Изобретение относится к строительству и может быть использовано при возведении общественных и промышленных зданий с внутренними источниками шума для улучшения акустического комфорта в помещениях.
Известны теплоизолирующие материалы на основе волокнистых открытых ячеистых структур типа стекло или минераловаты. Как правило, их изготовляют способом термического или клеевого соединения отдельных волокон в единую структуру или способом формирования гранулированной минеральной ваты крахмальным связующим.
Известны теплоизолирующие материалы с закрытой ячеистой структурой на основе вспененных полимеров: полиэтилена, полипропилена, полистирола, полиуретана, каучука. Их получают способом вспучивания или вспенивания полимера газами (изобутан, фреон, углекислый газ и т.п.), вводимыми независимо или образующимися в процессе химической реакции при смешении различных компонент.
Известна звукоизолирующая и теплоизолирующая сэндвичевая панель, содержащая две пластины и слой пористого материала между ними. Пористым материалом могут быть тонкие стеклянные, базальтовые или капроновые волокна, вспененный полиуретан. И.И. Боголюбов. Промышленная звукоизоляция. Л.: Судостроение, 1986, с.165, 172.
Недостатками данной конструкции являются низкая технологичность, низкая экологичность, сравнительно низкая теплоизоляция.
В настоящее время для обеспечения удовлетворительных акустических условий в помещениях широко используют различные звукопоглощающие конструкции.
Известен способ получения вспененного полимера, согласно которому смешивают реакционные компоненты смеси и вспенивающее вещество с низкой точкой кипения, создают давление, достаточное для поддержания вспенивающего вещества в жидком состоянии, и пропускают смесь через проницаемую выпускную головку, через которую выходит смесь.
Давление в смеси снижается и образуется лента вспененного полимера. Евразийский патент №000313, МПК: В01F 5/06, 1999 г.
Известен способ соединения двух полотен с помощью плавкого слоя, включающий два полотна, плавкий слой, средство для совместного соединения первого и второго полотен с плавким слоем, средство нагрева, средство для прессования полотен. Международная заявка WO 01/71090 (27.09.2001). Прототип.
Способ из-за стационарного крепления средств нагрева и отсутствия подогреваемых валов не дает возможности получать теплоизоляционные материалы разной толщины и разного состава, задавать свойства получаемого материала.
Закрытые ячеистые структуры имеют лучшие теплоизолирующие свойства за счет низкой теплопроводности вспенивающих газов, заключенных в ячейках. Однако звукопоглощающая способность закрытых ячеистых структур ниже звукопоглощающей способности открытых ячеистых структур.
Задачей изобретения является повышение звукоизолирующей способности закрытых ячеистых теплоизолирующих материалов на основе вспененных полимеров.
Техническим результатом изобретения является утилизация отходов производства пенофола и ему подобных материалов, возможность получения материалов с наперед заданными звуко-шумо-теплоизолирующими свойствами.
Технический результат достигается тем, что в способе изготовления теплоизолирующих материалов путем соединения двух лент с помощью плавкого слоя, представляющего собой измельченный вспененный фольгированный и/или чистый полимер, посредством устройства, содержащего средство, предназначенное для совместного соединения лент и плавкого слоя - падающие валы, направляющие валики, узел подачи плавкого слоя, выравнивающий узел, содержащий направляющие борта, расположенные вдоль нижней ленты, и поперечный скребок, расположенный над ней, причем направляющие борта и скребок установлены с возможностью вертикального возвратно-поступательного перемещения для формирования заданной толщины насыпаемого слоя, средство нагрева - фен с регулируемым углом наклона, средства для прессования полотен - прижимные подогреваемые валы.
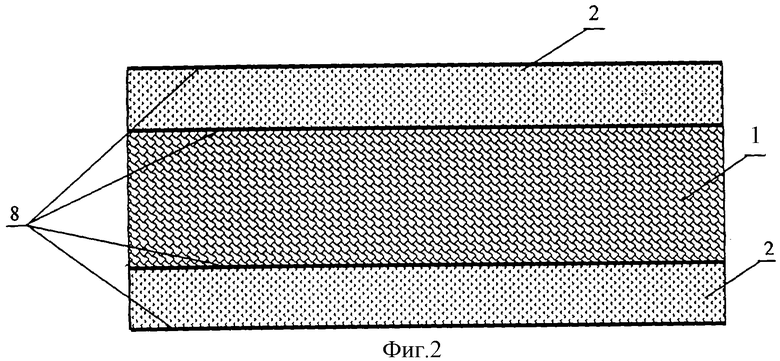
Материал, полученный термическим сплавлением гранул дробленой фракции вспененных полимеров с лентами вспененных полимеров, представляет собой сэндвич из лент с закрытой ячеистой структурой, между которыми расположен слой в виде склеенных кусочков чистой и/или фольгированной пены, которые представляют собой гомогенную смесь закрытой ячеистой и открытой ячеистой структур.
Сущность изобретения поясняется на фигурах 1-3.
На фиг.1 схематично представлено устройство для получения звукоизолирующего материала, где: 1 - дробленая фракция (в бункере), 2 - лента вспененного полимера, 3 - прижимные подогреваемые валы, 4 - направляющие валики, 5 - принимающий вал, 6 - подающие валы, 7 - фен с регулируемым углом наклона α.
На фиг.2 представлен увеличенный поперечный разрез получаемого материала, где: 1 - дробленая фракция после термического склеивания, 2 - лента вспененного полимера, 8 - слои алюминиевой фольги.
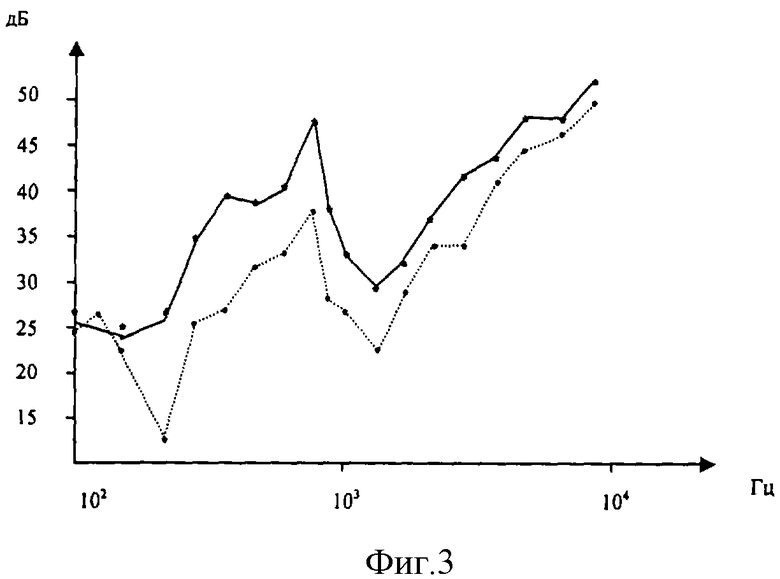
На фиг.3 представлены значения звукоизоляции в области низких частот данного изделия в виде двух слоев вспененного полиэтилена толщиной 2,5 мм, между которыми расположен слой дробленая фракция после термического склеивания толщиной 5 мм (сплошная ломаная линия) в сравнении с прототипом из двух слоев пенофола толщиной 3,5 мм, между которыми расположен лист из жженой меди (пунктирная ломаная линия).
Гранулы дробленой фракции 1 имеют размеры от 2 до 10 мм, толщина ленты вспененного полимера лежит в пределах от 1 до 5 мм, для пенополиэтилена поток воздуха из фена 7 с регулируемым углом наклона α имеет температуру 80-90°С. Дробленая фракция представляет собой измельченный вспененный фольгированный и/или чистый полимер, например измельченный бракованный пенофол или другой вспененный полимер. Таким образом, происходит полная экологически чистая утилизация производства вспененных полимеров. Дробленую фракцию 1 насыпают ровным слоем на нижнюю ленту 2 вспененного полимера. Для равномерного нанесения слоя дробленой фракции предусмотрен выравнивающий узел (не показан). Выравнивающий узел содержит направляющие борта, расположенные вдоль нижней ленты 2, и поперечный скребок, расположенный над ней. Направляющие борта и скребок установлены с возможностью вертикального возвратно-поступательного перемещения для формирования заданной толщины насыпаемого слоя. Нижняя и верхняя ленты вспененного полимера 2 с подающих валов 6 посредством направляющих валиков 4 подают к прижимным подогреваемым валам 3, проходя которые дробленая фракция 1 спекается между собой и соединяется с внутренними поверхностями лент вспененного полимера 2. После прохождения прижимных подогреваемых валов 3 полученную единую полосу толщиной 10-50 мм с помощью направляющих валиков 4 наматывают на принимающий вал 5. Готовый материал хранят в рулонах и/или в виде матов. Технологический режим задают температурой воздушной струи, исходящей из фена 7, температурой поверхности прижимных подогреваемых валов 3, изменением угла наклона α, расстояниями между поверхностями прижимных подогреваемых валов 3, скоростью движения ленты вспененного полимера 2.
Изменением указанных параметров получают наперед заданные технические характеристики получаемого материала: плотность, пористость, толщину, соответственно, физические характеристики теплопроводности и поглощения звука.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОИЗОЛИРУЮЩИЙ МАТЕРИАЛ | 2006 |
|
RU2327575C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА ИЗ ОТХОДОВ ПЕНОПОЛИЭТИЛЕНА | 2009 |
|
RU2421481C1 |
| Способ получения многослойного пористого стеклокерамического блока и изделий из него | 2001 |
|
RU2223237C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ПОРИСТОГО СТЕКЛОКЕРАМИЧЕСКОГО БЛОКА | 2006 |
|
RU2338702C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ПЛИТ | 1993 |
|
RU2102240C1 |
| ПНЕВМОСИСТЕМА ЗЕРНОУБОРОЧНОГО КОМБАЙНА ДЛЯ ТРАНСПОРТИРОВАНИЯ ПРОДУКТОВ ОБМОЛОТА | 2012 |
|
RU2497342C1 |
| УСТАНОВКА ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМИРОВАНИЯ ДЛИННОМЕРНОГО ГИБКОГО ПЕЧАТНОГО КАБЕЛЯ | 2013 |
|
RU2550144C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ВСПЕНЕННОГО МАТЕРИАЛА | 2002 |
|
RU2304187C2 |
| УСТРОЙСТВО И СПОСОБ ЛАМИНИРОВАНИЯ УЗКИХ НЕТКАНЫХ ПОЛОТЕН ПОЛИМЕРНОЙ ПЛЕНКОЙ И МАТЕРИАЛ, ИЗГОТОВЛЕННЫЙ ПО ЭТОМУ СПОСОБУ | 1996 |
|
RU2156693C2 |
| Установка для производства ультра-и супертонкого минерального стекловолокна | 1987 |
|
SU1432023A1 |
Изобретение относится к строительству и может быть использовано при возведении общественных и промышленных зданий с внутренними источниками шума для улучшения акустического комфорта в помещениях. Задачей изобретения является повышение звукоизолирующей способности закрытых ячеистых теплоизолирующих материалов на основе вспененных полимеров. Поставленная задача решается тем, что заявленным способом изготавливают теплоизолирующие материалы, путем соединения двух лент с помощью плавкого слоя, представляющего собой измельченный вспененный фольгированный и/или чистый вспененный полимер, посредством устройства, содержащего средство, предназначенное для совместного соединения лент и плавкого слоя - падающие валы, направляющие валики, узел подачи плавкого слоя, выравнивающий узел, содержащий направляющие борта, расположенные вдоль нижней ленты, и поперечный скребок, расположенный над ней, причем направляющие борта и скребок установлены с возможностью вертикального возвратно-поступательного перемещения для формирования заданной толщины насыпаемого слоя, средство нагрева - фен с регулируемым углом наклона, средства для прессования полотен - прижимные подогреваемые валы. 3 ил.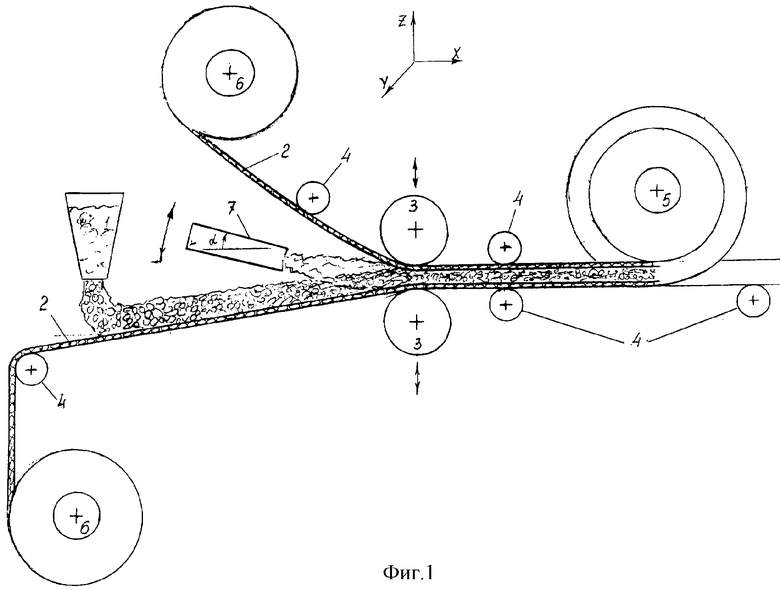
Способ изготовления теплоизолирующих материалов, путем соединения двух лент с помощью плавкого слоя, представляющего собой измельченный вспененный фольгированный и/или чистый вспененный полимер, посредством устройства, содержащего средство, предназначенное для совместного соединения лент и плавкого слоя - падающие валы, направляющие валики, узел подачи плавкого слоя, выравнивающий узел, содержащий направляющие борта, расположенные вдоль нижней ленты, и поперечный скребок, расположенный над ней, причем направляющие борта и скребок установлены с возможностью вертикального возвратно-поступательного перемещения для формирования заданной толщины насыпаемого слоя, средство нагрева - фен с регулируемым углом наклона, средства для прессования полотен - прижимные подогреваемые валы.
| ЗУБНАЯ ПАСТАБ1- | 0 |
|
SU171090A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2101179C1 |
| Способ изоляции труб | 1987 |
|
SU1536155A1 |
| Установка для непрерывного произ-ВОдСТВА пРЕпРЕгА | 1979 |
|
SU821181A1 |
| Установка для изготовления слоев каркаса покрышек пневматических шин | 1991 |
|
SU1812130A1 |

