Изобретение относится к области кузнечно-прессового оборудования и может быть использовано для изготовления заготовок гаек и шх подобных деталей.
Известен многопозиционный холодновысадочный автсадат, содержащий при-. вод, механизмы подачи материала и резки его на мерные заготовки, а также механизм переноса заготовок, высадочные пуансоны и матрицы 13.
Однако известный автомат не обладает достаточной надежностью из-за большого количества механизмов, кинематически связанных между собой и требую1цих точного взаимодействия в работе. Это предъявляет повышенные требования к настройке, как отдельных узлов, так и автомата в целом, и ограничивает его производительность из-за рассогласования работы механизмов при повышении числа ходов автомата.
Цель изобретения - повышение надежности и производительности автомата эа счет упрощения его конструкции. .
Поставленная цель достигается тем, что в многопозиционном холодновысадочном автомате, содержащем
привод, механизмы подачи материала и резки его на мерные заготовки, а также механизм переноса заготовок, высадочные пуансоны и матрицы, механизмы резки, переноса заготовок, а также высадочные пуансоны и матрицы выполнены в виде единого узла, . состоящего из двух блоков, установленных с возможностью взаимного пе10ремещения от общего привода на шаг, равный расстоянию между матрицами.
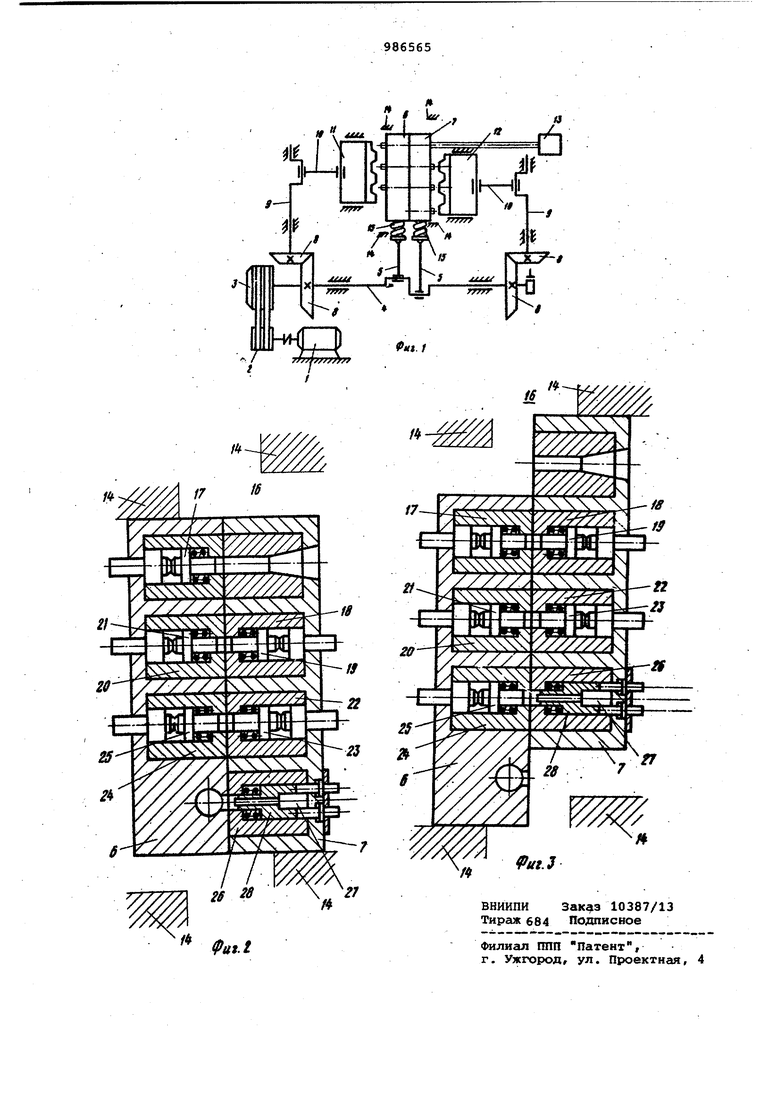
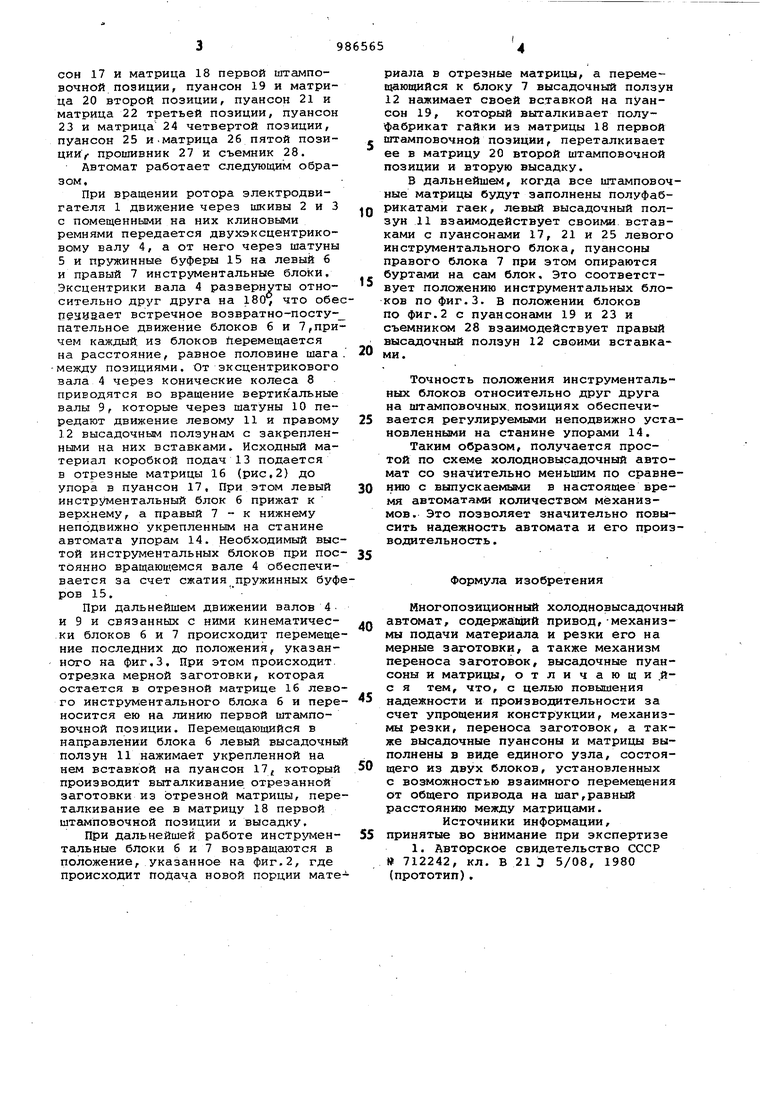
На фиг.1 представлена кинематическая схема автомата; на фиг.2 и 3 - два последовательных положения
15 инструментальных блоков.
Автомат (фиг.1) содержит электродвигатель 1, малый 2 и большой 3 со встроенной муфтой шкивы клиноременной передачи, двухэксцентрико20вый вал 4, шатуны 5 привода левого 6 и правого 7 инструментальных блоков, конические колеса 8 привода зксцентриковых. валов 9, передающих движение через шатуны 10 на левый
25 11 и правый 12 высадочные ползуны, коробку подачи 13 исходного материала, неподвижные упоры 14, .пружинные буферы 15. В левом 6 и правом 7 инструментальных блоках (фиг.2 и 3)
30 размещены отрезные матрицы 16, пуансон 17 и матрица 18 первой штамповочной позиции, пуансон 19 и матрица 20 второй позиции, пуансон 21 и матрица 22 третьей позиции, пуансон 23 и матрица 24 четвертой позиции, пуансон 25 и.матрица 26 пятой позиции противник 27 и съемник 28.
Автомат работает следующим образом.
При вращении ротора электродвигателя 1 движение через шкивы 2 и 3 с помещенными на них клиновыми ремнями передается двухэксцентриковому валу 4, а от него через шатуны 5 и пружинные буферы 15 на левый 6 и правый 7 инструментальные блоки. Эксцентрики вала 4 развернуты относительно друг друга на 180, что обепениаает встречное возвратно-посту- пательное движение блоков 6 и 7,причем каждый, из блоков й.еремещается на расстояние, равное половине шага между позициями. От эксцентрикового вала 4 через конические колеса 8 приводятся во вращение вертикальные валы 9, которые через шатуны 10 передают движение левому 11 и правому 12 высадочным ползунам с закрепленными на них вставками. Исходный материал коробкой подач 13 подается в отрезные матрицы 16 (рис,2) до упора в пуансон 17, При этом левый инструментальный блок 6 прижат к верхнему, а правый 7 - к нижнему неподвижно укрепленным на станине автомата упорам 14. Необходимый выстой инструментальных блоков при постоянно вращающемся вале 4 обеспечивается за счет сжатия пружинных буфров 15,
При дальнейшем движении валов 4 и 9 и связанных с ними кинематически блоков 6 и 7 происходит перемещение последних до положения, указанного на фиг,3. При этом происходит, отрезка мерной заготовки, которая остается в отрезной матрице 16 левого инструментального блока 6 и переносится ею на линию первой штамповочной позиции. Перемещающийся в направлении блока 6 левый высадочны ползун 11 нажимает укрепленной на нем вставкой на пуансон 17, который производит выталкивание отрезанной заготовки из отрезной матрицы, переталкивание ее в матрицу 18 первой штамповочной позиции и высадку,
При да льнейшей работе инструментальные блоки 6 и 7 возвращаются в положение, указанное на фиг.2, где происходит поДача новой порции материала в отрезные матрицы, а перемегцающийся к блоку 7 высадочный ползун 12 нажимает своей вставкой на пуансон 19, который выталкивает полуфабрикат гайки из матрицы 18 первой штамповочной позиции, переталкивает ее в матрицу 20 второй штамповочной позиции и вторую высадку,
В дальнейшая, когда все штамповочные матрицы будут заполнены полуфабQ рикатами гаек, левый высадочный ползун 11 взаимодействует своими вставками с пуансонами 17, 21 и 25 левого инструментального блока, пуансоны правого блока 7 при этом опираются
г буртами на сам блок. Это соответствует положению инструментальных блоков по фиг.З. в положении блоков по фиг,2 с пуансонами 19 и 23 и съемнике 28 взаимодействует правый
высадочный ползун 12 своими вставка0 ми,
Точность положения инструментальных блоков относительно друг друга на штамповочных, позициях обеспечи5 вается регулируемыми неподвижно установленными на станине упорами 14,
Таким образом, получается простой по схеме холодновысадочный автомат со значительно меньшим по сравне0 нию с выпускаемыми в настоящее время автоматами количеством механизмов. Это позволяет значительно повысить надежность автомата и его производительность ,
Формула изобретения
Многопозиционный холодновысадочный
п автомат, содержащий привод,-механизмы подачи материала и резки его на мерные заготовки, а также механизм переноса заготовок, высадочные пуансоны н матрицы, отличающи ,йс я тем, что, с целью повышения
5 надежности и производительности за счет упрощения конструкции, механизмы резки, переноса заготовок, а также высадочные пуансоны и матрицы выполнены в виде единого узла, состоя0 щего из двух блоков, установленных с возможностью взаимного перемещения от общего привода на шаг,равный расстоянию между матрицами. Источники информации,
5 принятые во внимание при экспертизе
1, Авторское свидетельство СССР 712242, кл, В 21 J 5/08, 1980 (прототип),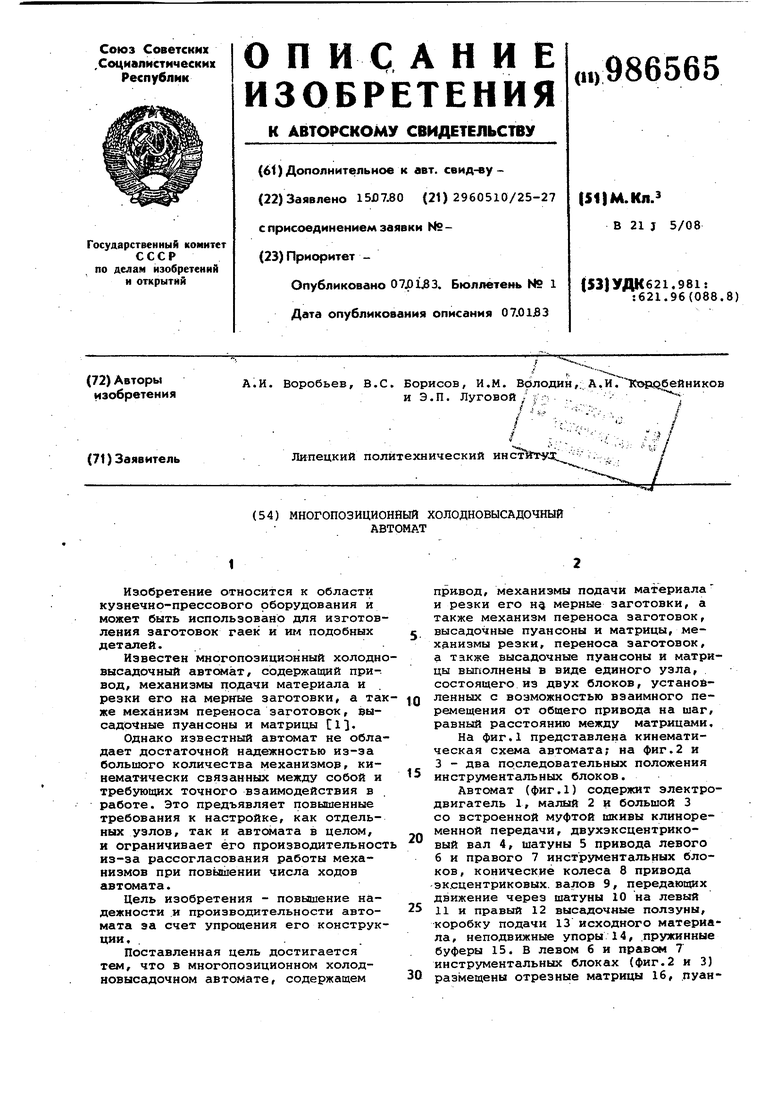
| название | год | авторы | номер документа |
|---|---|---|---|
| Холодновысадочный автомат | 1979 |
|
SU829293A1 |
| Многопозиционный автомат для высадки гаек | 1977 |
|
SU721242A1 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Холодновысадочный автомат | 1980 |
|
SU940991A1 |
| Холодновысадочный автомат | 1978 |
|
SU710740A1 |
| Холодновысадочный автомат | 1978 |
|
SU680798A1 |
| Одноударный холодновысадочный автомат | 1980 |
|
SU984602A1 |