(54) ИНСТРУМЕНТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для развальцовки труб | 1977 |
|
SU732053A1 |
| Устройство для деформирования трубчатых заготовок | 1980 |
|
SU944715A1 |
| ИНСТРУМЕНТ ДЛЯ РАЗВАЛЬЦОВКИ КОНЦОВ ТРУБ | 2006 |
|
RU2327541C2 |
| Инструмент для развальцовки труб | 1982 |
|
SU1147481A1 |
| Способ развальцовки трубчатых заготовок и устройство для его осуществления | 1985 |
|
SU1375383A1 |
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
| Способ изготовления полых изделий | 1980 |
|
SU963645A1 |
| ИНСТРУМЕНТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ | 1991 |
|
RU2009746C1 |
| Устройство для развальцовки горловин | 1984 |
|
SU1194529A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИЧНОГО ПЕРЕХОДА МЕЖДУ ТРУБАМИ | 2012 |
|
RU2492016C1 |
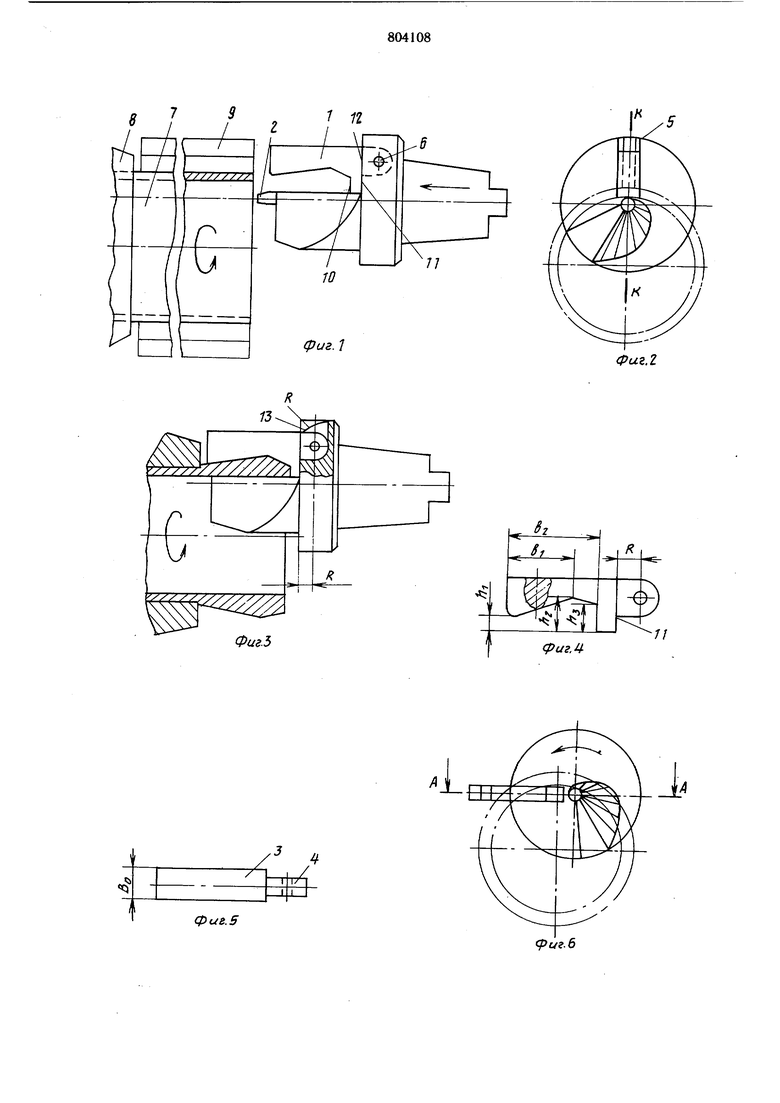
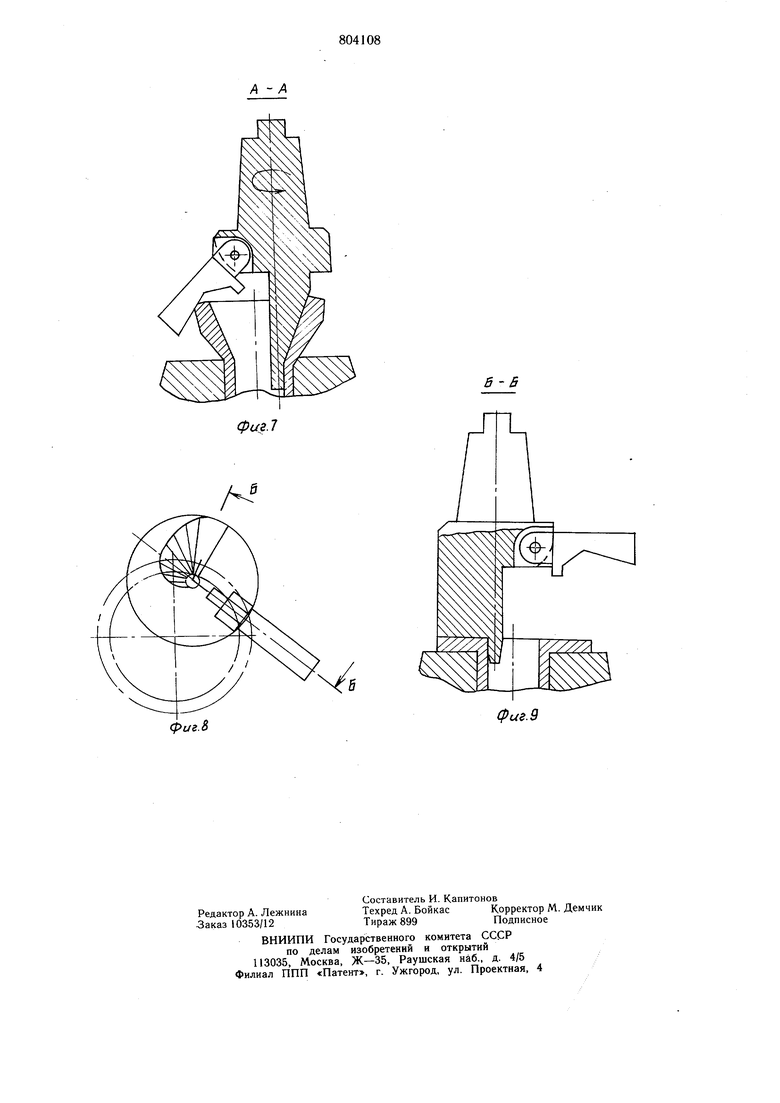
Изобретение относится к изменению диаметра концов труб обработкой давлением, а именно развальцовкой. По основному авт. св. № 732053 известен инструмент для развальцовки труб, содержащий хвостовик и рабочую часть, выполненную в виде входного, формирующего и калибрующего участков. Для плавной развальцовки труб на угол в пределах от 10 до 90° формирующий участок имеет форму усеченного конуса, боковая поверхность которого на длине дуги, равной половине длины окружности большего основания конуса, наклонена к оси инструмента под постепенно увеличивающимся от 10 до 90° углом и плавно сопряжена с поверхност 5Ю калибрующего участка, при этом калибрующий участок расположен в плоскости, перпендикулярной оси инструмента, а входной участок выполнен в виде выемки, размещенной между калибрующим и формирующим участками 1. Недостатком данного инструмента является то, что он не обеспечивает увеличения толщины развальцованной части- трубы, а наоборот - происходит утонение стенки тем большее, чем больше отношение наибольшего диаметра развальцованной части к диаметру трубы, что в итоге может привести к появлению трещин со стороны торца деформируемого участка. К тому же, толщина отбортованной стенки у большинства изделий (например, фланец) в два, три раза больше стенки трубы, что невозможно получить на данном инструменте. Цель изобретения - обеспечение получения необходимого распределения толщины развальцованной части трубы путем предварительного набора металла. Поставленная цель достигается тем, что известный инструмент для развальцовки труб дополнительно снабжен наборным элементом, выполненным в виде двуплечего откидного рычага, расположенным в зоне входного участка непосредственно перед началом подъема поверхности формирующего участка, расположенным по оси инструмента и малым усеченным конусом, большее основание которого совпадает с меньшим основанием усеченного конуса рабочей части. Применение наборного элемента позволяет производить предварительный набор металла по форме и объему отвечающим требованиям, предъявляемым к форме развальцованного участка. На фиг. 1, 2, 3, 6 и 8 показан инструмент при различных технологических стадиях; на фиг. 4 и 5 - наборный элемент; на фиг. 7 - разрез А-А на фиг. 6; на фиг. 9 - разрез Б-Б на фиг. 8. Предлагаемый инструмент (фиг. 1 и 2) содержит в зоне входного участка перед началом подъема поверхности формирующего участка наборный элемент 1, выполненный в виде откидного двуплечего рычага, а также малый усеченный конус 2, который выполнен заодно с рабочей частью и расположен по оси инструмента. Большее основание малого конуса 2 совпадает с меньшим основанием усеченного конуса рабочей части. Наборный элемент (фиг. 4 и 5) состоит из наборной части 3 и хвостовика 4 для крепления в пазу 5, который выполнен в переходной цилиндрической части инструмента при помоши оси 6. Рабочая поверхность наборной части определяет форму и размеры наборного ручья bi, Ьг, hi, hz, hj (фиг. 4) и развальцованной части заготовки, соответственно. С целью исключения возможности образования стружки во время набора металла, рабочая поверхность наборного элемента плавно сопряжена с боковой. Заготовка 7 (фиг. 1) зажата в цанговом зажиме-матрице 8 станка и нагрев ее производят при помош,и нагревательного устройства 9. Инструмент для развальцовки труб работает следующим образом. Предварительно закрепляют заготовку 7 в цанговом зажиме-матрице 8, а отбортовываемую часть (с учетом предварительного набора металла) оставляют свободной. Отбортовываемую часть нагревают до температуры 1000-1100°С нагревательным устройством 9 при скорости вращения заготовки 50 об/мин (при достаточной пластичности материала заготовки нагрев не обязателен). Затем отводится нагревательное устройство, а заготовке сообщают скорость 600 об/мин. Ось вращения инструмента смещают относительно оси заготовки таким образом, чтобы при введении инструмента в заготовку он касался ее по линии О-О, находящейся в одной вертикальной плоскости с осью симметрии К-К наборного элемента (фиг. 1 и 2). Затем инструмент медленно подают вперед, заготовка вступает в контакт с поверхностью 10 наборного элемента и после этого начинает деформироваться, в результате чего происходит набор металла в соответствии с формой наборного ручья (фиг. 1 и 3), образованного поверхностями наборного элемента и рабочей части инструмента. Вследствие того, что при наборе возникают значительные осевые усилия, которые могут привести к изгибу (смятию) или срезу оси 6, при помощи которой фиксируется положение наборного элемента, на последнем предусматривается опорная поверхность 11 (фиг. 4), которая контактирует при наборе с поверхностью 12 цилиндрической переходной части инструмента и препятствует его смещению. После окончания предварительного набора металла инструмент медленно поворачивают против вращения заготовки и производят плавную отбортовку трубы (фиг. 6 и 7 - момент поворота инструмента на 90°, фиг. 8 и 9 - на 225° и показан профиль формующей поверхности в очаге деформации и отбортованной заготовки). В результате производят полную отбортовку заготовки на 90° с требуемой толщиной бурта. Для исключения затекания металла внутрь заготовки во время развальцовки по оси инструмента заодно с рабочей частью выполнен малый усеченный конус 2 (фиг. 1). Во время развальцовки металл заготовки разворачивает наборный элемент и полностью откидывает его на 90° по отношению к оси при повороте инструмента на 180°. Для обеспечения поворота наборного элемента с внешних сторон паза к внещней поверхности цилиндрической переходной части выполнена выемка 13 радиусом R от оси винта и общей шириной BI, превышающей ширину наборного элемента Во- В общем случае В, Во + (3 - 4) мм (фиг. 3 и 4). Предлагаемый инструмент позволяет обеспечить развальцовку на любой угол с требуемым распределением по толщине развальцованного участка, что позволяет получать необходимые бурты и фланцы взамен сварных конструкций. Технологический процесс легко механизируется и автоматизируется, что обуславливает высокую культуру производства и производительность труда. Формула изобретения Инструмент для развальцовки труб по авт. св. NO 732053, отличающийся тем, что с целью получения необходимой толщины развальцованной части путем предварительного набора металла, он дополнительно снабжен наборным элементом, выполненным в виде двуплечего откидного рычага, расположенным в зоне входного участка непосредственно перед началом подъема поверхности формирующего участка, и расположенным по оси инструмента малым усеченным конусом, большее основание которого совпадает с меньшим основанием усеченного конуса рабочей части. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2536237/27, кл. В 21 D 39/10, 25.10.77,
фигЛ
фиг.г
Фиг.5
/
фие.5
б- Б
фи,г. 7
фиг.В
фиг.9
