из изогнутых складок маркированы с помощью пунктирных линий. Из-за расположенных под углом линии узлов нитей основы концы изогнутых форм являются несимметричными: один конец изогнутых складок расположен дальше вниз по потоку, чем другой конец изогнутых складок. Изогнутые складки простираются между этими двумя концами до вершины, которая находится ниже по потоку большей части изогнутых складок. Кроме того, концы изогнутых складок расположены по соседству с соединительными областями, которые соответствуют узлам ткани.
Изогнутые складки также можно увидеть на абсорбирующих листах, показанных на ФИГ. 22A и 22E. Как отмечалось ранее, абсорбирующие листы на этих фигурах получены с использованием материала 42, которая включает расположенные под углом линии узлов нитей основы. Кроме того, изогнутые складки можно увидеть на изображениях в мягком рентгеновском излучении, представленных на ФИГ. 21A и 21B.
ФИГ. 28A-28E также показывают, что множество изогнутых складок сформировано на каждой из выступающих областей. Множество изогнутых складок является результатом протяженной длины в машинном направлении карманов, в которых сформированы куполообразные области, и, следовательно, изогнутые складки также связаны с длиной узлов нитей основы. Когда полотно переносят на структурирующий материал в процессе изготовления абсорбирующих листов с использованием операции крепирования (как обсуждалось выше), множество складок возникает в структуре полотна внутри карманов. Таким образом, точно также, как множество выемок формируется в каждой из выступающих областей абсорбирующих листов в описанных выше вариантах осуществления, множество выемок формируется между множеством изогнутых складок в выступающих областях абсорбирующих листов, показанных на ФИГ. 28A-28E. Такие выемки можно увидеть между изогнутыми складками в абсорбирующих листах, показанных на ФИГ. 28A-28E.
Соединительные области, соединяющие выступающие области, имеющие изогнутые складки, также можно увидеть на фотографиях основных листов, показанных на ФИГ. 28A-28E. Эти соединительные области в значительной степени соответствуют частям листа, которые были сформированы на узлах материалов, используемых для изготовления таких листов, а также частям листа, которые были сформированы в областях по соседству с узлами и карманами. Аспект соединительных областей основного листа в соответствии с настоящим изобретением выделен на ФИГ. 28A, где области, находящиеся по соседству с восходящими концами выступающих областей, обведены окружностями. Можно увидеть, что лист собран в складки в этих обведенных окружностями областях. Такие складки формируются из-за наклона z-направления в нитях основы и отсутствия узлов поперечного направления, что обсуждалось выше. В частности, полотно может скользить в эти части соединительных областей в процессе изготовления бумаги, тем самым создавая складки. Складки в соединительных областях действуют так, что дополнительно уменьшают плотность волокон, в результате чего дополнительно улучшают свойства абсорбирующих листов.
На основании фотографий, например, фотографий, показанных на ФИГ. 28A-28E, может быть рассчитан радиус кривизны изогнутых складок. Более конкретно, могут быть очерчены окружности так, чтобы дуги окружностей совпадали с изогнутыми складками. Как видно из фотографий, представленных на ФИГ. 28A-28E, передние (нисходящие) края изогнутых складок наиболее заметны, и, следовательно, легче всего нарисовать окружности так, чтобы дуги были выровнены с передними краями. ФИГ. 29 представляет собой ту же самую фотографию, что и ФИГ. 28A, дополнительно показывающую окружности с дугами, выровненными с передними краями некоторых из изогнутых складок. Из таких окружностей и с использованием масштаба фотографий может быть легко рассчитан средний радиус кривизны для изогнутых складок. В вариантах осуществления настоящего изобретения установлено, что радиус кривизны для изогнутых складок в среднем составляет приблизительно 1,2 мм, причем радиусы находятся в интервале приблизительно от 0,5 до 2,0 мм.
Как обсуждалось выше, изогнутые складки формируются в результате локализованного поля деформаций, которое возникает, когда операцию крепирования проводят с помощью материала с расположенными под углом узлами нитей основы в соответствии с изобретением. Для данного абсорбирующего листа нормализованный коэффициент кривизны складок может быть рассчитан в виде радиуса кривизны для изогнутой складки, поделенного на радиус окружности, очерченной внутри выступающих областей. Чем ниже нормализованный коэффициент радиуса кривизны, тем более эффективным было поле деформаций при искривлении складок. И, наконец, полагают, что за счет более эффективно сформированной кривизны складок абсорбирующая способность и мягкость абсорбирующего листа улучшаются.
Пример расчета нормализованного коэффициента радиуса кривизны для абсорбирующего листа описан со ссылкой на ФИГ. 30A и 30B. Абсорбирующий лист в соответствии с настоящим изобретением показан на ФИГ. 30A, а коммерчески доступный сравнительный абсорбирующий лист показан на ФИГ. 30B. На ФИГ. 30A прочерчена дуга для выделения одной из изогнутых складок. Из этой и других аналогично нарисованных дуг может быть рассчитан средний радиус кривизны для изогнутых складок, как рассмотрено выше. Аналогично, прочерчивают дугу на ФИГ. 30B, чтобы выделить незначительную кривизну, которую можно заметить в структурах складок, и средний радиус кривизны для такого абсорбирующего листа, следовательно, может быть рассчитан из этой и аналогичных дуг. Полные окружности на ФИГ. 30A и 30B очерчивают в пределах выступающих областей, причем противоположные точки окружностей выравнивают с точками на противоположных сторонах выступающих областей, в которых появляются образования изогнутых складок. Окружности представляют собой максимальный размер, который может быть помещен внутри выступающих областей, и радиусы таких окружностей, следовательно, представляют собой половину расстояния поперек выступающих областей в поперечном направлении абсорбирующего листа. Нормализованный коэффициент кривизны складок затем может быть рассчитан для абсорбирующего листа, показанного на ФИГ. 30A и 30B, в виде отношения рассчитанного среднего радиуса кривизны и радиуса кривизны для размера максимальной окружности внутри выступающих областей. Для абсорбирующего листа в соответствии с настоящим изобретением, показанного на ФИГ. 30A, рассчитанный средний радиус кривизны составляет приблизительно 1,2 мм, и нормализованный коэффициент кривизны складок равен приблизительно 1,9. С другой стороны, для абсорбирующего листа сравнения, показанного на ФИГ. 30B, рассчитанный средний радиус кривизны составляет приблизительно 4,55, и нормализованный коэффициент кривизны складок равен приблизительно 4,5. Таким образом, это свидетельствует от том, что абсорбирующий лист в соответствии с настоящим изобретением имеет более высокую кривизну в структуре своих складок, чем сравнительный лист, и что такая кривизна находится намного ближе к максимальной кривизне, которая возможна при формировании абсорбирующего листа.
В вариантах осуществления настоящего изобретения нормализованный коэффициент кривизны складок составляет меньше чем приблизительно 4, и более точно находится в интервале приблизительно от 0,5 до 4. В более конкретных вариантах осуществления нормализованный коэффициент кривизны складок составляет приблизительно от 1 до 3. Как подтверждено с помощью абсорбирующего листа, показанного ФИГ. 30A, варианты осуществления настоящего изобретения могут иметь определенный нормализованный коэффициент кривизны складок около приблизительно 2. Когда нормализованный коэффициент кривизны складок находится в этих интервалах, полагают, что в случае данного материала происходит значительная степень мобилизации волокон. Таким образом, как также обсуждалось выше, мобилизация волокна приводит к более хорошим свойствам бумажного изделия, таким как хорошая абсорбирующая способность.
Хотя настоящее изобретение описано в некоторых конкретных типичных вариантах осуществления, многочисленные дополнительные модификации и вариации будут очевидны для специалистов в данной области техники в свете данного описания. Таким образом, следует понимать, что настоящее изобретение может быть реализовано на практике иным образом, чем предусмотрено конкретным описанием. Следовательно, типичные варианты осуществления настоящего изобретения следует рассматривать во всех отношениях как иллюстративные и неограничительные, и объем настоящего изобретения необходимо определять любыми пунктами, поддерживаемыми настоящей заявкой, и их эквивалентами, а не представленным выше описанием.
Промышленная применимость
Настоящее изобретение может быть использовано для производства желаемых бумажных изделий, таких как полотенца для рук или туалетная бумага. Таким образом, изобретение находит применение в промышленности по производству бумажных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многослойная лента для крепирования и структурирования в процессе изготовления основанного на целлюлозе продукта | 2015 |
|
RU2690889C2 |
| МНОГОСЛОЙНАЯ ЛЕНТА ДЛЯ КРЕПИРОВАНИЯ И СТРУКТУРИРОВАНИЯ В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ ОСНОВАННОГО НА ЦЕЛЛЮЛОЗЕ ПРОДУКТА | 2015 |
|
RU2687640C2 |
| ПРОЦЕСС КРЕПИРОВАНИЯ С ИСПОЛЬЗОВАНИЕМ КРЕПИРОВАЛЬНОГО МАТЕРИАЛА ДО ВЫСОКОГО СОДЕРЖАНИЯ ТВЕРДОЙ ФАЗЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПОГЛОЩАЮЩЕГО ЛИСТА ПРИ СУШКЕ В КРЕПИРОВАЛЬНОМ МАТЕРИАЛЕ | 2005 |
|
RU2363798C2 |
| ПНЕВМАТИЧЕСКИЙ СПОСОБ ОБЕЗВОЖИВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ПОГЛОЩАЮЩЕГО ЛИСТА, ОБЕСПЕЧИВАЮЩИЙ НЕЗНАЧИТЕЛЬНОЕ УПЛОТНЕНИЕ | 2005 |
|
RU2364671C2 |
| КРЕПИРОВАННЫЙ ТКАНЬЮ ВПИТЫВАЮЩИЙ ЛИСТ С ПЕРЕМЕННЫМ ЛОКАЛЬНЫМ БАЗОВЫМ ВЕСОМ | 2007 |
|
RU2419546C2 |
| СПОСОБ КРЕПИРОВАНИЯ ПОСРЕДСТВОМ ТКАНИ ДЛЯ ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩЕЙ БУМАГИ | 2003 |
|
RU2329345C2 |
| МНОГОСЛОЙНОЕ БУМАЖНОЕ ПОЛОТЕНЦЕ С ВНУТРЕННИМ ВПИТЫВАЮЩИМ СЛОЕМ | 2006 |
|
RU2393286C2 |
| КРЕПИРОВАННЫЙ С ИСПОЛЬЗОВАНИЕМ МАТЕРИАЛА ЛИСТ ДЛЯ ВЫДАЧНЫХ УСТРОЙСТВ | 2006 |
|
RU2402657C2 |
| АБСОРБИРУЮЩИЕ КОМПОНЕНТЫ С ПОВЫШЕННОЙ ОБЪЕМНОСТЬЮ | 2012 |
|
RU2573975C2 |
| КРЕПИРОВАНИЕ НА ТКАНИ И ПРОЦЕСС СУШКИ В ТКАНИ ДЛЯ ИЗГОТОВЛЕНИЯ АДСОРБИРУЮЩЕГО БУМАЖНОГО ПОЛОТНА | 2005 |
|
RU2370587C2 |
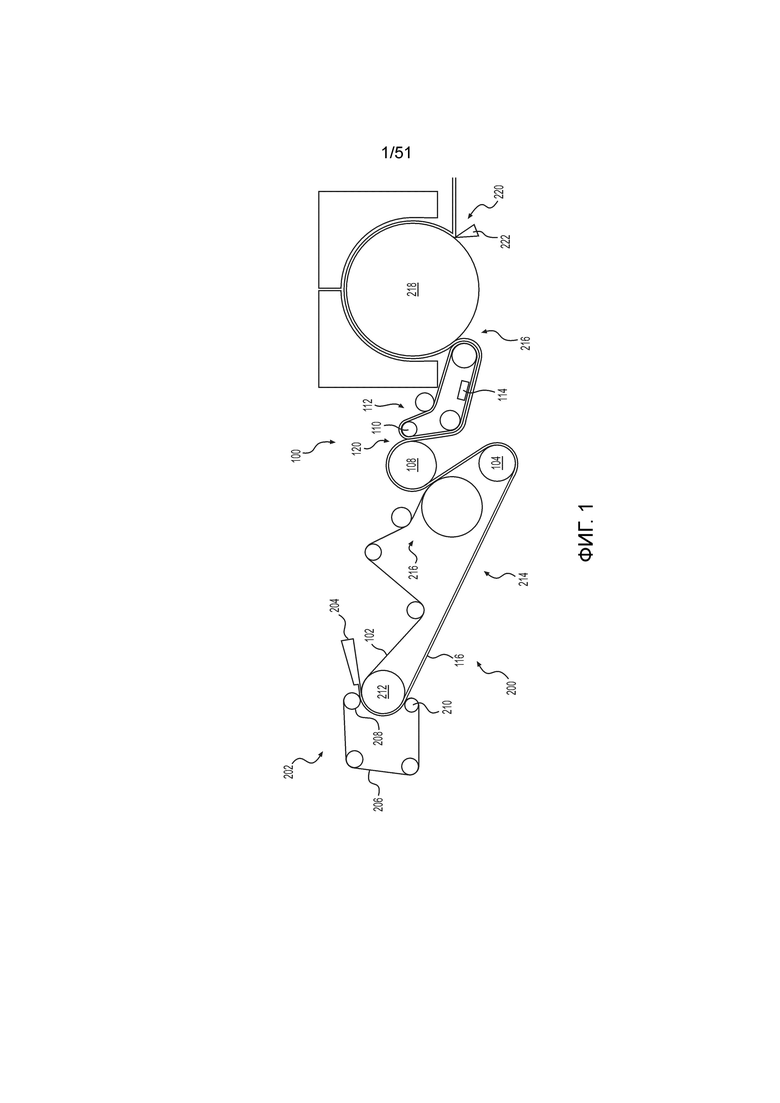
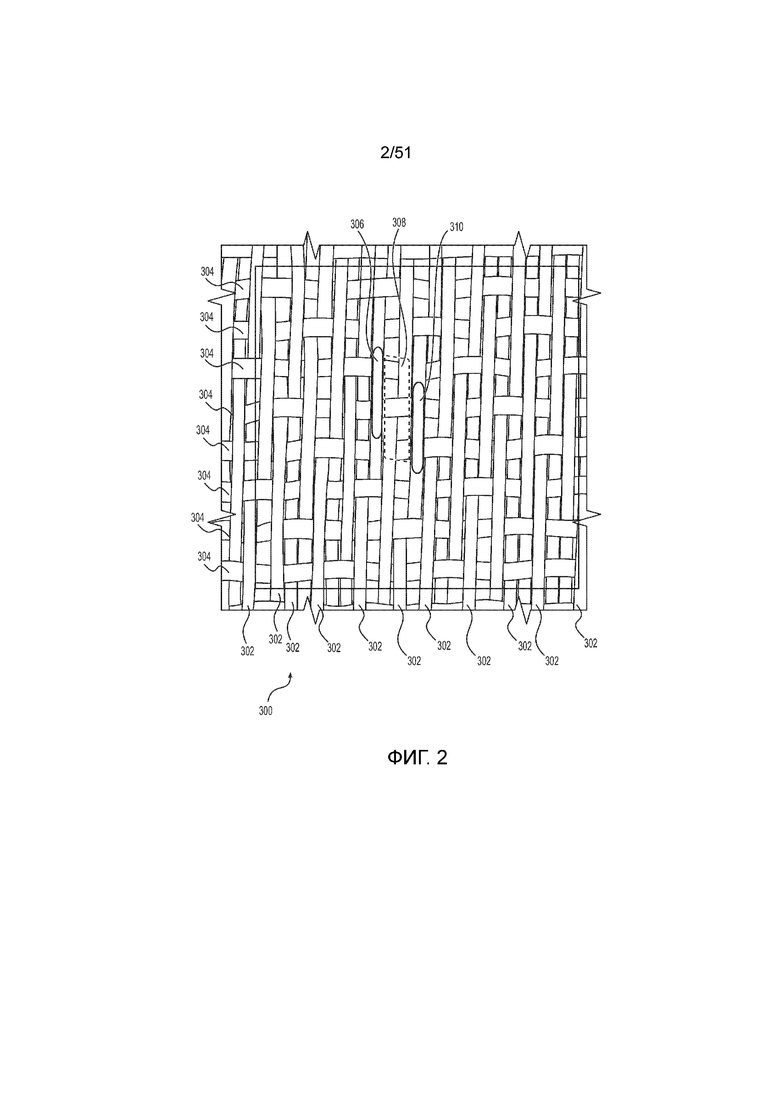
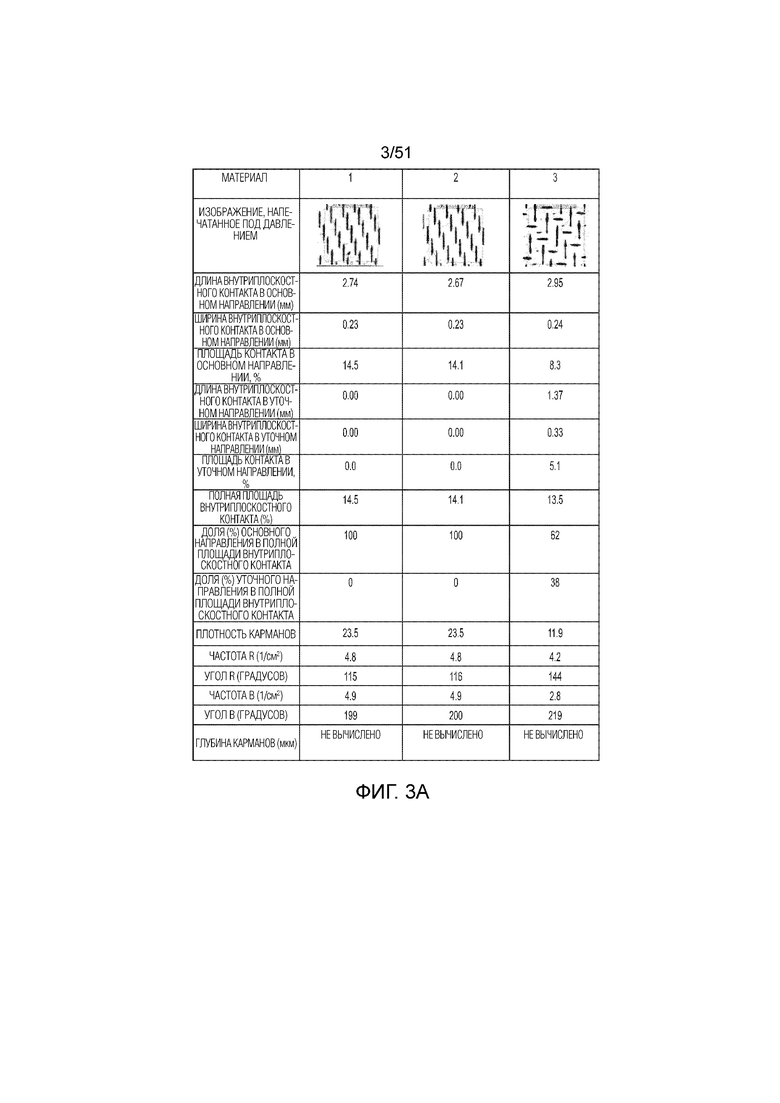
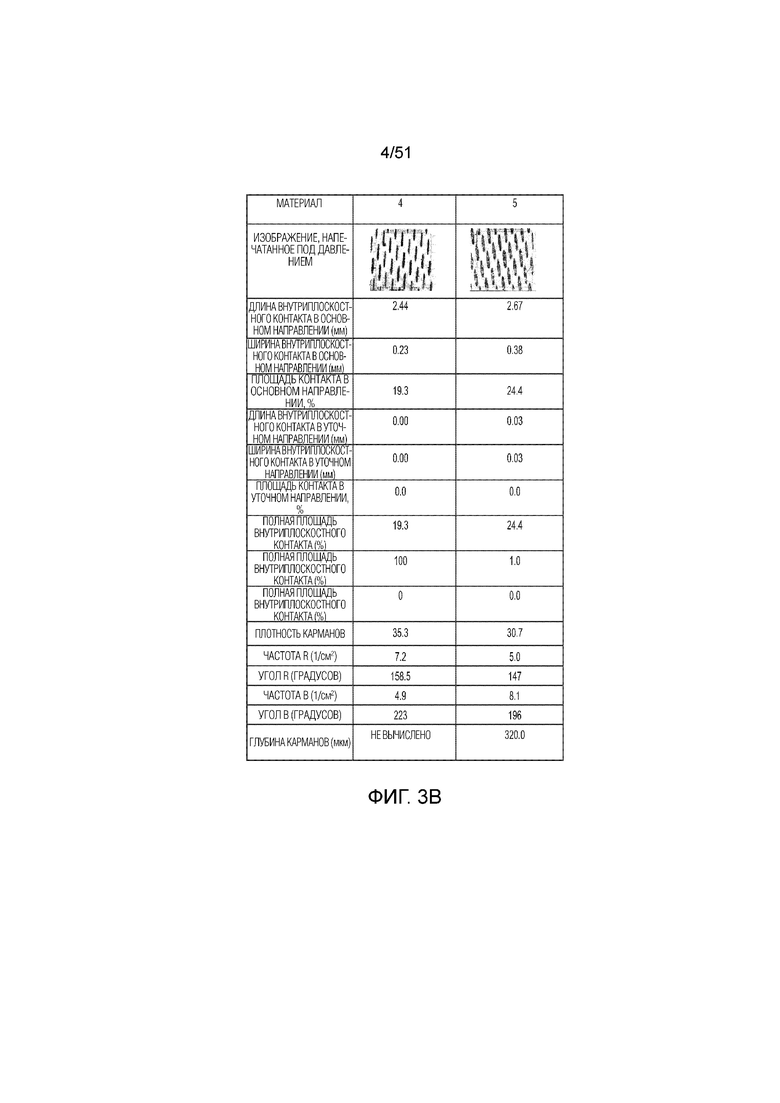
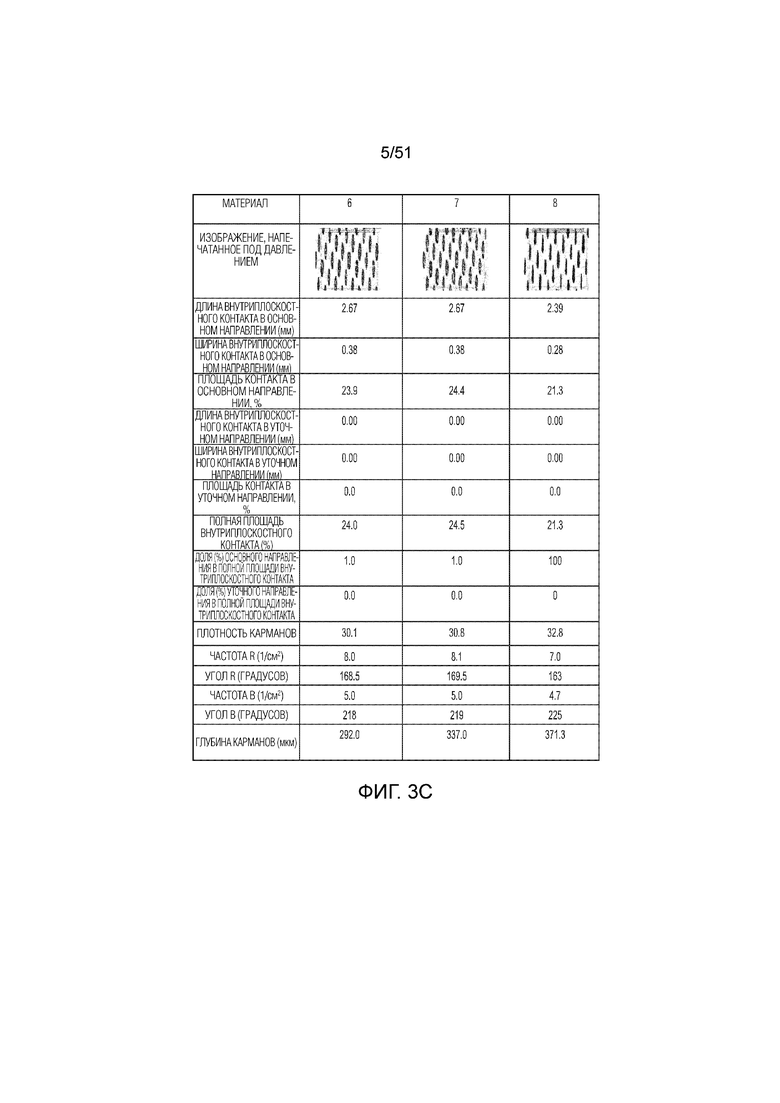
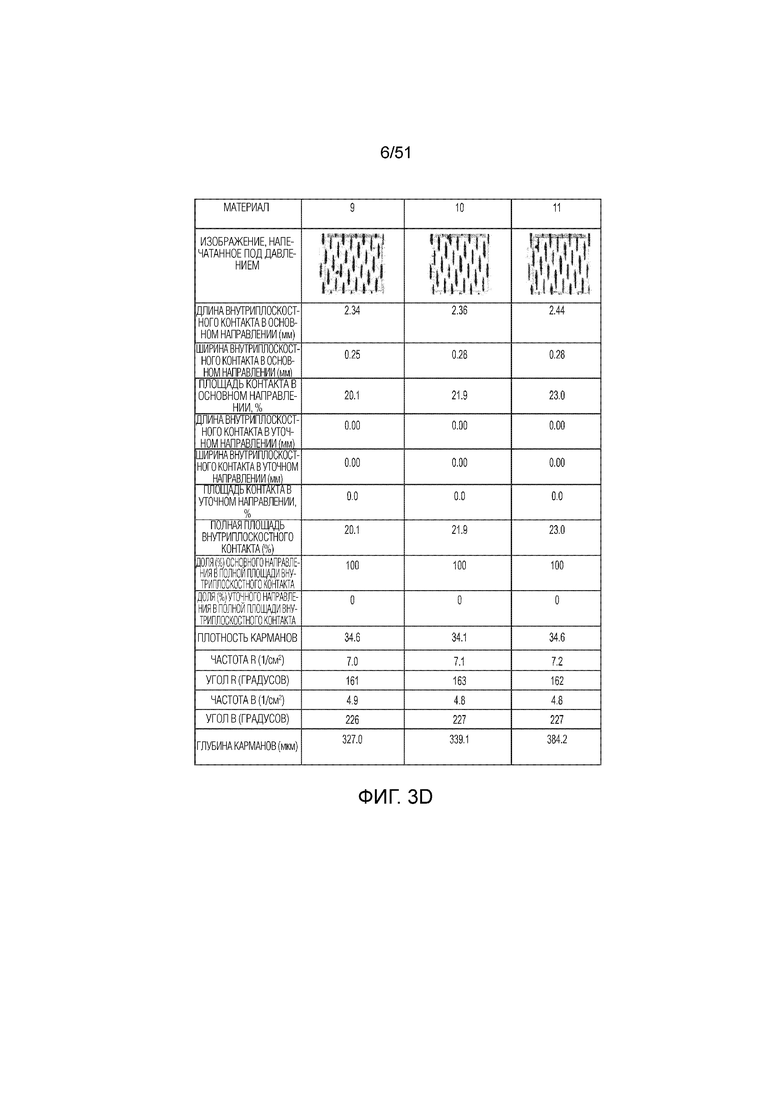
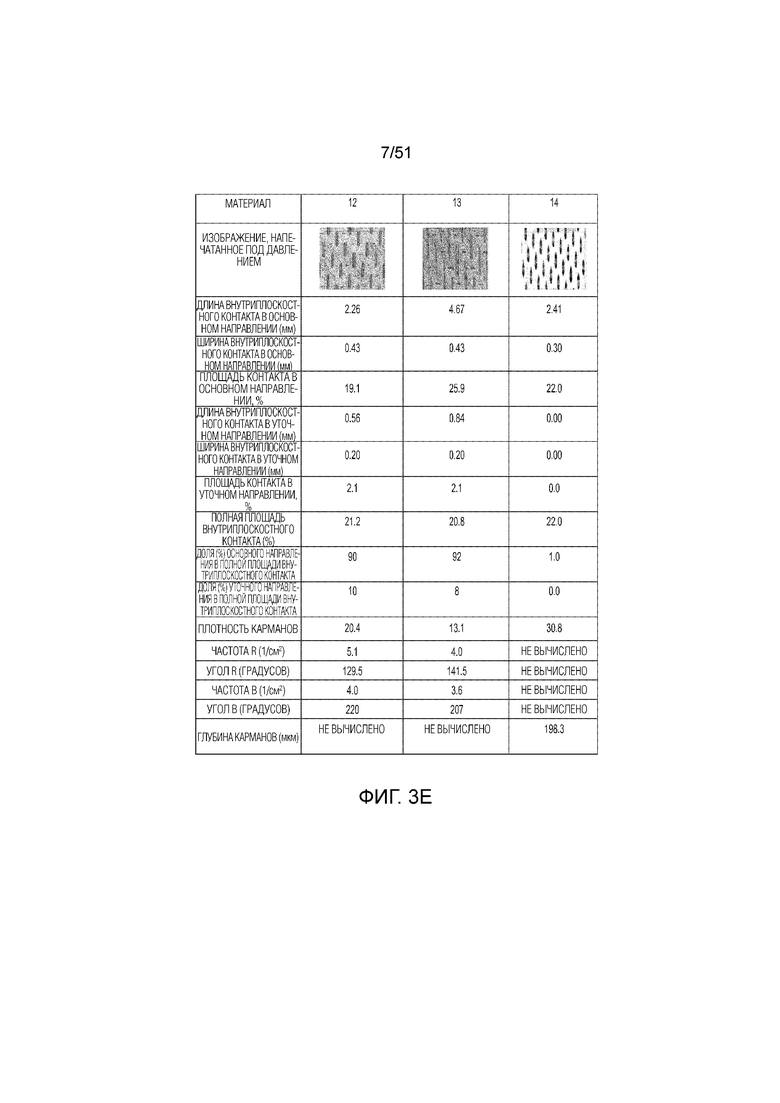
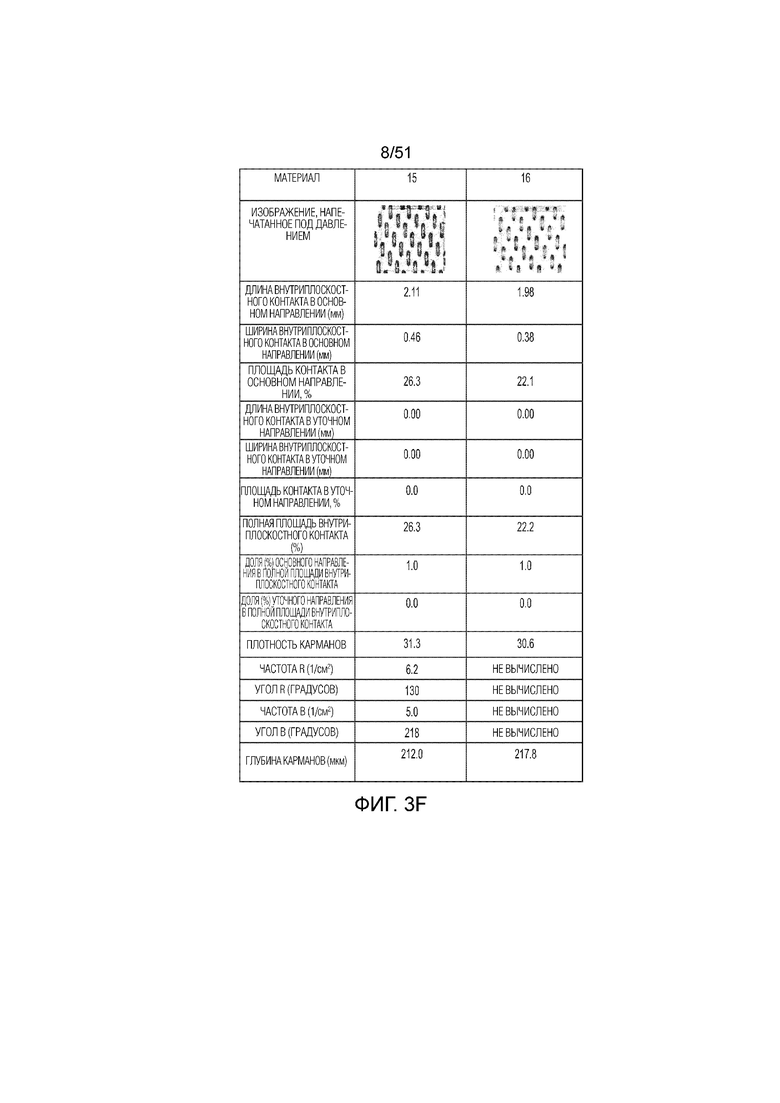
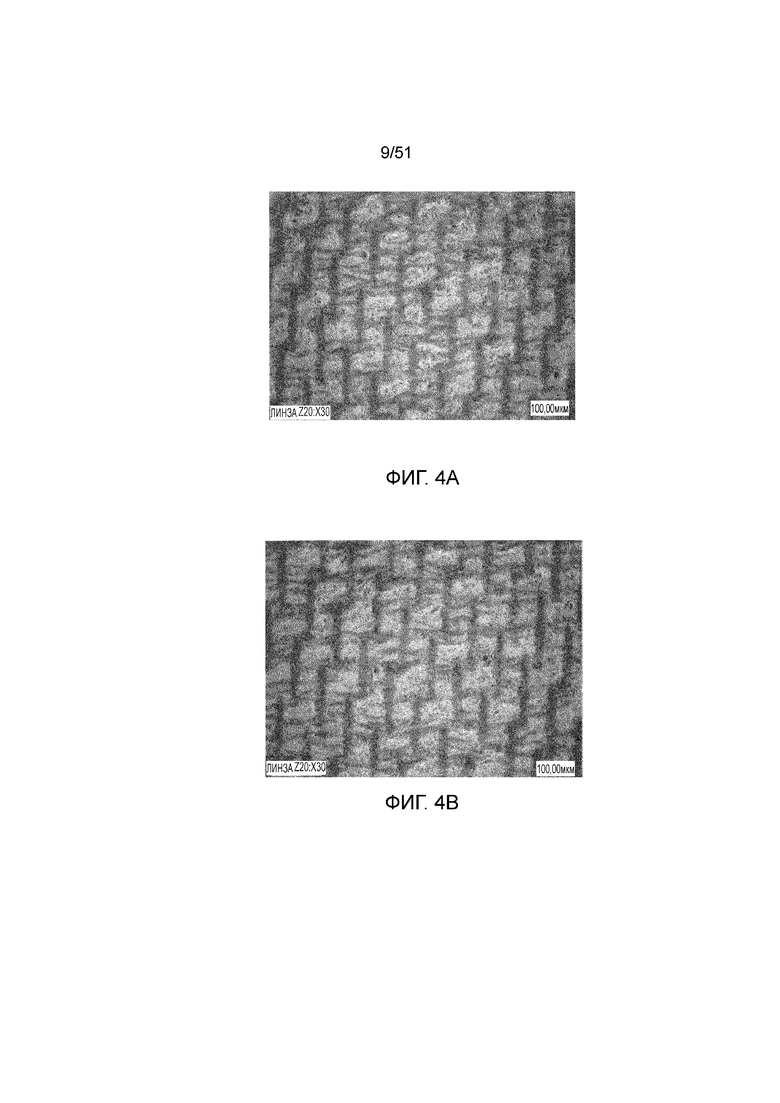
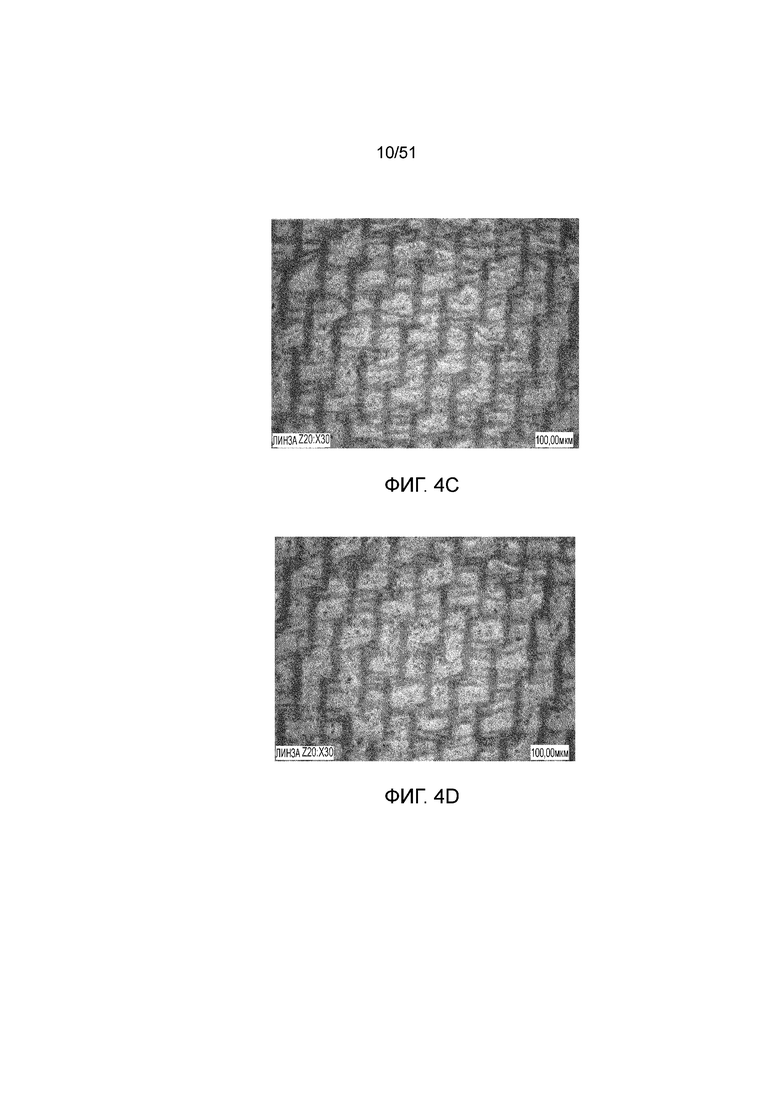
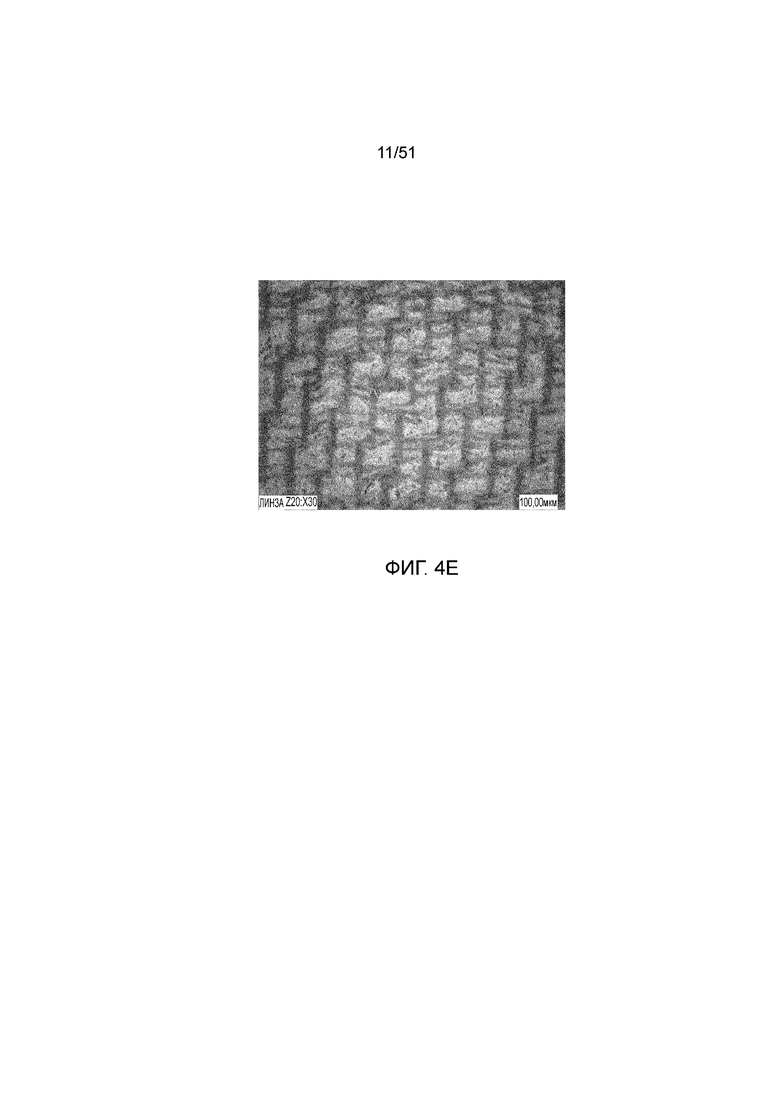
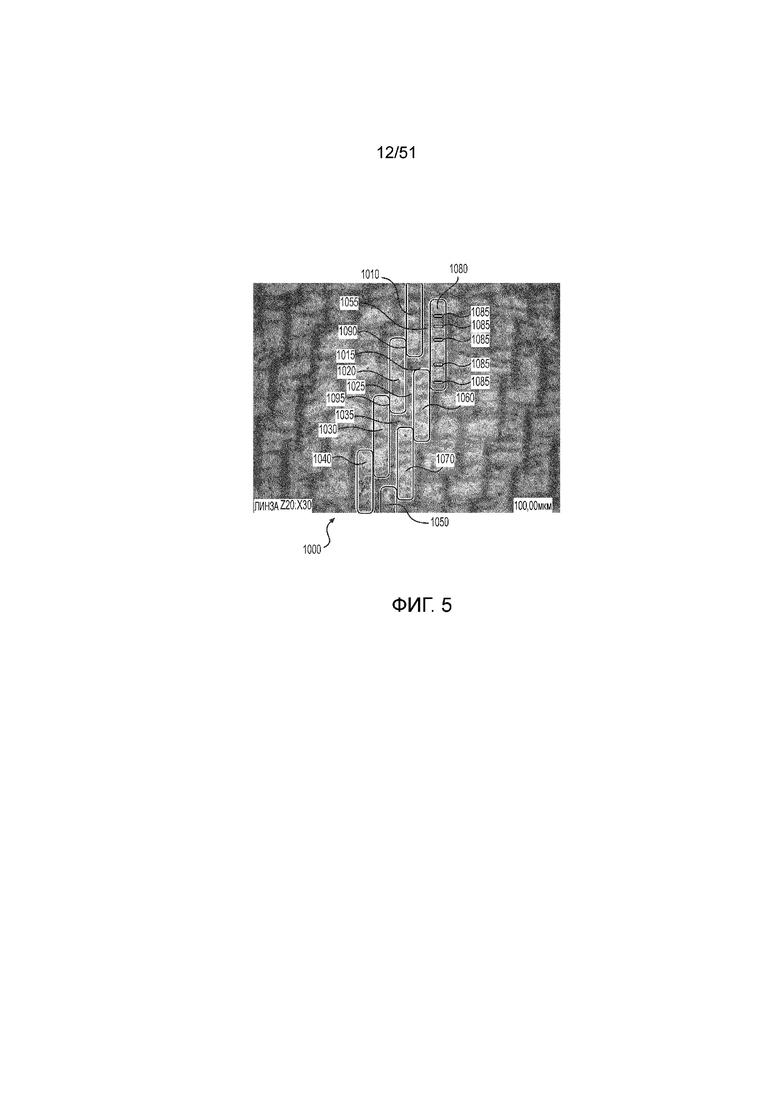
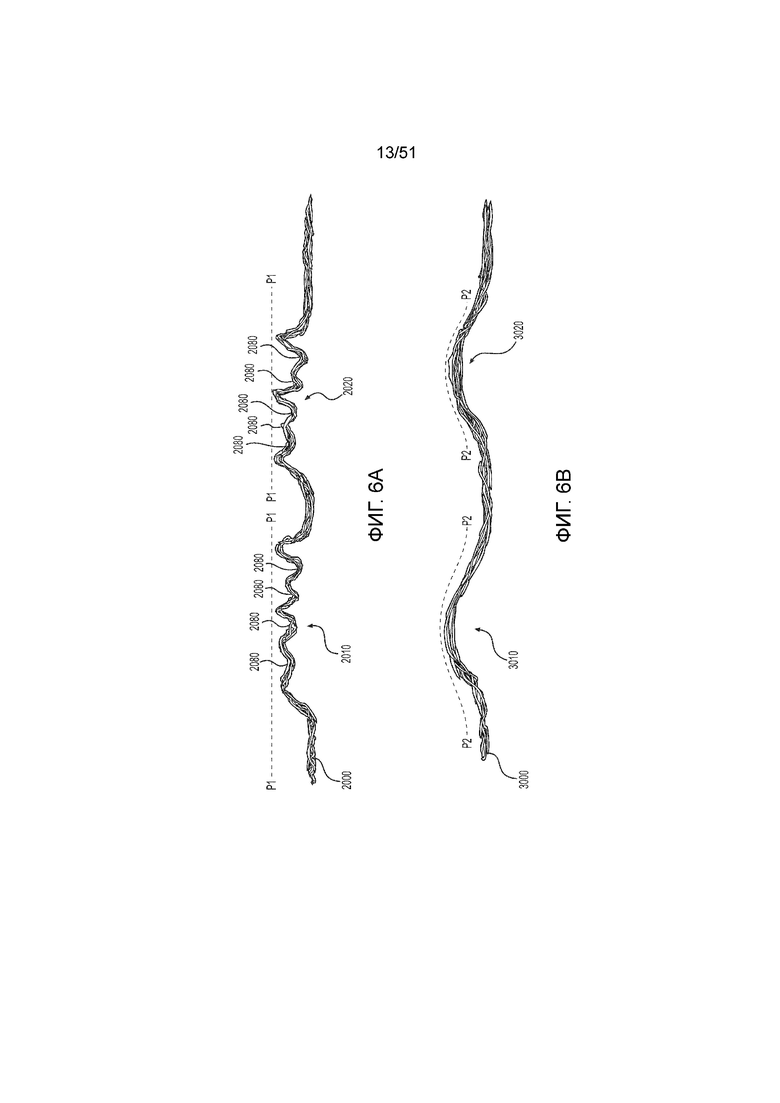
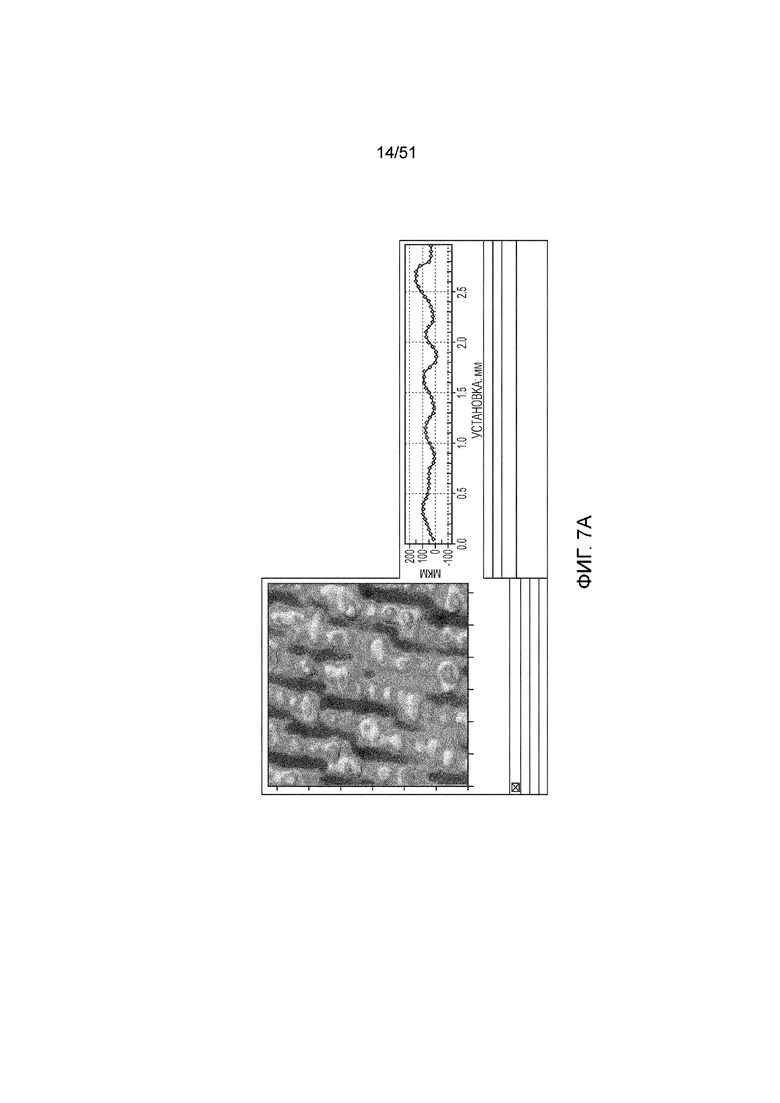
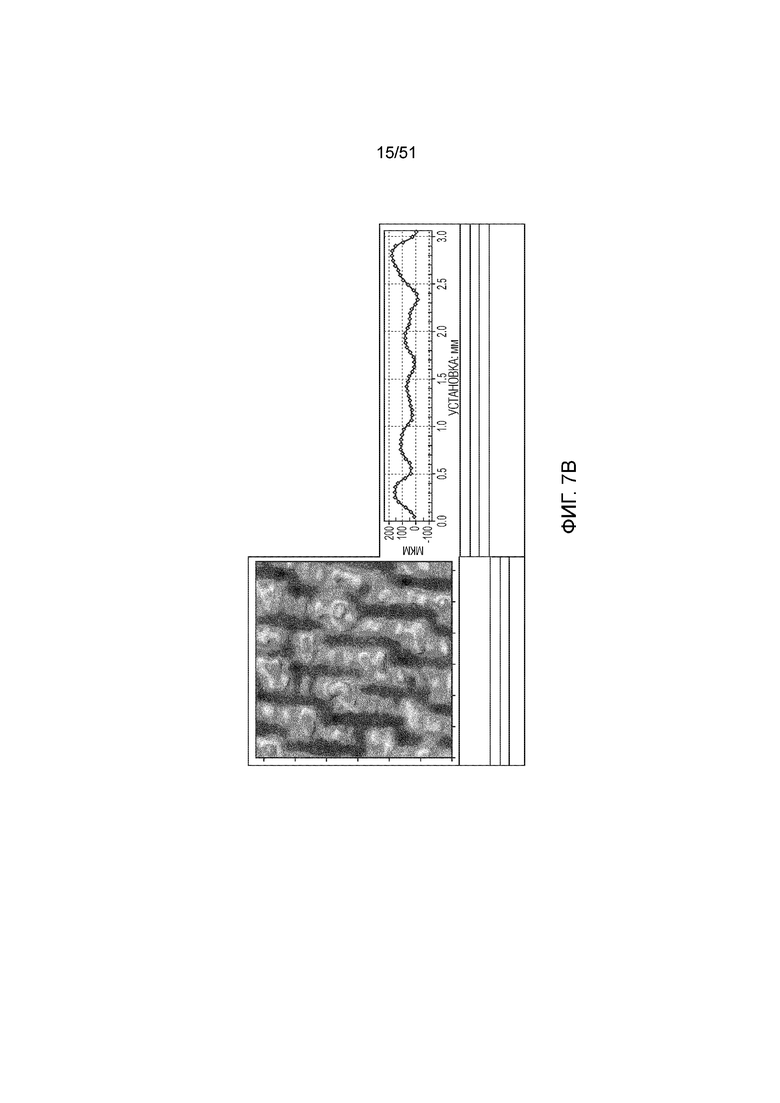
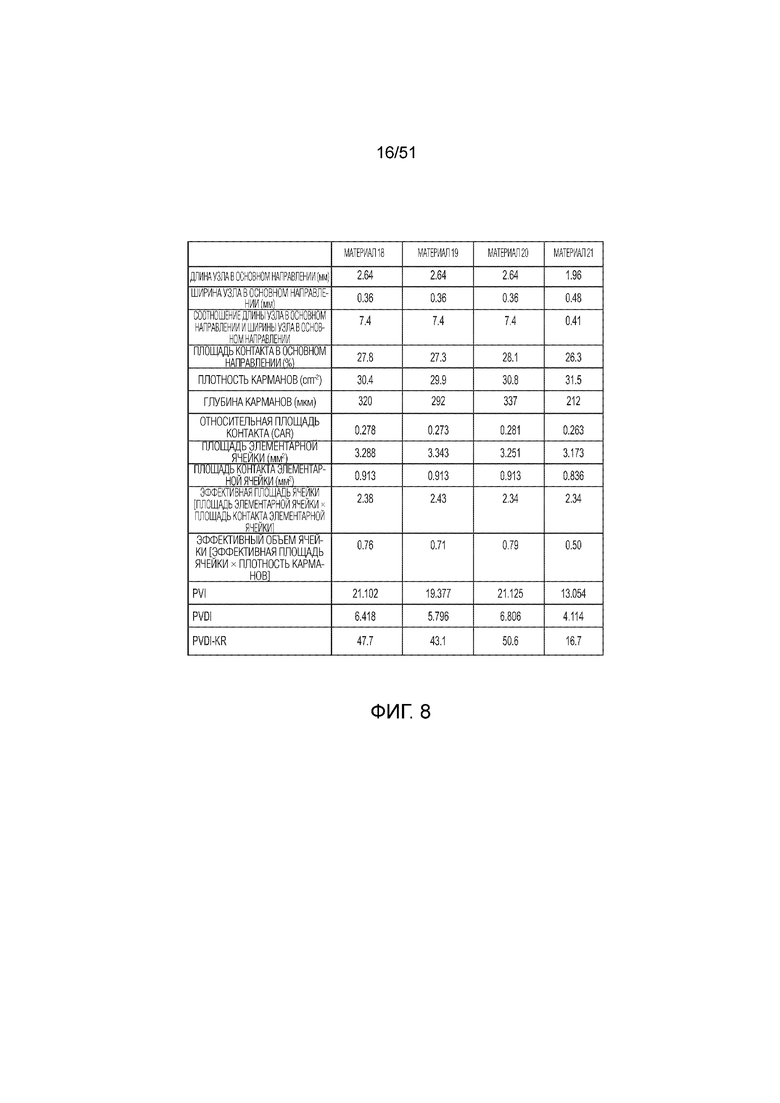
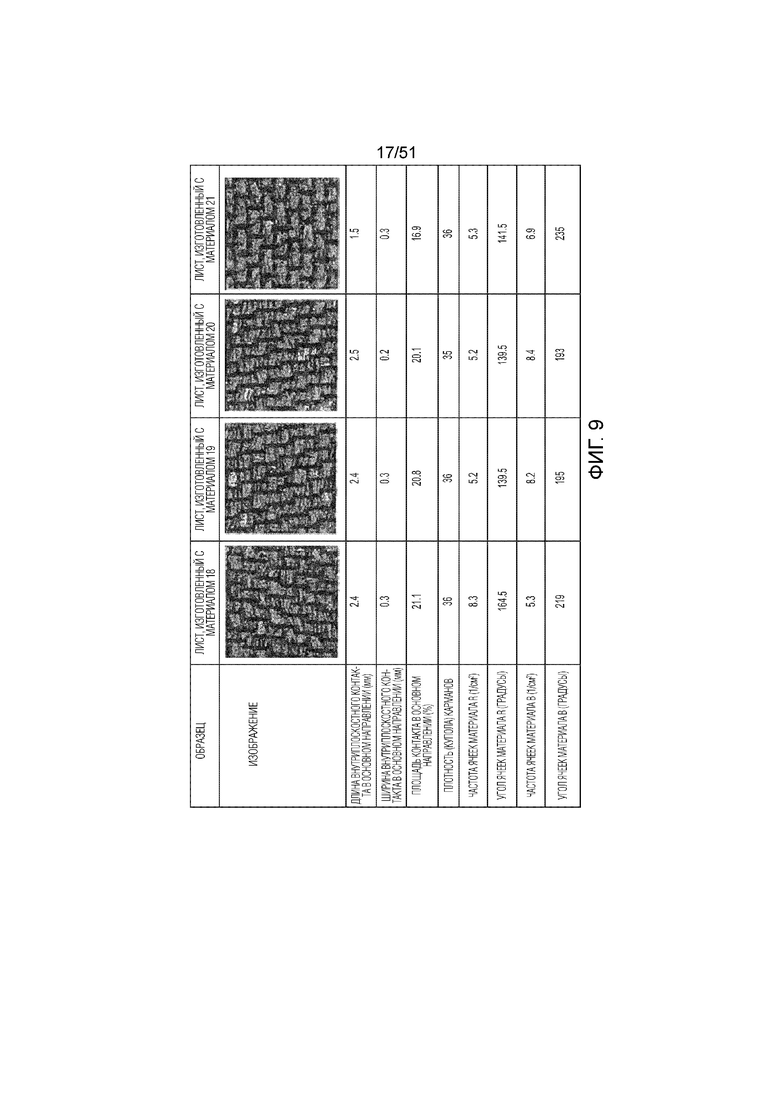
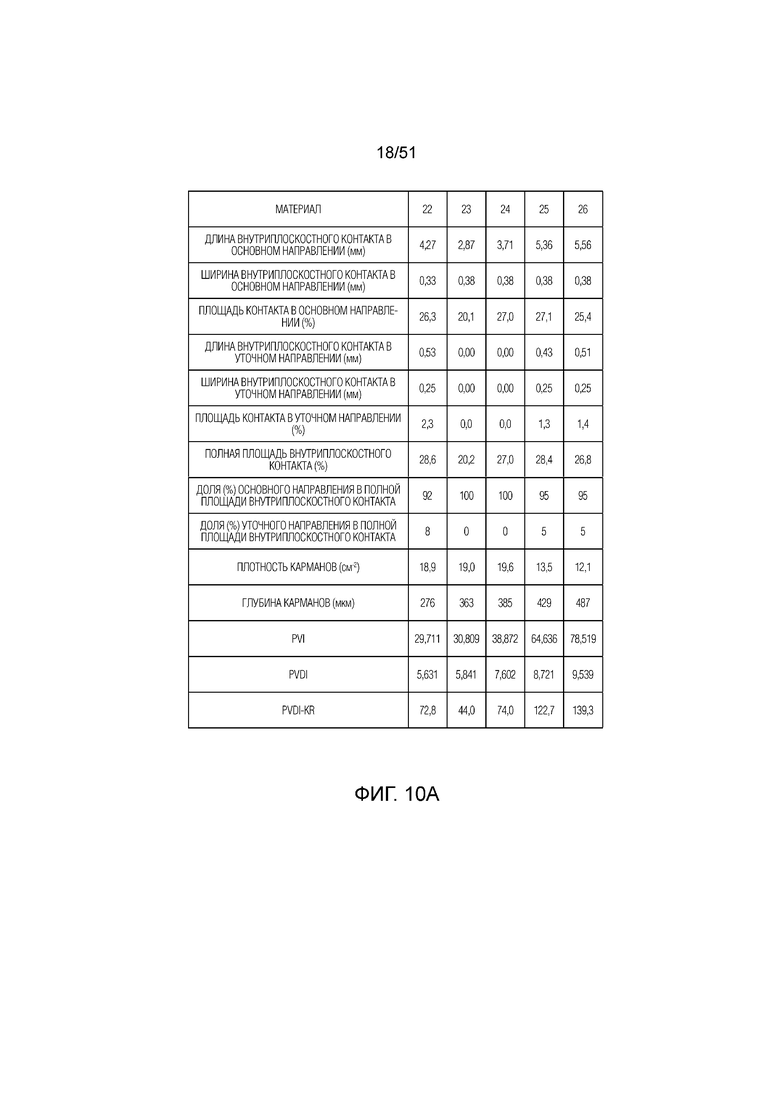
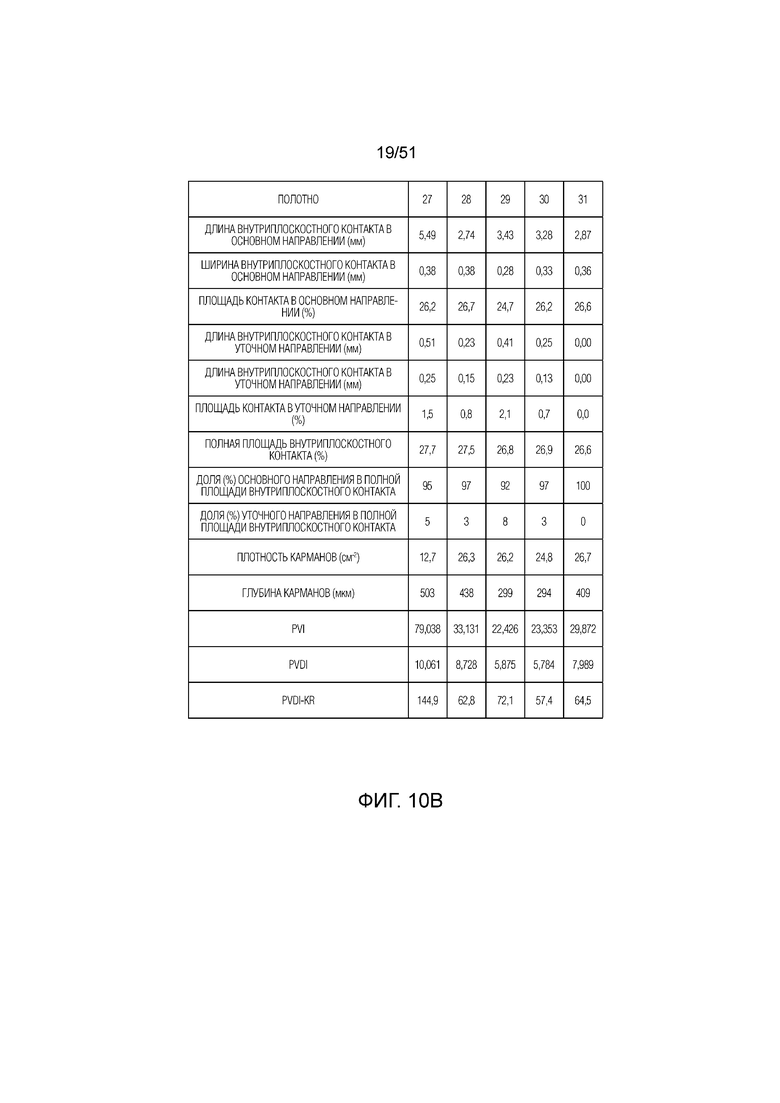
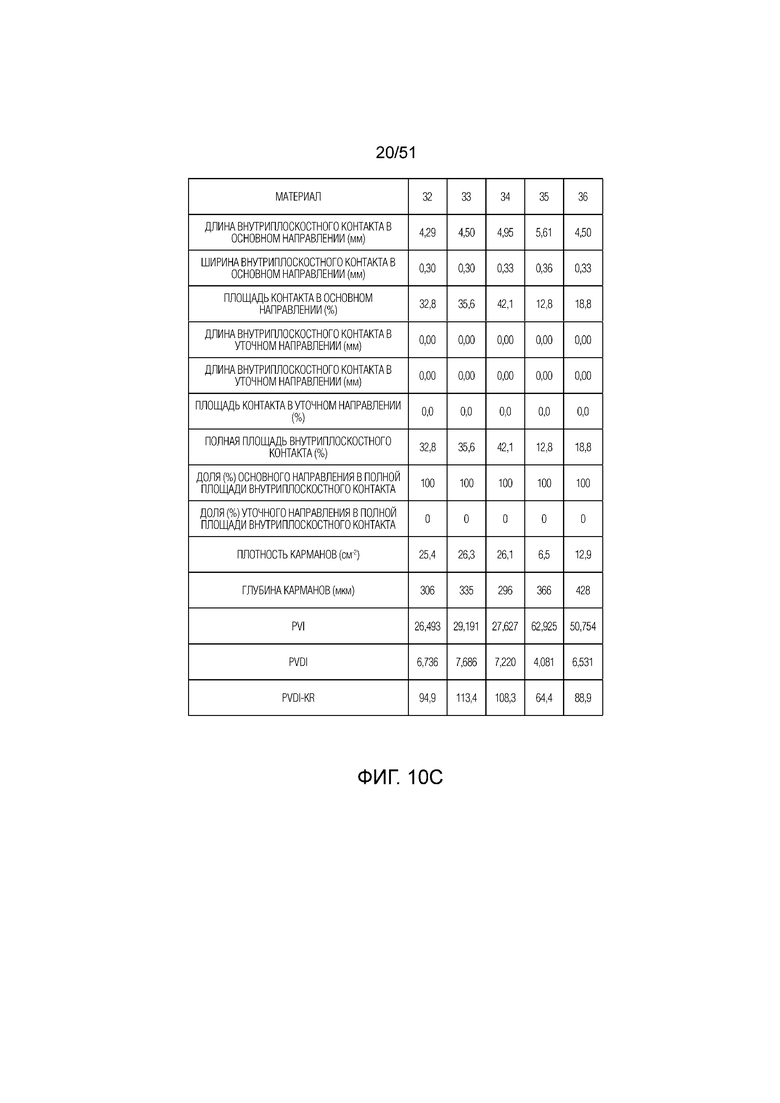
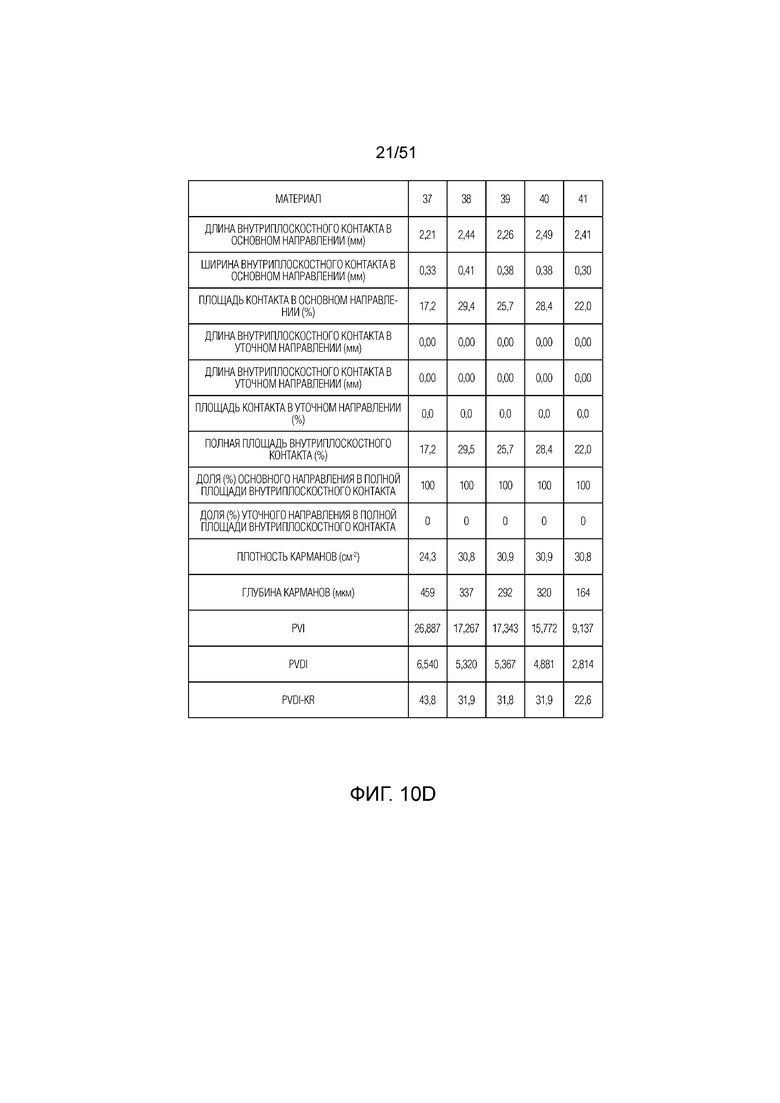
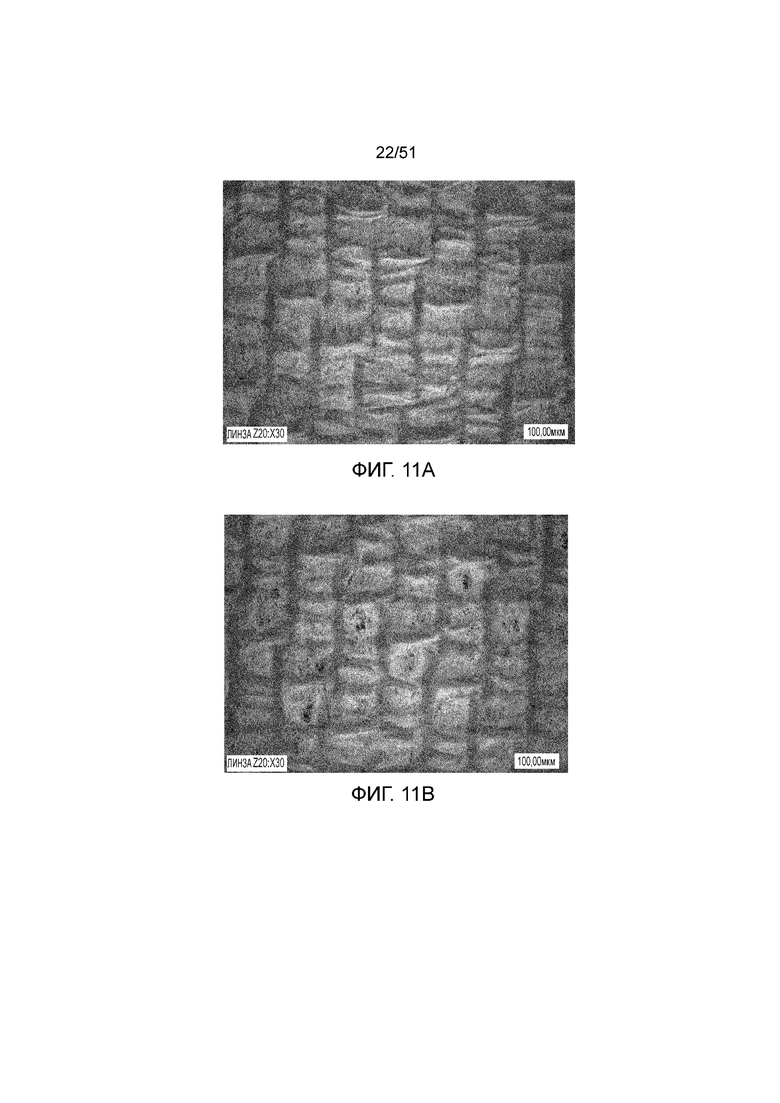
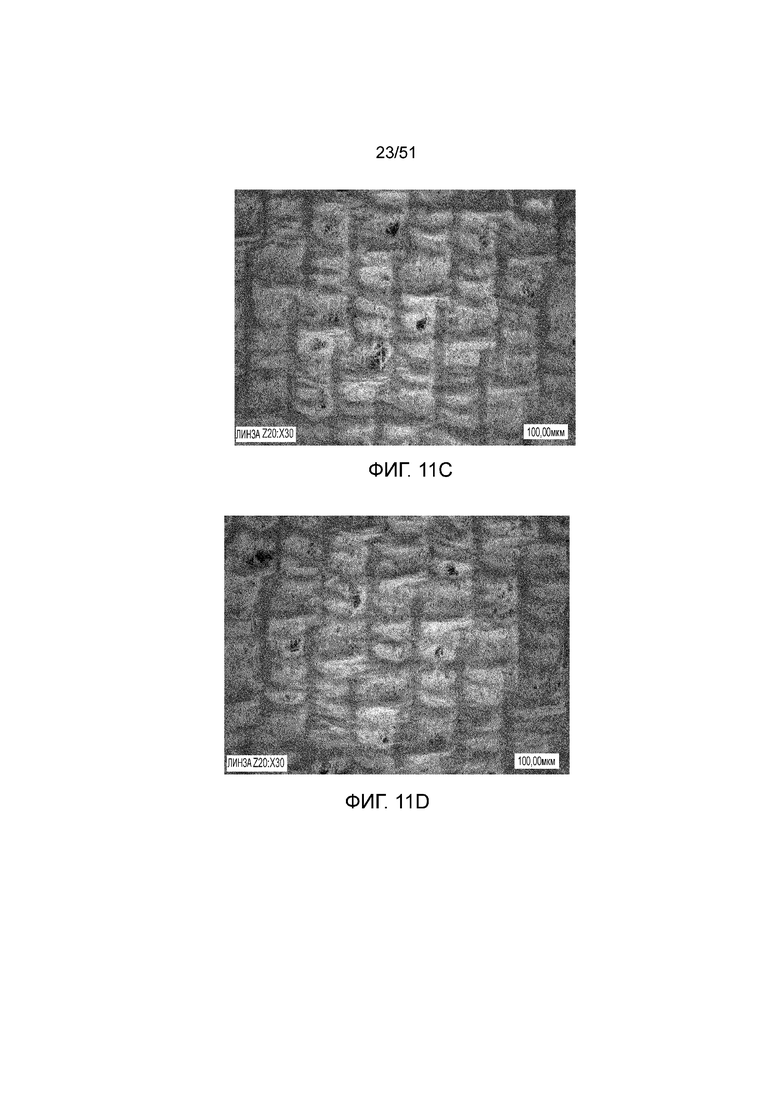
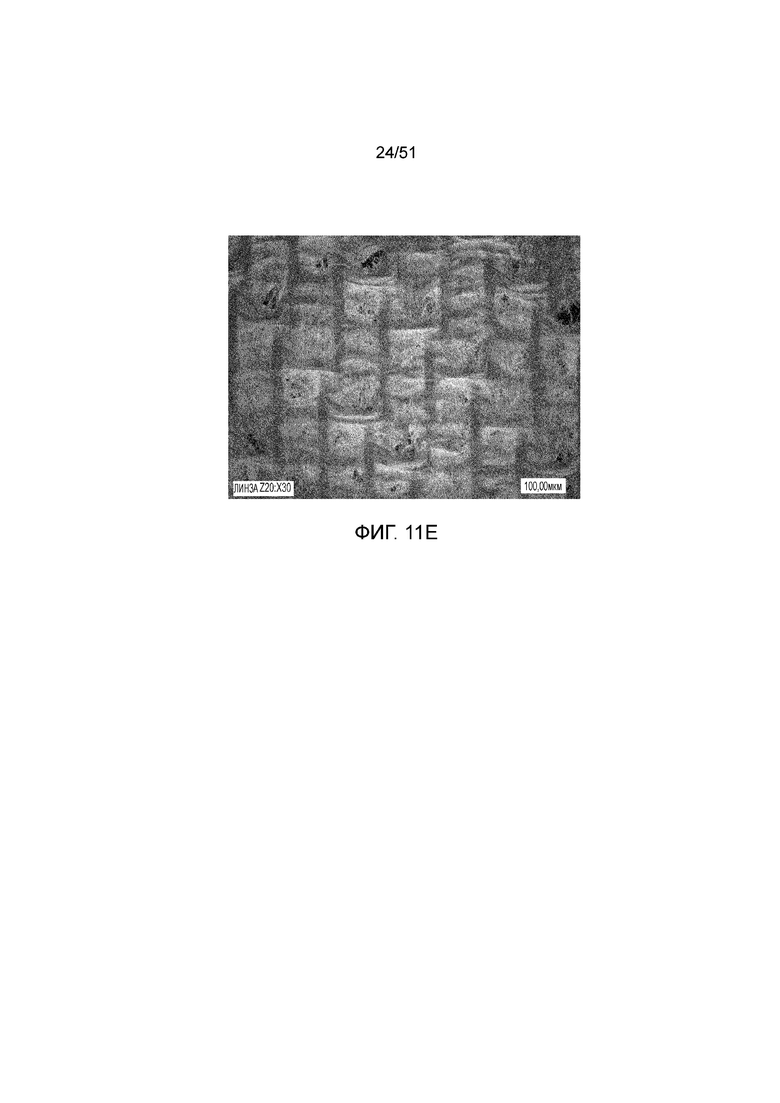
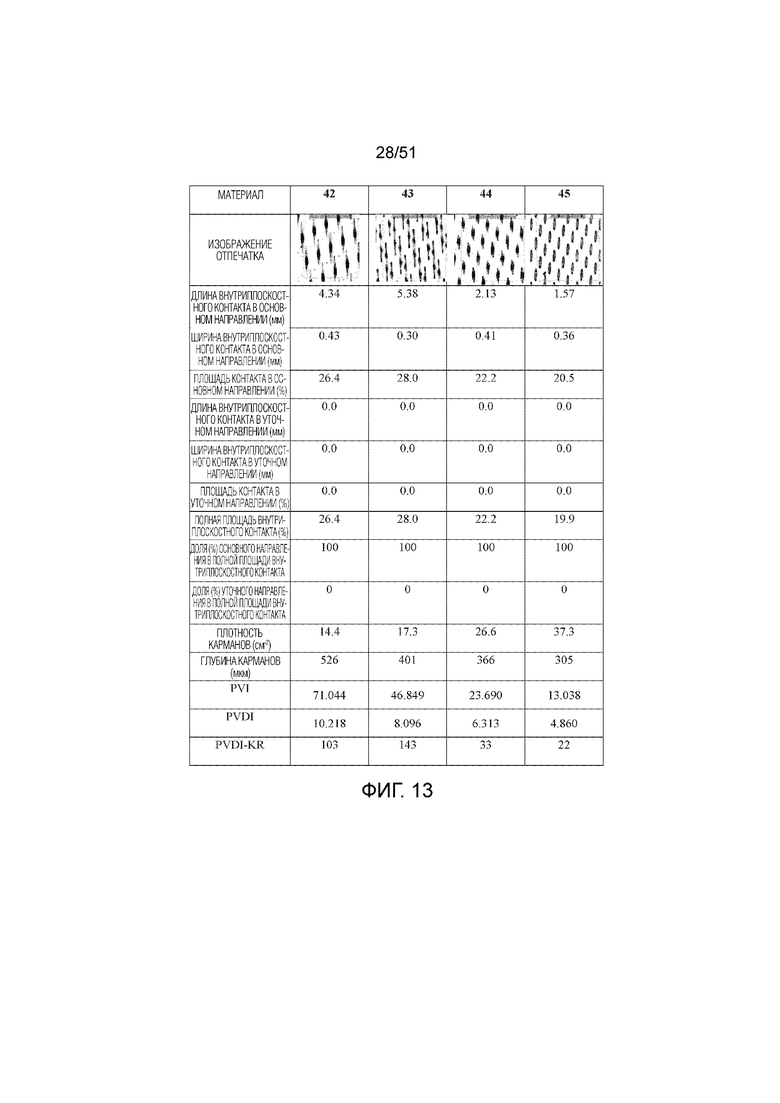
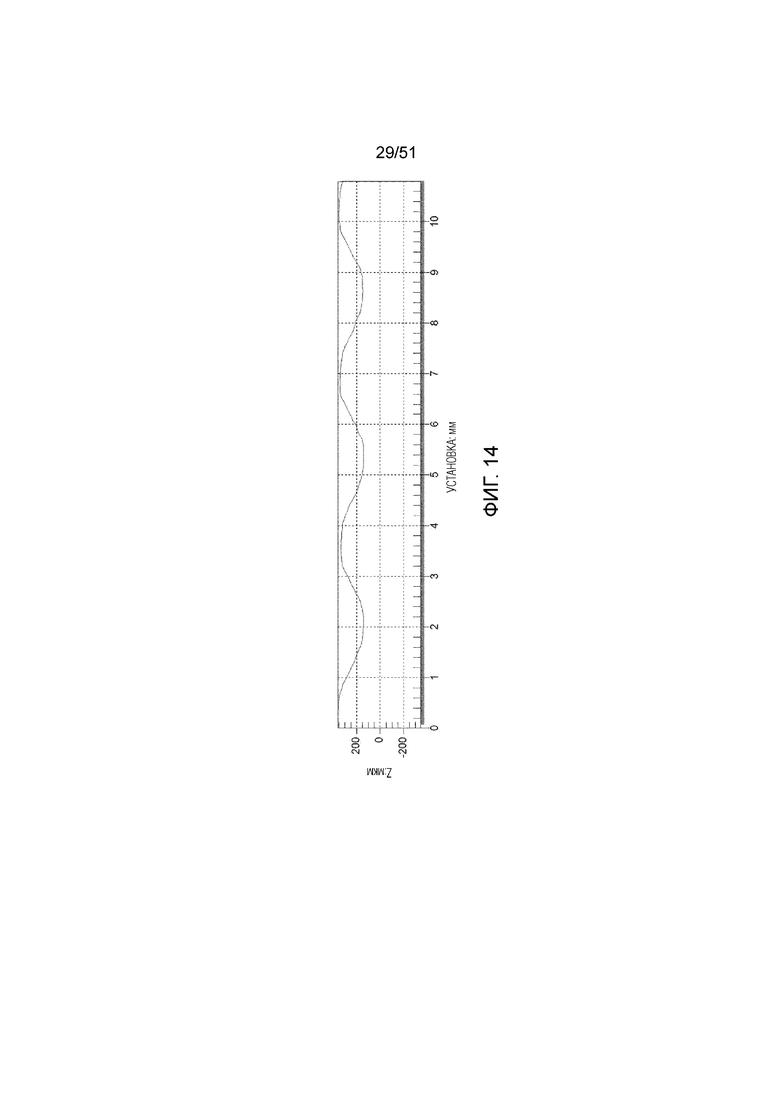
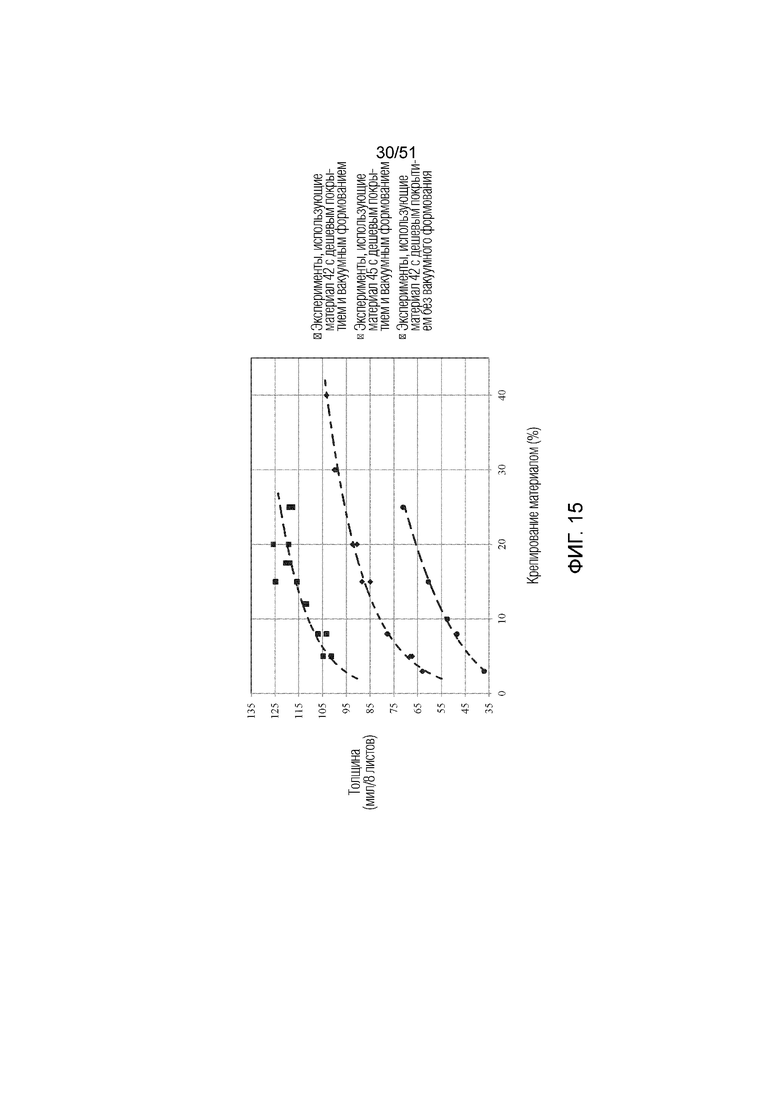
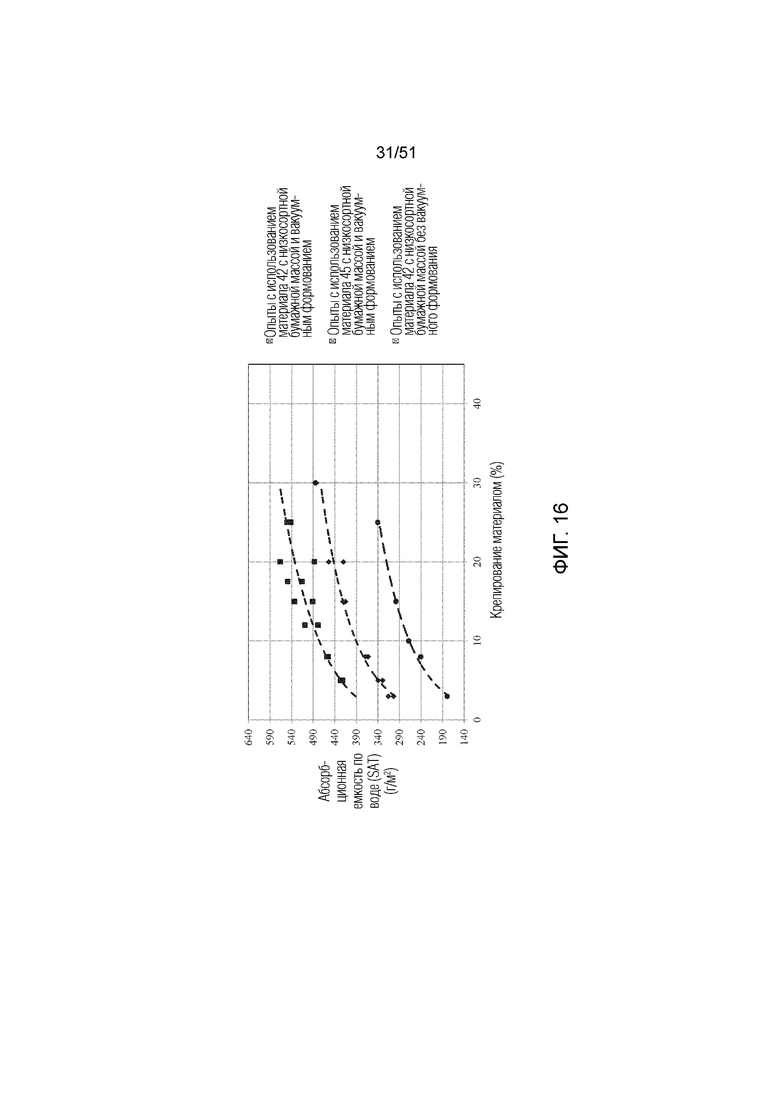
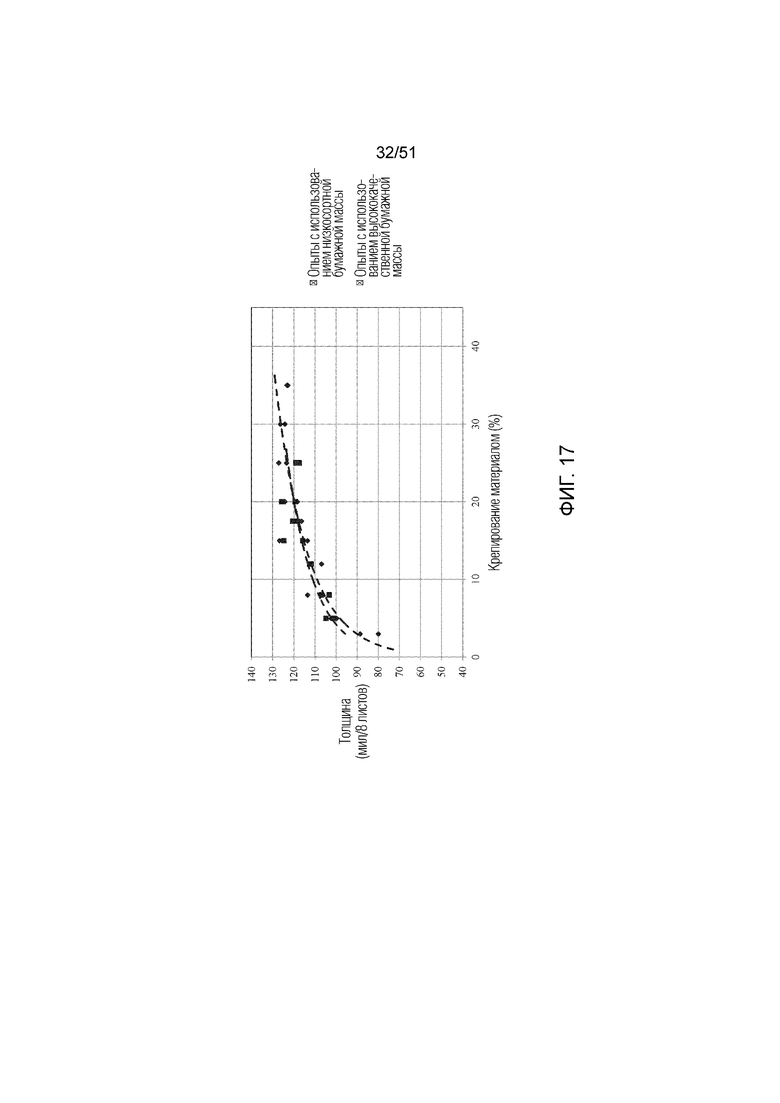
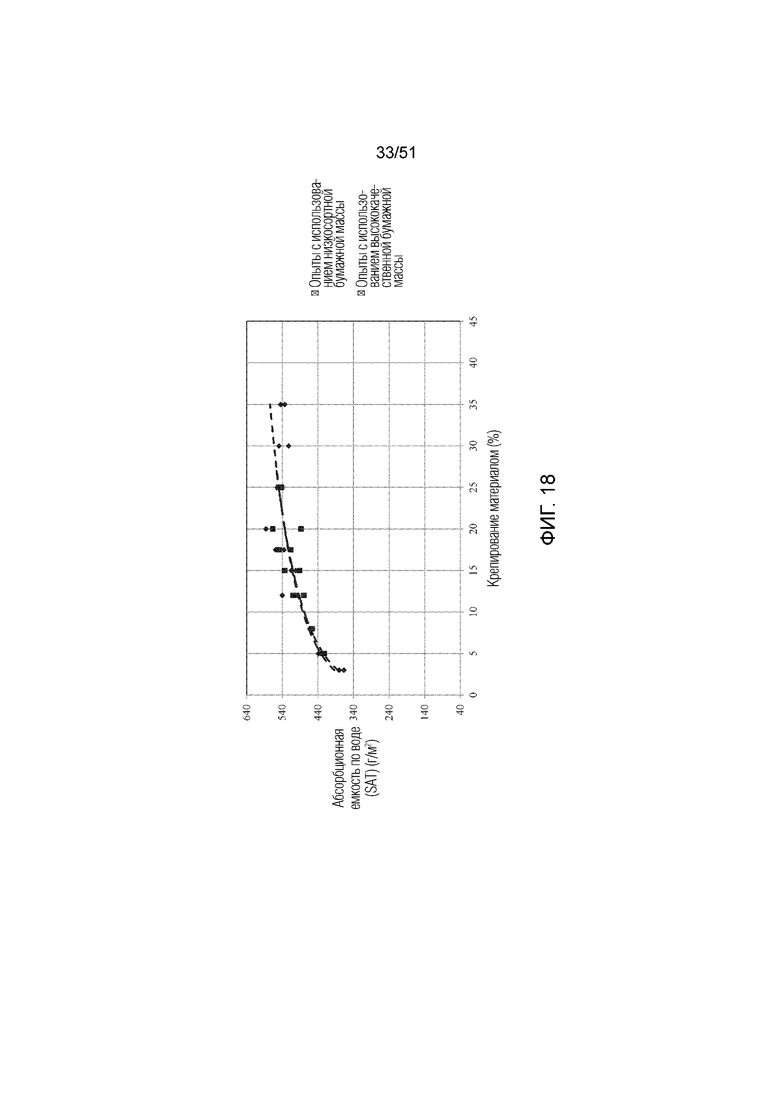
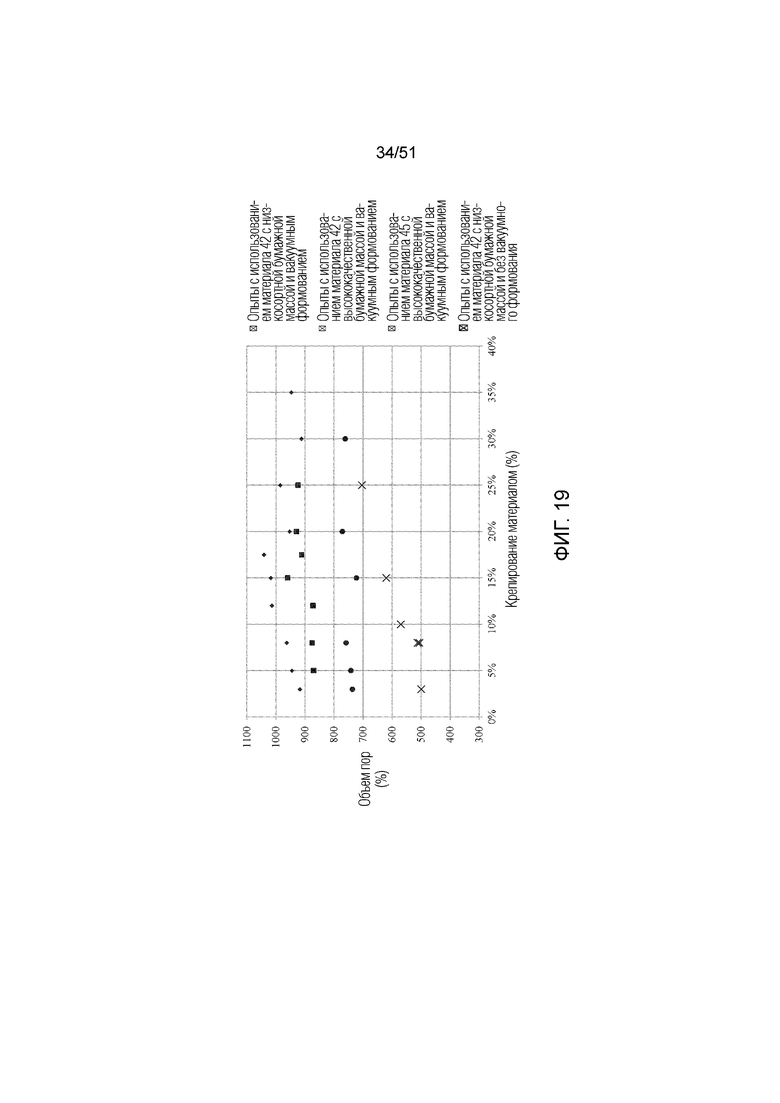
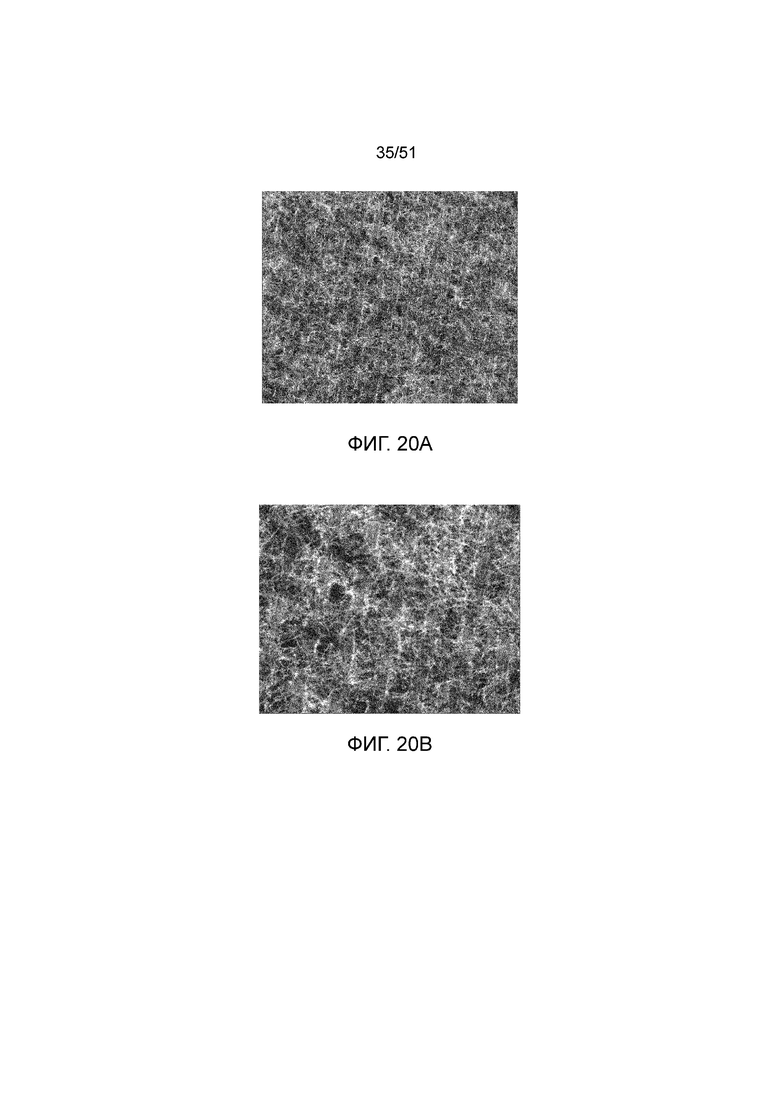
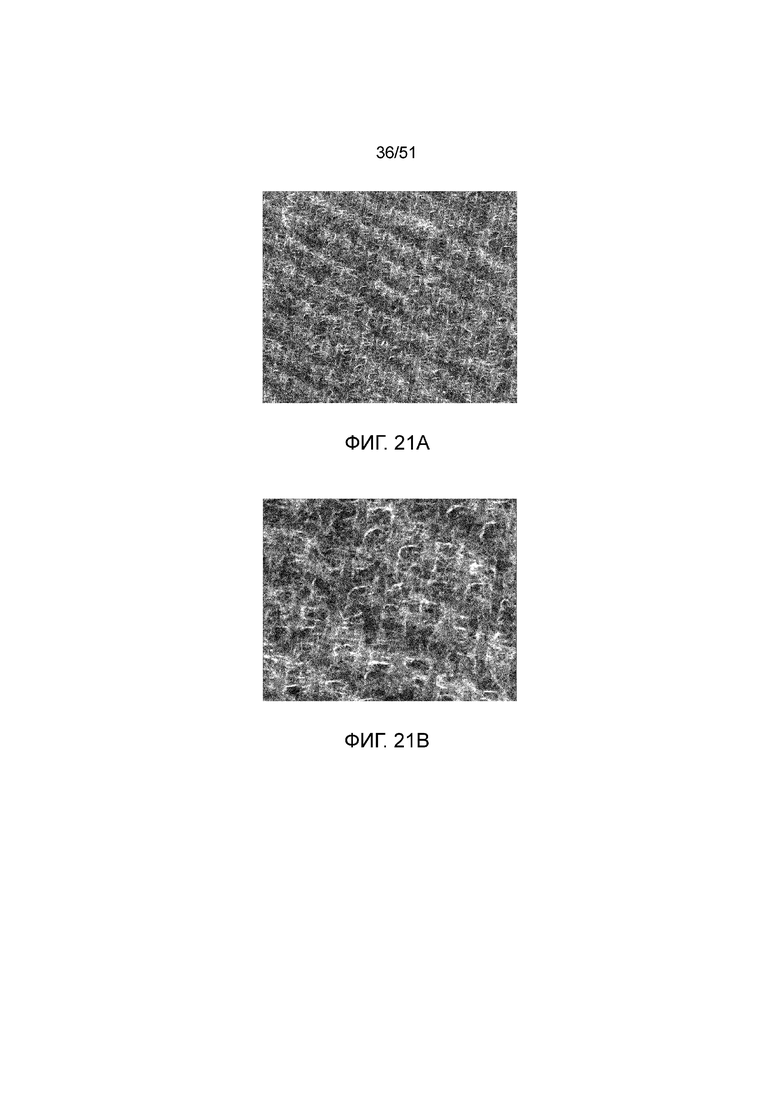
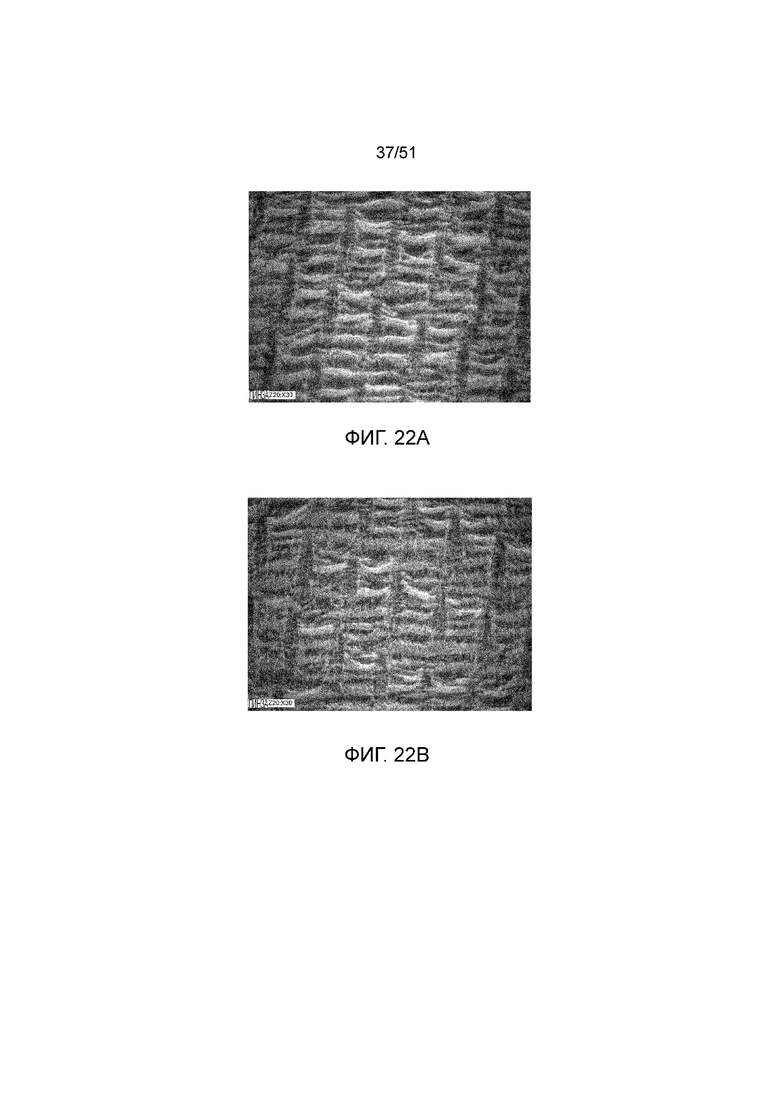
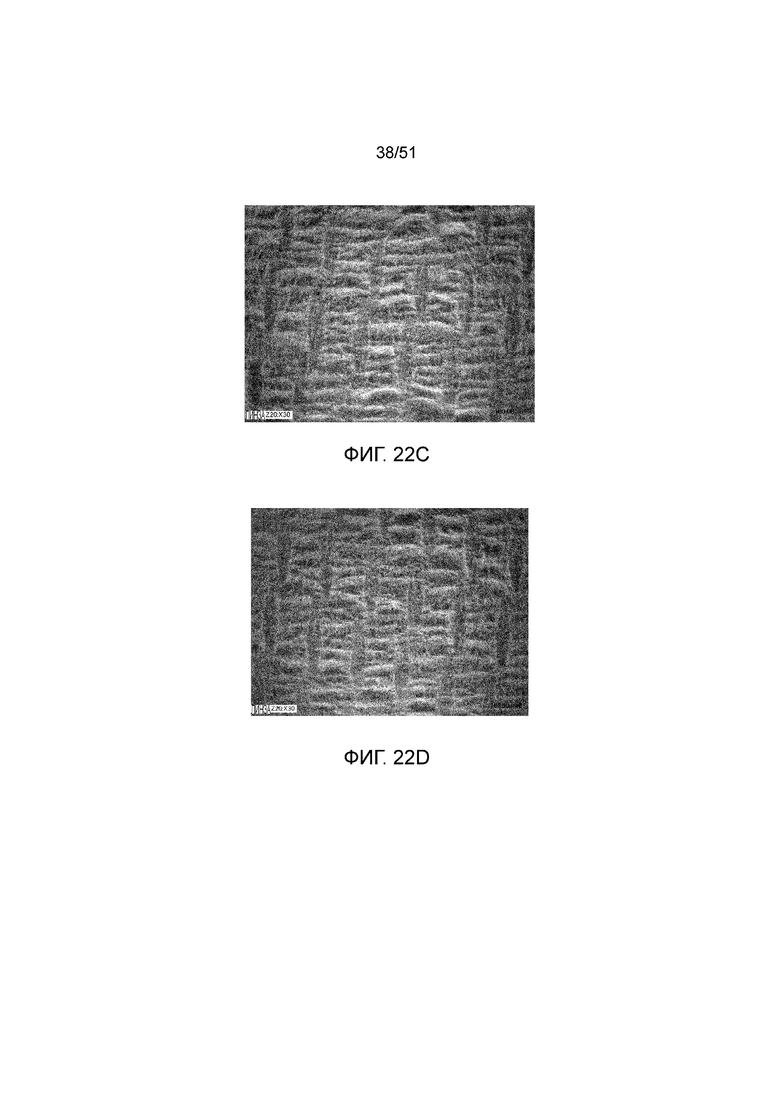
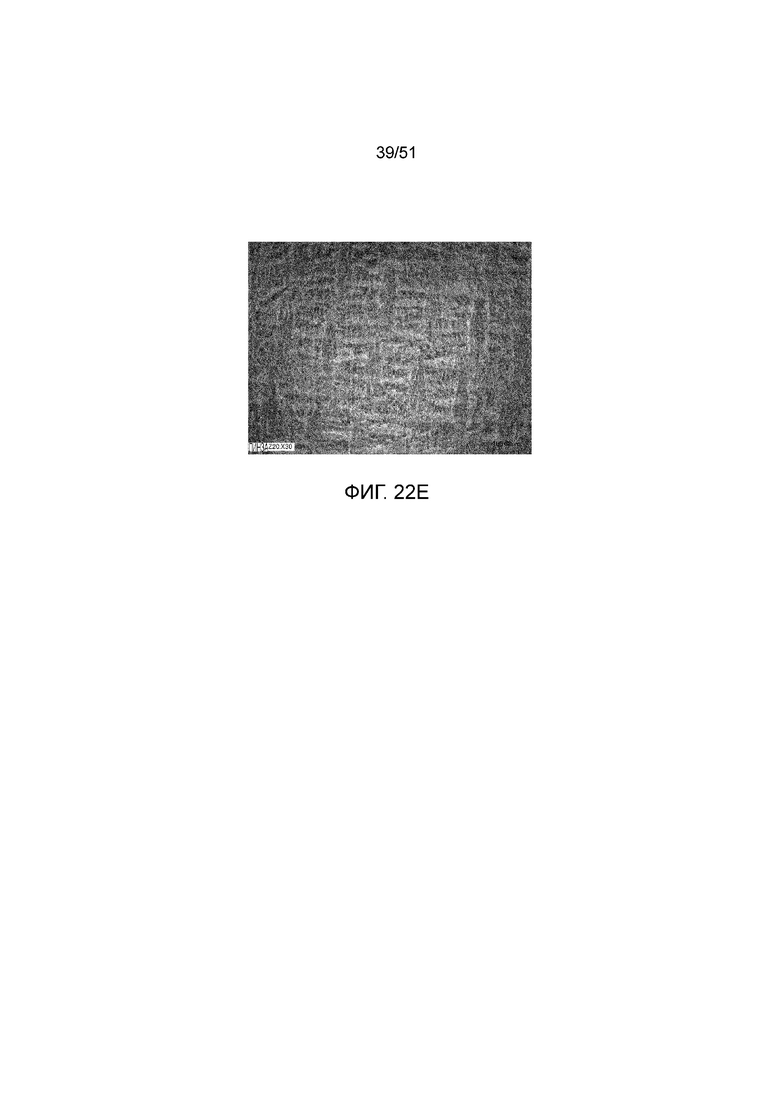
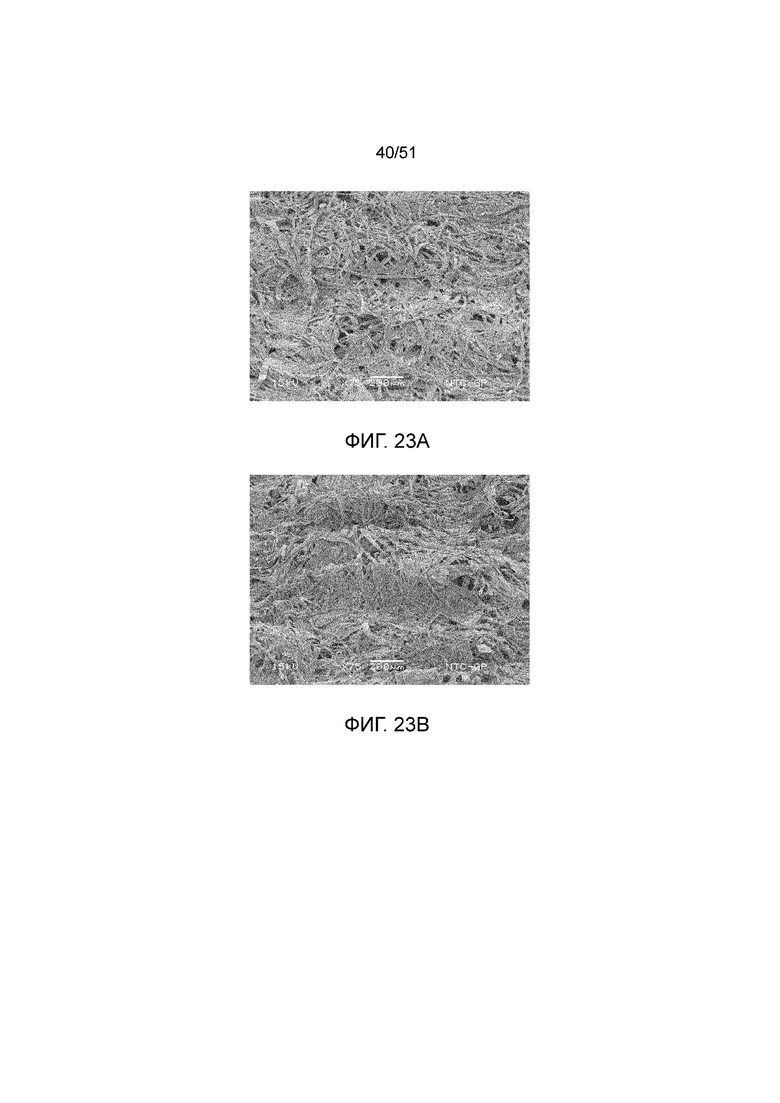
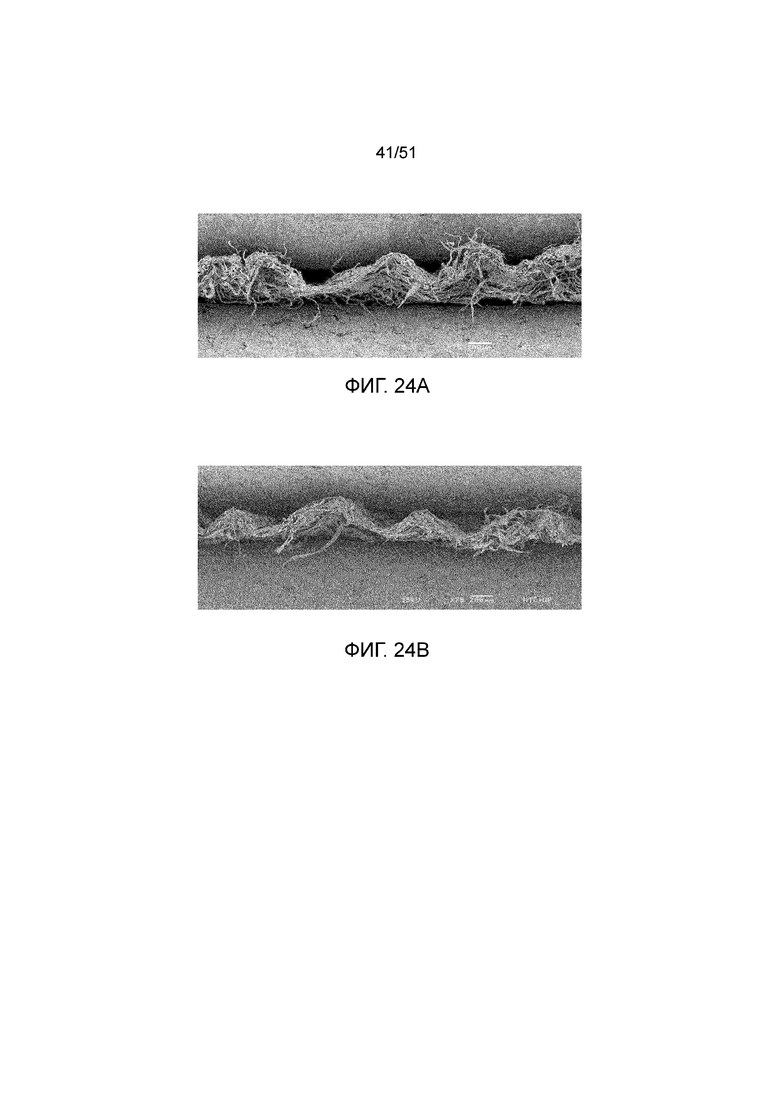
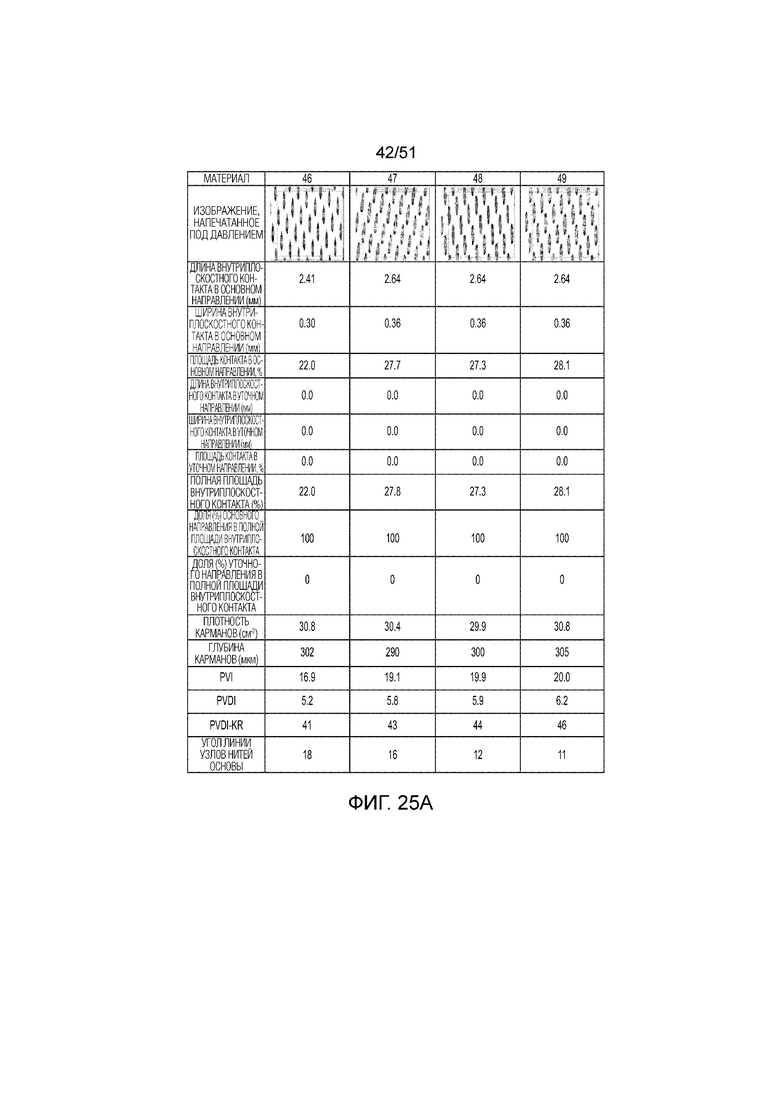
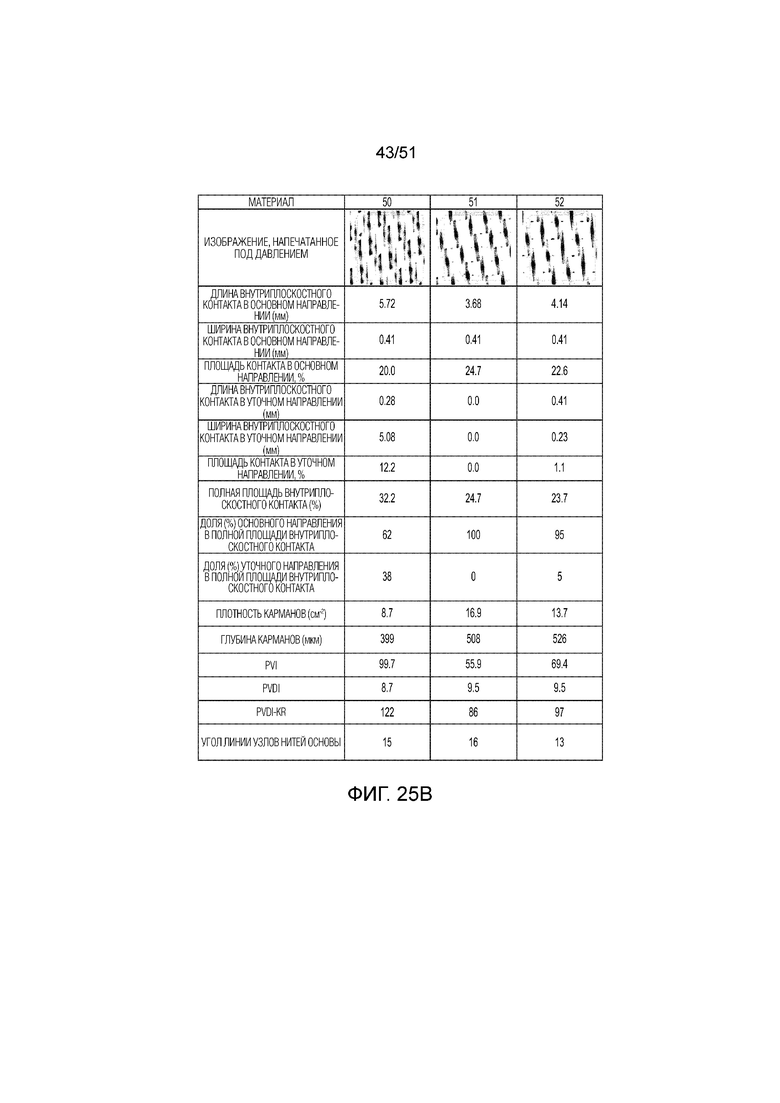
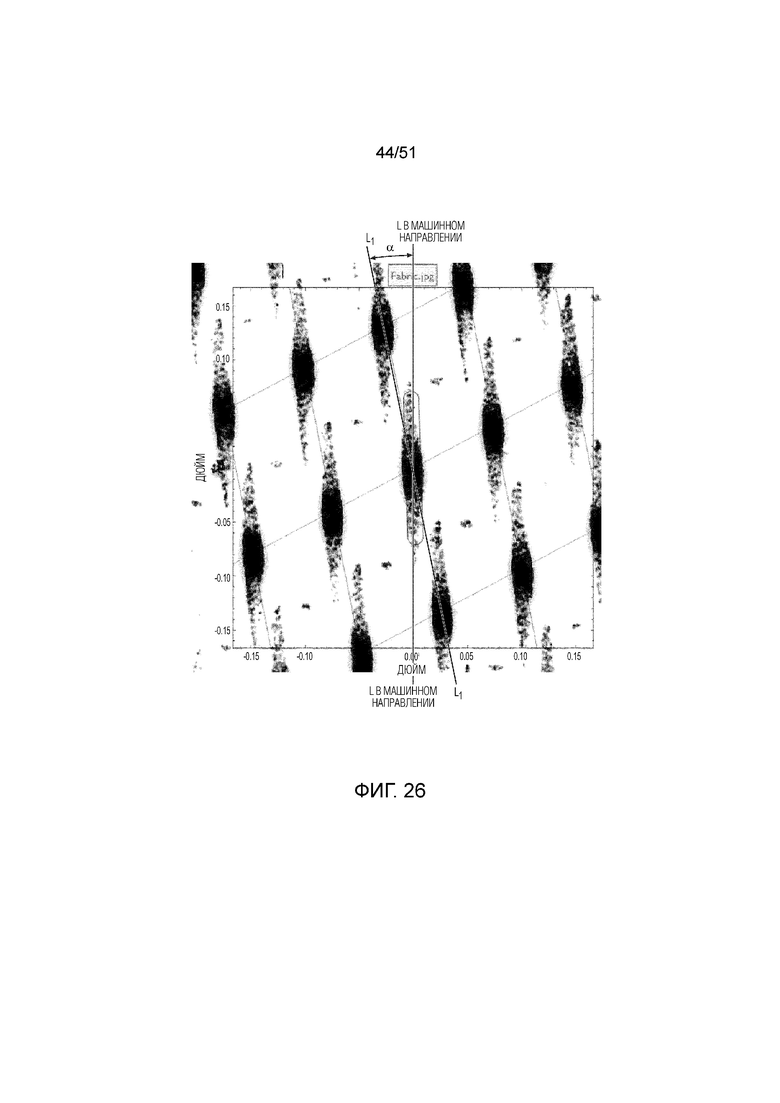
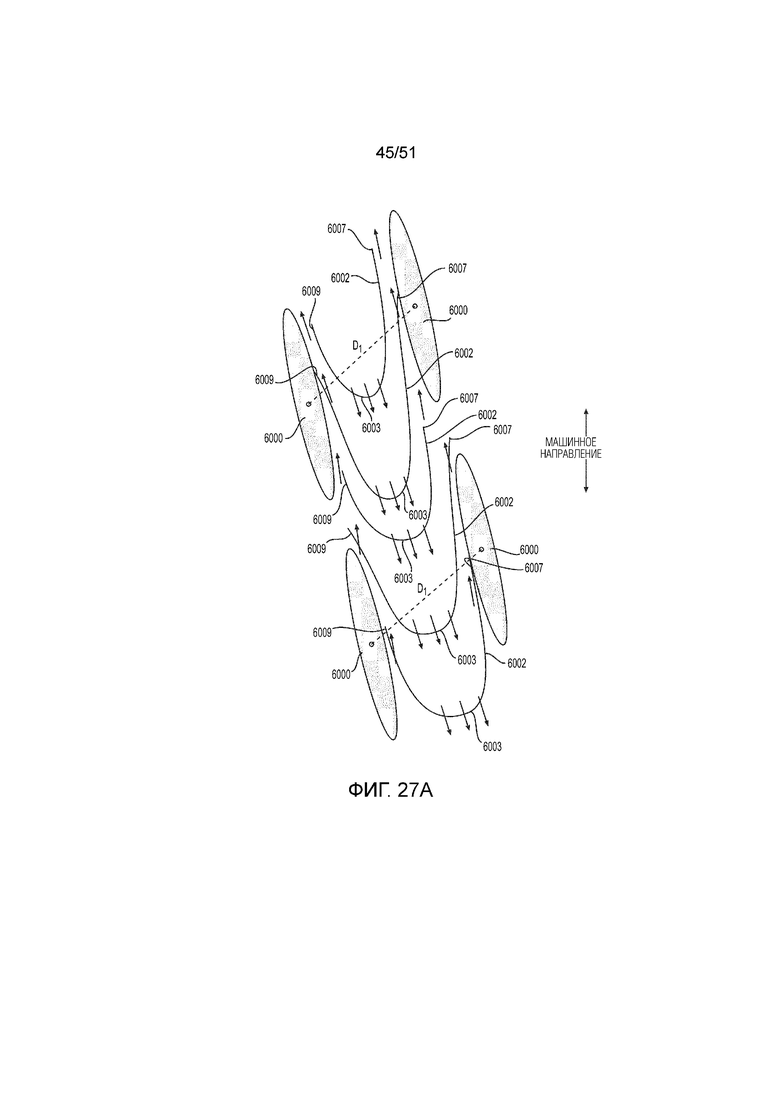
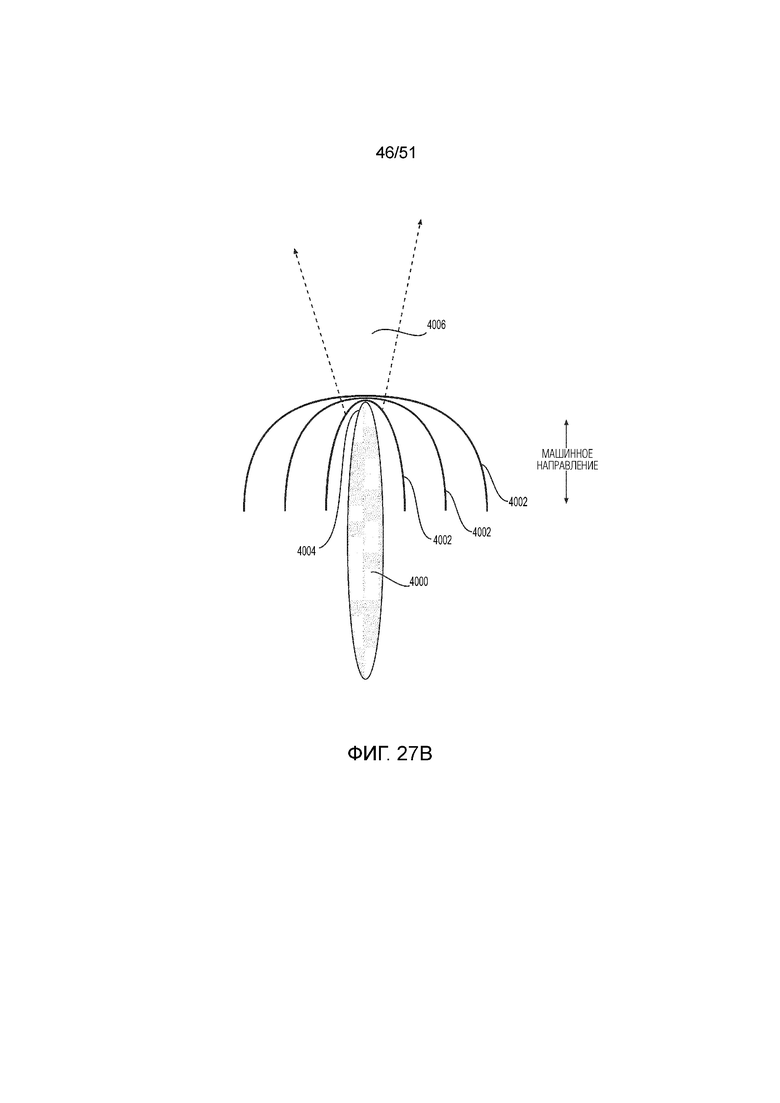
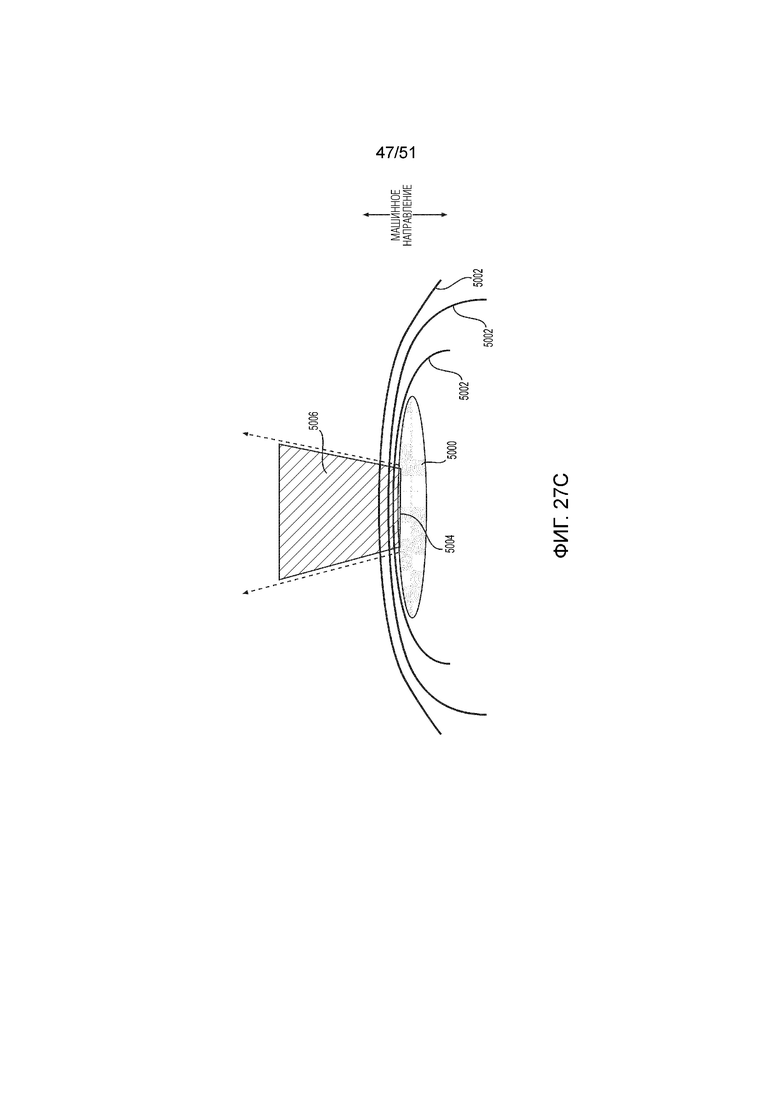
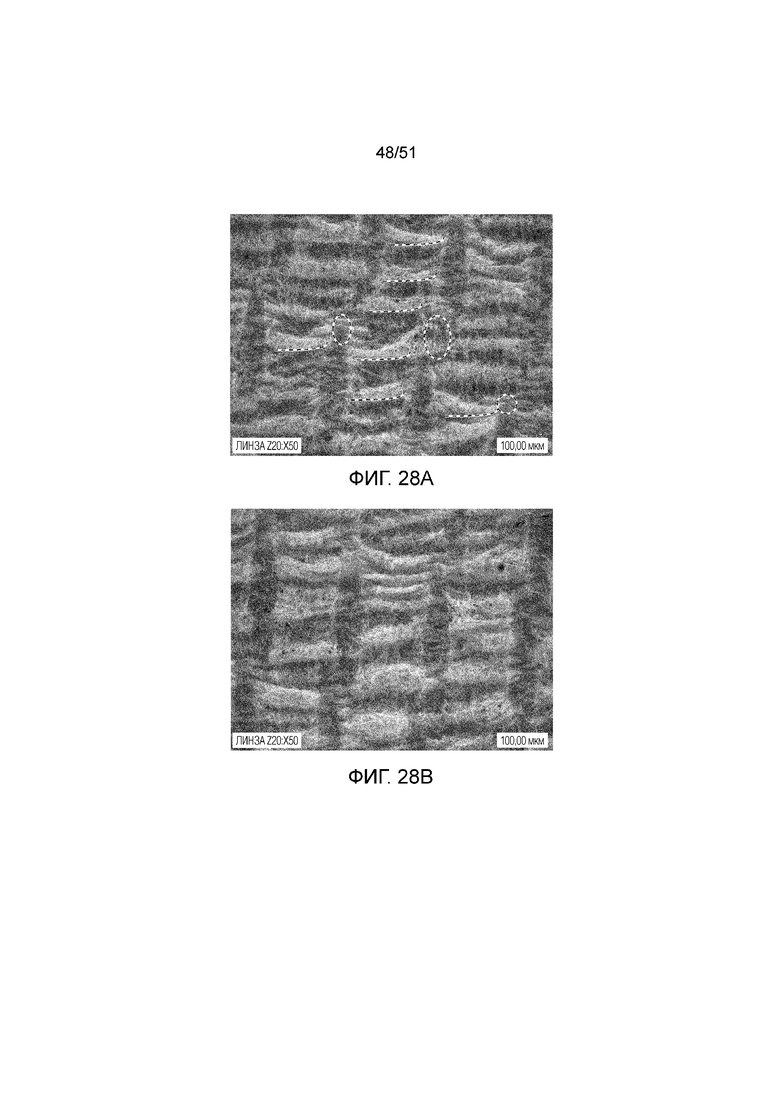
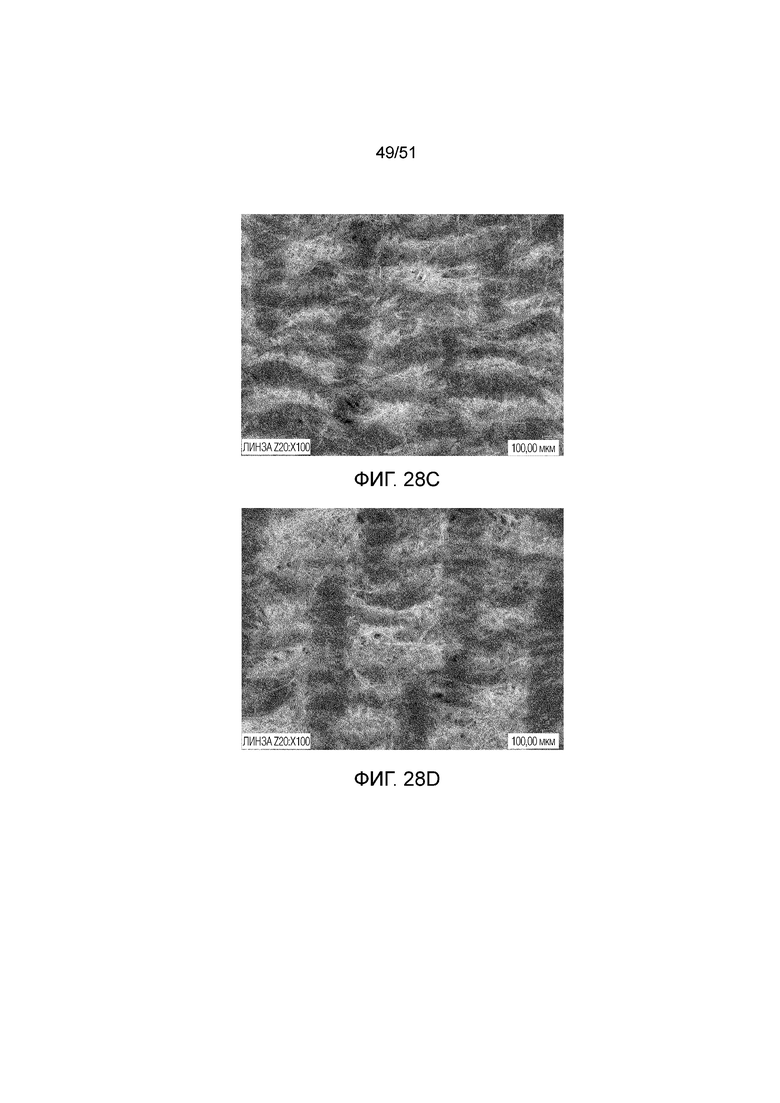
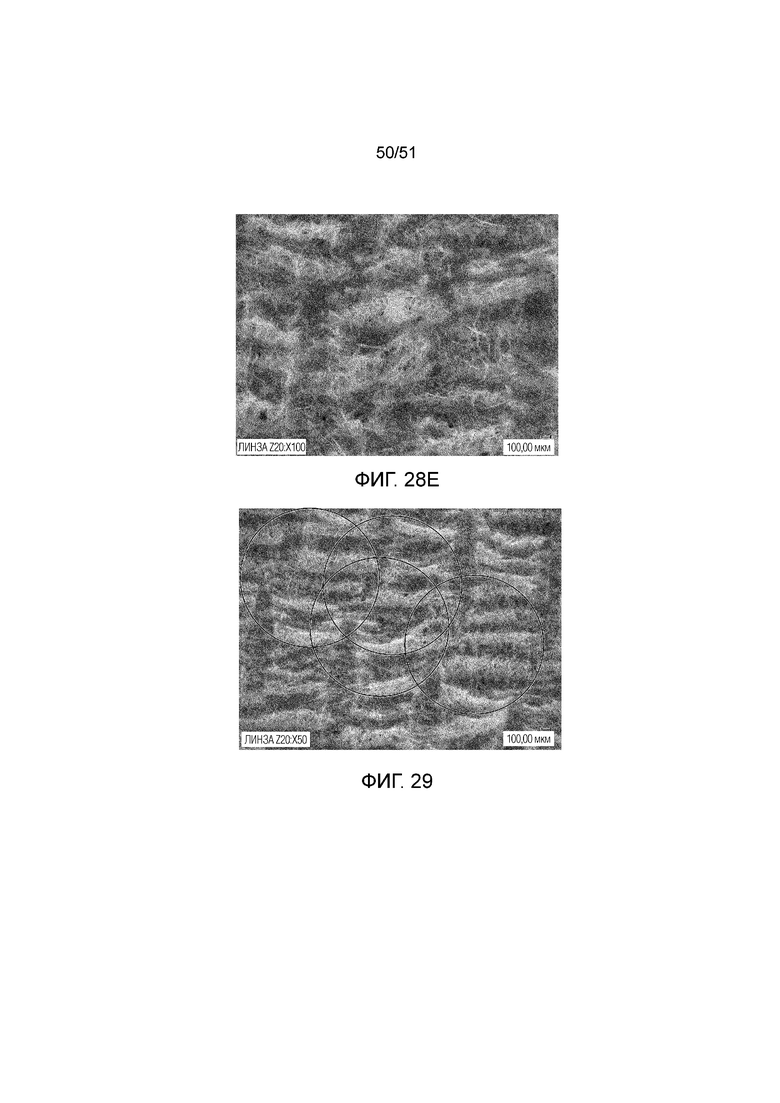
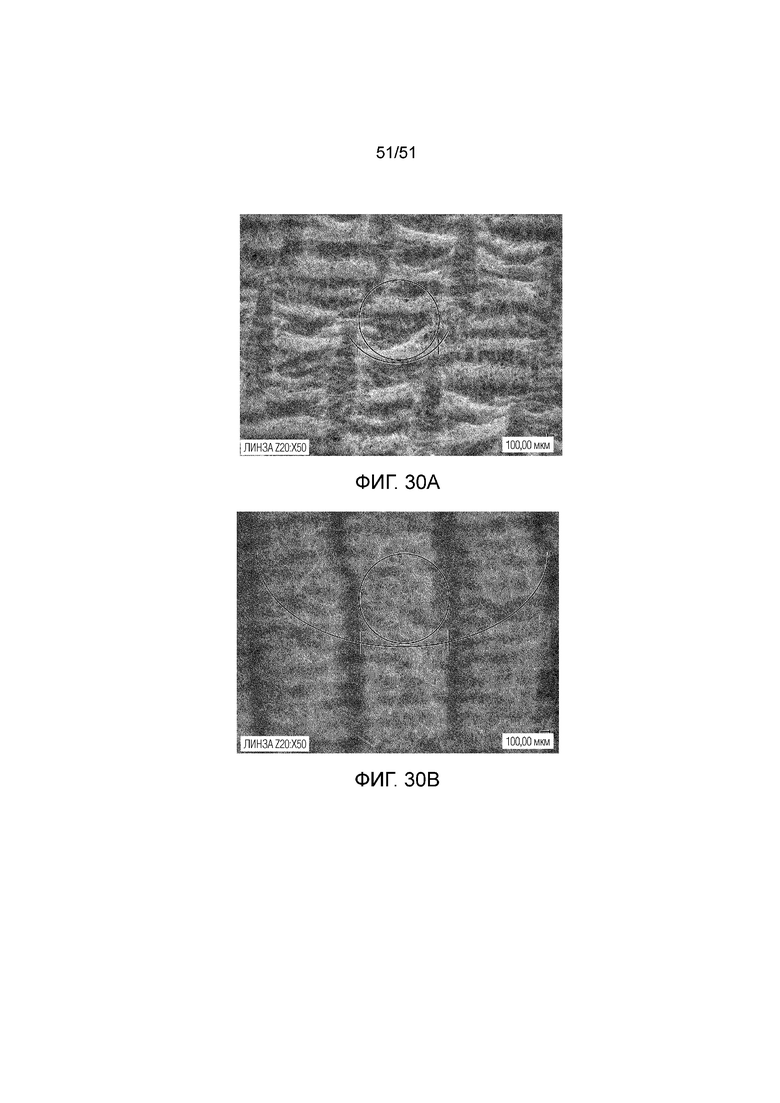
Изобретение относится к бумажным изделиям, таким как абсорбирующие листы. В рамках заявленного решения представлены мягкие абсорбирующие листы, структурирующие материалы для производства мягких абсорбирующих листов и способы изготовления мягких абсорбирующих листов. Мягкие абсорбирующие листы имеют множество выступающих областей и соединительных областей, которые соединяют выступающие области. Выступающие области включают складки, которые изогнуты относительно машинного направления абсорбирующего листа, причем концы изогнутых складок расположены на противоположных сторонах выступающих областей и с вершинами изогнутых складок, расположенными вниз по потоку в машинном направлении абсорбирующего листа. Абсорбирующие листы могут быть сформированы с помощью структурирующего материала, который имеет расположенные под углом линии узлов нитей основы. Технический результат - обеспечение изготовления более мягких бумажных изделий. 6 н. и 21 з.п. ф-лы, 30 ил., 16 табл.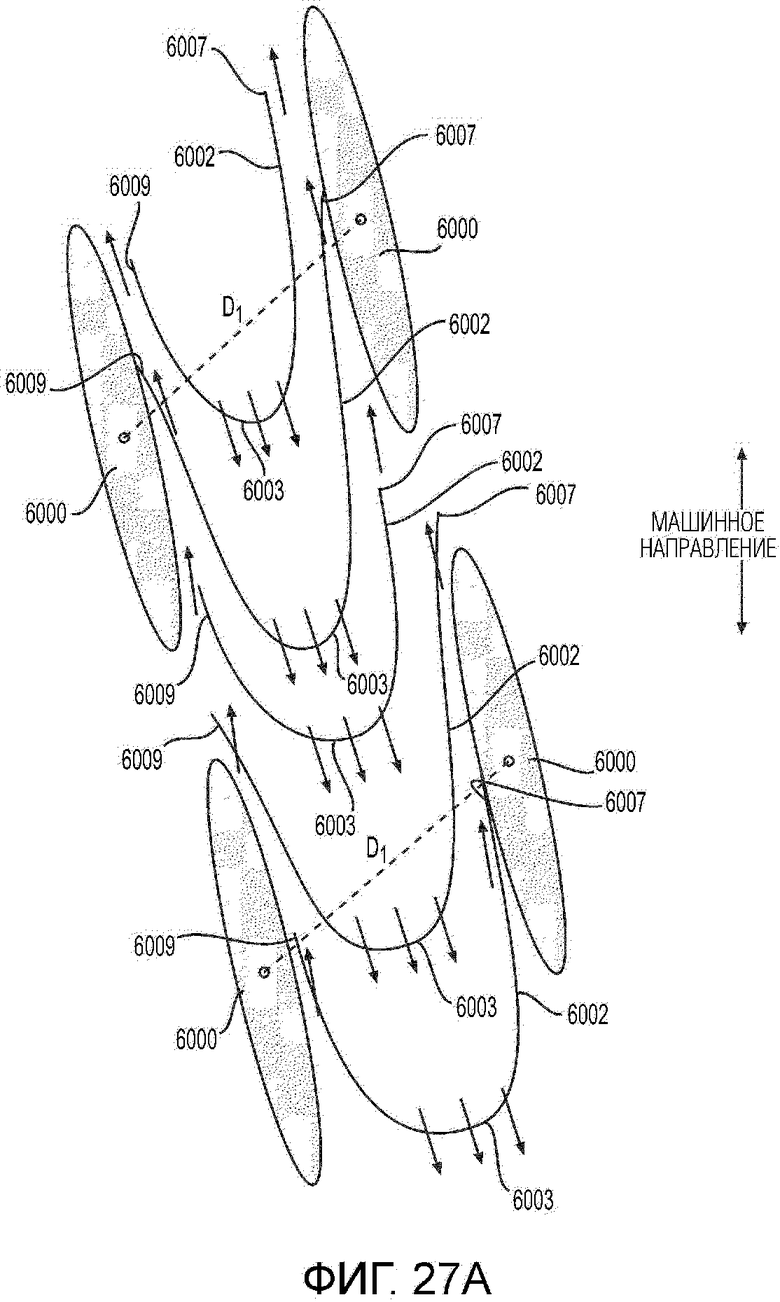
1. Абсорбирующий целлюлозный лист, содержащий:
множество выступающих областей, выступающих из абсорбирующего листа, где
выступающие области образованы в виде складок, которые изогнуты относительно машинного направления абсорбирующего листа, причем концы изогнутых складок находятся на противоположных сторонах выступающих областей и так, что один из концов каждой из изогнутых складок расположен ниже по потоку от другого конца изогнутых складок в машинном направлении абсорбирующего листа и с вершинами изогнутых складок, расположенными ниже по потоку в машинном направлении абсорбирующего листа; и
соединительные области, соединяющие выступающие области абсорбирующего листа.
2. Абсорбирующий целлюлозный лист по п. 1, в котором каждая из выступающих областей включает множество изогнутых складок.
3. Абсорбирующий целлюлозный лист по п. 2, дополнительно включающий выемки, образованные между изогнутыми складками в каждой выступающей области.
4. Абсорбирующий целлюлозный лист по п. 1, в котором средний радиус кривизны изогнутых складок составляет приблизительно 1,2 мм.
5. Абсорбирующий целлюлозный лист по п. 1, дополнительно включающий множество складок в положениях, примыкающих к концам выступающих областей, которые находятся выше по потоку в машинном направлении абсорбирующего листа.
6. Абсорбирующий целлюлозный лист, содержащий:
множество выступающих областей, выступающих из абсорбирующего листа, где выступающие области образованы в виде складок, которые изогнуты относительно машинного направления абсорбирующего листа, причем концы изогнутых складок находятся на противоположных сторонах выступающих областей, а изогнутые складки имеют радиус кривизны приблизительно от 0,5 до 2,0 мм; и
соединительные области, соединяющие выступающие области абсорбирующего листа.
7. Абсорбирующий целлюлозный лист по п. 6, в котором средний радиус кривизны изогнутых складок составляет приблизительно 1,2 мм.
8. Абсорбирующий целлюлозный лист по п. 6, в котором каждая из выступающих областей включает множество изогнутых складок.
9. Абсорбирующий целлюлозный лист по п. 8, дополнительно включающий выемки, образованные между изогнутыми складками в каждой выступающей области.
10. Абсорбирующий целлюлозный лист по п. 6, дополнительно включающий множество складок в положениях, примыкающих к концам выступающих областей, которые находятся выше по потоку в машинном направлении абсорбирующего листа.
11. Бумагоизготавливающее полотно, содержащее:
множество выступающих областей, выступающих из бумагоизготавливающего полотна, где выступающие области образованы в виде складок, которые изогнуты относительно машинного направления бумагоизготавливающего полотна, причем концы изогнутых складок находятся на противоположных сторонах выступающих областей и так, что один из концов каждой из изогнутых складок расположен ниже по потоку от другого конца изогнутых складок в машинном направлении бумагоизготавливающего полотна и с вершинами изогнутых складок, расположенными ниже по потоку в машинном направлении бумагоизготавливающего полотна; и
соединительные области, соединяющие выступающие области бумагоизготавливающего полотна.
12. Бумагоизготавливающее полотно по п. 11, в котором каждая из выступающих областей включает множество изогнутых складок.
13. Бумагоизготавливающее полотно по п. 12, дополнительно включающее выемки, образованные между изогнутыми складками в каждой выступающей области.
14. Бумагоизготавливающее полотно по п. 12, в котором радиус кривизны складок составляет приблизительно от 0,5 до 2,0 мм.
15. Способ изготовления крепированного материалом абсорбирующего целлюлозного листа, причем способ включает:
уплотнительное обезвоживание бумагоизготавливающей массы с получением полотна;
крепирование полотна под давлением в крепирующем зазоре между поверхностью переноса и структурирующим материалом, причем структурирующий материал включает узлы, образованные на нитях основы структурирующего материала, и узлы расположены вдоль линий, которые находятся под углом относительно машинного направления материала, причем угол линий относительно машинного направления находится в интервале приблизительно от 10 до 30°; и
сушку полотна с получением абсорбирующего целлюлозного листа.
16. Способ по п. 15, в котором степень крепирования определяется скоростью поверхности переноса относительно скорости структурирующего материала, и степень крепирования составляет приблизительно от 3 до 25%.
17. Способ по п. 15, в котором угол линий относительно машинного направления составляет приблизительно 15°.
18. Способ по п. 15, в котором нити основы структурирующего материала наклонены в направлении вниз в положениях, примыкающих к нисходящими концам узлов, и полотно складывают в складки в положениях, примыкающих к нисходящим наклонам нити основы.
19. Способ по п. 15, в котором длина узлов в машинном направлении составляет приблизительно от 2,4 до 5,7 мм.
20. Способ по п. 15, в котором индекс плоскостной объемной плотности структурирующего материала, умноженный на отношение длины к ширине узлов, образованных на нитях основы, составляет приблизительно от 41 до 123.
21. Абсорбирующий целлюлозный лист, изготовленный способом по п. 15, причем абсорбирующий целлюлозный лист включает:
множество выступающих областей, выступающих из абсорбирующего листа, где выступающие области образованы в виде складок, которые изогнуты относительно машинного направления абсорбирующего листа, причем концы изогнутых складок находятся на противоположных сторонах выступающих областей и с вершинами изогнутых складок, расположенными ниже по потоку в машинном направлении абсорбирующего листа.
22. Абсорбирующий целлюлозный лист, содержащий:
множество выступающих областей, выступающих из абсорбирующего листа, где выступающие области образованы в виде складок, которые изогнуты относительно машинного направления абсорбирующего листа, причем концы изогнутых складок находятся на противоположных сторонах выступающих областей, где абсорбирующий лист имеет нормализованный коэффициент кривизны складок, который имеет значение меньше чем приблизительно 4; и
соединительные области, соединяющие выступающие области абсорбирующего листа.
23. Абсорбирующий лист по п. 22, в котором нормализованный коэффициент кривизны складок для материала составляет приблизительно от 0,5 до 4.
24. Абсорбирующий лист по п. 23, в котором нормализованный коэффициент кривизны складок для материала составляет приблизительно 2.
25. Абсорбирующий лист по п. 22, в котором средний радиус кривизны для изогнутых складок составляет приблизительно от 0,5 до 2,0 мм.
26. Абсорбирующий целлюлозный лист по п. 22, в котором каждая из выступающих областей включает множество изогнутых складок.
27. Абсорбирующий целлюлозный лист по п. 26, дополнительно включающий выемки, образованные между изогнутыми складками в каждой выступающей области.
| US 2015129145 A1, 14.05.2015 | |||
| US 2008029235 A1, 07.02.2008 | |||
| US 3974025 A, 10.08.1976 | |||
| US 8080130 В2, 20.12.2011 | |||
| US 4490925 A, 01.01.1985. |

