Изобретение относится к обработке металлов давлением, а именно к развальцовке, и может быть использовано для получения концов труб с различным видом отбортовки.
Известен инструмент для развальцовки концов труб, имеющий хвостовик и рабочую часть со входным и формирующим участками, причем формирующий участок выполнен в виде усеченного конуса и наклонен к оси инструмента под постепенно увеличивающимся от 10° до 90° углом.
Однако такой инструмент имеет ряд недостатков, а именно:
- при развальцовке необходимо вращать трубу, что не позволяет обрабатывать заготовки с непрямолинейной осью;
- в зоне контакта участка трубы, подвергаемого развальцовке, с рабочей поверхностью инструмента имеет место трение скольжения, что приводит к высоким усилиям приводов развальцовки и задирам на поверхности заготовки (пат. №732053, В21D 39/10, В21D 19/04).
Заявленное техническое решение направлено на расширение технологических возможностей инструмента путем обеспечения возможности развальцовки концов труб с непрямолинейной осью (например гнутых) и уменьшение усилий развальцовки за счет минимального трения скольжения инструмента по поверхности трубы.
Для решения поставленной задачи инструмент для развальцовки концов труб, содержащий хвостовик, оснащен рабочей частью, выполненной в виде ролика, имеющего входной цилиндрический участок, формирующий участок, выполненный ответным форме развальцованного участка трубы, и опорную часть, и установленной на подшипниковых опорах с возможностью вращения в расточке хвостовика, выполненной под углом α к оси вращения хвостовика, причем оси вращения ролика и хвостовика пересекаются в точке, расположенной на плоскости торца входного цилиндрического участка ролика, выполненного перпендикулярно оси ролика, при этом диаметр входного цилиндрического участка ролика вычисляют по формуле:
Dвх=Dmin×Cosα,
где Dвх - диаметр входного цилиндрического участка ролика;
Dmin - внутренний диаметр трубы;
α - угол наклона оси вращения ролика к оси вращения хвостовика, который выбирают из диапазона: α=3°÷10°.
Инструмент состоит (фиг.1) из рабочей части 1, выполненной в виде ролика, имеющего входной цилиндрический участок 2, формирующий участок 3, выполненный ответным форме развальцованного участка трубы 4, и опорную часть 5. Рабочая часть установлена в расточке 6 хвостовика 7 на подшипниковых опорах 8 с возможностью вращения в расточке хвостовика, выполненной под углом α к оси вращения хвостовика 7. Оси вращения ролика и хвостовика пересекаются в точке В, расположенной на плоскости торца Б-Б входного цилиндрического участка ролика, выполненного перпендикулярно оси ролика, при этом диаметр входного цилиндрического участка ролика вычисляют по формуле:
Dвх=Dmin×Cosα,
где Dвх - диаметр входного цилиндрического участка ролика;
Dmin - внутренний диаметр трубы;
α - угол наклона оси вращения ролика к оси вращения хвостовика, который выбирают из диапазона: α=3°÷10°.
На фиг.1 показан заявляемый инструмент.
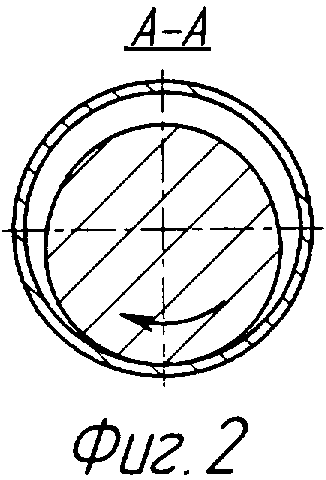
На фиг.2 - разрез А-А на фиг.1.
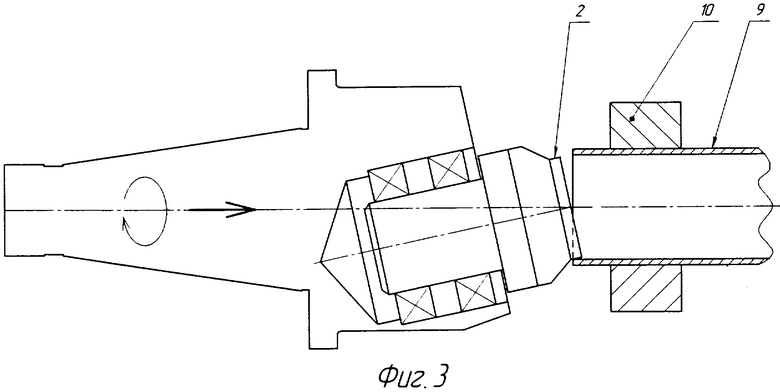
На фиг.3 - в исходном положении (в начале развальцовки).
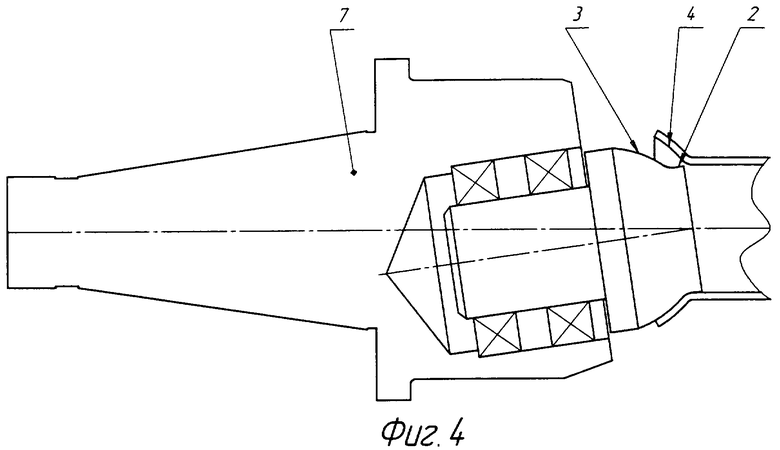
На фиг.4 - заявляемый инструмент для получения сферического раструба.
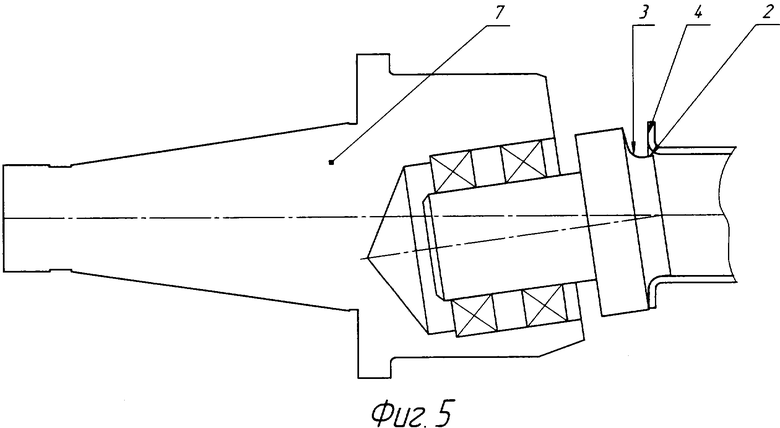
На фиг.5 - заявляемый инструмент для получения фланца на 90°.
Инструмент работает следующим образом (фиг.3).
Заготовку 9 закрепляют в неподвижной матрице-зажиме 10, оставляя отбортовываемую часть трубы 9 свободной. Ось вращения хвостовика 7 при этом совмещают с осью трубы 9. Затем при вращающемся хвостовике 7 осуществляют осевое перемещение инструмента в направлении матрицы 10 до соприкосновения входного цилиндрического участка 2 ролика с концом трубы (фиг.3). Ролик, находящийся в контакте с трубой 9, при вращении хвостовика 7, проворачиваясь в подшипниковых опорах 8, создает перемещающийся локальный очаг деформации (фиг.2), обкатывая заготовку по диаметру, постепенно развальцовывает трубу (фиг.1).
Так как нет необходимости во вращении заготовки, данный инструмент позволяет развальцовывать трубы с непрямолинейной осью.
За счет минимального трения скольжения рабочей части ролика по поверхности трубы и вследствие свободного вращения ролика на подшипниковых опорах обеспечивается относительно малое усилие привода развальцовки, повышается стойкость инструмента, исключаются задиры на деформируемом участке трубы. Постоянное смещение локального очага деформации (фиг.2) препятствует образованию трещин и гофров на деформируемом участке трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для развальцовки труб | 1978 |
|
SU804108A2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2776894C1 |
| УСТРОЙСТВО ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ В СКВАЖИНЕ | 2004 |
|
RU2259462C1 |
| Инструмент для развальцовки труб | 1977 |
|
SU732053A1 |
| Устройство для деформирования трубчатых заготовок | 1980 |
|
SU944715A1 |
| ИНСТРУМЕНТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ | 1991 |
|
RU2009746C1 |
| УСТРОЙСТВО ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ | 2009 |
|
RU2387800C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2002 |
|
RU2215617C2 |
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2268796C2 |
Изобретение относится к области обработки металлов давлением, в частности для изготовления труб с различным видом отбортовки. Инструмент для развальцовки концов труб, содержащий хвостовик и рабочую часть инструмента, выполненную в виде ролика с входным цилиндрическим участком, формирующим участком, выполненным ответным форме развальцованного участка трубы, и опорной частью. Упомянутый ролик установлен на подшипниковых опорах с возможностью вращения в расточке хвостовика. При этом ось вращения ролика выполнена под углом α к оси вращения хвостовика и пересекается с ней в точке, расположенной на плоскости торца входного цилиндрического участка ролика, расположенного перпендикулярно оси ролика. При этом диаметр входного цилиндрического участка ролика вычислен по формуле, учитывающей внутренний диаметр трубы и угол наклона оси вращения ролика к оси вращения хвостовика, в результате чего расширяются технологические возможности. 5 ил.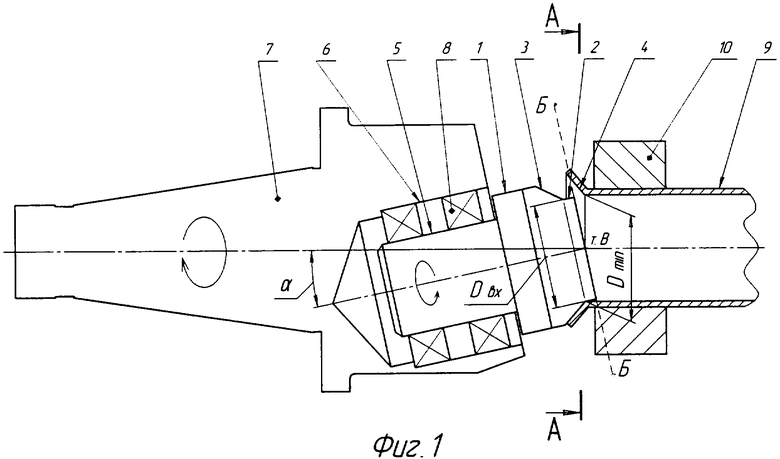
Инструмент для развальцовки концов труб, содержащий хвостовик и рабочую часть, отличающийся тем, что рабочая часть выполнена в виде ролика с входным цилиндрическим участком, формирующим участком, ответным форме развальцованного участка трубы, и опорной частью, установленного на подшипниковых опорах с возможностью вращения в расточке хвостовика, выполненной под углом α к оси вращения хвостовика, с пересечением оси вращения ролика и хвостовика в точке, расположенной на плоскости торца входного цилиндрического участка ролика, расположенного перпендикулярно оси ролика, при этом диаметр входного цилиндрического участка ролика вычислен по формуле
Dвх=Dmin×Cosα,
где Dвх - диаметр входного цилиндрического участка ролика;
Dmin - внутренний диаметр трубы;
α - угол наклона оси вращения ролика к оси вращения хвостовика, выбранный из диапазона а=3÷10°.
| Инструмент для развальцовки труб | 1977 |
|
SU732053A1 |
| Устройство для развальцовки концов труб | 1977 |
|
SU637179A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104114C1 |
| US 2005092151 A1, 20.05.2005. | |||

