1
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления стержневых деталей с различными головками сложной наружной конфигурации на многопозиционных высадочных автоматах.
Целью изобретения является расширение технологических возможностей инструмента.
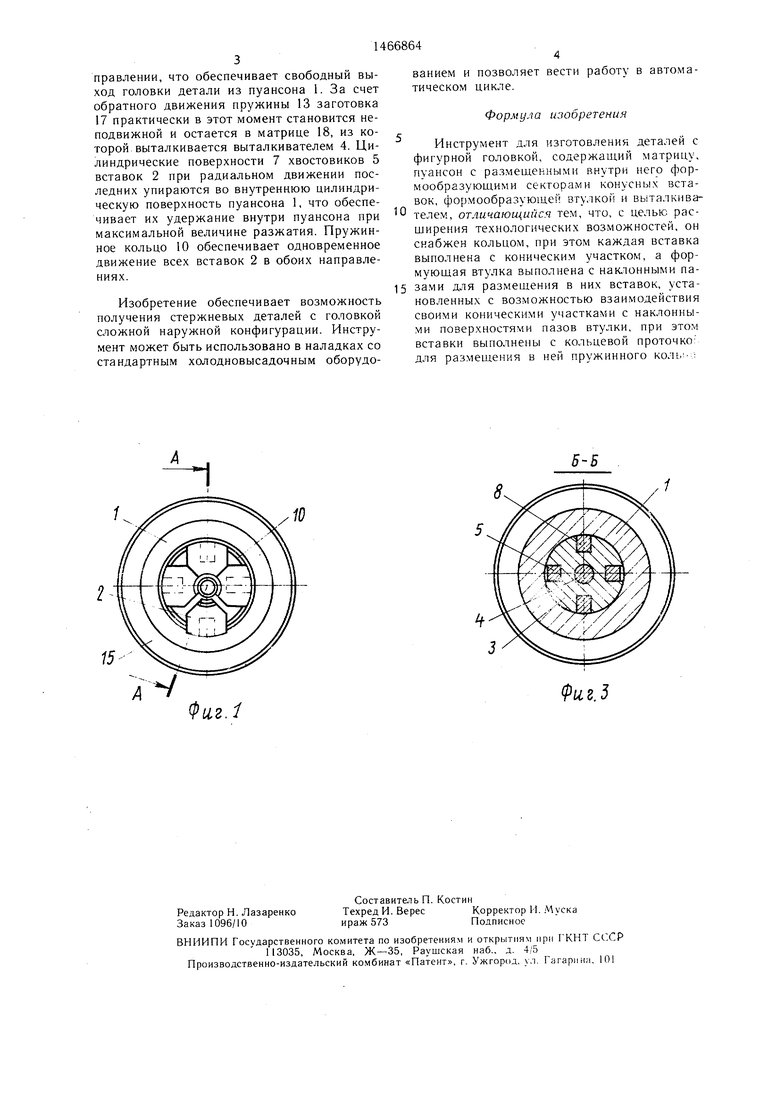
На фиг. 1 показан инструмент со стороны рабочего торца; на фиг. 2-разрез А-А на фиг. 1 (положение рабочего хода и момент выталкивания заготовки); на фиг. 3 - сечение Б-Б на фиг. 2.
Инструмент содержит полый пуансон 1 с размещенными внутри его полости вставками 2, состоящими из четырех бойков, формующей втулкой 3, зафиксированной в полости пуансона I, и выталкивателем 4. Вставки-бойки 2 снабжены хвостовиками 5, выполненными с внутренней наклонной 6 и наружной цилиндрической 7 поверхностями. В формующей втулке 3 выполнены четыре наружных Г1аза 8 с наклонными поверхностями 9, по которым она взаимодействует с внутренними поверхностями 6 хвостовиков 5. Угол наклона поверхностей 6 хвостов-иков 5 вставки 2 и поверхностей 9 наружного паза 8 втулки 3 направлен от торца инструмента к его оси. Вставки 2 снабжены стабилизирующим пружинным кольцом 10, расположенным в канавках, выполненных с наружной стороны на поверхности 11 вставок 2. В вставках 2 и формующей втулке 3 выполнены фигурные рабочие полости. Наружная поверхность 1 вставок 2 выполнена конусной и взаимодействует с соответствующей конусной поверхностью 12 полости пуансона. Последний подпружинен пружиной 13, расположенной внутри между его телом и толкателем 14. Пуансон 1 установлен в кор- пусе 15, который упирается в подкладку. Между последней и пуансоном имеется зазор 16, за счет которого осуществляется перемещение пуансона внутри корпуса.
Инструмент работает следующим образом.
Инструмент устанавливается на холодно- высадочный автомат. Деталь с фигурной головкой представляет собой, например, свечу
зажигания из смеси 10 диаметром головки 5,3 мм.
Заготовка 17 с предварительно осаженной головкой подаете захватно-передаю- щим устройством автомата на осевую линию пуансона 1 и матрицы 18. Пуансон начинает перемещаться в сторону матрицы, вставки 2 в этот момент находятся в свободном раскрытом состоянии. При движении пуансона 1 головка, заготовки 17 входит внутрь 0 пуансона между вставками 2 и упирается в выталкиватель 4, который начинает заталкивать заготовку в отверстие матрицы. После захода конца стержня в матрицу на 20- 40 мм захватно-передающее устройство раскрывается, освобождая заготовку, послед- няя продолжает движение в матрицу за счет движения пуансона 1. .При дальнейшем движении пуансона 1 вперед вставки 2 доходят до зеркала матрицы 18, а так как пуансон продолжает свое движение, торец матрицы 0 18 начинает давить на торцы вставок 2 и перемещает их в направлении, обратном движению пуансона 1. Вставки 2. перемещаясь в обратном направлении, скользят по смежным конусным поверхностям 11 и 12 вставок и полости пуансона, сжимаются и фиксируют головку детали. Пуансон 1, перемещаясь внутрь корпуса 15, сжимает пружину 13 и выбирает зазор 16. Происходит окончательное сжатие вставок 2 и высадка головки детали в полостях вставок 2 и втул- 0 ки 3. Процесс высадки головки детали проис- тодит в период перемепдения инструмента вперед относительно пуансона 1, который неподвижен или перемещается назад. Высадка головки детали заканчивается в крайнем положении пуансона при полностью выбран5 ном зазоре, 16.
После формообразования головки корпус 15 начинает отходить назад. Под воздействием пружины 13 пуансон 1 возвращается в свое исходное положение, при этом выбирается зазор 16. Толкатель 14 ударяет по выталкивателю 4, а тот в свою очередь - по торцу головки заготовки 17. Последняя освобождается от обжимающих ее вставок 2, которые, двигаясь плоскостями 6 хвостовиков 5 по смежным поверхностям 9 формую45 щей втулки 3, расходятся в радиальном направлении, что обеспечивает свободный выход головки детали из пуансона 1. За счет обратного движения пружины 13 заготовка 17 практически в этот момент становится неподвижной и остается в матрице 18, из которой выталкивается выталкивателем 4. Цилиндрические поверхности 7 хвостовиков 5 вставок 2 при радиальном движении последних упираются во внутреннюю цилиндрическую поверхность пуансона 1, что обеспечивает их удержание внутри пуансона при максимальной величине разжатия. Пружинное кольцо 10 обеспечивает одновременное движение всех вставок 2 в обоих направлениях.
Изобретение обеспечивает возможность получения стержневых деталей с головкой сложной наружной конфигурации. Инструмент может быть использовано в наладках со стандартным холодновысадочным оборудованием и позволяет вести работу в автоматическом цикле.
Формула изобретения
Инструмент для изготовления деталей с фигурной головкой, содержащий матрицу, пуансон с размещенными внутри негр формообразующими секторами конусных вставок, формообразующей втулкой и выталкивателем, отличающийся тем, что, с целью рас- щирения технологических возможностей, он снабжен кольцом, при этом каждая вставка выполнена с коническим участком, а формующая втулка выполнена с наклонными па- 5 зами для размещения в них вставок, установленных с возможностью взаимодействия своими коническими участками с наклонными поверхностями пазов втулки, при этом вставки выполнены с кольцевой проточко для размещения в ней пружинного коль;- :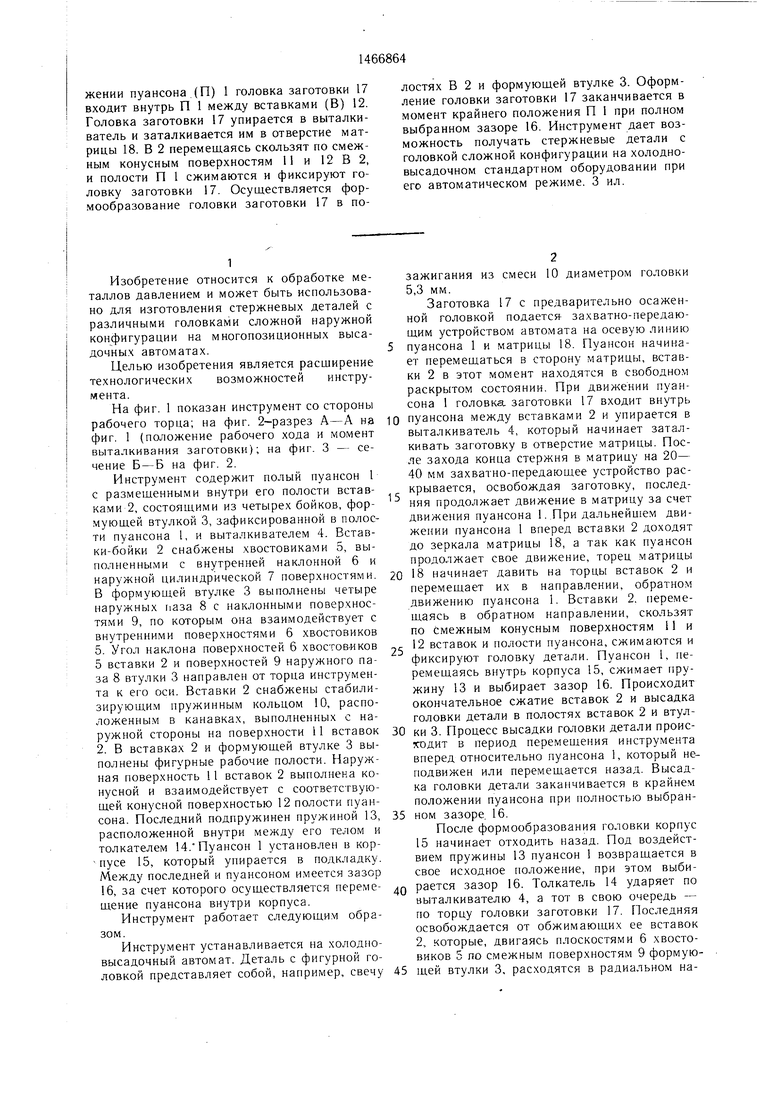
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Устройство для изготовления стержневых деталей и сборки их с деталями из листа | 1983 |
|
SU1166865A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
| Штамп для высадки стержневых заготовок | 1985 |
|
SU1269911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ СО СТУПЕНЯМИ НА НАРУЖНОЙ ПОВЕРХНОСТИ И ХОЛОДНОВЫСАДОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329117C2 |
| Устройство для высадки | 1991 |
|
SU1808456A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления стержневых деталей с различными фигурными головками на многопозиционных высадочных автоматах. Цель - расширение технологических возможностей инструмента. Заготовка 17 подается захватно-передающим устройством на линию пуансона 1 и матрицы 18. При двиА -А
и,г.1
5-5
Фиг. 5
| Проспект фирмы США «National Ма- chinerv Со,Upsetting, Каталог № 5149-76, 1976, с | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
