(21)4060928/27
(22)10,03.89
(46)07.03.91. Вини 9 9
(75)Л.Н„Микитенко
(53)621„735с32(088о 8)
(56)Авторское свидетельство СССР № 1281330, кл„ В 21 J 5/08, 1984.
(54)ХОЛОДНОВЫСАДОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК
(57)Изобретение относится к обработке металлов давлением и может быть использовано при получении полупустотелых заклепок на однопозиционных двухударных автоматах. Цель изобретения - упрощение конструкции и повышение качества изделий Автомат содержит пуансонную головку 1 с пуансонами предварительной и окончательной высадки, высадочную матрицу 9, отрезной нож 34, отрезную матрицу 8, упор с наклонным выступом 14, прошивной пуансон 24, втулку-съемник 23, механизм перемещения и фиксации
высадочной матрицы Механизм выполнен в виде вала-шестерни 3Q, взаимодействующей с одной стороны с приводной зубчатой рейкой 10, ас другой - с опорной поверхностью 29 продольного паза высадочной матрицы 9„ При предварительном ударе опорная поверхность 29 матрицы заклинивается в переднем положении цилинидрической ступенью вала-шестерни 30„ При окончательном ударе продольный паз 33, выполненный в цилиндрической ступени вала-шестерни, обеспечивает возможность осевого перемещения матрице 9 для формирования внутренней полости прошивным пуансоном 24 и головки заклепки„ Наличие наклонного выступа 14 на упоре предотвращает изгиб заготовки при отрезке, а подпружиненная в сторону отрезного ножа 34 отрезная матрица 8 создает гарантированный прижим к плоскости ножа, что обеспечивает повышение качества реза. 1 з.п„ ф-лы, 4 ил„
5S
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Холодновысадочный автомат | 1980 |
|
SU860934A1 |
| Способ изготовления полупустотелых и пустотелых заклепок из проволоки | 1961 |
|
SU147903A1 |
| Устройство для изготовления полупустотелых заклепок | 1991 |
|
SU1819184A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2039625C1 |
| Автомат для изготовления полупустотелых заклепок | 1984 |
|
SU1248722A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК | 1996 |
|
RU2107574C1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |

К1
Изобретение относится к обработке металлов давлением, в частности к конструкции однопозиционных двух- ударных автоматов для обработки изделий типа полуггустотелых заклепок „ Целью изобретения является упрощение конструкции и повышение качества изделий
На фиг.1 представлен автомат в момент предварительной высадки, разрез; на фиг.2 - то же, в момент окончательной высадки; на фиг.З - разрез А-А на фиг.2; на фиг04 - автомат в момент выталкивания заклепки, разрез
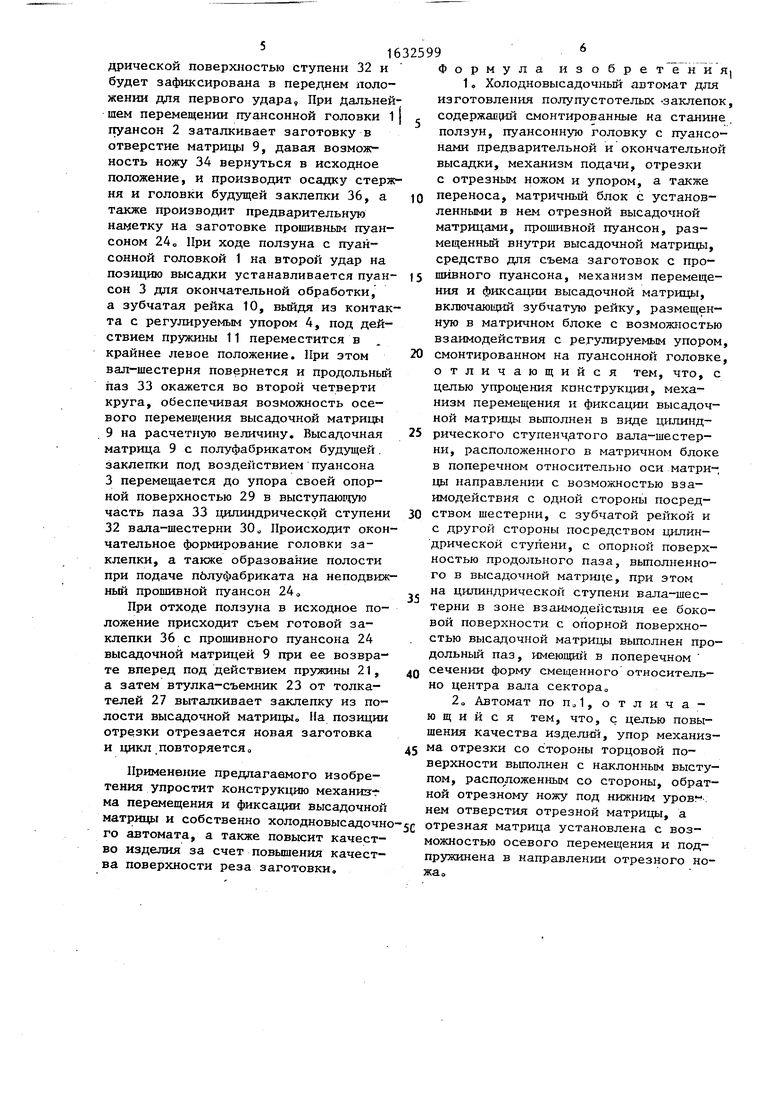
Автомат содержит пуансонную головку 1, смонтированную на ползуне, i снабженную неподвижно закрепленными на ней пуасонами предварительной 2 и окончательной 3 высадки, а также регулируемым упором 4, соединенным с пуансонной головкой посредством резьбового соединения 5. Напротив пуансоной головки 1 на станине 6 смонтирован матричный блок 7 с установленными в нем отрезной 8 и высадочной 9 матрицами0 Под высадочной матрицей 9 матричного блока 7 размещена зубчатая рейка 10, подпружиненная пружиной 11 в сторону пуансонной головки 1 и установленная с возможностью контактирования свободным концом 12 с торцом регулируемого упора 4 „ Напротив отрезной матрицы 8 закреплен упор 13 механизма отрезки0 Торцовая рабочая поверхность упора снабжена наклонным выступом 14, который расположен непосредственно под нижним уровнем отверстия 15 отрезной матрицы 8о Отрезная матрица 8 подпружинена пружиной 16 в сторону упора 13 и установлена с возможностью ограниченного осевого перемещения посредством ограничительного винта 17, расположенного в углублении 18 отрезной матрицы Высадочная матрица 9 также установлена с возможностью ограниченного осевого перемещения посредством штифта 19 и продольного паза 20, выполненного на периферии матрицы 9, а задний торец матрицы 9 подпружинен пружиной 21 относительно опоры 22 0 В высадочной матрице смонтирована втулка-съеник 23, внутренняя поверхность которой подвижно сопряжена с прошивным пуансоном 24, неподвижно закрепленным на опоре 22.Кроме того,торцовая опорная поверхность 25 втулки-съемник
0
5
5
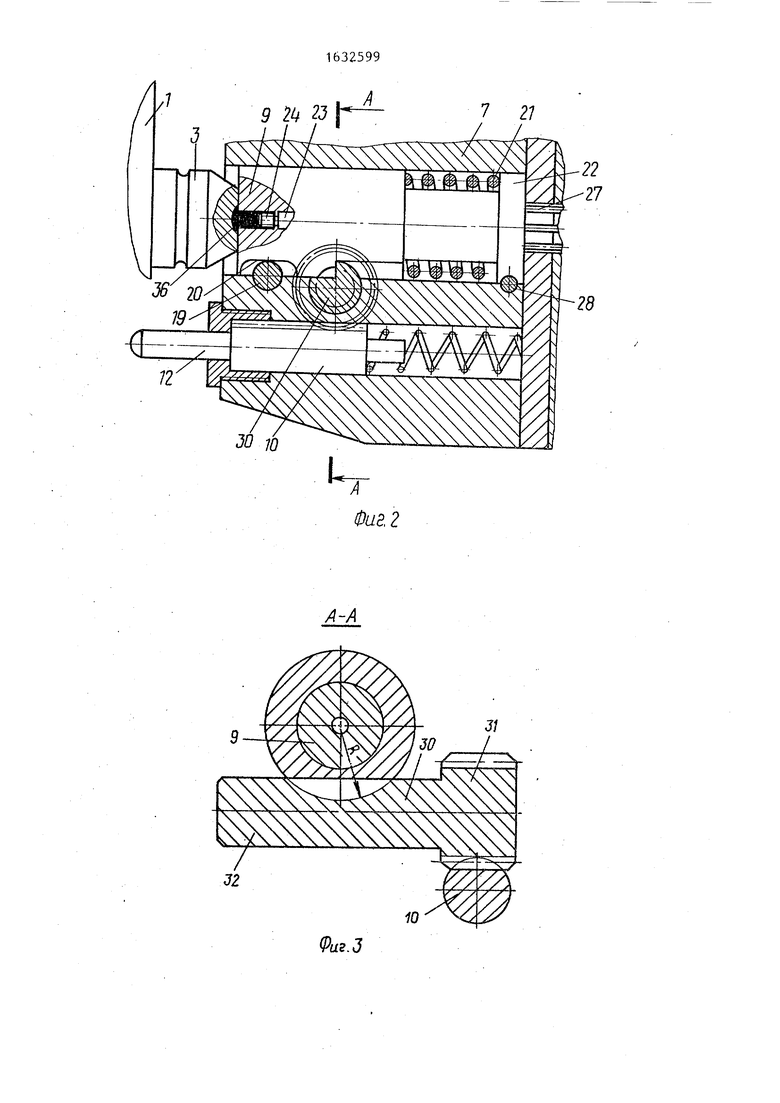
23 сопряжена с подвижной опорной шайбой 26, контактирующей-с тремя толкателями 27, взаимодействующими с выталкивающим стержнем автомата Опора 22 закреплена в матричном блоке 7 неподвижно с помощью фиксирующего штифта 28о Со стороны заднего торца высадочной матрицы выполнен продольный паз с опорной поверхностью 29о В матричном блоке между высадочной матрицей 9 и зубчатой рейкой 10 расположен в поперечном относительно оси матрицы направлении цилиндрический ступенчатый вал-шестерня 30 с возможностью взаимодействия с одной стороны посредством шестерни 31 с зубчатой рейкой 10 и с другой стороны посредством цилиндрической ступени 32 с опорной поверхностью 29 высадочной матрицы Цилиндрическая ступень 32 имеет продольный паз 33, представляющий собой в поперечном сечении смещенный относительно продольной оси вала- шестерни сектор„ Кроме того, автомат снабжен отрезным ножом 34 для отрезания мерных заготовок 35
Автомат работает следующим образом
Заготовка 35 подается через отверстие 15 отрезной матрицы 8 до упора 13с Отрезной нож 34 отделяет мерную заготовку от прута и переносит ее на позицию высадки, причем благодаря наличию наклонного выступа 14 создается противодавление противоположному концу отрезаемой заготовки, что исключает ее изгиб от усилия реза и повышает качество торца заготовки Кроме того, пружина 16 обеспечивает параллельность и чистоту плоскости среза торцов заготовки„
При ходе ползуна с пуансонной головкой 1 на первый удар на оси высадки находится пуансон, 2 для предварительной обработки, а регулируемый упор 4 - на оси зубчатой рейки 1 0. При перемещении пуансонной головки 1 впе- ред регулируемый упор 4, контактируя с торцом конца 12 зубчатой рейки 10, приводит последнюю в движение, которая приводит во вращение вал-шестерню 30о При этом продольный паз 33 цилиндрической ступени 32 займет положение в третьей четверти круга, т0е„ в левом нижнем секторе поперечного
0
5
0
5
5
сечения, а опорная поверхность 29 матрицы 9 войдет в контакт с цилиндрической поверхностью ступени 32 и будет зафиксирована в переднем положении для первого удара, При дальнейшем перемещении пуансонной головки 1 пуансон 2 заталкивает заготовку в отверстие матрицы 9, давая возможность ножу 34 вернуться в исходное положение, и производит осадку стержня и головки будущей заклепки 36, а также производит предварительную наметку на заготовке прошивным пуансоном 24 о При ходе ползуна с пуансонной головкой 1 на второй удар на позицию высадки устанавливается пуан- сон 3 для окончательной обработки, а зубчатая рейка 10, выйдя из контакта с регулируемым упором 4, под действием пружины 11 переместится в крайнее левое положение. При этом вал-шестерня повернется и продольный паз 33 окажется во второй четверти круга, обеспечивая возможность осевого перемещения высадочной матрицы 9 на расчетную величину. Высадочная матрица 9 с полуфабрикатом будущей заклепки под воздействием пуансона 3 перемещается до упора своей опорной поверхностью 29 в выступающую часть паза 33 цилиндрической ступени 32 вала-шестерни 30„ Происходит окончательное формирование головки заклепки, а также образование полости при подаче пблуфабриката на неподвижный прошивной пуансон 24 „
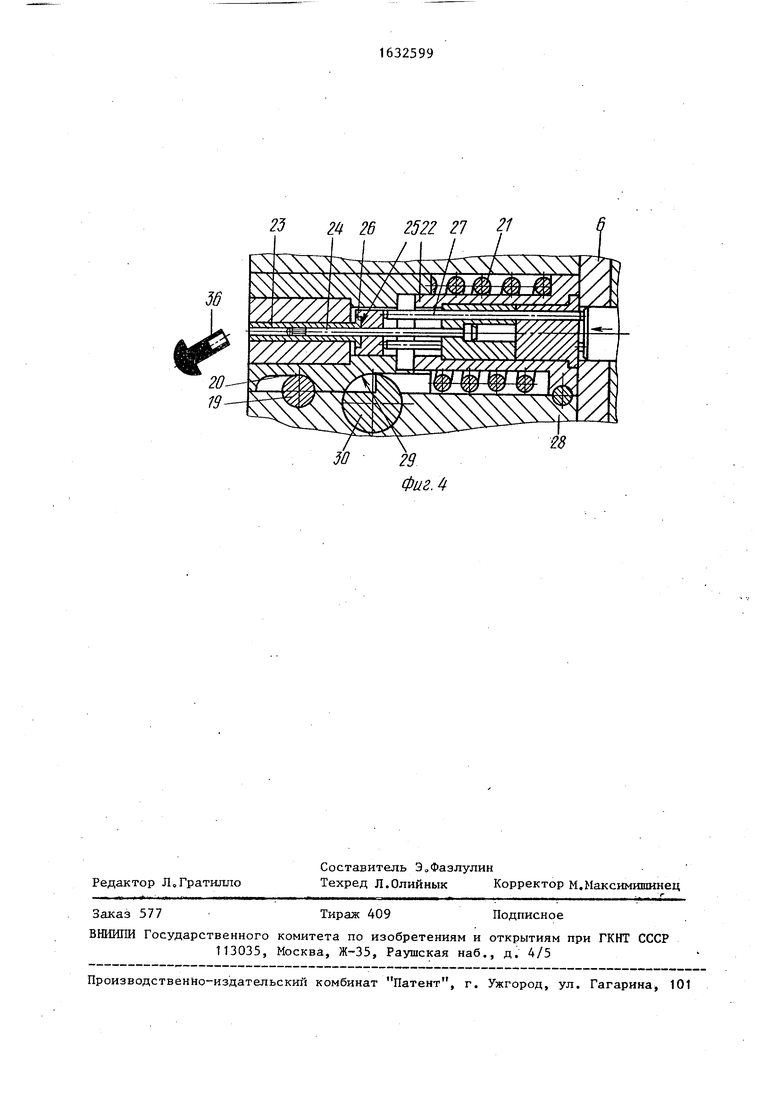
При отходе ползуна в исходное положение присходит съем готовой заклепки 36 с прошивного пуансона 24 высадочной матрицей 9 при ее возврате вперед под действием пружины 21, а затем втулка-съемник 23 от толкателей 27 выталкивает заклепку из полости высадочной матрицы,. На позиции отрезки отрезается новая заготовка и цикл .повторяется,,
Применение предлагаемого изобретения упростит конструкцию механизм ма перемещения и фиксации высадочной
2 „ Автомат по отличающийся тем, что, с целью повы шения качества изделий, упор механи ма отрезки со стороны торцовой поверхности выполнен с наклонным выст пом, расположенным со стороны, обра ной отрезному ножу под нижним уровнем отверстия отрезной матрицы, а
матрицы и собственно холодновысадочно-5С отрезная матрица установлена с возго автомата, а также повысит качество изделия за счет повышения качества поверхности реза заготовки.
можностью осевого перемещения и подпружинена в направлении отрезного но жа
Формула изобретения
2 „ Автомат по отличающийся тем, что, с целью повышения качества изделий, упор механизма отрезки со стороны торцовой поверхности выполнен с наклонным выступом, расположенным со стороны, обратной отрезному ножу под нижним уровнем отверстия отрезной матрицы, а
отрезная матрица установлена с возможностью осевого перемещения и подпружинена в направлении отрезного ножа
х ю
32
Фиг.З
Фиг. 2
10
23
2U 26 2522 21 Я
Редактор Л.Гратилло
Составитель Э0Фаэлулин
Техред Л.Олийнык Корректор М.Максимишинец
Заказ 577
Тираж 409
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг Л
Подписное
