Изобретение относится к обработке металлов давлением и может быть использовано для получения гофрированных труб.
Известен способ изготовления труб с винтовыми гофрами, включающий формообразование на исходной трубе, установленной на оправке, гофр расположенными вокруг трубы и под углом к ее продольной оси роликами при перемещении трубы вдоль ее продольной оси под действием осевого усилия (RU 2050213 C1, B 21 D 15/04, 20.12.1995).
Недостатком известного способа являются ограниченные технологические возможности, выражающиеся в следующем:
1. Невозможно изготовление длинномерных гофрированных труб.
2. Низкое качество изготавливаемых труб, в частности, искажение геометрической формы гофр при значительных их высотах и углах подъема винтовой линии.
3. Ограниченные диапазоны углов подъема винтовой линии гофр и их высоты, которые могут быть получены. Это объясняется тем, что в процессе изготовления расстояние между участком приложения к трубе осевого усилия и зоной деформирования трубы роликами или, что то же самое, расстояние между указанным участком приложения осевого усилия и роликами меняется: увеличивается, если участок приложения к трубе осевого усилия удаляется от роликов, и уменьшается, если указанный участок приближается к роликам, следовательно, меняется осевая и круговая устойчивость получаемого гофрированного участка трубы, что приводит к изменению геометрических параметров гофр по длине трубы, т.е. к снижению качества. В некоторых случаях (при больших величинах отношений l/D и h/D, где l - длина, D - наружный диаметр трубы и h - высота гофра) изготовление гофрированной трубы становится невозможным.
Задачей изобретения является расширение технологических возможностей и повышение качества.
Для решения поставленной задачи в известном способе изготовления труб с винтовыми гофрами, включающем формообразование на исходной трубе, установленной на оправке, гофр расположенными вокруг трубы и под углом к ее продольной оси роликами при перемещении трубы вдоль ее продольной оси под действием осевого усилия, согласно изобретению в процессе формообразования гофр к приближающемуся к роликам участку трубы прикладывают крутящий момент относительно продольной оси трубы, а действующее на трубу осевое усилие прикладывают к удаляющемуся от роликов участку оправки и, посредством оправки, к приближающемуся к роликам участку трубы.
Крутящий момент прикладывают в направлении, совпадающем с направлением вращения трубы, возникающего от ее взаимодействия с роликами.
Дополнительно прикладывают крутящий момент к удаляющемуся от роликов участку трубы.
Приложение к трубе крутящего момента, направленного в сторону вращения трубы от взаимодействия с роликами, создает более благоприятную схему деформирования трубы роликами, что снижает влияние неблагоприятных факторов изменяющегося расстояния между точкой приложения к трубе осевого усилия и роликами и, как следствие, позволяет увеличить отношение l/D, h/D, т.е. расширить технологические возможности и повысить качество. Приложение осевого усилия к приближающемуся к роликам участку трубы и удаляющемуся от роликов участку оправки, а крутящего момента - к приближающемуся к роликам участку трубы дополнительно увеличивает осевую устойчивость системы труба - оправка, т. к. оправка при этом подвергается осевому растяжению, а труба - сжатию, т. е. дополнительно увеличиваются допустимые отношения l/D, h/D и уменьшается отношение δ/D.
Приложение крутящего момента к приближающемуся к роликам и удаляющемуся от них участкам трубы позволяет снизить осевое усилие, прикладываемое к трубе, и, следовательно, увеличить отношения размеров изготавливаемых труб l/D, h/D и уменьшить отношение δ/D, где δ - толщина стенки трубы.
На чертеже изображена схема изготовления труб с винтовыми гофрами.
Способ осуществляют следующим образом.
К трубе 1 с продольной осью 2, установленной на оправке 3, прикладывают осевое усилие Pi и крутящий момент Mi, где i= 1, 2, P1 и M1 - осевое усилие и крутящий момент, приложенные к удаляющемуся от роликов 4 участку трубы, P2 - осевое усилие, прикладываемое к приближающемуся к роликам 4 участку трубы 1, M2 - крутящий момент, приложенный к приближающемуся к роликам участку трубы.
Ролики 4 располагают вокруг трубы 1 под определенным углом к ее продольной оси 2 и обеспечивают деформирование трубы с образованием гофр 5 и впадин 6, имеющих угол подъема их винтовой линии αo.
В результате взаимодействия роликов 4 с трубой 1 деформированный участок 8 ее вращается со скоростью ω1; вдоль оси 2 указанный участок 8 трубы 1 перемещают со скоростью v1, удаляя его от роликов 4; при этом недеформированный участок 9 трубы 1 перемещается со скоростью v2, приближаясь к роликам 4. Угловые ω1 и линейные vi скорости зависят от силовых /Pi, Mi/, геометрических /l/D, h/D, δ/D, αo/ и некоторых других факторов /например, формы поперечного сечения, числа гофр и т.п./.
Оправка 8 может быть выполнена гладкой или же иметь винтовые выступы и впадины для формирования гофр и впадин, а также может иметь бурт 10.
Данный способ позволяет увеличить длину изготовляемых гофрированных труб /l/D/, высоту гофр /h/D/, угол подъема винтовой линии гофр /αo/ и уменьшить толщину стенки трубы /δ/D/, т.е. расширить технологические возможности и повысить качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2167731C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2168384C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2152837C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 2001 |
|
RU2185907C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 2002 |
|
RU2222397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2003 |
|
RU2225766C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ | 1998 |
|
RU2147957C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ | 1998 |
|
RU2147477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365452C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 2005 |
|
RU2280523C1 |
Изобретение относится к обработке металлов давлением. Исходную трубу размещают на оправке. Расположенными вокруг трубы и под углом к ее продольной оси роликами образуют винтовые гофры. К приближающемуся к роликам участку трубы прикладывают крутящий момент относительно продольной оси трубы. К удаляющемуся от роликов участку оправки и посредством оправки к приближающемуся к роликам участку трубы прикладывают осевое усилие. Крутящий момент может быть приложен в направлении, совпадающем с направлением вращения трубы, возникающего от ее взаимодействия с роликами. Дополнительно прикладывают крутящий момент к удаляющемуся от роликов участку трубы. 2 з.п.ф-лы, 1 ил.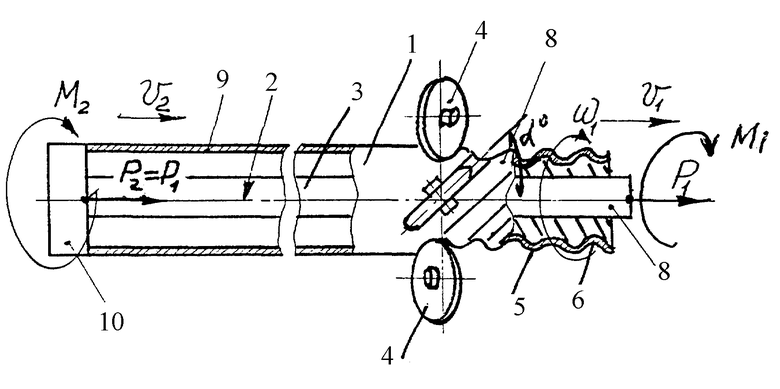
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ | 1991 |
|
RU2050213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТР^^БЧАТЫХ ДЕТАЛЕЙ С ВИНТОВЫМИ ГОФРАМИ | 0 |
|
SU239185A1 |
| Устройство для формования трубопроводов с винтовыми гофрами | 1984 |
|
SU1292871A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХРУКАВОВ | 0 |
|
SU238508A1 |
| DE 3627121 A1, 11.02.1988 | |||
| US 3630058, 28.12.1971. | |||
