Данное изобретение относится к ковке суперсплавов на основе никеля и, в частности, к подобной ковке, проводимой на воздухе.
Уровень техники
Суперсплавы на основе никеля или никелевые суперсплавы используются в деталях авиационных газотурбинных двигателей, к которым предъявляются наивысшие требования по эксплуатационным качествам и которые подвергаются воздействию наиболее неблагоприятных условий окружающей среды. Литые (литейные) суперсплавы на основе никеля применяются, например, для изготовления лопаток турбин. Деформируемые суперсплавы на основе никеля применяются, например, для изготовления дисков и осей ротора. Настоящее изобретение относится к деформируемым (обрабатываемым давлением) суперсплавам на основе никеля.
Деформируемые суперсплавы на основе никеля первоначально поставляются в виде литых и обработанных давлением заготовок, которые отливаются из жидкого металла, либо в виде заготовок из уплотненного порошка, которые изготавливают путем уплотнения порошков. Заготовки из уплотненного порошка являются предпочтительными в качестве исходного материала для множества различных вариантов применения, так как они имеют однородную, хорошо контролируемую первоначальную структуру и маленький размер зерна. В любом случае заготовку уменьшают в размере в ходе нескольких последовательных этапов, используя такие процессы металлургической обработки, как ковка или прессование, а затем подвергают механической обработке. При применении простейшего процесса ковки заготовку размещают между двумя ковочными штампами в ковочном прессе. Ковочным прессом ковочные штампы сдавливаются вместе для уменьшения толщины заготовки.
Выбор условий ковки зависит от нескольких факторов, включающих свойства и металлургические характеристики суперсплава на основе никеля, а также свойства ковочных штампов. Ковочные штампы должны быть достаточно прочными, чтобы деформировать проковываемый материал, а обработанный ковкой суперсплав должен иметь требуемые свойства после завершения операций ковки и термической обработки.
В настоящее время ковку суперсплавов на основе никеля, например ReneТМ 95, проводят в изотермических условиях при температуре приблизительно 1900-2000°F или выше с использованием штампов из молибденового сплава TZM. Такая комбинация обрабатываемого ковкой суперсплава и материала штампов делает возможным проведение ковки, и после завершения ковки и термической обработки суперсплав имеет требуемые свойства. Однако данная комбинация температуры обрабатываемого ковкой суперсплава и материала штампов требует, чтобы процесс ковки проводился в вакууме или в атмосфере инертного газа. Данное требование значительно повышает сложность и стоимость процесса ковки.
Существует потребность в усовершенствованном способе ковки суперсплавов на основе никеля, при использовании которого достигаются требуемые свойства, а также снижается стоимость ковки. Настоящее изобретение в полном объеме отвечает этой потребности и, кроме того, обеспечивает связанные с его применением преимущества.
Раскрытие изобретения
Настоящее изобретение предлагает способ ковки суперсплавов (называемых также жаропрочными сплавами) на основе никеля, например, сплава ReneТМ 95. Данный способ позволяет проводить ковку на воздухе, что приводит к существенной экономии затрат. Процесс ковки, кроме того, является относительно быстрым, что также уменьшает затраты. Результирующая микроструктура характеризуется требуемой структурой зерен, и в большинстве случаев не требуется окончательного гиперсольвусного отжига (т.е. отжиг при температуре, превышающей температуру растворения выделившейся фазы), в результате чего не возникает проблем с критическим ростом зерна.
Способ ковки суперсплава содержит этапы обеспечения заготовки для ковки из обрабатываемого ковкой суперсплава на основе никеля и обеспечения ковочного пресса, имеющего ковочные штампы, изготовленные из штампового суперсплава на основе никеля. Заготовку для ковки нагревают до заданной для нее исходной температуры, составляющей от приблизительно 1850°F до приблизительно 1950°F (более предпочтительно приблизительно 1900°F), а ковочные штампы нагревают до заданной для них исходной температуры, составляющей от приблизительно 1500°F до приблизительно 1750°F (более предпочтительно приблизительно 1700°F). Заготовку для ковки размещают в ковочном прессе между ковочными штампами и производят ее проковку при заданной для нее исходной температуре с использованием ковочных штампов, имеющих заданную для них исходную температуру, с целью изготовления кованого изделия, например полуфабриката элемента газотурбинного двигателя. Примеры подобных элементов включают в себя диски и оси ротора. Все этапы нагрева и этап проковки предпочтительно выполняются на воздухе. Ковку предпочтительно проводят при относительно высокой скорости деформации, составляющей по меньшей мере приблизительно 0,02 в секунду, а предпочтительно превышающей данное значение.
Заготовка для ковки предпочтительно изготовлена из сплава ReneTM 95, имеющего следующий номинальный состав в массовых процентах: приблизительно 8% кобальта, приблизительно 14% хрома, приблизительно 3,3% молибдена, приблизительно 3,5% вольфрама, приблизительно 3,5% алюминия, приблизительно 2,5% титана, приблизительно 3,5% ниобия, приблизительно 0,05% циркония, приблизительно 0,07% углерода, приблизительно 0,01% бора, остальное составляет никель, а также второстепенные элементы. Заготовка для ковки может быть изготовлена из уплотненного порошка или с использованием литья и обработки давлением.
Ковочные штампы могут быть изготовлены из любого подходящего литого штампового сплава на основе никеля, например суперсплава на основе никеля, при этом он предпочтительно имеет следующий номинальный состав в массовых процентах: от приблизительно 5% до приблизительно 7% алюминия, от приблизительно 8% до приблизительно 15% молибдена, от приблизительно 5% до приблизительно 15% вольфрама, вплоть до приблизительно 140 частей на миллион магния (предпочтительно приблизительно 140 частей на миллион магния), без редкоземельных элементов, остальное составляет никель, а также примеси.
Желательно, чтобы после выполнения этапа проковки не производился гиперсольвусный отжиг кованого изделия.
При помощи настоящего способа ковки суперсплава на основе никеля, предназначенного для обработки ковкой, получают кованое изделие, которое, по существу, имеет такую же мелкозернистую однородную микроструктуру, что и в случае изотермической ковки без критического роста зерна. Ковка проводится быстро, при этом ковочные штампы имеют температуру значительно ниже, чем температура заготовки для ковки.
Другие отличительные особенности и преимущества настоящего изобретения станут очевидными из приведенного ниже более подробного описания предпочтительного варианта его реализации, рассмотренного совместно с сопровождающими чертежами, которые иллюстрируют на основе примера принципы данного изобретения. Однако объем данного изобретения не ограничивается этим предпочтительным вариантом его реализации.
Краткое описание чертежей
Фиг.1 представляет собой блок-схему способа, реализующего данное изобретение на практике;
фиг.2 представляет собой схематическую вертикальную проекцию ковочного пресса и изделия, обрабатываемого ковкой; и
фиг.3 представляет собой схематический общий вид кованого изделия.
Подробное описание изобретения
На фиг.1 изображен предпочтительный способ реализации данного изобретения на практике. На этапе 20 обеспечивается наличие заготовки для ковки. Заготовка для ковки изготовлена из обрабатываемого ковкой сплава на основе никеля, а предпочтительно - из обрабатываемого ковкой суперсплава на основе никеля. В данном описании подразумевается, что сплав имеет никелевую основу, если он содержит больше никеля, чем какого-либо другого элемента, и также подразумевается, что сплав является суперсплавом на основе никеля, если он упрочнен путем выделения гамма-штрих фазы или соответствующих фаз. Может использоваться любой подходящий обрабатываемый ковкой сплав на основе никеля. Особый интерес в качестве суперсплава на основе никеля как материала заготовки для ковки представляет сплав ReneTM 95, имеющий следующий номинальный состав в массовых процентах: приблизительно 8% кобальта, приблизительно 14% хрома, приблизительно 3,3% молибдена, приблизительно 3,5% вольфрама, приблизительно 3,5% алюминия, приблизительно 2,5% титана, приблизительно 3,5% ниобия, приблизительно 0,05% циркония, приблизительно 0,07% углерода, приблизительно 0,01% бора, остальное составляет никель, а также второстепенные элементы.
Суперсплавы на основе никеля могут поставляться в любой подходящей форме, например, заготовки, полученные литьем и обработкой давлением или уплотнением порошка. Предпочтительными являются заготовки из уплотненного порошка. Такие заготовки получают при уплотнении порошков выбранного суперсплава при помощи прессования или другого подходящего процесса. Преимуществом заготовок, изготовленных из уплотненного порошка, по сравнению с заготовками, полученными с использованием литья и обработки давлением, является более мелкая и более однородная микроструктура, и, следовательно, такие заготовки предпочтительны с точки зрения достижения достаточной химической однородности, достижения приемлемой равномерности свойств кованого изделия и снижения до минимума числа центров зарождения трещин.
Заготовка для ковки имеет размер и форму, выбранные таким образом, чтобы после ковки кованое изделие имело требуемые размер и форму. В данной области техники уже известны способы выбора размера и формы исходной заготовки для ковки, обеспечивающие получение требуемых окончательных размера и формы.
На этапе 22 обеспечивается наличие ковочного пресса и ковочных штампов. Может быть использован любой подходящий ковочный пресс, и на фиг.2 схематически изображен стандартный ковочный пресс 40. Ковочный пресс 40 содержит неподвижную нижнюю плиту 42, неподвижную верхнюю плиту 44 и неподвижные колонны 46, которые поддерживают верхнюю плиту 44 на некотором расстоянии от нижней плиты 42. Подвижная верхняя плита 48 может скользить по колоннам 46 и перемещаться вниз или вверх при помощи приводного двигателя 50, расположенного на верхней плите 44. Нижний ковочный штамп 52 неподвижен и установлен на нижней плите 42. Верхний ковочный штамп 54 является подвижным и закреплен на верхней плите 48 таким образом, что он перемещается вниз или вверх вместе с верхней плитой 48. Заготовку 56 для ковки размещают между верхним ковочным штампом 54 и нижним ковочным штампом 52. Если требуется содействовать поддержанию температуры ковочных штампов в пределах требуемого температурного диапазона во время цикла ковки, то по периферии ковочных штампов 52 и 54 установлен нагреватель 57, в данном случае изображенный как катушка индукционного нагрева. Во время цикла ковки допускаются изменения температуры штампов 52 и 54, но при этом, в общем, температура ковочных штампов 52 и 54 остается в пределах заданного для них температурного диапазона.
Заготовку 56 размещают между верхним ковочным штампом 54 и нижним ковочным штампом 52 и деформируют в процессе сжатия с номинальной скоростью деформации за счет перемещения вниз верхнего ковочного штампа 54. Верхний ковочный штамп 54 и нижний ковочный штамп 52 могут представлять собой плоские плиты или могут быть рельефными, в результате чего на получаемом кованом изделии будет выштампован этот же рельеф. На фиг.3 изображено, в качестве примера, кованое изделие 58 с рельефной поверхностью 60, изготовленное с использованием рельефных ковочных штампов.
Ковочные штампы 52 и 54 изготовлены из штампового суперсплава на основе никеля, который имеет предел ползучести не ниже напряжения пластического течения обрабатываемого ковкой суперсплава на основе никеля при заданных для них соответствующих температурах и номинальных скоростях деформации в ходе операции ковки. В качестве штампового суперсплава на основе никеля может быть использован любой подходящий суперсплав на основе никеля. В предпочтительном варианте ковочные штампы 52 и 54 имеют следующий номинальный состав в массовых процентах: от приблизительно 5% до приблизительно 7% алюминия, от приблизительно 8% до приблизительно 15% молибдена, от приблизительно 5% до приблизительно 15% вольфрама, вплоть до приблизительно 140 частей на миллион магния (предпочтительно приблизительно 140 частей на миллион магния), без редкоземельных элементов, остальное составляет никель, а также примеси.
На этапе 24 заготовку 56 для ковки нагревают до заданной для нее исходной температуры, составляющей от приблизительно 1850°F до приблизительно 1950°F, предпочтительно приблизительно 1900°F. Исходная температура заготовки для ковки не может быть ниже приблизительно 1850°F, что обусловлено чрезмерно высоким напряжением пластического течения, возникающим в этой заготовке при более низких температурах. Исходная температура заготовки для ковки не может превышать приблизительно 1950°F, так как при этом не достигается требуемая окончательная микроструктура кованого изделия. Этап 24 нагрева предпочтительно выполняют в печи с воздушной атмосферой, т.е. на воздухе.
На этапе 26 ковочные штампы 52 и 54 нагревают до заданной для них исходной температуры, составляющей от приблизительно 1500°F до приблизительно 1750°F, предпочтительно приблизительно 1700°F. Исходная температура ковочных штампов не может быть ниже приблизительно 1500°F, так как контактирование ковочных штампов 52 и 54 с заготовкой 56 для ковки на последующем этапе вызовет появление трещин на ее поверхности. Исходная температура ковочных штампов не может превышать приблизительно 1750°F, так как при более высоких температурах материал ковочных штампов теряет прочность и в результате становится не пригодным для осуществления ковки. Этап 26 нагрева предпочтительно выполняют на воздухе путем индукционного нагрева ковочных штампов 52 и 54 непосредственно в ковочном прессе 40.
На этапе 28 заготовку для ковки устанавливают между ковочными штампами 52 и 54 таким образом, как показано на фиг.2.
На этапе 30 заготовку для ковки проковывают, используя ковочные штампы 52 и 54. Этап 30 проковки предпочтительно выполняют на воздухе. Номинальная скорость деформации при ковке предпочтительно превышает приблизительно 0,02 в секунду. Такая высокая номинальная скорость деформации желательна для достижения предпочтительной структуры зерен. "Номинальная" скорость деформации представляет собой скорость, определенную на основе текущей скорости перемещения верхней плиты 48, нормализованной по высоте заготовки 56 для ковки, измеренной параллельно направлению перемещения верхней плиты 48. В различных местах кованого изделия фактическая скорость деформации может быть выше или ниже.
В начале этапа 30 проковки заготовка для ковки имеет заданную для нее исходную температуру, а ковочные штампы 52 и 54 имеют исходную температуру, заданную для них. Заготовка для ковки имеет тенденцию к небольшому охлаждению, а ковочные штампы имеют тенденцию к небольшому нагреву в местах их контактирования. Кроме того, как заготовка для ковки, так и ковочные штампы имеют тенденцию к охлаждению в тех местах, где происходит теплообмен с окружающей воздушной средой. Однако изменение температуры во время этапа 30 проковки не является значительным, так как ковку выполняют быстро. Ковочные штампы 52 и 54 не обязательно, но желательно подогревают при помощи нагревателя 57 с тем, чтобы гарантировать, что их температура не выходит за пределы заданного для них диапазона исходной температуры в течение всего этапа 30 проковки.
Этап 30 проковки не является изотермическим, так как заготовка 56 для ковки находится в одном температурном диапазоне, а штампы 52 и 54 - в другом. Кроме того, в типичном случае на этапе 30 проковки не выдерживается постоянная скорость деформации. При выполнении этапа 30 проковки ковочный пресс работает при максимально возможной скорости перемещения верхней плиты 48, без увеличения нагрузки на ковочные штампы 52 и 54 сверх допустимого для них предела ползучести, что привело бы к необратимой деформации ковочных штампов.
Этапы 24 и 26 нагрева и этап 30 проковки предпочтительно осуществляют на воздухе. Ковка на воздухе значительно снижает стоимость этой операции по сравнению с ковкой в вакууме или в атмосфере инертного газа, что требуется в известных способах ковки суперсплавов на основе никеля. Тщательный выбор материалов и температурного диапазона для штампов, а также температурного диапазона для проковываемого изделия во время операции ковки гарантирует получение требуемой структуры кованого изделия и, кроме того, гарантирует, что ковка может выполняться на воздухе без повреждения либо ковочных штампов 52 и 54, либо заготовки 56 для ковки, обусловленного чрезмерным окислением.
После завершения операции проковки на этапе 30 кованое изделие 58 удаляют из ковочного пресса 40. Кованое изделие 58 можно использовать в состоянии после ковки, или на этапе 32 оно может подвергаться последующей обработке. В предпочтительном случае кованое изделие из сплава ReneTM 95 не отжигают при температуре выше температуры сольвуса гамма-штрих фазы. Вместо этого кованое изделие может быть подвергнуто отжигу при температуре ниже температуры сольвуса гамма-штрих фазы, например, при приблизительно 2030°F в случае сплава ReneTM 95. Другие типы последующей обработки 32 включают в себя, например, очистку, иные типы термической обработки, дополнительную металлургическую обработку, механическую обработку и т.п.
Хотя в целях иллюстрации здесь подробно описан конкретный вариант реализации данного изобретения, без выхода за пределы сущности и объема данного изобретения могут быть осуществлены его различные модификации и усовершенствования. Соответственно, настоящее изобретение не ограничено ничем, кроме приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗОТЕРМИЧЕСКАЯ КОВКА НА ВОЗДУХЕ СУПЕРСПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2003 |
|
RU2317174C2 |
| УЛУЧШЕНИЕ ОБРАБАТЫВАЕМОСТИ МЕТАЛЛИЧЕСКИХ СПЛАВОВ В ГОРЯЧЕМ СОСТОЯНИИ ПУТЕМ НАНЕСЕНИЯ ПОВЕРХНОСТНОГО ПОКРЫТИЯ | 2012 |
|
RU2575061C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ЭЛЕМЕНТА КОНСТРУКЦИИ ИЗ СПЛАВА НА ОСНОВЕ НИКЕЛЯ | 2016 |
|
RU2710701C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ТИТАНОВОГО АЛЬФА-БЕТА-СПЛАВА ПУТЕМ КОВКИ | 2003 |
|
RU2329116C2 |
| ИЗДЕЛИЯ, СИСТЕМЫ И СПОСОБЫ ДЛЯ КОВКИ СПЛАВОВ | 2014 |
|
RU2640112C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ПОСРЕДСТВОМ АДДИТИВНОГО ПРОИЗВОДСТВА | 2017 |
|
RU2705841C1 |
| СИСТЕМЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ СЛИТКОВ СПЛАВОВ | 2011 |
|
RU2573456C2 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ВЫСОКОПРОЧНОГО НЕМАГНИТНОГО КОРРОЗИОННОСТОЙКОГО МАТЕРИАЛА | 2014 |
|
RU2745050C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ КОВАНЫХ ИЗДЕЛИЙ И ДРУГИХ ОБРАБОТАННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2702888C1 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ВЫСОКОПРОЧНОГО НЕМАГНИТНОГО КОРРОЗИОННО-СТОЙКОГО МАТЕРИАЛА | 2014 |
|
RU2644089C2 |

Изобретения относятся к области обработки металлов давлением и могут быть использованы при ковке заготовок из сплавов на основе никеля, в том числе из суперсплава. Для этого используют ковочный пресс с ковочными штампами из штампового сплава. Заготовку из суперсплава нагревают до температуры, составляющей от приблизительно 1850°F до приблизительно 1950°F. Ковочные штампы из сплава на основе никеля нагревают до температуры, составляющей от приблизительно 1500°F до приблизительно 1750°F. После размещения заготовки между штампами производят ее проковку. В результате изготавливают кованое изделие. При изготовлении полуфабриката элемента газотурбинного двигателя используют заготовку из уплотненного порошка сплава на основе никеля и штампы из суперсплава на основе никеля. Заготовку и штампы нагревают до указанных выше температур. Проковку осуществляют на воздухе при номинальной скорости деформации, превышающей приблизительно 0,02 в секунду. В результате обеспечивается повышение экономичности. 2 н. и 13 з.п. ф-лы, 3 ил.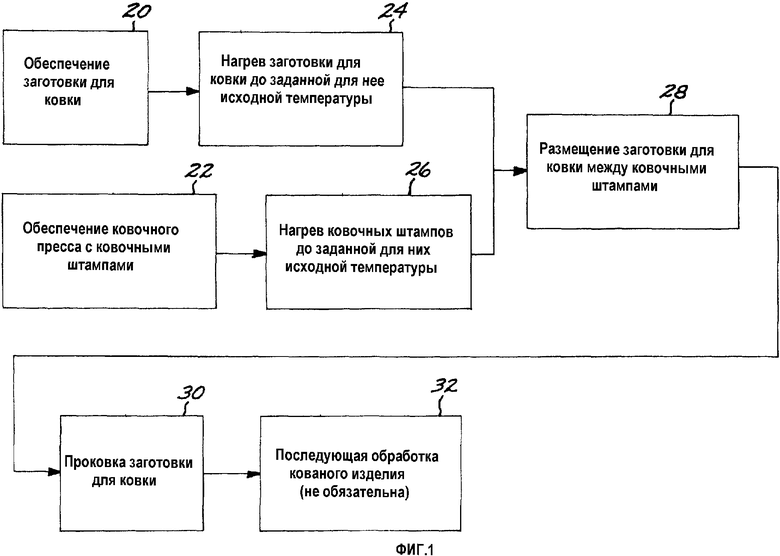
| СПОСОБ ТЕРМООБРАБОТКИ СУПЕРСПЛАВА НА ОСНОВЕ НИКЕЛЯ | 1997 |
|
RU2133784C1 |
| Способ радиальной ковки заготовок турбинных лопаток из жаропрочных сталей и сплавов | 1986 |
|
SU1620194A1 |
| Способ термической обработки жаропрочных сплавов | 1974 |
|
SU510530A1 |
| Способ изготовления штамповок из жаропрочных сплавов на никелевой основе | 1972 |
|
SU454276A1 |
| US 6059904 А, 09.05.2000 | |||
| US 5693159 А, 02.12.1997 | |||
| US 6068714 А, 30.05.2000. | |||

