ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретения касается слитков из сплавов и других заготовок из сплавов, способов их обработки и, в частности, способов улучшения обрабатываемости слитков из сплавов и других заготовок из сплавов в горячем состоянии путем нанесения поверхностного покрытия.
УРОВЕНЬ ТЕХНИКИ
[0002] Различные сплавы можно характеризовать как «чувствительные к образованию трещин». Слитки и другие заготовки, состоящие из чувствительных к образованию трещин сплавов, могут растрескиваться вдоль своих поверхностей и/или краев во время операций горячей обработки. Формование изделий из таких чувствительных к образованию трещин сплавов может быть проблематичным, поскольку, например, трещины, образующиеся во время штамповки или других операций горячей обработки, вероятно, нельзя будет сточить или иным образом удалить, что увеличивает производственное время и затраты, а также снижает выход.
[0003] Во время определенных операций горячей обработки, таких как штамповка и прессование, к заготовке из сплава посредством штампов прилагается усилие, чтобы изменить форму заготовки. Взаимодействие между поверхностями штампа и поверхностями заготовки из сплава может повлечь передачу тепла, трение и истирание. Обычным способом уменьшения образования трещин на поверхности и торце является заключение заготовки из сплава в металлическую оболочку сплава перед горячей обработкой. Например, в случае цилиндрической заготовки внутренний диаметр оболочки сплава может быть немного больше, чем внешний диаметр заготовки. Заготовка из сплава может быть вставлена в оболочку сплава так, что оболочка свободно окружает заготовку, и штампы контактируют с внешними поверхностями оболочки сплава. Оболочка сплава термически изолирует и механически защищает помещенную в него заготовку, тем самым исключая или снижая частоту образования трещин на заготовке. Оболочка сплава термически изолирует заготовку из сплава посредством воздушных зазоров между заготовкой и внутренними поверхностями оболочки сплава, а также непосредственно препятствуя заготовке из сплава передавать тепловое излучение в окружающую среду.
[0004] Операция покрытия заготовки из сплава оболочкой не лишена различных неудобств. Например, механический контакт между поверхностями штампов и внешними поверхностями оболочки сплава может разрушить оболочку сплава. В одном конкретном случае во время штамповки высадкой и вытягиванием покрытой оболочкой заготовки оболочка сплава может разрушиться во время операции вытягивания. В таком случае может потребоваться снова проводить операцию покрытия оболочкой после каждого цикла высадка - вытягивание в многоэтапной операции штамповки высадкой и вытягиванием, что усложняет процесс и увеличивает расходы. Кроме того, оболочка сплава может усложнить оператору визуальный контроль поверхности покрытой оболочкой заготовки из сплава на предмет трещин и других дефектов обработки.
[0005] С учетом вышеизложенных недостатков, было бы полезно обеспечить более эффективный и/или более рентабельный способ горячей обработки сплавов, чувствительных к образованию трещин. В общем, было бы полезно обеспечить способ улучшения обрабатываемости слитков из сплава и других заготовок из сплава в горячем состоянии.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Согласно определенным, не имеющим ограничительного характера вариантам воплощения изобретения описаны способы обработки слитков из сплава и других заготовок из сплава.
[0007] Различные, не имеющие ограничительного характера варианты воплощения изобретения, раскрытые в данном документе, относятся к способам улучшения обрабатываемости заготовок из сплава в горячем состоянии путем нанесения покрытия на их поверхность. В одном, не имеющем ограничительного характера варианте воплощения изобретения согласно настоящему описанию способ обработки заготовки из сплава включает: нанесение стекломатериала, по меньшей мере, на часть заготовки из сплава; и нагревание стекломатериала с образованием поверхностного покрытия на заготовке из сплава, которое снижает отток тепла от заготовки из сплава. В различных, не имеющих ограничительного характера вариантах воплощения изобретения, стекломатериал может быть выбран из стеклополотна, стеклочастиц и стеклоленты. В различных, не имеющих ограничительного характера вариантах воплощения изобретения нанесение стекломатериала, по меньшей мере, на часть заготовки может включать, по меньшей мере, одну из следующих операций: размещение, распыление, покраску, опрыскивание, прокат, погружение, заворачивание и обматывание лентой. В различных, не имеющих ограничительного характера вариантах воплощения изобретения нагревание стекломатериала включает нагревание стекломатериала до температуры от 538°C до 1204°C (1000°F до 2200°F). В различных, не имеющих ограничительного характера вариантах воплощения изобретения заготовка включает материал, выбранный из сплава на основе никеля, суперсплава на основе никеля, сплава на основе железа, сплава на основе никель-железо, сплава на основе титана, сплава на основе титан-никель и сплава на основе кобальта. В различных, не имеющих ограничительного характера вариантах воплощения способа по изобретению заготовка может включать или быть выбранной из слитка, кованой заготовки, прутка, пластины, трубки, спекшейся преформы и тому подобное. В различных, не имеющих ограничительного характера вариантах воплощения способа по изобретению способ дополнительно включает после нагревания стекломатериала один или более этапов, выбранных из: приложение усилия, по меньшей мере, посредством штампа или валка к заготовке, чтобы изменить форму заготовки; горячая обработка заготовки, где горячая обработка включает, по меньшей мере, одно из штамповки и прессования; охлаждение заготовки; удаление, по меньшей мере, части поверхностного покрытия с заготовки посредством, по меньшей мере, одной из следующих операций: дробеструйная обработка, шлифовка, зачистка и токарная обработка; и любая их комбинация.
[0008] В дополнительном не имеющем ограничительного характера варианте воплощения изобретения согласно настоящему описанию способ горячей обработки заготовки включает: размещение стеклополотна, по меньшей мере, на части поверхности заготовки из сплава; нагревание стеклополотна с образованием поверхностного покрытия на заготовке; приложение усилия, по меньшей мере, одним из следующего - штампа и валка к заготовке, чтобы изменить форму заготовки; где, по меньшей мере, одно из следующего - штамп и валок контактируют с поверхностным покрытием заготовки; и удаление, по меньшей мере, части поверхностного покрытия с заготовки. В различных, не имеющих ограничительного характера вариантах воплощения изобретения, по меньшей мере, одно из следующего - штамп и валок контактирует, по меньшей мере, с одним остатком поверхностного покрытия заготовки. В различных, не имеющих ограничительного характера вариантах воплощения способа по изобретению заготовка может включать или быть выбранной из слитка, кованой заготовки, прутка, пластины, трубки, спекшейся преформы и тому подобное.
[0009] Другие, не имеющие ограничительного характера, варианты воплощения изобретения согласно настоящему описанию касаются заготовок из сплава, изготовленных или обработанных согласно любому из способов по настоящему описанию.
[0010] Кроме того, другие, не имеющие ограничительного характера, варианты воплощения изобретения согласно настоящему описанию касаются промышленных изделий, изготовленных из или включающих заготовки из сплава, изготовленные или обработанные согласно любому из способов по настоящему описанию. Такое промышленное изделие включает, например, элементы реактивного двигателя, элементы наземной турбины, клапаны, элементы двигателя, валы и крепежные изделия.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0011] Различные, не имеющие ограничительного характера, варианты воплощения изобретения, описанные в данном документе, можно будет лучше понять из рассмотрения следующего описания в сочетании с сопровождающими его чертежами.
[0012] ФИГ.1 - блок-схема согласно определенным, не имеющим ограничительного характера, вариантам воплощения способа по изобретению, описанного в данном документе.
[0013] ФИГ.2 - фотография заготовки из сплава согласно не имеющему ограничительного характера варианту воплощения изобретения, описанному в данном документе.
[0014] ФИГ.3 - фотография заготовки из сплава с ФИГ.2, включающая стеклополотно, размещенное на ней согласно не имеющему ограничительного характера варианту воплощения изобретения, описанному в данном документе.
[0015] ФИГ.4 - фотография заготовки из сплава с ФИГ.3, включающая поверхностное покрытие, снижающее отток тепла от заготовки согласно не имеющему ограничительного характера варианту воплощения изобретения, описанному в данном документе, при котором заготовка подвергалась горячей обработке.
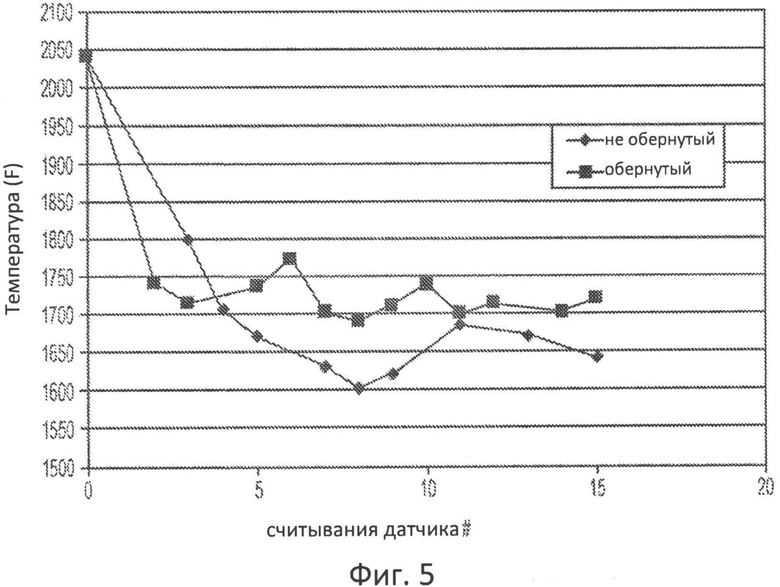
[0016] ФИГ.5 - график, отражающий изменение температуры поверхности со временем в процессе штамповки заготовки из сплава без поверхностного покрытия, показанного на ФИГУРАХ 6 и 7, и во время штамповки заготовки, включающей поверхностное покрытие, показанное на ФИГУРАХ 6 и 7.
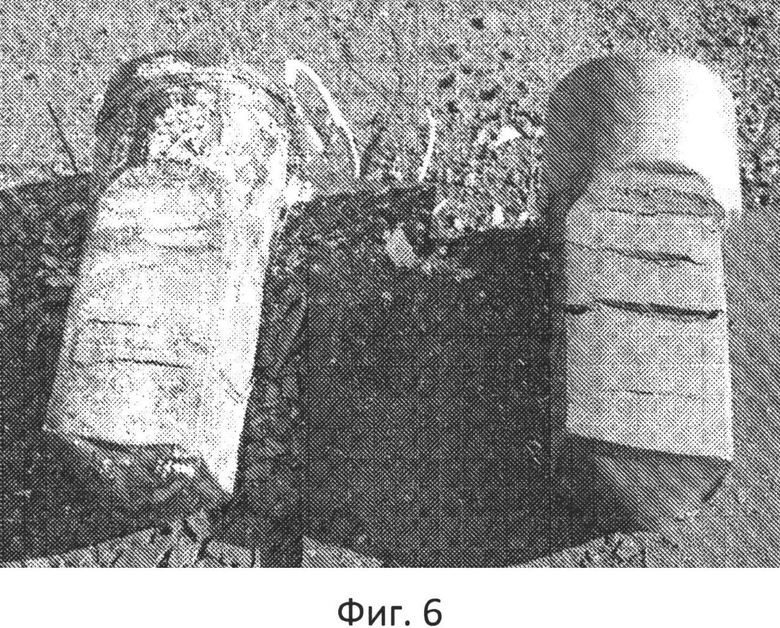
[0017] ФИГУРЫ 6 и 7 - фотографии подвергнутой штамповке заготовки из сплава без поверхностного покрытия (заготовка справа на каждой фотографии) и подвергнутой штамповке заготовке на ФИГ.4, включающей поверхностное покрытие (заготовка слева на каждой фотографии).
[0018] ФИГ.8 - график изменения температуры со временем в процессе охлаждения заготовки из сплава без поверхностного покрытия («Воздушное охлаждение») и заготовок из сплава, включающих поверхностное покрытие согласно не имеющим ограничительного характера вариантам воплощения изобретения, описанным в данном документе.
[0019] ФИГ.9 - фотография заготовки из сплава, включающей поверхностное покрытие согласно не имеющему ограничительного характера варианту воплощения изобретения, описанному в данном документе.
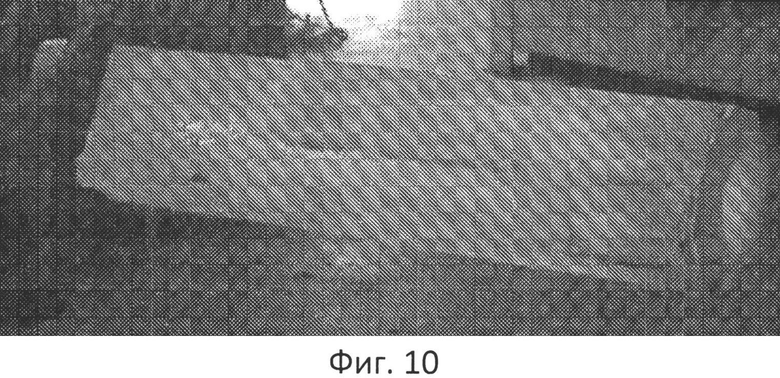
[0020] ФИГ.10 - фотография подвергнутой горячей штамповке заготовки из сплава, включающей участок без поверхностного покрытия и участок с поверхностным покрытием согласно не имеющему ограничительного характера варианту воплощения изобретения, описанному в данном документе.
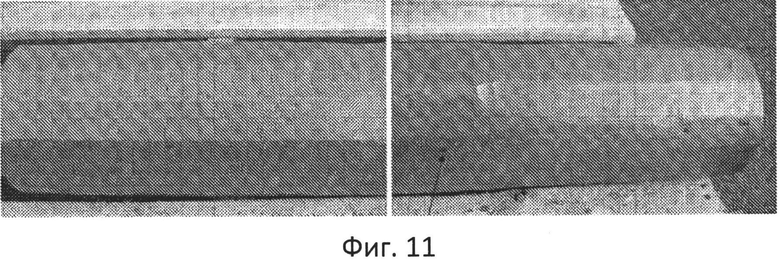
[0021] ФИГ.11 - фотография участков заготовки с ФИГ.10 после удаления, по меньшей мере, части поверхностного покрытия с заготовки.
[0022] ФИГ.12 - фотография заготовки из сплава с поверхностным покрытием на ней согласно не имеющему ограничительного характера варианту воплощения изобретения, описанному в данном документе.
[0023] ФИГ.13 - фотография заготовки из сплава, включающей стеклоленту, расположенную на ней, согласно не имеющему ограничительного характера варианту воплощения изобретения, описанному в данном документе.
ОПИСАНИЕ ОПРЕДЕЛЕННЫХ, НЕ ИМЕЮЩИХ ОГРАНИЧИТЕЛЬНОГО ХАРАКТЕРА ВАРИАНТОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
[0024] Обычно используемые в данном документе термины «состоящий в значительной степени из» и «состоящий из» воплощены в термине «включающий».
[0025] Обычно используемые в данном документе единственное, множественное число и слово «один» относятся, по меньшей мере, к словам «один» или «один или больше», если не указано иное.
[0026] Обычно используемые в данном документе термины «содержащий» и «имеющий» означают «включающий».
[0027] Обычно используемый в данном документе термин «точка размягчения» относится к минимальной температуре, при которой конкретный стекломатериал больше не ведет себя как жесткое твердое тело, а начинает провисать под собственным весом.
[0028] Обычно используемый в данном документе термин «приблизительно» относится к допустимой доле погрешности для измеряемого количества при заданном характере или точности измерения. Типичные примеры долей погрешности могут быть в пределах 20%, в пределах 10% или в пределах 5% от данного значения или диапазона значений.
[0029] Все численные величины, указанные в данном документе, следует понимать как изменяемые во всех случаях с помощью термина «приблизительно», если не указано иное. Численные величины, описанные в данном документе, являются приблизительными, и каждое числовое значение подразумевает отнесение как к указанному значению, так и к функционально эквивалентному диапазону вблизи этого значения. Как минимум, а не в качестве попытки ограничить применение теории эквивалентов к объему формулы изобретения каждое числовое значение следует, по меньшей мере, воспринимать в свете количества приведенных значащих цифр и с применением обычных способов округления. Несмотря на приблизительную точность численных величин, изложенных в данном документе, численные величины, описанные в конкретных примерах фактически измеренных значений, переданы как можно точнее.
[0030] Все численные диапазоны, приведенные в данном документе, включают все поддиапазоны, входящие в указанный. Например, подразумевается, что диапазоны «от 1 до 10» и «между 1 и 10» включают все поддиапазоны между и включают указанное минимальное значение 1 и максимальное значение 10. Любой максимальный численный предел, приведенный в данном документе, предназначен для включения всех более низких численных пределов. Любой минимальный численный предел, приведенный в данном документе, предназначен для включения всех более высоких численных пределов.
[0031] В следующем описании определенные подробности изложены для того, чтобы обеспечить глубокое понимание различных не имеющих ограничительного характера вариантов воплощения изделий и способов по настоящему изобретению, описанных в данном документе. Специалисту в данной области будет понятно, что не имеющие ограничительного характера варианты воплощения изобретения, описанные в данном документе, могут применяться на практике без этих подробностей. В других случаях хорошо известные структуры и способы, связанные с изделиями и способами, могут быть показаны или описаны без подробностей, чтобы избежать неоправданно затеняющих суть описаний не имеющих ограничительного характера вариантов воплощения изобретения, описанных в данном документе.
[0032] Это описание приводит различные особенности, аспекты и преимущества различных, не имеющих ограничительного характера вариантов воплощения изделий и способов изобретения. Однако понятно, что это описание охватывает множество альтернативных вариантов воплощения изобретения, которые можно осуществлять путем объединения любых из различных особенностей, аспектов и преимуществ различных, не имеющих ограничительного характера вариантов воплощения изобретения, описанных в данном документе в любой комбинации или подкомбинации, что любой специалист в этой области может найти для себя полезным.
[0033] Во время операций горячей обработки, таких как, например, операции штамповки и операции прессования, усилие может прилагаться к слитку из сплава или другой заготовке из сплава при температуре выше, чем температура окружающей среды, например, выше, чем температура рекристаллизации заготовки, чтобы пластически изменить форму заготовки. Температура слитка из сплава или другой заготовки из сплава, подвергающегося операции обработки, может быть выше, чем температура штампов или других структур, используемых для механического воздействия на поверхности заготовки. Заготовка может формировать температурные градиенты при охлаждении ее поверхности из-за оттока тепла в окружающий воздух и смещения термического градиента между ее поверхностями и контактирующими штампами или другими структурами. Температурные градиенты могут способствовать образованию трещин на поверхности заготовки во время горячей обработки. Образование трещин на поверхности является особенно проблематичным в ситуациях, когда слитки из сплава или другие заготовки из сплава изготавливаются из сплавов, чувствительных к образованию трещин.
[0034] Согласно определенным, не имеющим ограничительного характера вариантам воплощения изобретения заготовка из сплава может включать сплав, чувствительный к образованию трещин. Например, различные сплавы на основе никеля, сплавы на основе железа, сплавы на основе никель-железо, сплавы на основе титана, сплавы на основе никель-титан, сплавы на основе кобальта и суперсплавы, такие как суперсплавы на основе никеля, могут быть чувствительными к образованию трещин, особенно во время операций горячей обработки. Слиток из сплава или другая заготовка из сплава может создаваться из таких чувствительных к образованию трещин сплавов и суперсплавов. Например, чувствительная к образованию трещин заготовка из сплава может быть создана из сплавов или суперсплавов, выбранных из, но не ограничиваясь ими, сплава 718 (UNS No. N07718), сплава 720 (UNS No. N07720), сплава Rene 41™ (UNS No. N07041), сплава Rene 88™, сплава Waspaloy® (UNS No. N07001) и сплава Inconel® 100. Хотя способы, описанные в данном документе, являются предпочтительными для использования в отношении чувствительных к образованию трещин сплавов, должно быть понятно, что способы также, в основном, применимы к любому сплаву, включая, например, сплавы, характеризующиеся относительно низкой ковкостью при температурах горячей обработки, сплавы, подвергающиеся горячей обработке при температурах от 538°C до 1204°C (1000°F до 2200°F), и сплавы, обычно не склонные к образованию трещин. Используемый в данном документе термин «сплав» включает обычные сплавы и суперсплавы. Специалистам в этой области техники понятно, что суперсплавы проявляют относительно хорошую поверхностную стабильность, стойкость к коррозии и окислению, высокую прочность и высокое сопротивление ползучести при высоких температурах. В различных, не имеющих ограничительного характера вариантах воплощения изобретения заготовка из сплава может включать или быть выбранной из слитка, кованой заготовки, прутка, пластины, трубки, спекшейся преформы и тому подобное.
[0035] Слиток из сплава или другая заготовка из сплава может быть создана с использованием, например, обычных способов металлургии или способов порошковой металлургии. Например, в различных, не имеющих ограничительного характера, вариантах воплощения изобретения, слиток из сплава или другая заготовка из сплава может быть создана путем сочетания вакуум-индукционной плавки (ВИП) и вакуум-дугового переплава (ВДП), также известной как операция ВИП-ВДП. В различных, не имеющих ограничительного характера, вариантах воплощения изобретения заготовка из сплава может быть создана способом тройной плавки, при которой операцию электрошлакового переплава (ЭШП) выполняют как промежуточную между ВИП-операцией и ВДП-операцией, обеспечивая последовательность операций ВИП-ЭШП-ВДП (то есть тройную плавку). В других, не имеющих ограничительного характера вариантах воплощения изобретения, заготовка из сплава может быть создана с использованием операции порошковой металлургии, включающей распыление расплавленного сплава и сбор и консолидацию металлургических порошков в заготовку из сплава.
[0036] В определенных, не имеющих ограничительного характера вариантах воплощения изобретения слиток из сплава или другая заготовка из сплава может быть создана посредством операции формообразования распылением. Например, ВИП можно использовать для приготовления базовой композиции сплава из склада заготовок. Операцию ЭШП можно использовать, в некоторых случаях, после ВИП. Расплавленный сплав можно извлекать из ВИП или ЭШП ванны расплавленного металла и распылять с образованием расплавленных капель. Расплавленный сплав можно извлекать из ванны расплавленного металла, используя, например, индукционную печь с охлаждаемым кожухом (ОИП). Расплавленные капли сплава можно осаждать, используя операцию формообразования распылением, чтобы получить затвердевшую заготовку из сплава.
[0037] В определенных, не имеющих ограничительного характера вариантах воплощения изобретения, слиток из сплава или другая заготовка из сплава может быть создана с использованием горячего изостатического прессования (ГИП). ГИП обычно называют изостатическое приложение газа с высоким давлением и высокой температурой, такого как, например, аргон, для уплотнения и консолидации порошкового материала в монолитную преформу. Порошок может быть отделен от газа, находящегося под высоким давлением и высокой температурой, путем герметично закрытого контейнера, который функционирует как барьер давления между газом и порошком, который подлежит уплотнению и консолидации. Герметично закрытый контейнер может пластически изменять форму, чтобы уплотнить порошок, а повышенные температуры могут эффективно спекать отдельные частицы порошка вместе с образованием монолитной преформы. Одинаковое давление уплотнения можно приложить ко всему порошку, а гомогенного распределения плотности можно достигнуть в преформе. Например, почти эквиатомный порошок никель-титанового сплава можно загрузить в металлический контейнер, такой как, например, стальной, и дегазировать, чтобы удалить адсорбированную влагу и захваченный газ. Контейнер, содержащий почти эквиатомный порошок никель-титанового сплава, можно герметично закрыть под вакуумом, например, путем сварки. Затем герметичный контейнер может быть подвергнут операции ГИП при температуре и под давлением, достаточными для достижения полного уплотнения порошка никель-титанового сплава в контейнере, тем самым получая полностью уплотненную преформу почти эквиатомного никель-титанового сплава.
[0038] Согласно не имеющим ограничительного характера вариантам воплощения изобретения, способ обработки слитка из сплава или другой заготовки из сплава может обычно включать нанесение неорганического материала, по меньшей мере, на часть заготовки из сплава и нагревание неорганического материала с образованием поверхностного покрытия на заготовке, что снижает отток тепла с заготовки. Неорганический материал может включать один или более из термоизоляционного материала, содержащего, например, материал, выбранный из волокна, частицы и ленты. Неорганический материал может включать, например, один или больше из оксида алюминия, оксида кальция, оксида магния, диоксида кремния, оксида циркония, оксида натрия, оксида лития, оксида калия, оксида бора и тому подобное. Неорганический материал может иметь точку плавления или точку размягчения, равную 500°F или выше, такую как, например, от 260°C до 1371°C (500°F-2500°F) и от 538°C до 1204°C (1000°F-2200°F). Способ может включать, например, нанесение неорганического материала, по меньшей мере, на часть поверхности заготовки из сплава и нагревание неорганического материала с образованием поверхностного покрытия на заготовке и снижение оттока тепла с заготовки. В различных, не имеющих ограничительного характера вариантах воплощения изобретения нагревание неорганического материала включает нагревание неорганического материала до температуры штамповки, например от 538°C до 1204°C (1000°F-2200°F). Состав и форма неорганического материала могут быть подобраны так, чтобы образовывать вязкое поверхностное покрытие при температуре штамповки. Поверхностное покрытие может прилипать к поверхности заготовки из сплава.
Поверхностное покрытие может быть охарактеризовано как адгезивное поверхностное покрытие. Кроме того, чтобы исключить или уменьшить образование трещин на поверхности, поверхностное покрытие согласно настоящему описанию также может смазывать поверхности слитка из сплава или другой заготовки из сплава во время операций горячей обработки.
[0039] Ссылаясь на ФИГ.1, не имеющий ограничительного характера вариант воплощения способа обработки заготовки из сплава по настоящему изобретению, который снижает термическое образование трещин согласно настоящему описанию, может, в основном, включать нанесение неорганического стекломатериала на часть слитка из сплава или другой заготовки из сплава и нагревание стекломатериала с образованием поверхностного покрытия на заготовке и снижения оттока тепла с заготовки. Стекломатериал может включать термоизолирующий материал, включающий один или больше из стеклополотна, стеклочастиц и стеклоленты. Стекломатериал, наносимый на заготовку, может образовать вязкое поверхностное покрытие на заготовке, когда стекломатериал нагревают до подходящей температуры. Состав и форма стекломатериала могут быть подобраны так, чтобы образовать вязкое поверхностное покрытие при температуре штамповки. Стекломатериал поверхностного покрытия может прилипать к поверхности заготовки и удерживаться на поверхности вплоть до и во время горячей обработки. Стекломатериал поверхностного покрытия может быть охарактеризован как адгезивное поверхностное покрытие. Стекломатериал поверхностного покрытия, наносимый нагреванием стекломатериала, может снижать отток тепла с заготовки из сплава и исключать или снижать частоту образования трещин на поверхности в результате штамповки, прессования или иной обработки заготовки из сплава по сравнению с другой идентичной заготовкой из сплава без такого поверхностного покрытия. В дополнение к исключению или снижению образования трещин на поверхности, стекломатериал поверхностного покрытия согласно настоящему описанию также может смазывать поверхности заготовки из сплава во время операций горячей обработки.
[0040] В определенных, не имеющих ограничительного характера вариантах воплощения изобретения неорганические волокна могут включать стекловолокно. Стекловолокно может включать непрерывные волокна и/или дискретное волокно. Дискретное волокно может быть изготовлено, например, путем резки или рубки непрерывных волокон. Стекловолокно может включать, например, один или больше из SiO2, Al2O3 и MgO. Стекловолокно может включать, например, магний-алюмосиликатные волокна. Стекловолокно может включать, например, магний-алюмосиликатные волокна, выбранные из группы, состоящей из волокон из E-стекла, волокон из S-стекла, волокон из S2-стекла и волокон из R-стекла. Волокна из E-стекла могут включать один или более оксид из SiO2, Al2O3, B2O3, CaO, MgO и других оксидов. Волокна из S-стекла и S2-стекла могут включать один или больше из SiO2, Al2O3, MgO. Волокна из R-стекла могут включать один или больше из SiO2, Al2O3, CaO и MgO. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения неорганические волокна могут включать огнеупорные керамические волокна. Огнеупорные керамические волокна могут быть аморфными и включать один или больше SiO2, Al2O3 и ZrO2.
[0041] Согласно определенным, не имеющим ограничительного характера вариантам воплощения изобретения совокупность стекловолокон может включать одно или больше из следующего: пачку, полосу или жгут, полотно и фибролит. Обычно используемый в данном документе термин «полотно» относится к материалам, которые могут быть ткаными, плетеными, валяными, плавлеными или неткаными материалами или иным образом сделанными из волокон. Полотно может включать связующий элемент, чтобы удерживать совокупность волокон вместе. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения полотно может включать пряжу, полотно, мат, бумагу, войлок и тому подобное. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения стекловолокна могут включать стеклополотно. Стеклополотно может включать, например, волокна из E-стекла. Типичные стеклополотна, включающие волокна из E-стекла, которые можно использовать в вариантах воплощения изобретения согласно настоящему описанию, включают, но не ограничиваются ими, волокна, коммерчески доступные от Anchor Industrial Sales, Inc. (Кернерсвилл, Северная Каролина) под торговой маркой «Style 412» и «Style 412В», имеющие толщину 0,16 см (0,062 дюйма), волокна из E-стекла весом 0,814 кг/м2 (24 унций/ярд2) и температурным номиналом 538°C (1000°F). Стекловолокна могут включать, например, полотно из стекловолокна, такое как, например, полотно из E-стекла. Полотно может иметь любую подходящую ширину и длину, чтобы покрыть, по меньшей мере, часть заготовки. Ширина и длина ткани могут варьироваться в соответствии с размером и/или формой заготовки. Толщина ткани может варьироваться в соответствии с теплопроводностью ткани. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения полотно может иметь толщину от 1-25 мм, такую как 5-20 мм или 8-16 мм.
[0042] Согласно определенным, не имеющим ограничительного характера вариантам воплощения изобретения неорганические частицы могут включать стеклочастицы. Стеклочастицы могут называться «фритты» или «наполнители». Стеклочастицы могут содержать, например, один или больше, из оксида алюминия, оксида кальция, оксида магния, диоксида кремния, оксида циркония, натрия и оксида натрия, оксида лития, оксида калия, оксида бора и тому подобное. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения стеклочастицы, например, могут не содержать свинец или содержать только следовые количества свинца. В определенных вариантах воплощения изобретения стеклочастицы могут иметь диапазон горячей обработки металла 760°C-1260°C (1400-2300°F), такой как, например, 760°C-1010°C, 1010°C-1121°C, 1010°C-1149°C или 1038°C-1260°C (1400-1850°F, 1850-2050°F, 1850-2100°F или 1900-2300°F). Типичные стеклочастицы, которые можно использовать в вариантах воплощения изобретения согласно настоящему описанию, включают материалы, коммерчески доступные от Advance Technical Products (Циннцинати, Огайо) под торговыми марками «Oxylub-327», «Oxylub-811», «Oxylub-709» и «Oxylub-921».
[0043] Согласно определенным, не имеющим ограничительного характера вариантам воплощения изобретения неорганическая лента может включать стеклоленту. В определенных вариантах воплощения изобретения стеклолента может включать стеклянную основу и адгезив. Стеклянная основа может содержать, например, один или больше составляющих из оксида алюминия, оксида кальция, оксида магния, диоксида кремния, оксида циркония, натрия и оксида натрия, оксида лития, оксида калия, оксида бора и тому подобное. Стеклянная основа может включать стекловолокна, такие как стекловолоконную пряжу, стеклополотно и полотно с покрытием стеклопорошком. Стеклянная основа может включать стеклянную нить. В различных, не имеющих ограничительного характера вариантах воплощения изобретения стеклолента может включать стекловолоконную нить, усиленную уплотняющей лентой. В различных, не имеющих ограничительного характера вариантах воплощения изобретения стеклолента может содержать адгезивную ленту, включающую стеклянную тканевую основу или ленту, импрегнированную стеклянной пряжей или нитью. В различных, не имеющих ограничительного характера вариантах воплощения изобретения стеклолента может содержать полипропиленовую основу, усиленную непрерывной стеклянной пряжей. В различных, не имеющих ограничительного характера вариантах воплощения изобретения стеклолента может иметь характеристики, включающие; адгезию к стали приблизительно 60 H/100 мм ширины (55 унций/дюйм ширины) согласно тесту ASTM Method D-3330; предел прочности на разрыв приблизительно 5250 H/100 мм ширины (300 фунтов/дюйм ширины) согласно Тесту ASTM Method D-3759; относительное удлинение при разрыве приблизительно 4,5% согласно тесту ASTM Method D-3759; и/или общую толщину приблизительно 0,15 мм (6,0 mil) согласно тесту ASTM Method D-3652. Типовые стеклоленты, которые можно использовать в вариантах воплощения изобретения согласно настоящему описанию, доступны от 3М Company (Сент-Пол, Миннесота) под торговой маркой SCOTCH® Filament Таре 893.
[0044] Согласно определенным, не имеющим ограничительного характера вариантам воплощения изобретения способ обработки слитка из сплава или другой заготовки из сплава для уменьшения термического образования трещин во время горячей обработки, может, в основном, включать размещение стеклополотна, по меньшей мере, на части поверхности заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения полотно может быть размещено на значительной части поверхности заготовки. Поверхность заготовки из сплава может включать, например, круговую поверхность и две боковые поверхности, расположенные на каждом из торцов круговой поверхности. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения полотно может быть размещено на значительной части круговой поверхности цилиндрической заготовки из сплава. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения полотно может быть размещено на круговой поверхности цилиндрической заготовки и, по меньшей мере, на одной боковой поверхности цилиндрической заготовки. В, по меньшей мере, одном, не имеющем ограничительного характера варианте воплощения изобретения стеклополотно может быть размещено, по меньшей мере, на части круговой поверхности цилиндрической заготовки из сплава и, по меньшей мере, одной боковой поверхности цилиндрической заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения более чем один отрезок стеклополотна, например два, три или более, могут быть размещены, по меньшей мере, на части поверхности цилиндрической заготовки и/или, по меньшей мере, одной боковой поверхности цилиндрической заготовки. Полотно может быть размещено, например, путем поперечного обертывания вокруг круговой поверхности заготовки. Специалист в данной области техники понимает, что в определенных, не имеющих ограничительного характера вариантах воплощения изобретения стеклополотно может быть прикреплено к заготовке посредством адгезивов и/или механического крепежа, такого как, например, стеклолента и упаковочная проволока.
[0045] В определенных, не имеющих ограничительного характера вариантах воплощения изобретения способ обработки слитка из сплава или другой заготовки из сплава для уменьшения термического образования трещин во время горячей обработки может включать повторение этапа размещения стеклополотна, по меньшей мере, на части поверхности заготовки. Например, полотно может быть обернуто вокруг заготовки, по меньшей мере, один раз, два раза, три раза, четыре раза или больше чем четыре раза. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения полотно может быть обернуто вокруг заготовки до достижения заданной толщины. Как вариант, более чем один отрезок стеклополотна может быть размещен, по меньшей мере, на части круговой поверхности цилиндрической заготовки и, по меньшей мере, одной из каждых боковых поверхностей цилиндрической заготовки до достижения заданной толщины. Например, заданная толщина может быть от 1 мм до 50 мм, такая как от 10 мм до 40 мм. В, по меньшей мере, одном, не имеющем ограничительного характера варианте воплощения изобретения способ может включать размещение первого отрезка стеклополотна, по меньшей мере, на части поверхности заготовки и второго отрезка стеклополотна, по меньшей мере, на чем-то одном из первого отрезка стеклополотна и, по меньшей мере, части поверхности заготовки. Первый и второй отрезки стеклополотна могут содержать одни и те же или разные неорганические материалы. Например, первый отрезок стеклополотна может содержать полотно из E-стекла и второй отрезок стеклополотна может содержать второе полотно из E-стекла. В одном, не имеющем ограничительного характера варианте воплощения изобретения первый отрезок стеклополотна может содержать полотно из E-стекла, а второй отрезок стеклополотна может содержать керамическое полотно, такое как, например, полотно KAOWOOL, которое является материалом, изготовленным из алюмосиликатной огнеупорной глины.
[0046] Согласно определенным, не имеющим ограничительного характера вариантам воплощения изобретения способ обработки заготовки для уменьшения термического образования трещин, может, в основном, включать нанесение стеклочастиц, по меньшей мере, на часть поверхности заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения частицы могут быть нанесены на значительную часть поверхности заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения частицы могут быть нанесены на круговую поверхность цилиндрической заготовки и/или, по меньшей мере, одну боковую поверхность цилиндрической заготовки. Нанесение частиц на поверхность заготовки может включать, например, одно или больше из следующего: прокат, погружение, опрыскивание, нанесение кистью и распыление. Способ может включать нагревание заготовки до заданной температуры до нанесения частиц. Например, заготовку можно нагреть до температуры штамповки, например от 538°C до 1093°C, и 816°C (1000°F до 2000°F, и 1500°F), и прокатать в подложке из стеклочастиц, чтобы нанести стеклочастицы на поверхность заготовки.
[0047] Согласно определенным, не имеющим ограничительного характера вариантам воплощения изобретения способ обработки слитка из сплава или другой заготовки из сплава для уменьшения термического образования трещин может, в основном, включать размещение стеклоленты, по меньшей мере, на части поверхности заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения лента может быть размещена на значительной части поверхности заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения лента может быть размещена на круговой поверхности цилиндрической заготовки и/или, по меньшей мере, одной боковой поверхности заготовки. Размещение ленты на поверхности может включать, например, одно или больше из обертываний и обматываний лентой. В различных, не имеющих ограничительного характера вариантах воплощения изобретения лента, например, может быть размещена путем поперечного обертывания ленты вокруг круговой поверхности заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения лента может быть размещена на поверхности путем приклеивания ленты на поверхность заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения лента может быть размещена, по меньшей мере, на части поверхности цилиндрической заготовки из сплава и/или, по меньшей мере, на части стеклополотна. Например, на ФИГ.13 показана фотография заготовки из сплава в форме слитка из сплава, которая включает стеклоленту, размещенную на круговой поверхности заготовки и на противоположных концах или торцах заготовки.
[0048] В определенных, не имеющих ограничительного характера вариантах воплощения изобретения способ обработки слитка из сплава или другой заготовки из сплава для уменьшения термического образования трещин может включать повторение одного или более этапов размещения стеклоленты, по меньшей мере, на части поверхности заготовки. Например, лента может быть обернута вокруг заготовки, по меньшей мере, один раз, два раза, три раза, четыре раза или более четырех раз. В, по меньшей мере, одном, не имеющем ограничительного характера варианте воплощения изобретения способ может включать обертывание первой стеклолентой, по меньшей мере, части поверхности заготовки и обертывание второй стеклолентой, по меньшей мере, чего-то одного из первой стеклоленты и, по меньшей мере, части не обернутой поверхности заготовки. В по меньшей мере одном, не имеющем ограничительного характера, варианте воплощения изобретения способ может включать обматывание первой стеклолентой, по меньшей мере, части поверхности заготовки и второй стеклолентой, по меньшей мере, чего-то одного из первой стеклоленты и, по меньшей мере, части не обмотанной поверхности заготовки. Первая стеклолента и вторая стеклолента могут содержать одни и те же или разные неорганические материалы. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения лента может быть размещена на заготовке из сплава до достижения заданной толщины. Как вариант, более чем одна стеклолента может быть размещена, по меньшей мере, на части круговой поверхности цилиндрического слитка из сплава или другой заготовки из сплава и, по меньшей мере, на одной из каждых боковых поверхностей цилиндрической заготовки до достижения заданной толщины. Заданная толщина может быть, например, в пределах от 1 мм до 50 мм, например от 10 мм до 40 мм.
[0049] Согласно определенным, не имеющим ограничительного характера вариантам воплощения изобретения стекломатериал, наносимый на заготовку из сплава, может образовывать вязкое поверхностное покрытие на заготовке при нагревании стекломатериала. Заготовка, содержащая стекломатериал на ней, может быть нагрета в печи. Состав стекломатериала может быть подобран так, чтобы образовать вязкое поверхностное покрытие при температуре штамповки. Например, стекломатериал, содержащий оксид, может быть подобран так, чтобы получить стекломатериал, имеющий точку плавления или точку размягчения при заданной температуре, такой как температура штамповки. В другом примере форма стекломатериала, например полотна, частиц, ленты и любая их комбинация, может быть подобрана так, чтобы образовать вязкое поверхностное покрытие при заданной температуре, такой как температура штамповки. Стеклополотно, наносимое на поверхность заготовки, может образовывать вязкое поверхностное покрытие на заготовке при нагревании стекломатериала, например, в печи при температуре от 1038°C до 1149°C (от 1900°F до 2100°F). Стеклочастицы, наносимые на поверхность заготовки, могут образовать вязкое поверхностное покрытие на заготовке при нагревании стекломатериала, например, в печи при температуре от 789°C до 843°C (1450°F до 1550°F). Стеклолента, наносимая на поверхность заготовки, может образовать вязкое поверхностное покрытие на заготовке при нагревании стекломатериала, например, в печи при температуре от 1038°C до 1149°C (от 1900°F до 2100°F).
[0050] Согласно определенным, не имеющим ограничительного характера вариантам воплощения изобретения поверхностное покрытие, наносимое на поверхность слитка из сплава или другой заготовки из сплава, может быть охарактеризовано как адгезивное поверхностное покрытие. Вязкое поверхностное покрытие может образовывать адгезивное поверхностное покрытие при охлаждении поверхностного покрытия. Например, вязкое поверхностное покрытие может образовать адгезивное поверхностное покрытие, когда заготовку, включающую поверхностное покрытие, удаляют из печи. Поверхностное покрытие можно охарактеризовать как «адгезивное», если поверхностное покрытие не стекает с поверхности заготовки сразу. Например, в различных, не имеющих ограничительного характера вариантах воплощения изобретения поверхностное покрытие можно считать «адгезивным», если покрытие не стекает с поверхности сразу после того, как слиток из сплава или другую заготовку из сплава вынимают из печи. В другом примере, в различных, не имеющих ограничительного характера, вариантах воплощения изобретения поверхностное покрытие на круговой поверхности заготовки из сплава, имеющей продольную ось и круговую поверхность, можно считать «адгезивным», если покрытие не стекает сразу, если заготовка расположена так, что продольная ось является вертикально ориентированной, расположенной, например, под углами от 45° до 135° относительно горизонтальной поверхности. Поверхностное покрытие может быть охарактеризовано как «неадгезивное» поверхностное покрытие, если поверхностное покрытие стекает с поверхности заготовки сразу после того, как заготовку вынимают из печи.
[0051] Температурный диапазон, в котором сплавы могут подвергаться горячей обработке, могут учитывать температуру, при которой начинается образование трещин в сплаве, а также состав и форму неорганического материала. При заданной начальной температуре для операции горячей обработки некоторые сплавы можно эффективно подвергать горячей обработке в большем температурном диапазоне, чем другие сплавы из-за разницы в температуре, при которой начинается образование трещин в сплаве. Для сплавов с относительно небольшим температурным диапазоном горячей обработки (то есть разницей между самой низкой температурой, при которой сплав можно подвергать горячей обработке, и температурой, при которой начинается образование трещин) толщина неорганического материала может быть относительно выше, чтобы затормозить или помешать соответствующей заготовке охладиться до температурного диапазона перехода в хрупкое состояние, при котором начинается образование трещин. Аналогично, для сплавов с относительно большим температурным диапазоном горячей обработки толщина неорганического материала может быть относительно меньше, чтобы затормозить или помешать соответствующему слитку из сплава охладиться до температурного диапазона перехода в хрупкое состояние, при котором начинается образование трещин.
[0052] Согласно определенным, не имеющим ограничительного характера вариантам воплощения изобретения способ обработки слитка из сплава или другой заготовки из сплава для уменьшения термического образования трещин может, в основном, включать нагревание неорганического материала с образованием поверхностного покрытия на заготовке. Нагревание неорганического материала может включать, например, нагревание неорганического материала до температуры в пределах 260°C-1371°C, например 260°C-816°C, 538°C-1093°C, 816°C-1093°C, или 1093°C-1371°C (500-2500°F, например 500-1500°F, 1000-2000°F, 1500°F-2000°F, или 2000-2500°F), чтобы образовать поверхностное покрытие. В определенных, не имеющих ограничительного характера вариантах воплощения неорганические волокна, такие как стеклополотно и стеклолента, можно нагревать до температуры от 1093°C до 1371°C (2000-2500°F). В определенных, не имеющих ограничительного характера вариантах воплощения изобретения неорганические частицы, такие как стеклочастицы, можно нагревать до температуры от 816°C до 1093°C (1500-2000°F). В определенных, не имеющих ограничительного характера вариантах воплощения изобретения температура может быть выше, чем точка плавления неорганического материала. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения температура может быть выше, чем температурный номинал неорганического материала. В различных, не имеющих ограничительного характера, вариантах воплощения изобретения температура может быть выше, чем точка плавления стеклополотна, стеклчастиц и/или стеклоленты. В одном, не имеющем ограничительного характера варианте воплощения изобретения температура может быть выше, чем точка плавления стеклополотна. Специалисту в данной области техники понятно, что неорганические материалы могут не иметь конкретной точки плавления и могут быть охарактеризованы «точкой размягчения». Тест ASTM, Method С338-93 (2008), например, предусматривает стандартный способ определения точки размягчения стекла. По существу, в определенных, не имеющих ограничительного характера вариантах воплощения изобретения неорганический материал может быть нагрет до температуры, которая, по меньшей мере, является температурой размягчения неорганического материала.
[0053] В определенных, не имеющих ограничительного характера вариантах воплощения изобретения поверхностное покрытие может быть образовано, по меньшей мере, на части поверхности заготовки из сплава. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения поверхностное покрытие может быть образовано на значительной части поверхности заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения поверхностное покрытие может полностью покрывать поверхность заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения поверхностное покрытие может быть образовано на круговой поверхности заготовки из сплава. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения поверхностное может быть образовано на круговой поверхности заготовки и, по меньшей мере, на одном боковом торце заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения поверхностное покрытие может быть образовано на круговой поверхности заготовки и каждом боковом торце заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения поверхностное покрытие может быть образовано, по меньшей мере, на части поверхности заготовки без неорганического материала. Например, неорганический материал может быть нанесен на часть поверхности заготовки. Неорганический материал может плавиться при нагревании. При нагревании расплавленный неорганический материал может стечь на часть поверхности заготовки, на которую не был нанесен неорганический материал.
[0054] Неорганический материал может быть нанесен до толщины, достаточной для образования поверхностного покрытия при нагревании, при которой поверхностное покрытие изолирует соответствующую поверхность заготовки от контакта с поверхностью штампа, тем самым задерживая или предотвращая охлаждение соответствующей поверхности заготовки до температуры, при которой соответствующая поверхность заготовки может довольно быстро образовать трещины во время горячей обработки. Таким образом, более высокие температуры горячей обработки обычно связаны с предпочтением большей толщины поверхностного покрытия. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения поверхностное покрытие может иметь толщину, подходящую для снижения оттока тепла от заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения поверхностное покрытие может иметь толщину в пределах от 0,1 мм до 2 мм, например от 0,5 мм до 1,5 мм и приблизительно 1 мм. Не намереваясь связывать себя какой-либо конкретной теорией, отметим, что поверхностное покрытие может снижать отток тепла от заготовки из сплава и/или увеличивать скольжение заготовки относительно штампа или других контактирующих поверхностей во время горячей обработки. Поверхностное покрытие может действовать как термический барьер для оттока тепла с заготовки посредством конвекции, кондукции и/или излучения. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения поверхностное покрытие может снижать поверхностное трение заготовки из сплава и действовать как смазочный материал и тем самым увеличивать скольжение заготовки во время операции горячей обработки, например штамповки и прессования. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения неорганический материал может быть нанесен до толщины, достаточной, чтобы смазывать заготовку во время операций горячей обработки.
[0055] Согласно определенным, не имеющим ограничительного характера вариантам воплощения изобретения способ обработки слитка из сплава или другой заготовки из сплава для снижения термического образования трещин обычно может включать охлаждение заготовки, включая поверхностное покрытие. Охлаждение заготовки может включать охлаждение поверхностного покрытия. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения охлаждение заготовки может включать воздушное охлаждение заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения охлаждение заготовки может включать нанесение керамического полотна, такого как, например, полотно KAOWOOL, по меньшей мере, на что-то одно из поверхности заготовки и, по меньшей мере, на часть поверхности заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения поверхность заготовки может быть охлаждена до комнатной температуры.
[0056] Согласно определенным, не имеющим ограничительного характера вариантам воплощения изобретения способ обработки слитка из сплава или другой заготовки из сплава для уменьшения термического образования трещин может, в основном, включать удаление, по меньшей мере, чего-то одного из части поверхностного покрытия и/или остатков поверхностного покрытия с заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения способ может включать удаление после горячей обработки, по меньшей мере, чего-то одного из части поверхностного покрытия и/или остатков поверхностного покрытия с продукта, получаемого посредством горячей обработки заготовки. Удаление поверхностного покрытия или его остатков может включать, например, одно или более из следующего: дробеструйная обработка, шлифовка, зачистка и токарная обработка. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения шлифовка подвергнутой горячей обработке заготовки может включать обтачивание на токарном станке.
[0057] После первоначального формования заготовки, но перед нанесением неорганического материала и/или после горячей обработки заготовки из сплава, не имеющий ограничительного характера способ обработки слитка из сплава или другой заготовки из сплава для уменьшения термического образования трещин обычно может включать нагревание заготовки и/или улучшение качества поверхности заготовки. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения заготовки из сплава можно подвергать действию высоких температур для гомогенизации состава сплава и микроструктуры заготовки. Высокие температуры могут быть выше температуры рекристаллизации сплава, но ниже температуры точки плавления сплава. Например, заготовка может быть нагрета до температуры штамповки, неорганический материал может быть нанесен на нее и заготовка может быть снова нагрета с образованием поверхностного покрытия на ней. Заготовка может быть нагрета до нанесения неорганического материала, чтобы снизить время в печи, необходимое для доведения заготовки до температуры. Заготовка из сплава может быть подвергнута процедурам улучшения качества поверхности, например, путем шлифования и/или зачистки поверхности заготовки. Заготовка также может быть обработана пескоструйным аппаратом и/или отполирована. Операции по улучшению качества поверхности можно выполнять до и/или после любых необязательных этапов термообработки, таких как, например, гомогенизация при высоких температурах.
[0058] Согласно определенным, не имеющим ограничительного характера вариантам воплощения изобретения способ обработки слитка из сплава или другой заготовки из сплава для уменьшения образования трещин обычно может включать горячую обработку заготовки. Горячая обработка заготовки может включать приложение усилия к заготовке, чтобы изменить форму заготовки. Усилие может прилагаться, например, посредством штампов и/или валков. В определенных, не имеющих ограничительного характера вариантах воплощения изобретения горячая обработка заготовки может включать горячую обработку заготовки при температуре от 816°C до 1371°C (от 1500°F до 2500°F). В определенных, не имеющих ограничительного характера вариантах воплощения изобретения горячая обработка заготовки может включать операцию штамповки и/или операцию прессования. Например, заготовка, имеющая поверхностное покрытие, нанесенное, по меньшей мере, на участок поверхности заготовки, может быть подвергнута штамповке осадкой и/или штамповке вытягиванием. В различных, не имеющих ограничительного характера вариантах воплощения изобретения способ может включать горячую обработку заготовки штамповкой после образования поверхностного покрытия на заготовке. В различных, не имеющих ограничительного характера вариантах воплощения изобретения способ может включать горячую обработку заготовки штамповкой при температуре от 816°C до 1371°C (от 1500°F до 2500°F) после образования поверхностного покрытия на заготовке. В различных, не имеющих ограничительного характера вариантах воплощения изобретения способ может включать горячую обработку заготовки прессованием после образования поверхностного покрытия на заготовке. В различных, не имеющих ограничительного характера вариантах воплощения изобретения способ может включать горячую обработку заготовки прессованием при температуре от 816°C до 1371°C (от 1500°F до 2500°F) после образования поверхностного покрытия на заготовке.
[0059] Операция штамповки осадкой и вытягиванием может включать одну или более последовательностей операции штамповки осадкой и одну или более последовательностей операции штамповки вытягиванием. Во время операции штамповки осадкой торцевые поверхности заготовки могут быть в контакте с ковочными штампами, которые прилагают усилие к заготовке, сжимая заготовку по длине и увеличивая поперечное сечение заготовки. Во время операции вытягивания боковые поверхности (например, круговая поверхность цилиндрической заготовки) могут быть в контакте с ковочными штампами, которые прилагают усилие к заготовке, сжимая заготовку в поперечном сечении и увеличивая длину заготовки.
[0060] В различных, не имеющих ограничительного характера вариантах воплощения изобретения слиток из сплава или другая заготовка из сплава, имеющая поверхностное покрытие, нанесенное, по меньшей мере, на участок поверхности, может подвергаться одной или более операций штамповки осадкой и вытягиванием. Например, в тройной операции штамповки осадкой и вытягиванием заготовка может быть сначала подвергнута штамповке осадкой и затем штамповке вытягиванием. Последовательность осадки и вытягивания можно повторить еще два раза, чтобы в целом получить три последовательные операции осадки и вытягивания. В различных, не имеющих ограничительного характера вариантах воплощения изобретения заготовка, имеющая покрытие, нанесенное, по меньшей мере, на участок поверхности заготовки, может быть подвергнута одной или более операции прессования. Например, в операции прессования цилиндрическую заготовку можно пропустить через круговой штамп, тем самым уменьшая диаметр и увеличивая длину заготовки. Другие способы горячей обработки будут очевидны специалистам в этой области и способы согласно настоящему описанию могут быть адаптированы для использования с одним или более других таких способов без необходимости дополнительных экспериментов.
[0061] В различных, не имеющих ограничительного характера вариантах воплощения изобретения способы, описанные в данном документе, можно использовать для производства кованых заготовок из слитка из сплава в форме литого, консолидированного или образуемого распылением слитка. Превращение штамповкой или превращение прессованием слитка в кованую заготовку или другое обрабатываемое изделие может давать более тонкозернистую структуру в изделии по сравнению с предыдущей заготовкой. Способы и процессы, описанные в данном документе, могут улучшить выход полученных штамповкой или прессованием продуктов из заготовок (например, кованых заготовок), поскольку поверхностное покрытие может снизить частоту образования трещин на поверхности заготовки во время операций штамповки и/или прессования. Например, было отмечено, что поверхностное покрытие согласно настоящему изобретению, нанесенное, по меньшей мере, на участок поверхности заготовки, может легче переносить напряжения, вызываемые рабочими штампами. Также отмечено, что поверхностное покрытие согласно настоящему изобретению, нанесенное, по меньшей мере, на часть поверхности заготовки из сплава, также может легче переносить разницу температур между рабочими штампами и заготовкой во время горячей обработки. Таким образом, было обнаружено, что поверхностное покрытие согласно настоящему изобретению может демонстрировать нулевое или незначительное образование поверхностных трещин, так как инициирование образования трещины на поверхности предотвращается или снижается в соответствующей заготовке во время ее обработки.
[0062] В различных, не имеющих ограничительного характера вариантах воплощения изобретения слиток или другие заготовки из различных сплавов, имеющие поверхностное покрытие согласно настоящему изобретению, могут подвергаться горячей обработке с получением продуктов, которые можно использовать для изготовления различных изделий. Например, способы, описанные в данном документе, можно использовать для получения кованых заготовок из сплава на основе никеля, сплава на основе железа, сплава на основе никель-железо, сплава на основе титана, сплава на основе титан-никель, сплава на основе кобальта, суперсплава на основе никеля и других суперсплавов. Кованые заготовки или другие продукты, получаемые путем горячей обработки слитков или других заготовок из сплава, можно использовать для изготовления изделий, включающих, но не ограничиваясь ими, элементы турбины, такие как, например, диски и кольца для турбинных двигателей и различных наземных турбин. Другие изделия, изготавливаемые из слитков из сплава или других заготовок из сплава, обрабатываемых согласно различным, не имеющим ограничительного характера вариантам воплощения изобретения, описанного в данном документе, могут включать, но не ограничиваются ими, клапаны, элементы двигателей, валы и крепежные изделия.
[0063] Заготовки из сплава, которые можно обрабатывать согласно различным вариантам воплощения изобретения, могут быть в любой подходящей форме. В конкретных, не имеющих ограничительного характера вариантах воплощения изобретения заготовки из сплава могут, например, включать или быть в форме слитков, кованых заготовок, прутков, пластин, трубок, спекшихся преформ и тому подобное.
[0064] Различные, не имеющие ограничительного характера варианты воплощения изобретения, описанные в данном документе, можно будет понять лучше при чтении вместе со следующими репрезентативными примерами. Следующие примеры включены с целью иллюстрации и не носят ограничительный характер.
Пример 1
[0065] Ссылаясь на ФИГУРЫ 2-8, отметим, что в определенных, не имеющих ограничительного характера вариантах воплощения изобретения согласно настоящему описанию заготовки из сплава могут включать цилиндрический слиток из сплава. Две типичные цилиндрические заготовки в форме слитков, имеющие длину 26,3 см (10 ⅜ дюйма) и ширину 15,24 см (6 дюймов), как, в основном, показано на ФИГ.2, подвергали термообработке при 1149°C (2100°F) в течение 3 часов. Каждую заготовку обертывали керамическим полотном KAOWOOL и давали охладиться. Керамическое полотно KAOWOOL удаляли. Одну заготовку обертывали двойным слоем полотна из E-стекла, как показано на ФИГ.3. Полотно из E-стекла прикрепляли к заготовке с помощью упаковочной проволоки. Неорганическую суспензию, содержащую материал ATP-610 (доступен от Advanced Technical Products, Цинциннати, Огайо), наносили кистью на внешнюю поверхность полотна. Вторую заготовку не покрывали никаким материалом. Каждую из двух заготовок помещали в печь при 1115°C (2040°F) приблизительно на 17 часов. Затем каждую заготовку подвергали штамповке при температуре до размера 12,7 см на 11,5 см (5 дюймов на 4,5 дюйма) в поперечном сечении. На ФИГ.4 показана фотография заготовки, содержащей поверхностное покрытие по время штамповки.
[0066] На ФИГ. 5 приведены графики изменения температуры поверхности заготовки во времени при штамповке для покрытой заготовки и непокрытой заготовки. Как показано на ФИГ.5, температура поверхности заготовки с покрытием («Обернутая») во время штамповки обычно была выше приблизительно на 50°C, чем для заготовки без покрытия («Не обернутая»). Температуру поверхности измеряли инфракрасным пирометром. На ФИГУРАХ 6 и 7 приведены фотографии кованой покрытой заготовки (слева на обеих фотографиях) и кованой непокрытой заготовки (справа на обеих фотографиях). На ФИГ.6 затвердевшие остатки поверхностного покрытия видны на поверхности покрытой заготовки. В то время как на ФИГ.7 показана покрытая заготовка после удаления остатков покрытия путем дробеструйной обработки. Рассмотрение ФИГУР 6 и 7 показывает, что, хотя кованая покрытая заготовка демонстрирует некоторое образование трещин, частота серьезных трещин значительно меньше, чем для кованой непокрытой заготовки. Образование трещин на кованой покрытой заготовке встречается там, где полотно из E-стекла крепилось к заготовке упаковочной проволокой, и полагают, что упаковочная проволока могла приводить к возникновению напряжения в заготовке при приложении ковочного усилия к заготовке, что могло привести к образованию трещин. Более высокая чувствительность к образованию трещин для кованой заготовки без поверхностного покрытия хорошо заметна на поверхности.
Пример 2
[0067] На ФИГ.8 представлен график изменения температуры во времени при охлаждении трех заготовок слитка из сплава 718 диаметром 15,24 см (6 дюймов) во время операции штамповки. Каждой заготовке дали остыть на окружающем воздухе. Температуру каждой заготовки измеряли, используя встроенные термопары. Температуру оценивали в следующих позициях на каждой заготовке: на поверхности центра заготовки; 1,27 см (0,5 дюймов) ниже поверхности на левом участке заготовки и 1,27 см (0,5 дюймов) ниже поверхности на правом участке заготовки. Одна из трех заготовок была обернута в полотно из Е-стекла, прикрепленного к заготовке упаковочной проволокой. Неорганическую суспензию, содержащую материал ATP-790 (доступен от Advanced Technical Products, Цинциннати, Огайо), наносили кистью на внешнюю поверхность полотна из E-стекла. Часть поверхности второй заготовки обертывали полотном из E-стекла и керамическим полотном KAOWOOL толщиной 2,54 см (1 дюйм). Третью заготовку оставили без покрытия. Заготовки нагревали до температуры штамповки и полотно из E-стекла/неорганическая суспензия и полотно из E-стекла/полотно KAOWOOL на первой и второй заготовке, соответственно, образовали поверхностное покрытие на заготовках, которое приклеилось к поверхностям заготовок.
[0068] Как показано на ФИГ.8, наличие поверхностных покрытий значительно снижает скорости охлаждения покрытых заготовок. Полагают, что снижение скорости охлаждения может уменьшить частоту поверхностного образования трещин в заготовке во время штамповки, прессования или других операций горячей обработки. Заготовка без поверхностного покрытия охлаждалась значительно быстрее, чем заготовки, включающие поверхностное покрытие. Непокрытая заготовка охлаждалась от температуры штамповки (приблизительно 1066°C [1950°F]) до 149°C-316°C (300°F-600°F) (в зависимости от расположения температурного датчика) за период менее чем 3 часа. На ФИГ.9 представлена фотография заготовки, включающей поверхностное покрытие полотном из E-стекла/KAOWOOL. Заготовка, включающая покрытие полотном из E-стекла/неорганическая суспензия АТР-790, охлаждалась быстрее, чем заготовка, включающая поверхностное покрытие полотном из E-стекла/керамическое полотно. Заготовка, включающая поверхностное покрытие полотном из E-стекла/неорганическая суспензия ATP-790, охлаждалась от температуры штамповки до температурных пределов от 204°C до 316°C (от 400°F до 600°F) (в зависимости от расположения температурного датчика) за период около 5-6 часов. Заготовка, включающая поверхностное покрытие полотном из E-стекла/керамическое полотно, охлаждалась от температуры штамповки до температурных пределов от 204°C до 316°C (от 400°F до 600°F) свыше 12 часов.
Пример 3
[0069] Заготовку из сплава в форме обычного цилиндрического непокрытого слитка из сплава 718Plus® (UNS No. N07818) подвергали горячей штамповке от диаметра 50,8 см (20 дюймов) до диаметра 35,6 см (14 дюймов). Во время операции штамповки на заготовке возникали экстенсивные поверхностные трещины. Кованую заготовку обрабатывали до диаметра 30,5 см (12 дюймов) для удаления поверхностных трещин. Затем обработанную заготовку подвергали горячей штамповке от 30,5 см до 25,4 см (12 дюймов до 10 дюймов) и на одном торце заготовки возникали экстенсивные трещины по время штамповки. Затем поверхность заготовки улучшали посредством дробеструйной обработки, и первый торец заготовки подвергали горячей штамповке от 25,4 см до 15,24 см (от 10 дюймов до 6 дюймов). Полотно из Е-стекла обертывали вокруг и прикрепляли ко второму торцу кованой заготовки, и заготовку помещали в печь при температуре 510°C (950°F) и нагревали. При нагревании полотно из E-стекла образовало поверхностное покрытие на втором торце. На ФИГ.10 показана фотография частично кованой и частично покрытой заготовки после удаления заготовки из печи. Торец, содержащий поверхностное покрытие, подвергали штамповке с 30,5 см до 15,24 см (12 дюймов до 6 дюймов), давали остыть и затем подвергали дробеструйной обработке, чтобы удалить поверхностное покрытие. Поверхностное покрытие приклеивалось к поверхности второго торца заготовки во время операции штамповки, снижая отток тепла со второго торца. На ФИГ.11 приведена фотография, показывающая кованый, не покрытый торец заготовки (левая фотография) и кованый покрытый торец заготовки (правая фотография) после дробеструйной обработки. Черные пятна на поверхности кованой покрытой заготовки после дробеструйной обработки представляют собой остатки поверхностного покрытия. Значительная частота поверхностного образования трещин в результате штамповки хорошо заметна на фотографии кованой непокрытой заготовки на ФИГ.11. В отличие от нее значительное снижение частоты образования трещин (то есть значительное снижение чувствительности к образованию трещин) покрытой заготовки очевидна из фотографии кованой покрытой заготовки на ФИГ.11. Таким образом, можно полагать, что неорганическое покрытие значительно снижало частоту поверхностного образования трещин во время штамповки.
Пример 4
[0070] Заготовку из сплава в форме 3,8-сантиметрового (1,5-дюймового) обычного цилиндрического слитка из титанового сплава Ti-6AI-4V (UNS No. R56400) нагревали в печи при температуре 816°C (1500°F) в течение 1,5 часов. Нагретую заготовку прокатывали в стеклочастицах, содержащих материал Oxylub-327 (доступный от Advance Technical Products, Цинциннати, Огайо), который имеет диапазон горячей обработки металла 1400-1850°F. Затем заготовку помещали в печь еще на 30 минут и стеклочастицы образовывали покрытие на заготовке во время операции нагревания. Затем покрытую заготовку подвергали штамповке три раза в трех независимых направлениях. На ФИГ.12 приведена фотография заготовки после штамповки, на которой видно приклеенное поверхностное покрытие. Поверхностное покрытие приклеивалось к поверхности заготовки во время операции штамповки и снижало отток тепла с заготовки.
[0071] Все документы, процитированные в данном описании, включены в данный документ в качестве ссылки, если не указано иное. Цитирование любого документа не должно истолковываться как допущение того, что он является известным уровнем техники по отношению к настоящему изобретению. В той степени, в которой любое значение или определение термина в этом документе противоречит любому значению или определению того же термина в документе, включенном сюда в качестве ссылки, значение или определение этого термина в данном документе является определяющим.
[0072] Несмотря на то, что проиллюстрированы и описаны конкретные, не имеющие ограничительного характера варианты воплощения настоящего изобретения, специалистам в данной области техники должно быть очевидно, что могут выполняться различные другие изменения и модификации без отклонения от сути и объема изобретения. Поэтому оно подразумевает охват в прилагаемой формуле изобретения всех таких изменений и модификаций, которые находятся в пределах объема настоящего изобретения.









Изобретение относится к способам обработки слитков из сплавов, а именно к способу получения уменьшающего термическое растрескивание поверхностного покрытия на заготовке из сплава. Размещают стеклополотно непосредственно на по меньшей мере части поверхности заготовки из сплава, наносят стеклочастицы на по меньшей мере часть стеклополотна и нагревают упомянутые стекломатериалы с образованием упомянутого поверхностного покрытия на заготовке из сплава. Заготовка может содержать материал, выбранный из группы, состоящей из сплава на основе никеля, суперсплава на основе никеля, сплава на основе железа, сплава на основе никеля-железа, сплава на основе титана, сплава на основе титана-никеля и сплава на основе кобальта. После нагрева упомянутых стекломатериалов прикладывают усилия по меньшей мере одним из штампа, матрицы и валка к заготовке из сплава, чтобы деформировать заготовку из сплава, причем по меньшей мере одно из штампа, матрицы и валка контактирует с поверхностным покрытием на поверхности заготовки из сплава. В качестве заготовки могут использовать цилиндрическую заготовку из сплава. Ее нагрев осуществляют до температуры более чем 1000°F (538°C), затем прокатывают нагретую цилиндрическую заготовку в насыпном слое стеклочастиц с нанесением стеклочастиц на цилиндрическую поверхность заготовки и нагревают упомянутую заготовку и нанесенные стеклочастицы при температуре более чем 1000°F (538°C) с образованием поверхностного покрытия на упомянутой заготовке. Обеспечивается уменьшение термического растрескивания во время горячей обработки давлением. 5 н. и 33 з.п. ф-лы, 13 ил., 4 пр.
1. Способ получения уменьшающего термическое растрескивание поверхностного покрытия на заготовке из сплава, включающий размещение стеклополотна непосредственно на по меньшей мере части поверхности заготовки из сплава, нанесение стеклочастиц на по меньшей мере часть стеклополотна и нагревание упомянутых стекломатериалов с образованием упомянутого поверхностного покрытия на заготовке из сплава.
2. Способ по п.1, в котором в качестве стеклополотна используют стекловолокнистый мат.
3. Способ по п.1, в котором стекловолокнистый мат представляет собой полотно из Е-стекла, имеющее температурный номинал от 1000°F до 2100°F (от 538°C до 1149°C).
4. Способ по п.3, в котором размещение полотна из Е-стекла на по меньшей мере части поверхности заготовки из сплава включает размещение полотна из Е-стекла на по меньшей мере части окружной поверхности заготовки из сплава.
5. Способ по п.3, в котором размещение полотна из Е-стекла на по меньшей мере части поверхности заготовки из сплава включает размещение полотна из Е-стекла на по меньшей мере части окружной поверхности заготовки из сплава и на по меньшей мере одном боковом торце заготовки из сплава.
6. Способ по п.1, в котором нанесение стеклочастиц осуществляют по меньшей мере одним из распыления, нанесения кистью, струйного облива, опрыскивания, прокатывания и погружения.
7. Способ по п.1, включающий нагревание упомянутых стекломатериалов до температуры от 1000°F до 2200°F (от 538°C до 1204°C).
8. Способ по п.1, дополнительно включающий перед нанесением упомянутых стекломатериалов нагревание заготовки из сплава до температуры ковки или штамповки.
9. Способ по п.1, дополнительно включающий перед нанесением упомянутых стекломатериалов нагревание заготовки из сплава до температуры ковки или штамповки и кондиционирование поверхности заготовки из сплава.
10. Способ по п.1, который дополнительно включает охлаждение заготовки из сплава, осуществляемое после нагрева упомянутых стекломатериалов.
11. Способ по п.1, дополнительно включающий удаление по меньшей мере части поверхностного покрытия с заготовки из сплава по меньшей мере одной из дробеструйной обработки, шлифовки, зачистки и токарной обработки заготовки из сплава.
12. Способ по п.1, в котором заготовка из сплава включает материал, выбранный из группы, состоящей из сплава на основе никеля, суперсплава на основе никеля, сплава на основе железа, сплава на основе никеля-железа, сплава на основе титана, сплава на основе титана-никеля или сплава на основе кобальта.
13. Способ по п.1, в котором заготовка из сплава включает материал, выбранный из группы, состоящей из сплава 718 (UNS No. N07718), сплава 720 (UNS No. N07720), сплава Rene 41™ (UNS No. N07041), сплава Rene 88™, сплава Waspaloy® (UNS No. N07001) или сплава Inconel® 100.
14. Способ по п.1, в котором заготовка из сплава представляет собой одно из слитка, биллета, прутка, плиты, трубы и спеченной преформы.
15. Способ по п.1, в котором заготовка из сплава включает суперсплав на основе никеля, а стеклополотно включает полотно из Е-стекла.
16. Способ по п.1, дополнительно включающий после нагревания стекломатериалов с образованием поверхностного покрытия на заготовке из сплава приложение усилия по меньшей мере одним из штампа, матрицы и валка к заготовке из сплава, чтобы деформировать заготовку из сплава.
17. Способ по п.1, дополнительно включающий после образования поверхностного покрытия на заготовке из сплава горячую обработку давлением заготовки из сплава.
18. Способ по п.17, в котором заготовку из сплава подвергают горячей обработке давлением при температуре от 1500°F до 2500°F (от 816°C до 1371°C).
19. Способ по п.18, дополнительно включающий изготовление изделия из подвергнутой горячей обработке давлением заготовки, выбранного из группы, состоящей из конструктивного элемента реактивного двигателя, конструктивного элемента наземной турбины, клапанов, конструктивных элементов двигателя, валов и крепежных изделий.
20. Способ по п.1, дополнительно включающий после образования поверхностного покрытия на заготовке из сплава горячую обработку давлением заготовки из сплава методом ковки или штамповки.
21. Способ по п.20, в котором заготовку из сплава подвергают горячей обработке давлением при температуре от 1500°F до 2500°F (от 816°C до 1371°C).
22. Способ по п.20, в котором заготовка из сплава представляет собой одно из слитка, биллета, прутка, плиты, трубы и спеченной преформы.
23. Способ по п.1, дополнительно включающий после образования поверхностного покрытия на заготовке горячую обработку давлением заготовки методом прессования.
24. Способ получения уменьшающего термическое растрескивание поверхностного покрытия на заготовке из сплава, при этом заготовка содержит материал, выбранный из группы, состоящей из сплава на основе никеля, суперсплава на основе никеля, сплава на основе железа, сплава на основе никеля-железа, сплава на основе титана, сплава на основе титана-никеля и сплава на основе кобальта, включающий размещение стеклополотна непосредственно на по меньшей мере части поверхности заготовки из сплава, нанесение стеклочастиц на по меньшей мере часть стеклополотна и нагревание упомянутых стекломатериалов с образованием упомянутого поверхностного покрытия на заготовке из сплава.
25. Способ по п. 24, в котором заготовка из сплава содержит материал, выбранный из группы, состоящей из сплава 718 (UNS No. N07718), сплава 720 (UNS No. N07720), сплава Rene 41™ (UNS No. N07041), сплава Rene 88™, сплава Waspaloy® (UNS No. N07001) или сплава Inconel® 100.
26. Способ по п. 24, в котором заготовка из сплава представляет собой одно из слитка, биллета, прутка, плиты, трубы и спеченной преформы.
27. Способ по п. 24, в котором горячая обработка давлением заготовки из сплава включает ковку или штамповку заготовки из сплава.
28. Способ по п. 24, в котором горячая обработка давлением заготовки из сплава включает прессование заготовки из сплава.
29. Способ по п. 24, дополнительно включающий удаление по меньшей мере части поверхностного покрытия с заготовки из сплава.
30. Способ получения уменьшающего термическое растрескивание поверхностного покрытия на заготовке из сплава, включающий размещение стекловолокнистого мата на по меньшей мере части поверхности заготовки из сплава, нанесение стеклочастиц на по меньшей мере часть стекловолокнистого мата, нагревание стекловолокнистого мата и стеклочастиц с образованием поверхностного покрытия на заготовке из сплава и приложение усилия по меньшей мере одним из штампа, матрицы и валка к заготовке из сплава, чтобы деформировать заготовку из сплава, причем по меньшей мере одно из штампа, матрицы и валка контактирует с поверхностным покрытием на поверхности заготовки из сплава.
31. Способ по п. 30, в котором заготовка из сплава включает материал, выбранный из группы, состоящей из сплава на основе никеля, суперсплава на основе никеля, сплава на основе железа, сплава на основе никеля-железа, сплава на основе титана, сплава на основе титана-никеля или сплава на основе кобальта.
32. Способ по п. 30, в котором заготовка из сплава включает материал, выбранный из группы, состоящей из сплава 718 (UNS No. N07718), сплава 720 (UNS No. N07720), сплава Rene 41™ (UNS No. N07041), сплава Rene 88™, сплава Waspaloy® (UNS No. N07001) или сплава Inconel® 100.
33. Способ по п. 30, в котором заготовка из сплава представляет собой одно из слитка, биллета, прутка, плиты, трубы и спеченной преформы.
34. Способ по п. 30, в котором приложение усилия по меньшей мере одним из штампа, матрицы и валка к заготовке из сплава, чтобы деформировать заготовку из сплава, включает ковку или штамповку заготовки из сплава.
35. Способ по п. 30, в котором приложение усилия по меньшей мере одним из штампа, матрицы и валка к заготовке из сплава, чтобы деформировать заготовку из сплава, включает прессование заготовки из сплава.
36. Способ по п. 30, дополнительно включающий удаление по меньшей мере части поверхностного покрытия с заготовки из сплава.
37. Способ получения уменьшающего термическое растрескивание поверхностного покрытия на заготовке из сплава, включающий размещение стекловолокнистого мата непосредственно на по меньшей мере части поверхности заготовки из сплава, размещение керамического мата поверх стекловолокнистого мата и нагревание этих матов с образованием поверхностного покрытия на заготовке из сплава.
38. Способ получения уменьшающего термическое растрескивание поверхностного покрытия на заготовке из сплава, включающий использование в качестве заготовки цилиндрической заготовки, нагревание цилиндрической заготовки из сплава до температуры более чем 1000°F (538°C), прокатывание нагретой цилиндрической заготовки из сплава в насыпном слое стеклочастиц с нанесением стеклочастиц на цилиндрическую поверхность заготовки и нагревание цилиндрической заготовки из сплава и нанесенных стеклочастиц при температуре более чем 1000°F (538°C) с образованием поверхностного покрытия на заготовке из сплава.
| SHEY J A et al, Laboratory testing of glass lubricants, Lubrication engineering/Tribology and lubrication technology, Society of tribologists and lubrication engineers, US, том 30, N10, 01.10.1974, с.489-491, с.495, с.496 | |||
| SU 1299985 A1, 30.03.1987 | |||
| Способ изготовления изделий из труднодеформируемых материалов | 1981 |
|
SU1015951A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕХНОЛОГИЧЕСКОГО ДВУХСЛОЙНОГО АНТИФРИКЦИОННОГО ПОКРЫТИЯ ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 1993 |
|
RU2070461C1 |
| Способ непрерывного производства сварных остеклованных труб | 1982 |
|
SU1076162A1 |

