Изобретение относится к ковке суперсплавов на основе никеля, в частности к ковке, производимой на воздухе.
Суперсплавы на основе никеля используют в частях авиационных газотурбинных двигателей, к рабочим характеристикам которых предъявляют очень высокие требования и которые подвергаются воздействию очень жестких условий окружающей среды. Литейные суперсплавы на основе никеля используют, например, в качестве лопаток и направляющих устройств турбин. Деформируемые суперсплавы на основе никеля используют, например, в качестве дисков и валов роторов. Настоящее изобретение относится к деформируемым суперсплавам на основе никеля.
Деформируемые суперсплавы на основе никеля первоначально поставляли в виде слитков, которые отливали из металла, или в виде заготовок из уплотненного порошка. Заготовки из уплотненного порошка считались более предпочтительными в качестве исходного материала во многих случаях применения, так как они обладали равномерной, хорошо контролируемой исходной микроструктурой и содержали зерно малых размеров. В любом случае заготовку уменьшали в размерах поэтапно, используя процессы обработки металла, например ковку или прессование выдавливанием, а после этого - обработку на металлорежущих станках. В одном виде ковки заготовку помещали между двумя ковочными штампами в ковочном прессе. Ковочные штампы прижимали друг к другу ковочным прессом для уменьшения толщины заготовки.
Выбор условий ковки зависит от нескольких факторов, включая свойства и металлургические характеристики суперсплава на основе никеля и свойства материалов ковочных штампов. Ковочные штампы должны быть достаточно прочными, чтобы деформировать материал, подвергаемый ковке, а деформируемый суперсплав должен демонстрировать требуемые свойства после завершения операции ковки.
В настоящее время суперсплавы на основе никеля, например сплавы Rene™ 88DT и МЕ3, куют при постоянной температуре (изотермически), составляющей около 1036,78°С (около 1900°F) или выше, используя TZM-молибденовые штампы. Это сочетание суперсплава, подвергаемого ковке, и материала штампа позволяет выполнять ковку, и суперсплав обладает требуемыми свойствами после завершения ковки. Однако при таком сочетании температуры, при которой суперсплав подвергают ковке, и материала штампа требуется, чтобы ковку производили в вакууме или в атмосфере инертного газа. Необходимость обеспечения вакуума или атмосферы инертного газа ведет к значительному усложнению и повышению стоимости процесса ковки.
Существует потребность в усовершенствованном процессе ковки суперсплавов на основе никеля, при котором достигались бы требуемые свойства, а также обеспечивалась бы возможность снижения стоимости процесса ковки. Настоящее изобретение отвечает этим требованиям и, помимо этого, позволяет получать соответствующие преимущества.
Настоящим изобретением создан способ ковки суперсплавов на основе никеля, например сплавов Rene™ 88DT и МЕ3. Способ позволяет производить ковку изотермически на воздухе, в результате чего позволяет существенно снизить стоимость процесса. Конечная микроструктура содержит требуемую структуру зерен, соответствует требованиям и позволяет производить дополнительную обработку, например окончательный отжиг с обеспечением сверхрасворимости.
Настоящим изобретением создан способ ковки суперсплава, включающий следующие этапы: обеспечение ковочной заготовки из ковочного суперсплава на основе никеля; обеспечение ковочного пресса, оснащенного ковочными штампами, изготовленными из суперсплава на основе никеля для штампов. Желательно, чтобы суперсплав на основе никеля для штампов обладал пределом текучести не ниже напряжения пластического течения ковочного суперсплава на основе никеля при температуре ковки, составляющей от около 926,67°С до около 1010,00°С (от около 1700°F до около 1850°F), и номинальной скоростью деформации при ковке. Способ дополнительно включает этапы нагрева ковочной заготовки и ковочных штампов до температуры ковки, составляющей от около 926,67°С до около 1010,00°С, и ковки ковочной заготовки с использованием ковочных штампов при температуре ковки, составляющей от около 926,67°С до около 1010,00°С, и при номинальной скорости деформации в процессе ковки. Ковочную заготовку изготавливают из ковочного суперсплава на основе никеля, предпочтительно из сплава Rene™ 88DT, имеющего номинальный состав, мас.%: кобальт 13%, хром 16%, молибден 4%, титан 3,7%, алюминий 2,1%, вольфрам 4%, ниобий 0,75%, бор 0,015%, цирконий 0,03%, углерод 0,03%, железо до около 0,5%, остальное - никель и минимальное количество примесей; или из сплава МЕ3, имеющего номинальный состав, мас.%: кобальт около 20,6%; хром около 13,0%; алюминий около 3,4%; титан около 3,70%; тантал около 2,4%; ниобий около 0,90%; вольфрам около 2,10%; молибден около 3,80%; углерод около 0,05%; бор около 0,025%; цирконий около 0,05%; железо до 0,5%; остальное - никель и минимальное количество примесей. Эти суперсплавы на основе никеля обладают сверхпластичностью в соответствующем диапазоне температур, соответствующем сверхпластичности, при повышенной температуре. Желательно производить деформацию при ковке в диапазоне температур, соответствующем сверхпластичности, чтобы исключить критический рост зерна при последующем отжиге с обеспечением сверхрасворимости. Суперсплавы на основе никеля могут поставляться в любой требуемой форме, например в слитках, паковках или заготовках из уплотненного порошка. Однако суперсплавы на основе никеля, предпочтительно, поставляют в виде прессованных заготовок с размером зерна не менее ASTM 12 (т.е. размер зерна должен соответствовать стандарту ASTM 12 или меньше) (ASTM - Американское Общество по испытанию материалов).
Ковочные штампы могут быть изготовлены из любого пригодного для работы суперсплава на основе никеля для штампов, но, предпочтительно, сплав должен иметь номинальный состав, мас.%: алюминий от около 5% до около 7%, молибден от около 8% до около 15%, вольфрам от около 5% до около 15%, магний до около 140 частей на миллион (предпочтительно, 140 частей на миллион), редкоземельные элементы не содержит, остальное - никель и примеси.
Выбор изотермической температуры ковки и номинальной скорости деформации при ковке основывают на рассмотрении физических свойств ковочного суперсплава на основе никеля и суперсплава на основе никеля для штампов, а также на требованиях, предъявляемых к температуре, для достижения желаемой структуры ковочного суперсплава на основе никеля по завершении процесса обработки. Суперсплав на основе никеля для штампов обладает достаточным пределом текучести для деформации ковочного суперсплава на основе никеля. При повышении температуры предел прочности при сжатии и предел текучести как ковочного суперсплава на основе никеля, так и суперсплава на основе никеля для штампов падают, но с различной скоростью. Кроме того, выбранная температура ковки для предпочтительного ковочного суперсплава на основе никеля должна быть в пределах диапазона сверхпластичности сплава для обеспечения требуемой окончательной микроструктуры. Кроме того, для выполнения предпочтительной ковки на воздухе температура ковки не должна быть столь высокой, чтобы ковочный суперсплав на основе никеля и суперсплав на основе никеля для штампов чрезмерно окислялись.
С учетом вышесказанного, диапазон температур для изотермической ковки был выбран в пределах от около 926,67°С до около 1010,00°С (от около 1700°F до около 1850°F). Более предпочтительно, диапазон температур для изотермической ковки составляет от около 954,44°С до около 9822,22°С (от около 1750°F до около 1800°F). Номинальная скорость деформации при ковке была выбрана так, чтобы она не превышала около 0,010 с-1. Испытания показали, что бóльшие скорости деформации в пределах диапазона температур ковки приводят в результате к критическому росту зерна в конечном полученном изделии.
Этапы нагрева и изотермической ковки, предпочтительно, выполняют на воздухе при указанных температурах. Ковка на воздухе позволяет, в большей степени, чем ковка в атмосфере инертного газа или в вакууме, как это требуется при использовании TZM-молибденовых штампов, снизить затраты на специальное оборудование для нагрева и ковки.
После процесса ковки согласно настоящему решению изделие может быть использовано как в состоянии поковки (без дополнительной обработки), так и с последующей обработкой любым подходящим для переработки способом, например зачисткой, термообработкой, дополнительной обработкой, обработкой на металлорежущих станках и т.п. В одном дополнительном варианте обработки, представляющем интерес, поковку термически обрабатывают отжигом при температуре отжига выше температуры растворения основной гамма-фазы, обычно составляющей около 1148,89°С (около 2100°F) для сплава Rene™ 88DT и 1182,22°С (2160°F) для сплава МЕ3.
Настоящим решением создана технология ковки суперсплавов на основе никеля, которая позволяет получать готовые изделия с вполне приемлемыми, с точки зрения металлургии, структурой и свойствами, в то же время позволяет в значительной степени снизить стоимость операции ковки обеспечением возможности проведения изотермической ковки на воздухе. Другие отличительные особенности и преимущества настоящего изобретения станут более понятными при ознакомлении с последующим более подробным описанием предпочтительного варианта исполнения в сочетании с прилагаемыми иллюстрациями, на которых изображены, в качестве примера, принципы настоящего изобретения. Объем изобретения однако, не ограничен этим предпочтительным вариантом исполнения.
На фиг.1 изображена блок-схема решения для практического использования изобретения;
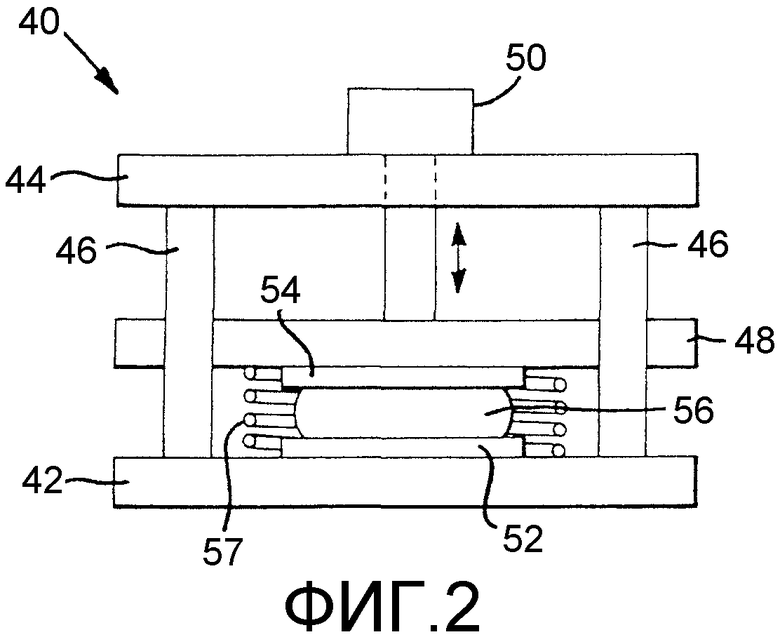
на фиг.2 - схематический вид ковочного пресса и изделие, подвергаемое ковке;
на фиг.3 - схематический вид в перспективе поковки.
На фиг.1 изображена блок-схема предпочтительного решения для практического использования изобретения. Обеспечивают ковочную заготовку, этап 20. Ковочную заготовку изготавливают из суперсплава на основе никеля. Согласно настоящей заявке сплав считается сплавом на основе никеля, если он содержит никеля больше, чем любого другого элемента, и, кроме того, суперсплавом на основе никеля он считается тогда, когда он усилен осаждением основной гамма-фазы или соответствующими фазами. Два суперсплава на основе никеля, представляющих особый интерес, представляют собой сплав Rene™ 88DT, имеющий номинальный состав, мас.%: кобальт 13%, хром 16%, молибден 4%, титан 3,7%, алюминий 2,1%, вольфрам 4%, ниобий 0,75%, бор 0,015%, цирконий 0,03%, углерод 0,03%, железо до около 5%, остальное - никель и минимальное количество примесей; и сплав МЕ3, имеющий номинальный состав, мас.%: кобальт около 20,6%, хром около 13,0%, алюминий около 3,4%, титан около 3,70%, тантал около 2,4%, ниобий около 0,90%, вольфрам около 2,10%, молибден около 3,80%, углерод около 0,05%, бор около 0,025%, цирконий около 0,05%, железо до около 0,5%, остальное - никель и минимальное количество примесей.
Суперсплавы на основе никеля можно поставлять в любой требуемой форме, но, предпочтительно, их поставляют в виде заготовок из уплотненного порошка. Заготовки получают уплотнением порошков выбранных суперсплавов выдавливанием, причем изготавливают их так, чтобы они содержали зерна размером, соответствующим стандарту ASTM 12 или больше (т.е. соответствовали бы стандарту ASTM 12 или содержали более мелкие зерна, так как размер зерен уменьшается с увеличением номера размера зерна по системе ASTM). Заготовки из уплотненного порошка обладают преимуществом в сравнении с отлитой заготовкой, заключающимся в более равномерной тонкокристаллической микроструктуре, и поэтому предпочтительнее для достижения хорошей химической равномерности, хорошей равномерности при деформации и минимизации количества мест для инициирования трещин.
Размеры и форму ковочной заготовки выбирают так, чтобы после ковки изделие имело требуемые форму и размеры. Процесс выбора размеров и формы исходной ковочной заготовки таким образом, чтобы получить требуемые конечные форму и размеры, известен в данной области техники.
Обеспечивают ковочный пресс и ковочные штампы, этап 22. Может быть использован любой пригодный ковочный пресс, и на фиг.2 схематически изображен базовый ковочный пресс 40. Ковочный пресс 40 содержит неподвижный нижний стол 42, неподвижную верхнюю плиту 44 и неподвижные направляющие 46, на которые опирается верхняя плита 44 относительно нижнего стола 42. Верхний ползун 48 перемещают вдоль направляющих 46 вверх и вниз посредством двигателя 50, установленного на верхней плите 44. Нижний ковочный штамп 52 устанавливают неподвижно на нижнем столе 42. Верхний ковочный штамп 54 устанавливают с возможностью перемещения и прикрепляют к верхнему ползуну 48 так, чтобы его перемещать вверх и вниз вместе с верхним ползуном 48. Обрабатываемую деталь 56 располагают между верхним ковочным штампом 54 и нижним ковочным штампом 52. Нагреватель 57 (здесь изображен в виде индукционной нагревательной катушки) располагают вокруг ковочных штампов 52 и 54 и обрабатываемой детали 56 для того, чтобы поддерживать температуру ковочных штампов и обрабатываемой детали в выбранном приблизительно постоянном диапазоне ковочной температуры во время перемещения инструмента при ковке, таким образом поддерживая изотермический процесс ковки. Во время хода инструмента при ковке допускаются некоторые минимальные колебания температуры, но, в общем, температуру ковочных штампов 52 и 54 и обрабатываемой детали 56 поддерживают на приблизительно постоянном уровне, обеспечивая изотермический процесс ковки.
Обрабатываемая деталь 56 в исходном состоянии представляет собой ковочную заготовку из ковочного суперсплава на основе никеля. Обрабатываемую деталь 56 располагают между верхним ковочным штампом 54 и нижним ковочным штампом 52 и деформируют прессованием при номинальной скорости деформации посредством перемещения верхнего ковочного штампа 54 вниз. Верхний ковочный штамп 54 и нижний ковочный штамп 52 могут представлять собой плоские плиты или могут быть выполнены рельефными так, чтобы конечная поковка имела этот рельеф, отпрессованный на ней. На фиг.3 показан примерный вид поковки 58 с рельефной поверхностью 60, созданной путем использования рельефных ковочных штампов.
Ковочные штампы 52 и 54 изготавливают из суперсплава на основе никеля для штампов, причем суперсплав на основе никеля для штампов обладает пределом текучести не ниже напряжения пластического течения ковочного суперсплав на основе никеля при температуре ковки, соответствующей изотермическому процессу ковки, составляющей от около 926,67°С до около 1010,00°С (от около 1700°F до около 1850°F), и при номинальной скорости деформации в процессе ковки. Ковочные штампы 52 и 54, предпочтительно, изготавливают из сплава с номинальным составом, мас.%: алюминий от около 5% до около 7%, молибден от около 8% до около 15%, вольфрам от около 5% до около 15%, магний до около 140 частей на миллион (предпочтительно, 140 частей на миллион), остальное - никель и примеси.
Выбирают температуру ковки и номинальную скорость деформации при ковке, этап 24. Ковочные суперсплавы на основе никеля обладают сверхпластичностью в диапазоне соответствующих температур сверхпластичности и определенным диапазоном скоростей деформации при повышенной температуре. Деформацию при ковке желательно выполнять в диапазоне температур сверхпластичности для того, чтобы исключить критический рост зерна при последующем отжиге с обеспечением сверхрастворимости.
Приемлемый диапазон температур и скоростей деформации может быть определен по свойствам пластической деформации ковочного суперсплава на основе никеля. В нижеприведенных таблицах I и II, соответственно, представлены результаты лабораторных испытаний сплавов Rene™ 88DT и МЕ3 для определения подходящих для использования температур, для обеспечения изотермического процесса ковки, и скоростей деформации.
Из этой информации выбирали параметры процесса обработки для достижения требуемой величины «m», которая соответствовала бы приблизительно 0,3 или более, где «m» - показатель степени сверхпластической деформации материала. Ковочная температура составляет, предпочтительно, от около 926,67°С до около 1010,00°С (от около 1700°F до около 1850°F), а более предпочтительно - от около 954,44°С до около 9822,22°С (от около 1750°F до около 1800°F), для снижения риска чрезмерного окисления обрабатываемой детали при более высоких температурах. Номинальная скорость деформации при ковке составляет не более чем около 0,01 с-1. Под «номинальной» скоростью деформации в данном описании понимают скорость, определяемую общей скоростью перемещения верхнего ползуна 48, отнесенной к высоте обрабатываемой детали 56, измеренной параллельно направлению перемещения верхнего ползуна 48. Локально в ковочных штампах 52 и 54 реальная скорость деформации может быть больше или меньше «номинальной».
Ковочную заготовку и ковочные штампы нагревают до температуры, соответствующей изотермическому процессу ковки и составляющей от около 926,67°С до около 1010,00°С (от около 1700°F до около 1850°F), этап 26.
Ковочную заготовку куют, используя ковочные штампы, при температуре, соответствующей изотермическому процессу ковки и составляющей от около 926,67°С до около 1010,00°С (от около 1700°F до около 1850°F), и при номинальной скорости деформации при ковке, этап 28, используя ковочное оборудование, например ковочный пресс 40, изображенный на фиг.2.
Этап 26 нагрева и этап 28 ковки, предпочтительно, выполняют на воздухе. Ковка на воздухе позволяет существенно снизить стоимость ковочной операции в сравнении с ковкой в вакууме или в атмосфере инертного газа, как этого требовала известная ранее технология ковки суперсплавов на основе никеля. Определение «ковка на воздухе» не является произвольным, и ковку на воздухе можно выполнять только в том случае, если материал штампа не окисляется чрезмерно на воздухе при температуре ковки, а также устойчив к воздействию существенных нагрузок при температуре ковки. Обычный материал для изготовления штампов, TZM-молибден, нельзя использовать при этих температурах на воздухе из-за его чрезмерной окисляемости.
После завершения операции ковки согласно этапу 28 поковку 58 извлекают из ковочного пресса 40. Поковка 58 может быть использована в том виде, в котором она откована, или ее можно затем дополнительно обработать, этап 30. В предпочтительном случае поковки из суперсплавов на основе никеля Rene™ 88DT и МЕ3 отжигают при температуре отжига выше температуры растворения основной гамма-фазы. Температура отжига, при которой имеет место сверхвысокая растворимость, предпочтительно, составляет от около 1137,78°С до около 1148,89°С (от около 2080°F до около 2100°F) для сплава Rene™ 88DT и от около 1160,00°С до около 1182,22°С (от около 2120°F до около 2160°F) для сплава МЕ3, в течение от около 1 часа до около 2 часов. Другие типы последующих обработок, этап 30, могут включать, например, зачистку, термообработку, дополнительную обработку, обработку на металлорежущих станках и т.п.
Хотя здесь подробно описан конкретный вариант исполнения изобретения с целью иллюстрации, различные модификации и усовершенствования могут быть выполнены без отступления от сущности и объема изобретения. В соответствии с этим, изобретение не ограничено ничем, кроме прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КВАЗИИЗОТЕРМИЧЕСКАЯ КОВКА СУПЕРСПЛАВА НА ОСНОВЕ НИКЕЛЯ | 2003 |
|
RU2328357C2 |
| СИСТЕМЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ СЛИТКОВ СПЛАВОВ | 2011 |
|
RU2573456C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ЭЛЕМЕНТА КОНСТРУКЦИИ ИЗ СПЛАВА НА ОСНОВЕ НИКЕЛЯ | 2016 |
|
RU2710701C1 |
| УПРОЧНЁННЫЙ ГАММА-ШТРИХ ФАЗОЙ СУПЕРСПЛАВ НА ОСНОВЕ НИКЕЛЯ, ЕГО ПРИМЕНЕНИЕ И СПОСОБ ПРОИЗВОДСТВА КОМПОНЕНТОВ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2018 |
|
RU2777822C2 |
| ИЗДЕЛИЯ, СИСТЕМЫ И СПОСОБЫ ДЛЯ КОВКИ СПЛАВОВ | 2014 |
|
RU2640112C2 |
| СИСТЕМЫ И СПОСОБЫ ДЛЯ ОБРАБОТКИ СЛИТКОВ ИЗ СПЛАВОВ | 2011 |
|
RU2599925C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2017 |
|
RU2661524C1 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ВЫСОКОПРОЧНОГО НЕМАГНИТНОГО КОРРОЗИОННОСТОЙКОГО МАТЕРИАЛА | 2014 |
|
RU2745050C2 |
| СПОСОБЫ ДЛЯ ПРОИЗВОДСТВА КОВАНЫХ ПРОДУКТОВ И ДРУГИХ ОБРАБОТАННЫХ ПРОДУКТОВ | 2014 |
|
RU2701774C2 |
| СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 2003 |
|
RU2289637C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано при ковке заготовок из суперсплава на основе никеля для поковок. Для этого используют ковочный пресс с ковочными штампами из суперсплава на основе никеля. Суперсплав для штампов имеет предел ползучести не ниже напряжения пластического течения суперсплава для поковок при ковке, которую ведут при температуре в пределах от около 926,67°С до около 1010,00°С с номинальной скоростью деформации. Кузнечную заготовку и штампы нагревают до указанной выше температуры ковки. Ковку осуществляют при данной температуре с номинальной скоростью деформации. В качестве материала для кузнечной заготовки может быть использован суперсплав на основе никеля, который выбирают из приведенной группы. В соответствии с одним из вариантов способа используют кузнечную заготовку из уплотненного порошка суперсплава на основе никеля для поковок. В этом случае ковочные штампы изготовлены из суперсплава на основе никеля, имеющего следующий номинальный состав, в мас.%: алюминий от около 5% до около 7%, молибден от около 8% до около 15%, вольфрам от около 5% до около 15%, магний до около 140 частей на миллион, остальное - никель и примеси. В результате обеспечивается снижение затрат на ковку с получением при этом требуемых свойств суперсплава. 3 н. и 12 з.п. ф-лы, 2 табл., 3 ил.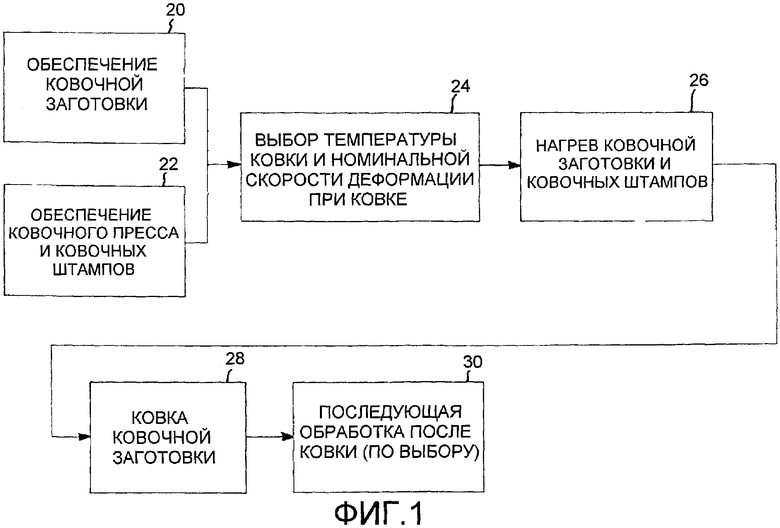
обеспечение кузнечной заготовки из суперсплава на основе никеля для поковок;
обеспечение ковочного пресса (40), содержащего ковочные штампы (52, 54), изготовленные из суперсплава на основе никеля для штампов, имеющего предел ползучести не ниже напряжения пластического течения суперсплава на основе никеля для поковок при температуре ковки в пределах от около 926,67°С до около 1010,00°С и при номинальной скорости деформации в процессе ковки;
нагрев кузнечной заготовки и ковочных штампов (52, 54) до температуры ковки, составляющей от около 926,67°С до около 1010,00°С;
ковку кузнечной заготовки с использованием ковочных штампов (52, 54) при температуре ковки, составляющей от около 926,67°С до около 1010,00°С, и при номинальной скорости деформации в процессе ковки.
обеспечение кузнечной заготовки из суперсплава на основе никеля для поковок, который выбирают из группы, состоящей из сплава Rene™ 88DT, имеющего номинальный состав, мас.%: кобальт 13%, хром 16%, молибден 4%, титан 3,7%, алюминий 2,1%, вольфрам 4%, ниобий 0,75%, бор 0,015%, цирконий 0,03% и углерод 0,03%, железо до около 0,5%, остальное - никель и минимальное количество примесей, и сплава МЕ3, имеющего номинальный состав, в мас.%: кобальт около 20,6%, хром около 13,0%, алюминий около 3,4%, титан около 3,7%, тантал около 2,4%, ниобий около 0,9%, вольфрам около 2,1%, молибден около 3,8%, углерод около 0,05%, бор около 0,025%, цирконий около 0,05%, железо до около 0,5%, остальное - никель и минимальное количество примесей;
обеспечение ковочного пресса (40), содержащего ковочные штампы (52, 54), изготовленные из суперсплава на основе никеля для штампов;
нагрев кузнечной заготовки и ковочных штампов (52, 54) до температуры ковки, составляющей от около 926,67°С до около 1010,00°С, на воздухе; и
ковку кузнечной заготовки с использованием ковочных штампов (52, 54) при температуре ковки, составляющей от около 926,67°С до около 1010,00°С, на воздухе.
обеспечение кузнечной заготовки из уплотненного порошка суперсплава на основе никеля для поковок, который выбирают из группы, состоящей из сплава Rene™ 88DT, имеющего номинальный состав, мас.%: кобальт 13%, хром 16%, молибден 4%, титан 3,7%, алюминий 2,1%, вольфрам 4%, ниобий 0,75%, бор 0,015%, цирконий 0,03% и углерод 0,03%, железо до около 0,5%, остальное - никель и минимальное количество примесей, и сплава МЕ3, имеющего номинальный состав, в мас.%: кобальт около 20,6%, хром около 13,0%, алюминий около 3,4%, титан около 3,7%, тантал около 2,4%, ниобий около 0,9%, вольфрам около 2,1%, молибден около 3,8%, углерод около 0,05%, бор около 0,025%, цирконий около 0,05%, железо до около 0,5%, остальное - никель и минимальное количество примесей;
обеспечение ковочного пресса (40), содержащего ковочные штампы (52, 54), изготовленные из суперсплава на основе никеля для штампов, имеющего номинальный состав, в мас.%: алюминий от около 5% до около 7%, молибден от около 8% до около 15%, вольфрам от около 5% до около 15%, магний до около 140 частей на миллион, остальное - никель и примеси;
нагрев кузнечной заготовки и ковочных штампов (52, 54) до температуры ковки, составляющей от около 926,67°С до около 1010,00°C, на воздухе;
ковку кузнечной заготовки с использованием ковочных штампов (52, 54) при температуре ковки, составляющей от около 926,67°С до около 982,22°С, при номинальной скорости деформации не выше около 0,01 с-1 на воздухе.
| СПОСОБ ТЕРМООБРАБОТКИ СУПЕРСПЛАВА НА ОСНОВЕ НИКЕЛЯ | 1997 |
|
RU2133784C1 |
| Способ радиальной ковки заготовок турбинных лопаток из жаропрочных сталей и сплавов | 1986 |
|
SU1620194A1 |
| Способ термической обработки жаропрочных сплавов | 1974 |
|
SU510530A1 |
| Способ изготовления штамповок из жаропрочных сплавов на никелевой основе | 1972 |
|
SU454276A1 |
| US 6059904 А, 09.05.2000 | |||
| US 5693159 А, 02.12.1997 | |||
| US 6068714 А, 30.05.2000. | |||

