Изобретение относится к способу изготовления упаковок, согласно которому изготавливают трубчатую первую часть упаковки из листа, выполненного из имеющего термопластичное покрытие упаковочного материала, содержащего по меньшей мере один слой индукционно нагреваемого материала; причем первая часть упаковки имеет запечатанный первый стык между двумя взаимно противоположными краевыми секциями листа; и соединяют вместе первую часть упаковки и вторую часть упаковки; при этом формируют второй стык между первой и второй частями упаковки; причем первый и второй стык пересекаются друг с другом. Настоящее изобретение также относится к устройству для осуществления этого способа. Дополнительно изобретение относится к устройству для изготовления упаковки.
Уровень техники
Известны способы запечатывания стыков при изготовлении упаковок. Один пример таких известных способов представляет собой ультразвуковое запечатывание, согласно которому ультразвуковой энергией воздействуют на термосвязующее вещество в стыке для его запечатывания. Согласно другому известному способу в стык для его запечатывания вводят клей. Если стык содержит одно проводящее вещество и одно термосвязующее вещество, то для запечатывания можно использовать запечатывание индукционным нагревом.
В US № 5889263 раскрыто устройство для индукционного запечатывания упаковочного материала, содержащего слой алюминиевой фольги. Это устройство содержит индуктор с двумя параллельными проводниками, взаимно соединенными двумя поперечными проводниками. Параллельные проводники находятся в электроизолированной несущей части. Поперечные проводники расположены в верхней поверхности индуктора и согласованы с внешними определяющими линиями плоско уложенной тубы упаковочного материала. Индуктор имеет запечатывающий зажим, который прижимает двойной слой упаковочного материала к противоположному зажиму. Параллельные проводники соединены с источником тока, в результате чего в слое алюминиевой фольги генерируется индукционный ток. Генерируется тепло и каждый проводник формирует одно запечатывание упаковочного материала. Между этими двумя запечатываниями можно разрезать упаковочный материал. Таким образом, с помощью этого устройства одновременно можно сформировать одно запечатывание двух упаковок. Применение этого устройства ограничено запечатыванием стыков между взаимно объединенными и сжатыми слоями упаковочного материала, т.е. оно ограничено поперечным запечатыванием плоско уложенной тубы упаковочного материала.
В патенте US № 6079185 раскрыто устройство индукционного запечатывания для запечатывания укупорочного средства вокруг области доступа в емкость. Либо укупорочное средство, либо емкость содержат металлическое вещество, образующее сплошной проводящий участок вокруг области доступа. Проводник расположен вокруг области доступа на внешней стороне укупорочного средства и емкости. Идущий в проводнике ток создает индуцированный ток в металлическом веществе и этот индуцированный ток следует за током, текущим вокруг области доступа. Генерируется тепло, при помощи которого укупорочное средство химически связывается с емкостью вдоль стыка.
Упомянутое устройство индукционного запечатывания ограничено применениями, в которых сплошная проводящая область предусмотрена вдоль всего запечатываемого стыка. Если в проводящем участке должно присутствовать прерывание, то будет предотвращаться следование индукционного тока за током, текущим вокруг всего участка доступа, и вместо этого индукционный ток будет рассеиваться по ненужным участкам. Это рассеивание может обусловить вредное генерирование тепла в этих нежелательных участках. Помимо этого, генерирование тепла в нужном участке может быть недостаточным, что приведет к плохому качеству стыка.
Сущность изобретения
Задача настоящего изобретения заключается в предоставлении способа и устройства для изготовления упаковок путем запечатывания с помощью индукционного тепла; причем эти способ и устройство устраняют ограничения известного уровня техники. Основная концепция изобретения заключается в обеспечении индукционного высокочастотного тока вдоль по существу всего запечатываемого стыка; при этом стык содержит индукционно нагреваемый материал, причем индуцирование тока обеспечивается в двух противоположных по существу параллельных направлениях, проходящих вдоль друг друга. Изобретение обеспечивает «направление» индуцированного нагревающего тока вдоль по существу всего стыка, даже если вдоль стыка имеется прерывание проводящего участка; причем проводящий участок ограничивается индукционно нагреваемым материалом во втором стыке. Рассеивание индуцируемого нагревающего тока предотвращается и обеспечивается герметичное и прочное запечатывание всего стыка.
Способ и устройство для решения указанной задачи определены в прилагаемой формуле изобретения и поясняются ниже.
Способ изготовления упаковки согласно настоящему изобретению включает в себя этапы: изготовления трубчатой первой части упаковки из листа, выполненного из имеющего термопластичное покрытие упаковочного материала, содержащего по меньшей мере один слой индукционно нагреваемого материала, причем первая часть упаковки имеет запечатанный первый стык между двумя взаимно противоположными краевыми секциями листа и соединения вместе первой части упаковки и второй части упаковки; формируют при этом второй стык между первой и второй частями упаковки, причем первый и второй стыки пересекаются друг с другом. Способ отличается тем, что также включает в себя этапы размещения средства индукционного нагревания, содержащего по меньшей мере два проводника, проходящих вдоль друг друга таким образом, что проводники проходят вдоль второго стыка; и запечатывания второго стыка путем подачи индукционного тока по средству индукционного нагревания; при этом индукционный ток проводится проводниками вдоль второго стыка в противоположных направлениях в упомянутых по меньшей мере двух проводниках.
Согласно одному варианту осуществлений настоящего изобретения соединение вместе первой и второй частей упаковки включает в себя позиционирование первой и второй частей упаковки таким образом, что вторая часть упаковки выступает из открытого конца трубчатой первой части упаковки; а размещение средства индукционного нагрева включает в себя этап расположения проводников периферически вдоль первой части упаковки. Это осуществление особо целесообразно при запечатывании второго стыка между двумя частями упаковки, имеющими по существу аналогичные внешние контуры во втором стыке.
Согласно альтернативному варианту осуществления: соединение вместе первой и второй частей упаковки включает в себя позиционирование первой и второй частей упаковки таким образом, что вторая часть упаковки выступает из отверстия в стенке первой части упаковки; а размещение средства индукционного нагрева включает в себя расположение проводников периферически вокруг отверстия. Это осуществление особо целесообразно при выполнении запечатывания второго стыка между двумя частями упаковки, не имеющими аналогичных внешних контуров во втором стыке.
Устройство для изготовления упаковок согласно настоящему изобретению содержит средство для изготовления трубчатой первой части упаковки из листа, выполненного из имеющего термопластичное покрытие упаковочного материала, содержащего по меньшей мере один слой индукционно нагреваемого материала; причем первая часть упаковки имеет запечатанный первый стык между двумя взаимно противоположными краевыми секциями листа, средство для соединения вместе первой части упаковки и второй части упаковки; при этом формируют второй стык между первой и второй частями упаковки, причем первый и второй стыки пересекаются; и средство подачи тока для подачи индукционного тока. Устройство отличается тем, что также содержит средство индукционного нагрева для запечатывания второго стыка; при этом средство индукционного нагрева соединено со средством подачи тока и содержит по меньшей мере два проводника, проходящих вдоль друг друга и вдоль второго стыка и проводящих индукционный ток вдоль второго стыка в противоположных направлениях в упомянутых по меньшей мере двух проводниках.
Согласно одному варианту осуществлений проводники расположены на внешней стороне первой части упаковки.
В описываемой выше компоновке средство индукционного нагрева может иметь отверстие или углубление для частичного приема первой и второй частей упаковки, формирующих второй стык; при этом проводники расположены вдоль стенки, ограничивающей отверстие или углубление. Это отверстие или углубление обеспечивают возможность легкого позиционирования проводников в правильном положении запечатывания относительно второго стыка. Термин «правильное положение запечатывания» характеризует расположение проводников как можно ближе ко второму стыку. В этом положении второй стык будет окружен стенкой, ограничивающей отверстие или углубление.
Окружность отверстия или углубления предпочтительно по существу равна внешней окружности частей упаковки вдоль второго стыка; при этом стенка, ограничивающая отверстие или углубление, имеет возможность приложения сжимающей нагрузки ко второму стыку во время его запечатывания. Эта сжимающая нагрузка, прилагаемая ко второму стыку, повышает прочность и герметичность запечатывания.
Отверстие или углубление предпочтительно имеют форму усеченного конуса для приема второй части упаковки, которая сужается в направлении от второго стыка; причем наименьшая окружность отверстия или углубления меньше внешней окружности частей упаковки вдоль второго стыка; при этом стенка, ограничивающая отверстие или углубление, имеет возможность приложения сжимающей нагрузки ко второму стыку во время его запечатывания. В этой конфигурации давление можно прилагать к средству индукционного нагрева, а противодавление - к незапечатанной упаковке в направлениях, параллельных центральной оси отверстия или углубления для приложения сжимающей нагрузки ко второму стыку.
В варианте осуществления, согласно которому проводники расположены на внешней стороне первой части упаковки, средство индукционного нагрева можно, как вариант, выполнить с углублением или отверстием для по меньшей мере частичного приема второй части упаковки; при этом проводники расположены в одной и той же плоскости, причем один из них заключает в себе другой и окружает углубление или отверстие. Аналогично упоминаемому выше варианту это углубление или отверстие обеспечивает возможность легкого позиционирования проводников в правильном положении запечатывания относительно второго стыка. Как и прежде, термин «правильное положение запечатывания» характеризует расположение проводников как можно ближе ко второму стыку. В этом положении плоскость, в которой расположены проводники, будет параллельной поверхности первой части упаковки вдоль второго стыка.
Согласно альтернативному осуществлению проводники расположены на внутренней стороне первой части упаковки.
В описываемом выше варианте осуществления средство индукционного нагрева может содержать опорный элемент, частично окружаемый первой и второй частями упаковки, формирующими второй стык; при этом проводники расположены вдоль стенки, расположенной на опорном элементе и ограничивающей в себе этот опорный элемент; при этом стенка имеет возможность приложения сжимающей нагрузки второму стыку по время его запечатывания. Этот опорный элемент обеспечивает возможность легкого позиционирования проводников в правильном положении запечатывания относительно второго стыка. Как и прежде, термин «правильное положение запечатывания» характеризует расположение проводников как можно ближе ко второму стыку. В этом положении второй стык будет окружать стенку опорного элемента.
Каждый из проводников предпочтительно образует круговой и неполный путь тока вдоль второго стыка. Целесообразно, чтобы расстояние между концами путей тока было как можно меньшим, чтобы «направлять» индуцированный ток нагревания по как можно большей части стыка. Но это расстояние предпочтительно достаточно большое, чтобы исключить перекрытие концов.
Согласно предпочтительному варианту осуществления проводники соединены друг с другом на одном конце и со средством подачи тока - на другом конце. Эта компоновка позволит двум проводникам проводить индукционный ток в двух противоположных направлениях вдоль второго стыка без необходимости использования более двух электрических соединений.
Средство индукционного нагрева индуцирует нагревающий ток в упомянутом слое индукционно нагреваемого материала, причем этот слой содержит металлическую фольгу. Металлическая фольга предпочтительно является алюминиевой, имеющей хорошую проводимость и которая также целесообразна в качестве материала-барьера для кислорода в антисептических упаковках.
Признаки, указываемые в связи с устройством, разумеется, относятся и к способу согласно настоящему изобретению. Помимо этого, описываемые здесь признаки относятся к устройству для изготовления упаковок, содержащих средство индукционного нагрева, состоящее по меньшей мере из двух проводников, проходящих вдоль друг друга и соединенных со средством подачи тока. Это устройство отличается тем, что проводники проводят индукционный ток в противоположных направлениях.
Разумеется, упоминаемые выше признаки можно комбинировать в одном и том же варианте осуществления.
Краткое описание чертежей
Фиг.1 - устройство для изготовления упаковки согласно настоящему изобретению.
Фиг.2 - упаковка, которую можно изготовить с помощью устройства согласно Фиг.2.
Фиг.3 - способ изготовления одной части упаковки согласно Фиг.2.
Фиг.4 - схема технологического процесса, иллюстрирующая способ изготовления упаковки согласно настоящему изобретению.
Фиг.5а - схематический вид части известного устройства индукционного запечатывания.
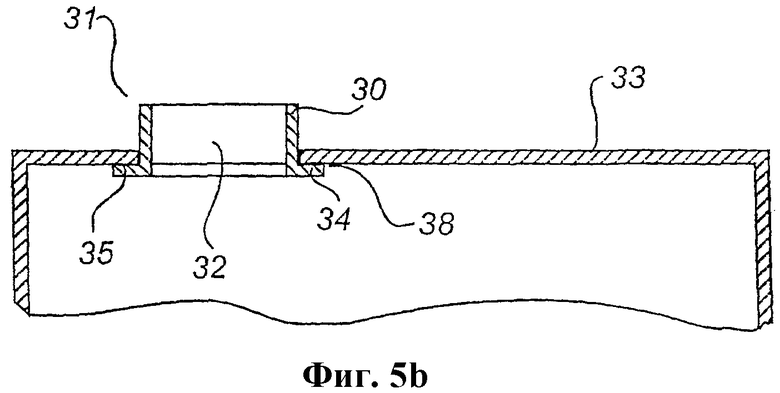
Фиг.5b - две части упаковки, которые можно запечатать вместе с помощью устройства индукционного запечатывания согласно Фиг.5а.
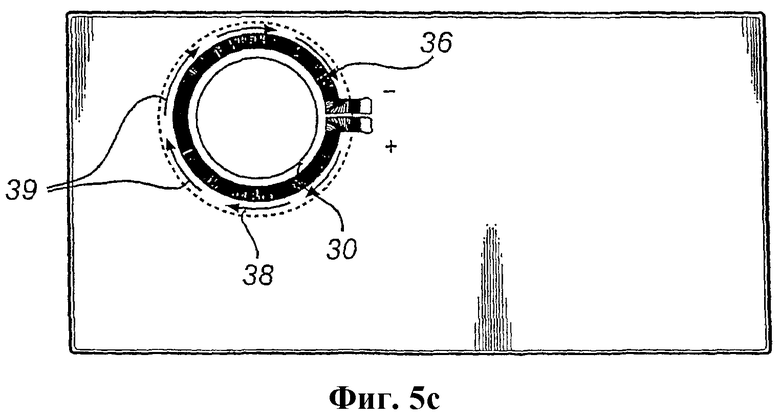
Фиг.5с - запечатывание частей упаковки согласно Фиг.5b.
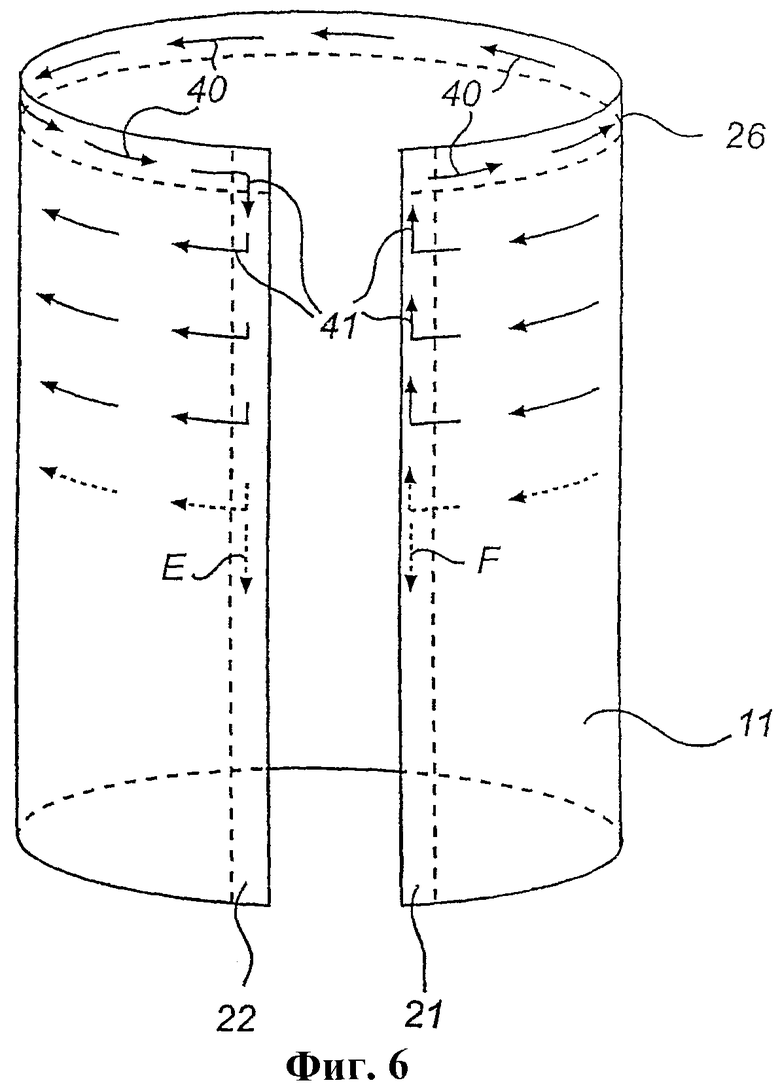
Фиг.6 - пути индукционного тока в упаковке согласно Фиг.2, генерируемого известным устройством индукционного запечатывания.
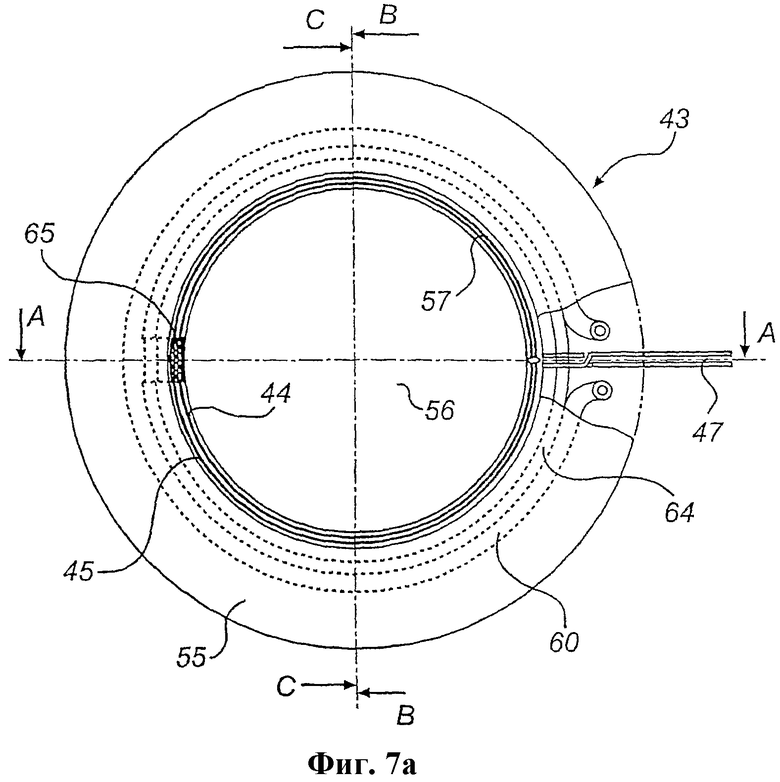
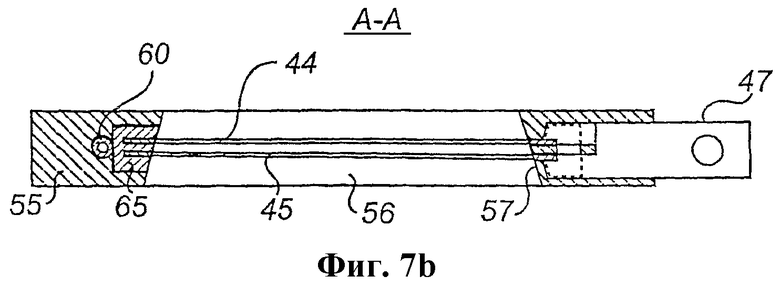
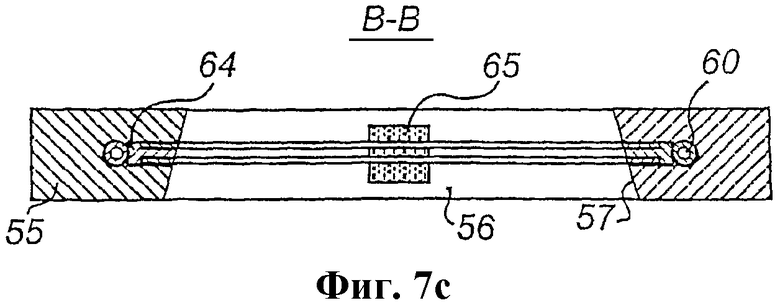
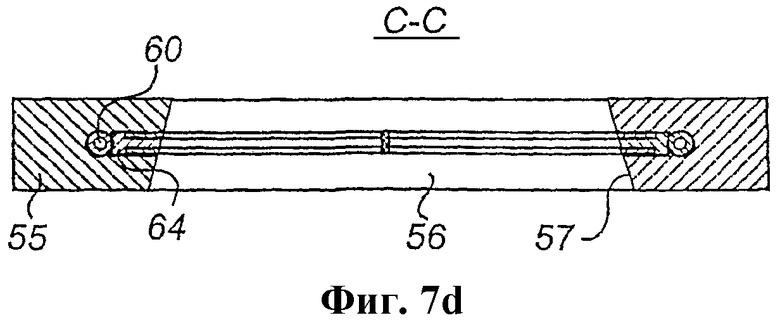
Фиг.7а-d - средство индукционного нагрева согласно настоящему изобретению.
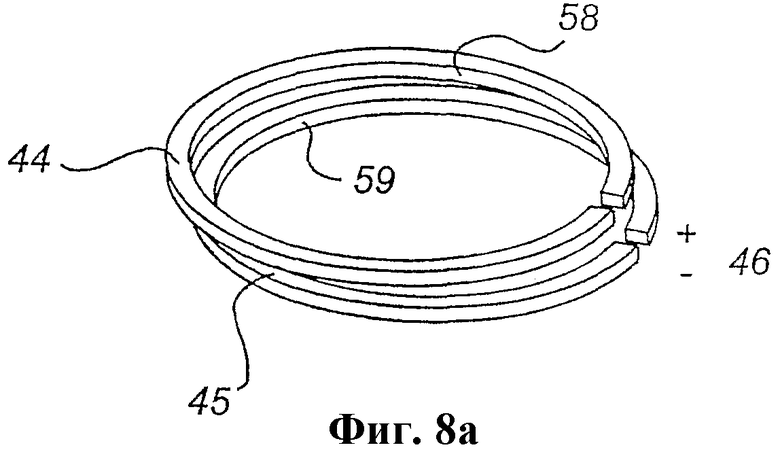
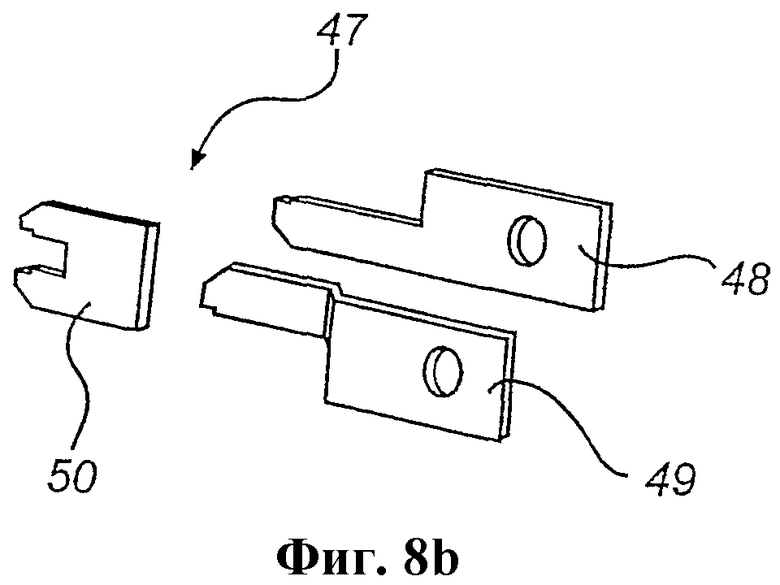
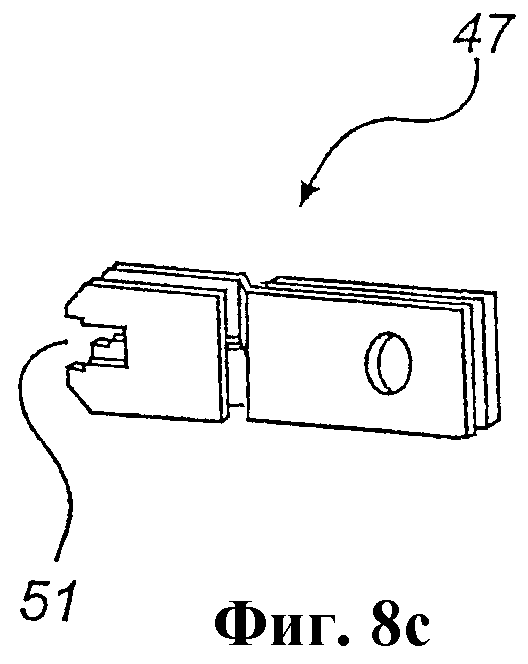
Фиг.8а-с - отдельные компоненты средства индукционного нагрева согласно Фиг.7а-d.
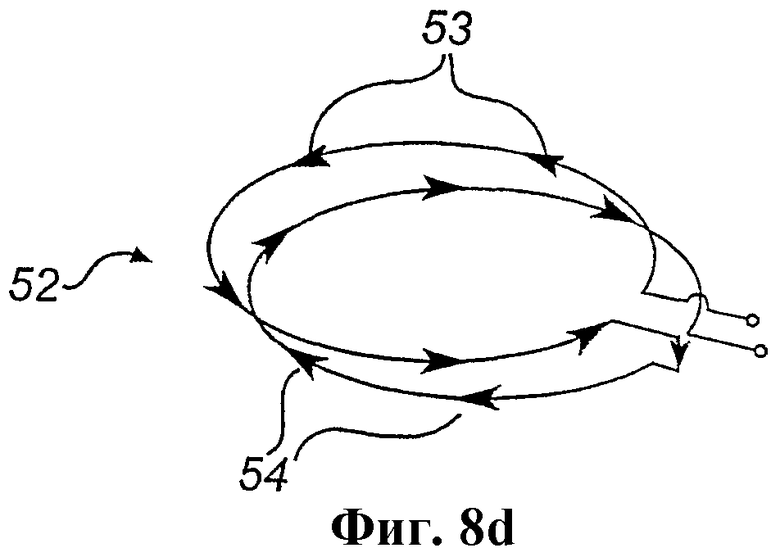
Фиг.8d - принципиальная схема, соответствующая средству индукционного нагрева согласно Фиг.7а-d.
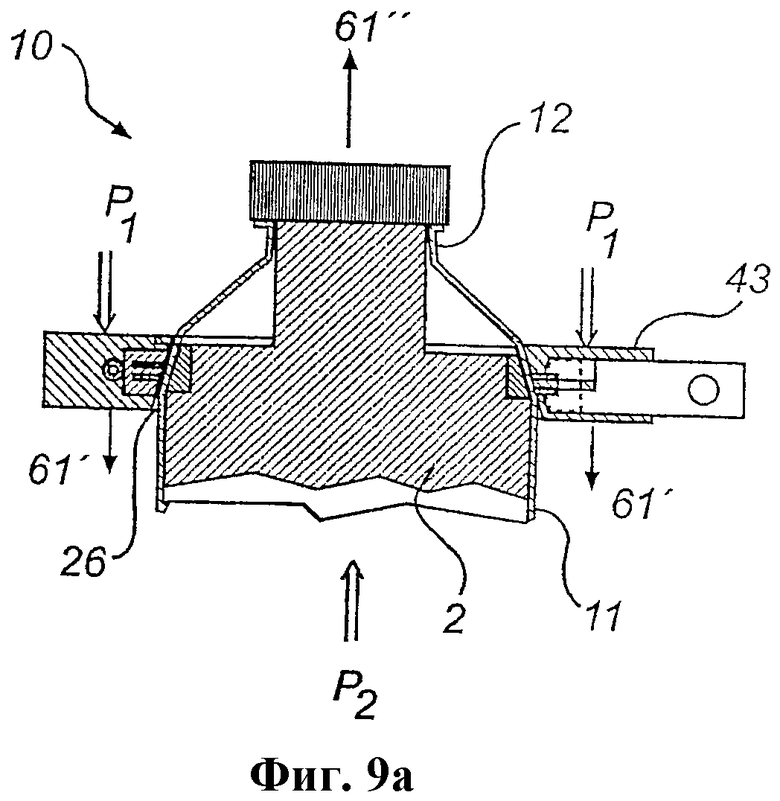
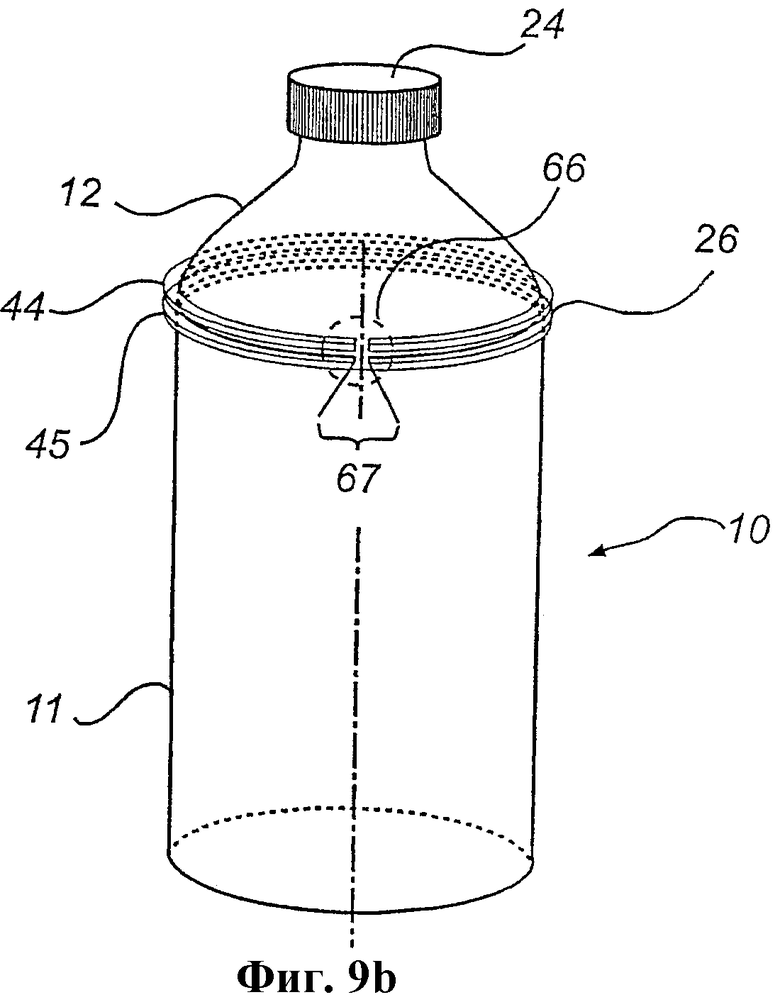
Фиг.9а-b - компоновка для запечатывания стыка упаковки согласно Фиг.2 с помощью средства индукционного нагрева согласно Фиг.7а-d.
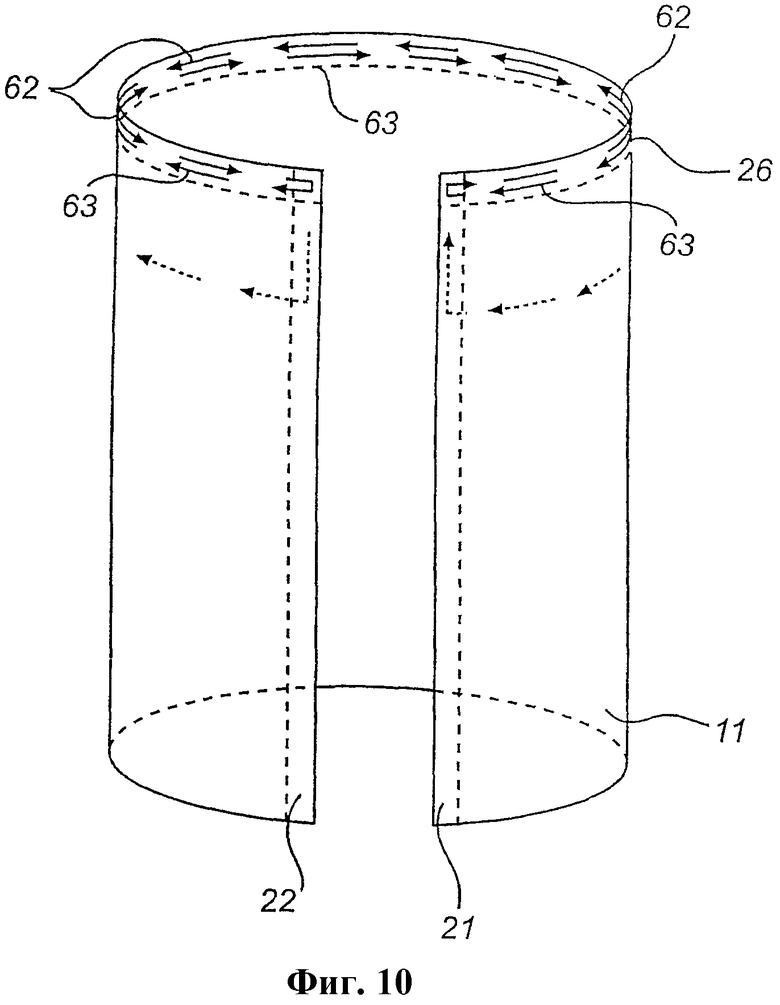
Фиг.10 - пути индукционного тока в упаковке согласно Фиг.2, генерируемого средством индукционного нагрева согласно Фиг.7а-d.
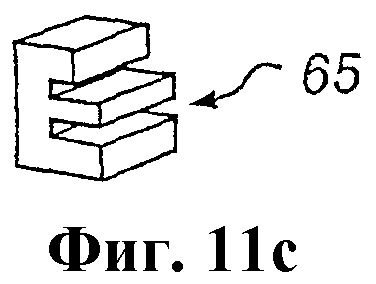
Фиг.11а-с - различные варианты осуществления вставки для сосредоточения магнитных полей, которую можно использовать в соединении со средством индукционного нагрева согласно настоящему изобретению.
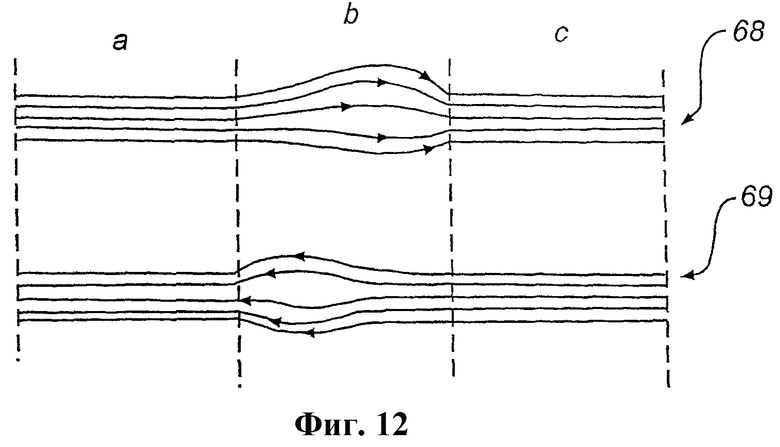
Фиг.12 - рассеяние индукционного тока в самой важной части упаковки согласно Фиг.2 во время запечатывания.
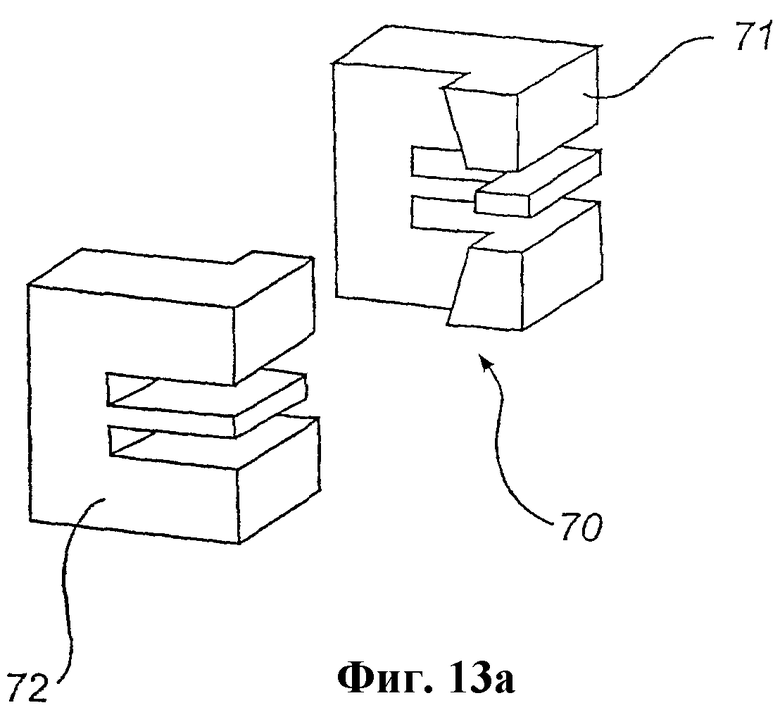
Фиг.13а - еще одна вставка для сосредоточения магнитных полей, которую можно использовать в соединении со средством индукционного нагрева согласно настоящему изобретению.
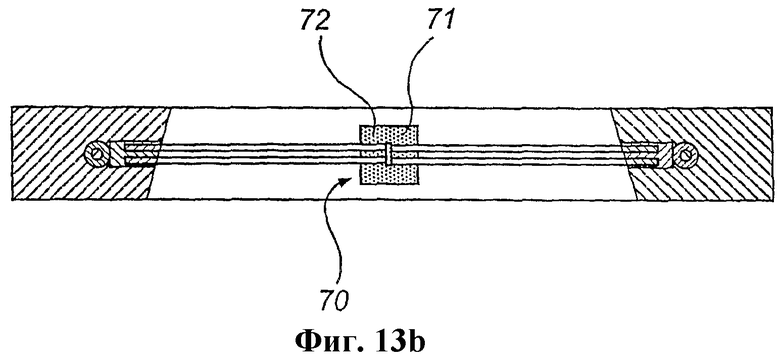
Фиг.13b - вставка согласно Фиг.13а, установленная в средстве индукционного нагрева согласно настоящему изобретению.
Фиг.14а-е - альтернативный вариант осуществления средства индукционного нагрева согласно настоящему изобретению.
Фиг.15 - компоновка для запечатывания стыка упаковки согласно Фиг.2с помощью средства индукционного нагрева согласно Фиг.14а-е.
Фиг.16а-b - упаковка, которую можно изготовить с помощью альтернативного варианта осуществления средства индукционного нагрева согласно настоящему изобретению.
Фиг.17а-b - альтернативный вариант осуществления средства индукционного нагрева для запечатывания вместе частей упаковки согласно Фиг.16а-b.
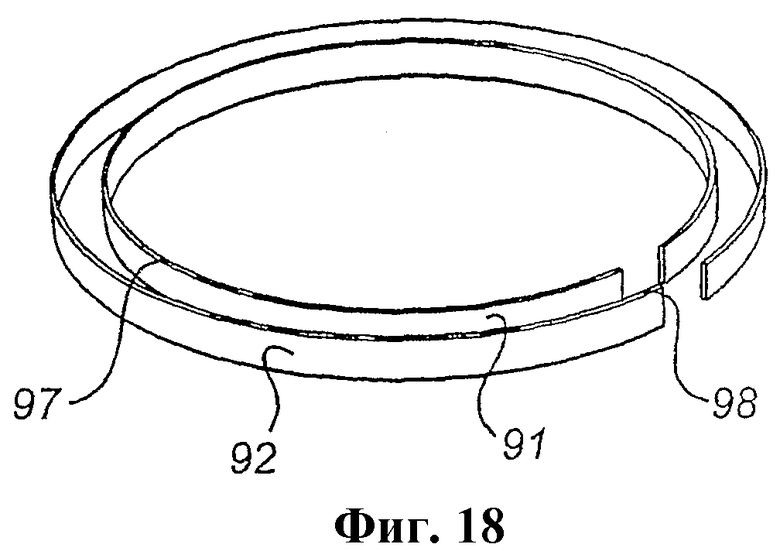
Фиг.18 - отдельные компоненты средства индукционного нагрева согласно Фиг.17а-b.
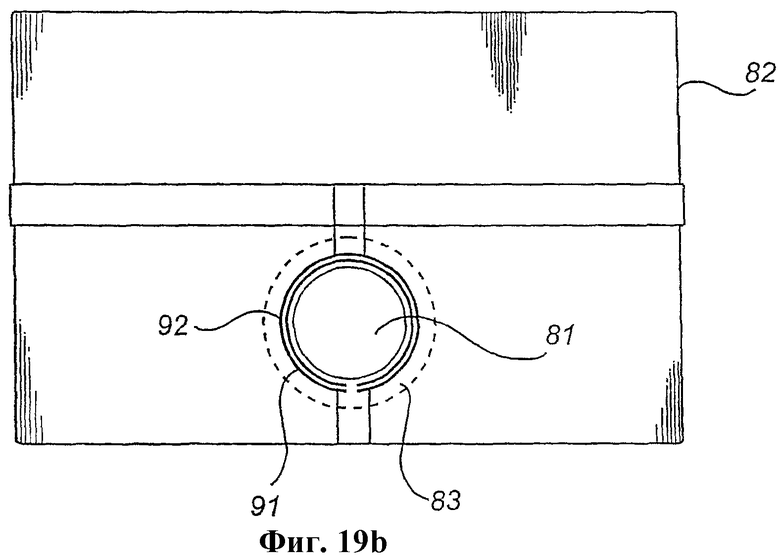
Фиг.19а-b - компоновка для запечатывания стыка упаковки согласно Фиг.16а-b с помощью средства индукционного нагрева согласно Фиг.17а-d.
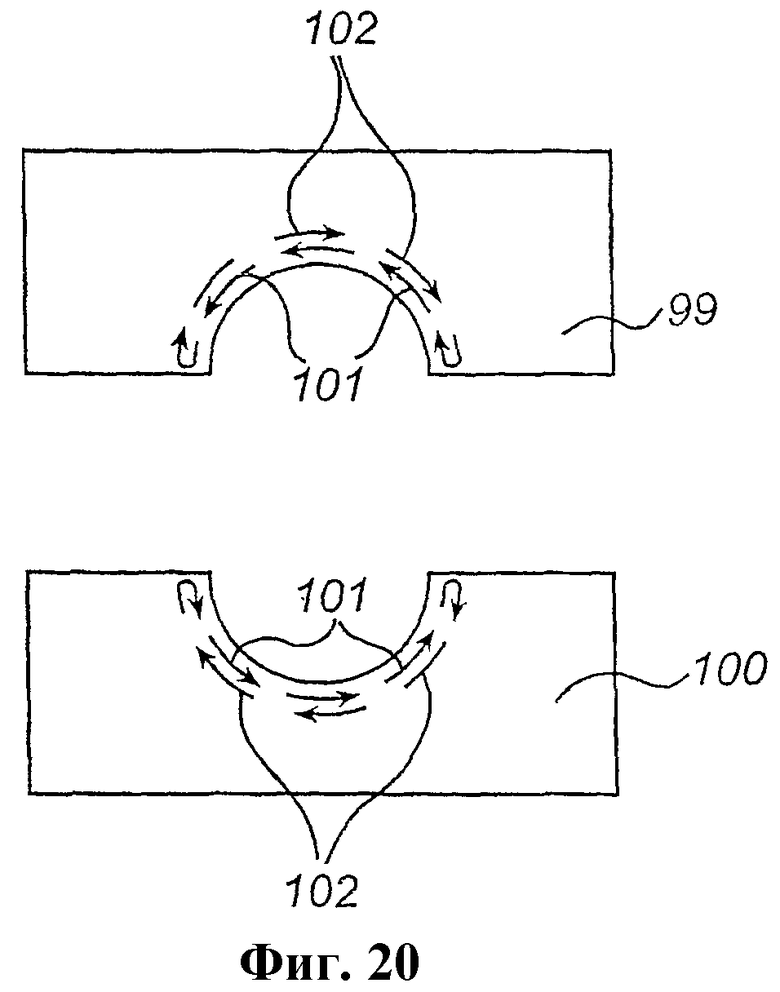
Фиг.20 - пути индуцированного тока в упаковке согласно Фиг.16а-и, созданного средством индукционного нагрева согласно Фиг.17а-d.
Подробное описание осуществлений
Фиг.1 показывает схематичный вид сверху устройства 1 для изготовления упаковки. Устройство 1 имеет несколько штанг 2, прикрепленных к колесу 3. В работе колесо 3 вращается вокруг геометрической оси 4, в результате чего штанги 2 двигаются по круговой траектории 5. Вдоль круговой траектории 5 расположено несколько станций 6-9 обработки, на которых выполняются определенные этапы изготовления. Эти станции обработки описываются подробнее ниже.
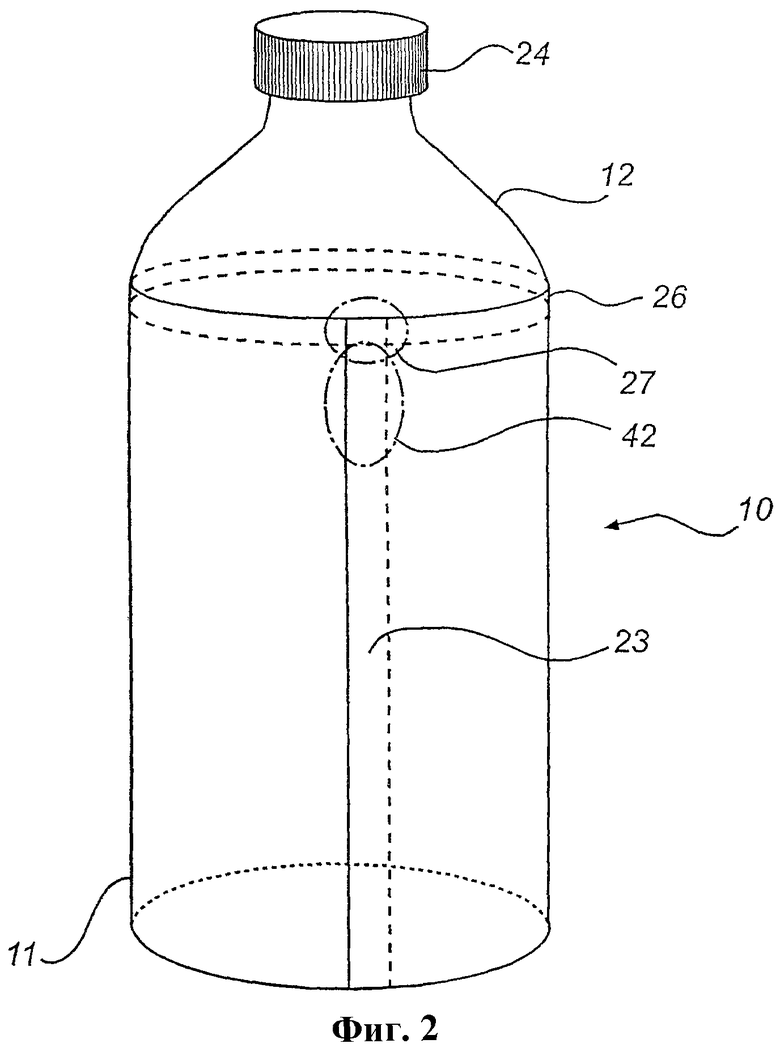
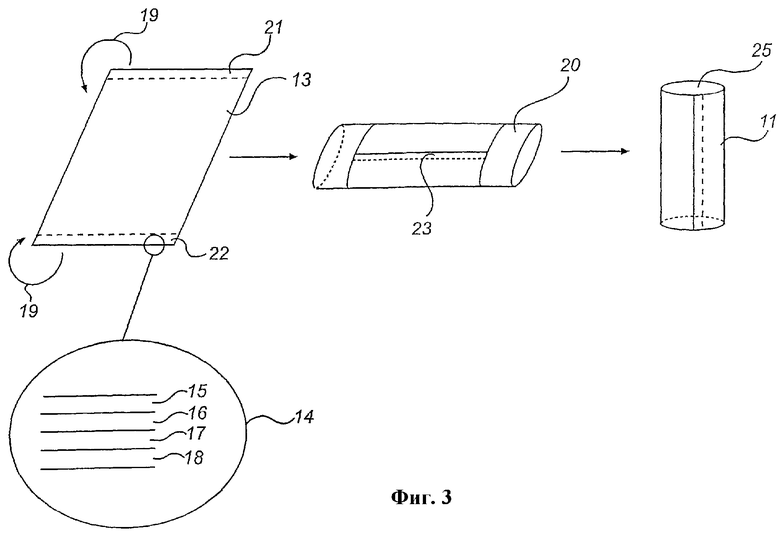
Фиг.2 показывает пример упаковки 10, которую можно изготовить с помощью устройства 1. Упаковка имеет форму бутылки, состоящей из первой части 11 упаковки и второй части 12 упаковки. Первая часть 11 является трубчатой и сделана из упаковочного материала с термопластичным покрытием. Фиг.3 схематически показывает изготовление этой первой трубчатой части упаковки или рукава 11. Лист 13 упаковочного материала используется для изготовления одного рукава 11. Круг 14 содержит увеличенное изображение, показывающее поперечное сечение листа 13. Лист 13 состоит из термопластичного слоя 15, слоя индукционного нагреваемого материала в виде алюминиевой фольги 16, слоя картона 17 и еще одного термопластичного слоя 18. Термопластичные слои могут состоять, например, из полипропилена, полиэтилена или полиэтилентерефталата. Лист 13, как указано стрелками 19, складывается вокруг формирующего средства 20 и формируется в тубу путем наложения со взаимным перекрытием двух противоположных краевых секций 21, 22 листа. С помощью запечатывающего средства (не показано) термопласт в перекрываемой области нагревается, в результате чего формируется первый герметичный стык 23. Вторая часть 12 упаковки, которую, например, можно изготовить формованием, раздувом или литьем под давлением, представляет собой пластмассовый верхний элемент, имеющий открывающее/закрывающее устройство 24.
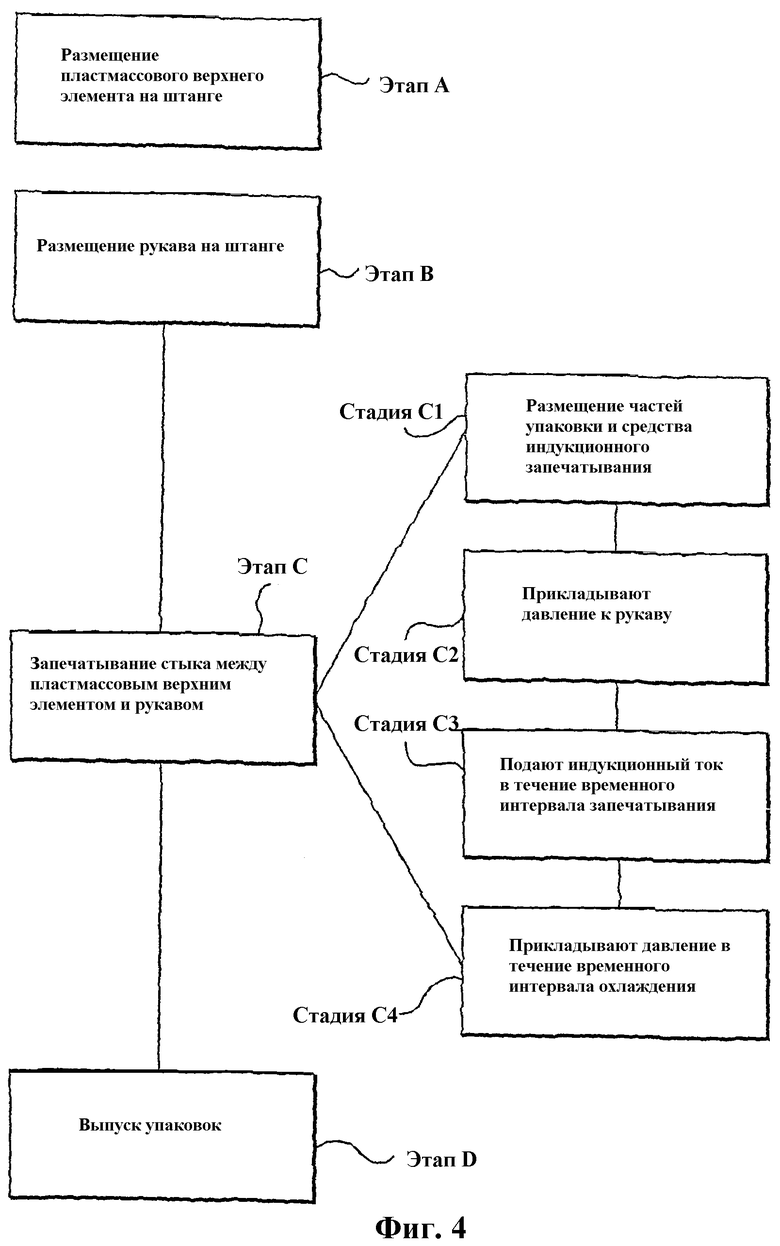
Фиг.4 показывает последовательность операций способа изготовления упаковки 10 согласно Фиг.2 с помощью устройства 1, показываемого на Фиг.1.
Как упомянуто выше, колесо 3 и штанги 2 вращаются во время работы и при этом каждая штанга 2 на колесе 3 направляется на разные станции 6-9 обработки вдоль круговой траектории 5. При повороте колеса 3 на 360 градусов каждая штанга 2 на колесе 3 пройдет каждую станцию обработки один раз. Вращение осуществляется поэтапно и при этом каждый этап соответствует движению штанги 2 между двумя станциями обработки. Между двумя этапами, т.е. на каждой станции обработки, колесо 3 останавливается на определенное время для выполнения разных этапов изготовления. В работе каждая из штанг 2 используется для изготовления одной упаковки 10 за один оборот колеса 3. На Фиг.1 пунктирные линии показывают результат после каждой станции обработки.
На первой станции 6 обработки один пластмассовый верхний элемент 12 располагают на каждой штанге 2 (этап А). Пластмассовые верхние элементы можно доставлять к первой станции обработки транспортером (не показан) и пластмассовые верхние элементы можно подавать с транспортера и надевать на каждую штангу снимающим/надевающим устройством (не показано). На второй станции 7 обработки один рукав 11 располагают на каждой штанге 2 и надевают его на пластмассовый верхний элемент (этап В). Рукава поступают от запечатывающего средства, упоминаемого выше, после изготовления согласно Фиг.3. Рукава 11 можно также доставлять от запечатывающего средства и надевать на каждую штангу снимающим/надевающим устройством (не показано). После этого этапа рукав 11 и пластмассовый верхний элемент 12 соединяют вместе. Пластмассовый верхний элемент выступает из открытого конца 25 трубчатого рукава 11 (Фиг.3); при этом рукав частично перекрывает пластмассовый верхний элемент у второго стыка 26 между ними. При этом первый и второй стыки 23 и 26 пересекаются в области, обозначенной кругом 27 на Фиг.2. На третьей станции 8 обработки второй стык 26 между рукавом 11 и пластмассовым верхним элементом 12 запечатывается (этап С) с помощью запечатывающего устройства 28 (символично показано). Запечатывающее устройство 28 и этап С согласно данному способу описываются подробнее ниже. После этого этапа рукав 11 и пластмассовый верхний элемент 12 соединяются вместе во втором стыке 26. На четвертой и последней станции 9 обработки упаковки 10 выходят из устройства 1 (этап D). Этот этап также можно выполнить с помощью снимающего/надевающего устройства и транспортера (не показан).
После запечатывания второго стыка 26 и также, предпочтительно, первого стыка 23 применяют запечатывание индукционным нагревом. Принципы этого метода запечатывания в соответствии с настоящим изобретением заключаются в индуцировании электрического нагревающего тока в алюминиевой фольге 16 для нагревания фольги и, таким образом, также и термопластичного слоя 15. Нагревающий ток в алюминиевой фольге можно индуцировать магнитным полем, генерируемым электрическим высокочастотным индуцирующим током, протекающим через электропроводный материал в расположенном рядом устройстве индукционного запечатывания.
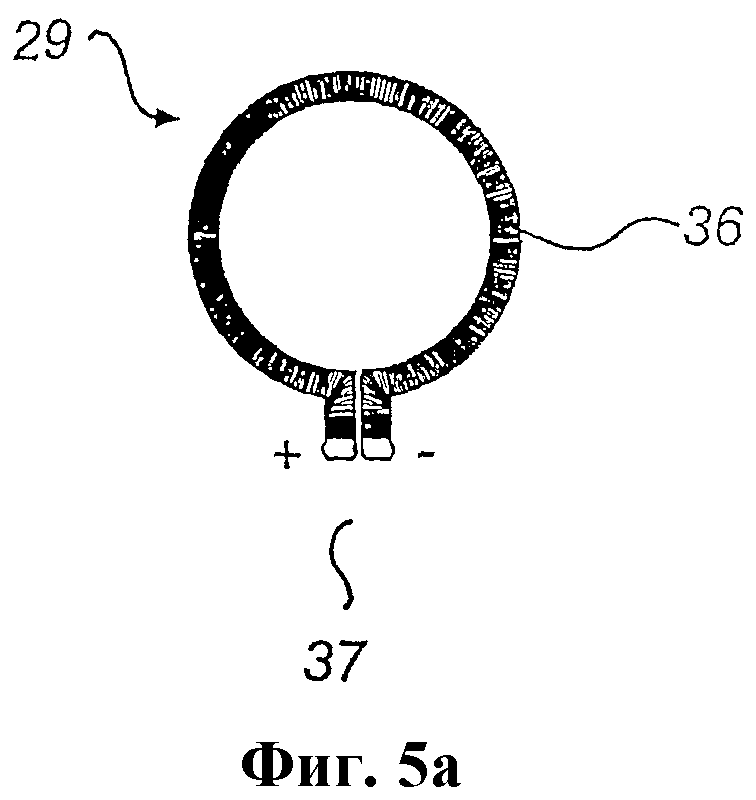
На Фиг.5а схематично показана часть 29 известного устройства индукционного запечатывания (в целом не показано). Оно используется для запечатывания индукционным нагревом укупорочного средства, состоящего из слива и фланца из термопластичного материала, с емкостью, выполненной из имеющего термопластичное покрытие материала, содержащего металлический слой. В сечении на чертеже Фиг.5b показано, что слив 30 укупорочного средства 31выступает из отверстия 32 в емкость 33. При этом фланец 34 упирается в участок 35 вокруг отверстия 32 в емкости. Устройство индукционного запечатывания содержит проводник 36, соединенный с подающим ток средством 37 (указано как + и -). Проводник 36 расположен вокруг слива 30 вдоль стыка 38 между укупорочным средством 31 и емкостью 33 - показано на виде сверху на Фиг.5с. Когда ток протекает через проводник 36, то вокруг проводника создается магнитное поле. Ток индуцируется в металлическом слое, проводник 36 при этом «направляет» индуцированный ток по стыку 38. Термопластичный материал в стыке нагревается и при этом стык запечатывается, емкость и укупорочное средство, или точнее фланец укупорочного средства, соединяются вместе. В этой компоновке металлический слой формирует сплошной проводящий участок вдоль всего стыка 38, при этом созданное магнитное поле индуцирует ток, проводимый по существу по всему стыку - показано стрелками 39 на Фиг.5с.
Фиг.6 показывает результат запечатывания, когда описываемое выше известное устройство индукционного запечатывания используется для запечатывания второго стыка 26 упаковки 10, показанной на Фиг.2. На Фиг.6, для ясности, показан только рукав 11. При этом первый стык 23 рукава показан «незапечатанным» - для пояснения пути тока индукционного нагрева в алюминиевой фольге 16. В этой конструкции по причине наличия первого стыка рукава алюминиевая фольга не образует сплошной проводящий участок по всему второму стыку 26. В алюминиевой фольге имеется разрыв в перекрытии краевых секций 21 и 22 листа 13. При подаче индуцирующего тока в известном устройстве индукционного запечатывания магнитное поле, созданное вокруг проводника 36, будет индуцировать нагревающий ток в алюминиевой фольге, который «направляется» проводником по второму стыку в направлении, указанном стрелками 40. Когда индуцированный ток достигнет разрыва в алюминиевой фольге, то он не сможет более «направляться» в направлении 40, определяемом проводником, т.е. по второму стыку, и будет вынужден идти в другом направлении. Поэтому по законам природы индуцированный ток вместо этого будет проходить по пути, соответствующему низшему полному сопротивлению. Поскольку первый стык 23 рукава 11 соответствует низшему полному сопротивлению, индуцированный ток будет следовать по первому стыку на протяжении некоторого расстояния и затем постепенно произойдет его утечка. После утечки индуцированный ток «вернется» по направлениям, приблизительно противоположным направлению 40, и снова дойдет до первого стыка, пройдет по первому стыку до второго стыка 26 и далее будет следовать по направлению 40. Описываемый выше путь тока показан стрелками 41 на Фиг.6. Таким образом, последствие разрыва в проводящем участке по второму стыку вместе с известным устройством индукционного запечатывания заключается в том, что индуцированный ток будет утекать из второго стыка в ненужные части рукава.
По той причине, что индуцированный ток выходит из нужного участка запечатывания и вместо этого следует по первому стыку 23, алюминиевая фольга вдоль первого стыка будет нагреваться и поэтому также будут нагреваться термопластичные слои вдоль первого стыка. Это обстоятельство может ослабить или даже повредить часть первого стыка, где утекающий индуцированный ток достаточно силен, чтобы отрицательно сказаться на запечатывании первого стыка. Эта часть первого стыка показана в круге 42 на Фиг.2. Один из возможных способов устранения этого недостатка заключается в приложении давления к первому стыку, чтобы краевые секции 21 и 22 не смогли разойтись и при этом ослабить или повредить запечатывание. Но есть еще один недостаток, вызываемый индуцируемым током, выходящим из нужного участка запечатывания. Поскольку значительная часть мощности, обеспечиваемой индуцируемым током, рассеивается вне нужного участка запечатывания, то мощность, рассеиваемая в участке, ограничиваемом кругом 27 согласно Фиг.2, может быть недостаточной. Это обстоятельство может привести к негерметичному запечатыванию второго стыка на этом участке. Для устранения этого недостатка необходимо увеличить мощность, обеспечиваемую индуцируемым током. Но повышенная мощность запечатывания в свою очередь может привести к отрицательным результатам в отношении запечатывания частей второго стыка вне круга 27, показываемого на Фиг.2. Помимо этого, эта повышенная мощность запечатывания потребует повышенной энергии, подаваемой в устройство индукционного запечатывания.
Фиг.7а представляет собой схематический вид сверху средства 43 индукционного нагрева согласно настоящему изобретению. Средство индукционного нагрева находится в устройстве 28 запечатывания, показываемом на Фиг.1. Фиг.7b-d показывают поперечные сечения средства 43 индукционного нагрева, выполненные соответственно по линиям А-А, В-В и С-С на Фиг.7а. Средство индукционного нагрева имеет два круглых медных проводника 44 и 45 одинаковой формы и по существу одинаковых размеров. Проводники, электрически изолированные друг от друга, расположены в параллельных плоскостях и проходят вдоль друг друга. На Фиг.8а проводники 44 и 45 показаны «голыми» и изолированными от остального средства 43 индукционного нагрева, которое ниже также называется индукторным средством. Проводники соединены со средством 46 подачи высокочастотного, 500 кГц, тока (показано как + и -), которое также входит в состав запечатывающего устройства 28 согласно Фиг.1. В этих целях индукторное средство 43 также содержит электрический соединительный элемент 47, который показан «голым» и изолированным от остального индукторного средства, показанного на Фиг.8b и 8с. Фиг.8b показывает подетальное изображение электрического соединительного элемента. Он содержит соединитель 48 положительного полюса, соединяющийся с положительным полюсом средства подачи тока, и соединитель 49 отрицательного полюса, соединяющийся с отрицательным полюсом средства подачи тока. Электрический соединительный элемент 47 также содержит проводниковый соединитель 50, соединяющий проводники 44 и 45. Фиг.8с показывает вид в сборе компонентов, показанных на Фиг.8b. Разумеется, эти компоненты будучи в сборе электрически изолированы друг от друга соответствующим изолятором (не показан). Углубление 51 в электрическом соединительном средстве вмещает проводники 44 и 45 для осуществления электрических соединений между проводниками и компонентами 48, 49 и 50. Фиг.8d показывает «принципиальную схему» 52, иллюстрирующую эти электрические соединения. Фиг.8с совместно с Фиг.8d наглядно показывают, что ток, прилагаемый к соединителям 48 и 49 положительного и отрицательного полюсов, будет проводиться в одном направлении в проводник 44, как указано стрелками 52, и в параллельном противоположном направлении в проводник 45, как указано стрелками 54.
Снова обращаясь к Фиг.7а-7d, средство 43 индукционного нагрева также содержит изолирующее тело 55, в котором частично расположены проводники 44 и 45 и электрический соединительный элемент 47. Тело сформировано с отверстием 56 в форме усеченного конуса и поэтому тело имеет форму полого цилиндра. Из чертежей видно, что проводники расположены вдоль стенки 57, ограничивающей отверстие в форме усеченного конуса, и почти полностью встроены в тело 55. Снаружи средства 43 индукционного нагрева можно видеть только «внутренние стенки» 58 и 59 (Фиг.8а) проводников 44 и 45 соответственно. Помимо этого, средство 43 индукционного нагрева содержит охлаждающий элемент для охлаждения. Охлаждающий элемент содержит медную трубку 60, встроенную в изолирующее тело 55 и проходящую вдоль проводников 44 и 45. Медная трубка направляет хладагент, например воду, вдоль проводников для их охлаждения.
Фиг.9а представляет собой поперечное сечение компоновки для запечатывания второго стыка 26 упаковки 10 с помощью средства 43 индукционного нагрева. Фиг.9b представляет собой вид в перспективе устройства согласно Фиг.8а; при этом средство 43 индукционного нагрева показано без изолирующего тела 55, электрического соединительного элемента 47 и медной трубки 60. Согласно Фиг.9а и 9b индукторное средство 43 расположено снаружи вокруг второго стыка 26 во время запечатывания. Для осуществления такого расположения средство 43 индукционного нагрева надвигается на пластмассовый верхний элемент 12 упаковки 10, как указано стрелками 61', при этом упаковка расположена на одной из штанг 2. Это эквивалентно вставке пластмассового верхнего элемента в отверстие 56 в форме усеченного конуса - показано стрелкой 61''. Поскольку пластмассовый верхний элемент сужается в направлении 61'' от второго стыка 26, поэтому незапечатанная упаковка будет свободно двигаться через индукционное средство на некоторое расстояние, пока не «захватится» стенкой 57, ограничивающей отверстие 56 в форме усеченного конуса. Наименьшая окружность отверстия в форме усеченного конуса несколько меньше внешней окружности частей 11 и 12 упаковки вдоль второго стыка 26. Помимо этого, внутренняя окружность проводников 44, 45 по существу равна внешней окружности частей упаковки вдоль второго стыка. Вышеизложенное говорит о том, что упаковка будет «захвачена» в индукторном средстве таким образом, что второй стык будет окружен проводниками, т.е. проводники будут следовать второму стыку вокруг упаковки.
Снова обращаясь к Фиг.4, второй стык 26 между рукавом 11 и пластмассовым верхним элементом 12 запечатан на этапе С технологического процесса. Этап С запечатывания включает в себя несколько стадий, описываемых ниже. На первой стадии С1 части упаковки и средство 43 индукционного нагрева размещают согласно вышеизложенному, т.е. проводники 44 и 45 располагают вокруг второго стыка. На следующей стадии С2 прилагают давление Р1 к средству индукционного нагрева и противодавление Р2 - от штанги 2 к незапечатанной упаковке 10; причем давления прилагают в направлениях, параллельных первому стыку 23 рукава, как показано на Фиг.9а. Под воздействием этих давлений стенка 57, ограничивающее отверстие 56 в форме усеченного конуса, прилагает сжимающую нагрузку ко второму стыку 26. На следующей стадии С3 подают индукционный ток в средство 43 индукционного нагрева и проводят его через проводники 44, 45 вокруг второго стыка. Индукционный ток подают в течение определенного временного интервала запечатывания около 150 мсек-1 сек, в течение которого нагревающий ток индуцируется в алюминиевой фольге 16, которая нагревается, в результате чего нагревается также термопластичный слой 15. В конце временного интервала запечатывания второй стык будет запечатываться, но термопластичный слой будет оставаться все еще теплым. Таким образом, если давление Р1 на средство 43 индукционного нагрева будет снято сразу по истечении временного интервала запечатывания, то запечатывание второго стыка может и оказаться недостаточно прочным и может быть повреждено. Поэтому этап С также включает в себя стадию С4, на которой давление, воздействующее на средство индукционного нагрева, поддерживается на протяжении временного интервала охлаждения в течение 150 мсек-1 сек перед его снятием. Этот временной интервал охлаждения позволяет термопластичному слою охладиться настолько, что обеспечивается прочное и герметичное запечатывание второго стыка.
Фиг.10 показывает результат запечатывания, когда средство 43 индукционного нагрева используется для запечатывания второго стыка 26 упаковки 10, показанной на Фиг.2. Аналогично Фиг.6 на Фиг.10 для ясности показан только рукав 11 с «незапечатанным» первым стыком 23. Таким образом можно наглядно пояснить путь тока индукционного нагрева. Также в этой компоновке алюминиевая фольга 16 не формирует сплошной проводящий участок вдоль всего второго стыка по причине наличия разрыва в перекрытии между краевыми секциями 21 и 22 листа 13. Когда индукционный ток подается в индукторное средство 43, то магнитное поле, создаваемое вокруг проводника 44, будет индуцировать первый нагревающий ток в алюминиевой фольге, «направляемый» проводником 45 вдоль второго стыка в направлении, указанном стрелками 62. Аналогично, магнитное поле, создаваемое вокруг проводника 45, будет индуцировать второй нагревающий ток в алюминиевой фольге, который «направляется» проводником 45 вдоль второго стыка в направлении, указанном стрелками 63. Таким образом, первый и второй токи индукционного нагрева будут следовать вдоль второго стыка 26 в двух параллельных противоположных направлениях 62 и 63. Когда первый нагревающий ток в направлении, указанном стрелками 62, достигнет разрыва алюминиевой фольги, то он больше не сможет «направляться» в направлении 62, определяемом проводником 44, а будет вынужден идти в другом направлении. Вследствие этого первый нагревающий ток «возвращается» и «направляется» проводником 45 и вместо этого начнет идти в направлении 63. Но небольшое количество первого нагревающего тока будет все еще утекать в первый стык, идти по нему и вытекать из него. Но это количество настолько мало, что будет иметь незначительное последствие для запечатывания первого стыка. Соответствующее явление имеет место, когда второй нагревающий ток в направлении, указанном стрелками 63, достигнет разрыва алюминиевой фольги, т.е. «вернется» и вместо этого начнет идти в направлении 62. Таким образом, индукторное средство проводит индукционный ток в двух параллельных противоположных направлениях вокруг второго стыка, вследствие чего только очень небольшое количество тока, индуцируемого в алюминиевой фольге, будет утекать из второго стыка в ненужные части рукава.
Как следует из приводимого выше описания, второй стык фактически состоит из двух промежуточных стыков, из которых один промежуточный стык сделан первым нагревающим током и второй - вторым нагревающим током. Два промежуточных стыка расположены предпочтительно близко, причем расстояние между проводниками 44 и 45 небольшое (прибл. 1-2 мм). По причине этого небольшого расстояния между проводниками их соответствующие магнитные поля создают друг другу помехи, что отрицательно сказывается на результате запечатывания. Во избежание этого отрицательного последствия между проводниками 44 и 45 можно расположить материал с высокой магнитной проницаемостью, такой как Ferrotron™. Согласно Фиг.7а, с и d вставка 64 из Ferrotron™ расположена между проводниками 44 и 45. Функция вставки из Ferrotron™ заключается в сосредоточении магнитного поля вокруг соответствующих проводников. Это сосредоточение своим результатом имеет отделение магнитных полей друг от друга и исключение возможности создания ими помех друг другу.
Согласно Фиг.10 при использовании средства 43 индукционного нагрева согласно Фиг.7а-d индуцированный ток большей частью будет оставаться в нужном участке запечатывания. Поэтому алюминиевая фольга вдоль первого стыка 23 не будет нагреваться до такой степени, чтобы сказываться на запечатывании первого стыка на участке, заключаемом в круге 42 на Фиг.2. При этом, поскольку мощность, обеспечиваемая индуцированным током, по этой причине рассеивается внутри нужного участка запечатывания, то мощность, рассеиваемая в участке в круге 27 на Фиг.2, будет достаточной для получения хорошего герметичного запечатывания второго стыка на этом участке без необходимости увеличения подачи энергии в средство 43 индукционного нагрева.
Тем не менее, участок в круге 27 на Фиг.2 является особо важной частью упаковки 10 и утечка с наибольшей вероятностью произойдет именно здесь. Поэтому желательно в еще большей степени упрочнить запечатывание на этом конкретном участке. Это можно достигнуть при помощи помещения материала с высокой магнитной проницаемостью, аналогичного упоминаемому выше Ferrotron™ вокруг частей проводников 44 и 45, которые установлены наиболее близко к пересечению первым и вторым стыками во время запечатывания. На Фиг.7а-с вставка 65 из Ferrotron™ расположена вокруг проводников 44 и 45 и встроена в изолирующее тело 55 средства 43 индукционного нагрева. На Фиг.11а-с три разных варианта осуществления вставки 65 из Ferrotron™ отделены от остального средства индукционного нагрева. Функция вставки Ferrotron™ заключается в том, чтобы сосредоточить магнитное поле, создаваемое индукционным током в проводниках 44 и 45, чтобы локально повысить генерирование мощности в алюминиевой фольге 16. Результатом этого действия будет более прочное запечатывание второго стыка 26 в месте пересечения с первым стыком 23.
Еще одной особо важной частью упаковки 10 является часть второго стыка, которая во время запечатывания будет расположена наиболее близко к электрическому соединительному элементу 47, описываемому со ссылкой на Фиг.8b-с. Эта другая особо важная часть второго стыка показана в круге 66 на Фиг.9b. Поскольку проводники 44 и 45 не проходят вдоль второго стыка 26 непрерывно на этом участке, то индуцированный ток не будет «направляться» вдоль части второго стыка, соответствующей расстоянию между соединителями 48 и 49 положительного и отрицательного полюсов, указанной позицией 67 на Фиг.9b. Фиг.12 схематически показывает поведение индуцированного нагревающего тока в алюминиевой фольге 16 в круге 66. Верхняя часть 68 на Фиг.12 показывает поведение первого нагревающего тока, идущего в направлении 62 на Фиг.10. Нижняя часть 69 на Фиг.12 показывает поведение второго нагревающего тока, идущего в направлении 63 на Фиг.10. На отрезках а и с индуцируемые нагревающие токи «направляются» проводниками и поэтому идут по существу по прямому пути вдоль второго стыка. На отрезке b, соответствующем расстоянию между соединителями положительного и отрицательного полюсов электрического соединительного элемента, т.е. расстоянию 67 на Фиг.9b, «направляемости» нет и индуцируемые нагревающие токи начинают рассеиваться. Из-за этого рассеивания генерирование мощности на отрезке b будет ниже, чем на отрезках а и с. В свою очередь это обстоятельство обусловит ухудшение запечатывания части второго стыка, соответствующей отрезку b. Для устранения этого недостатка описываемый выше способ можно применить для локального увеличения генерирования мощности в нужном участке, чтобы улучшить запечатывание. В этих целях вставку 70 из Ferrotron™ согласно Фиг.13а можно использовать и расположить вокруг участка между соединителями положительного и отрицательного полюсов. Это показано на Фиг.13b, которая соответствует Фиг.7d, при этом средство 43 индукционного нагрева имеет вставку 70 из Ferrotron™. Как видно на Фиг.13а, вставка 70 состоит из двух частей 71 и 72, которые объединены в окончательной сборке согласно Фиг.13b.
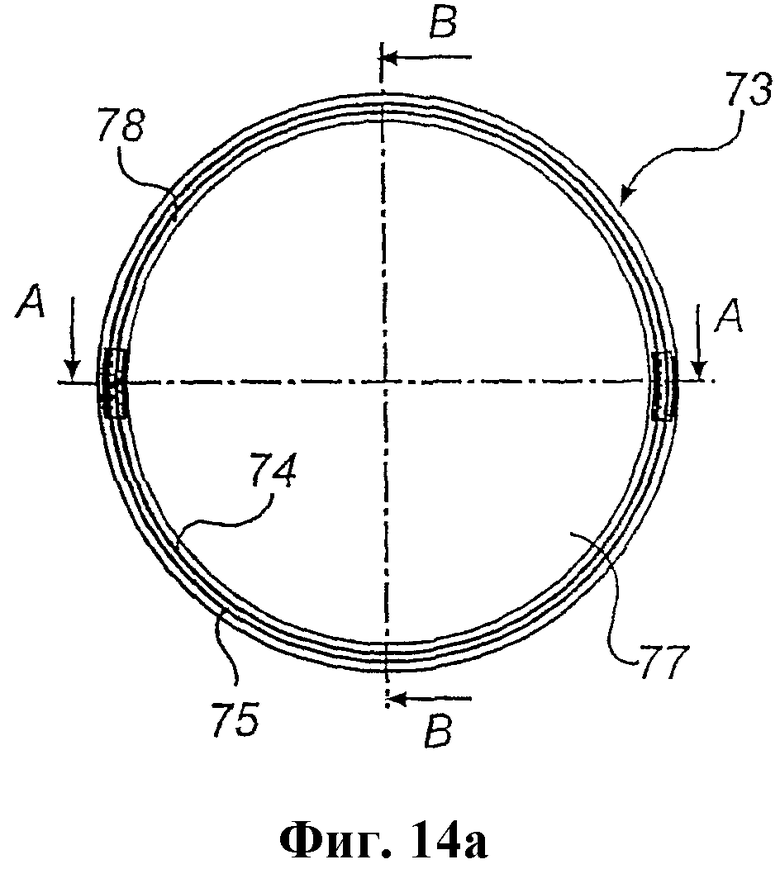
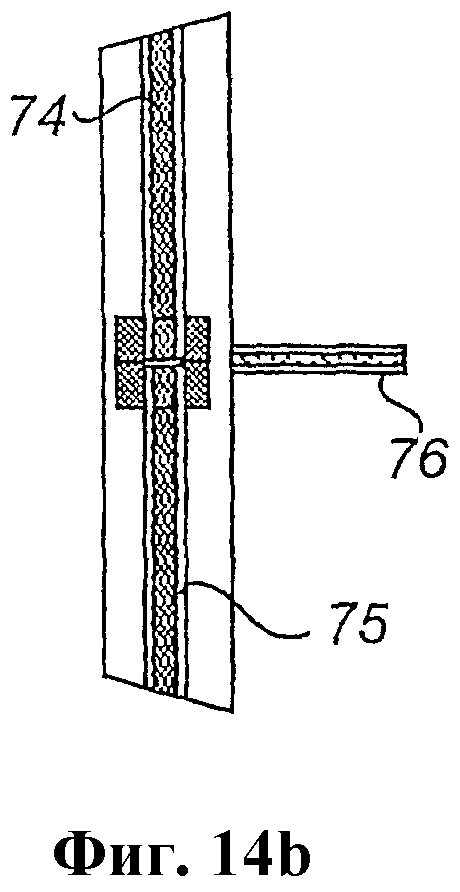
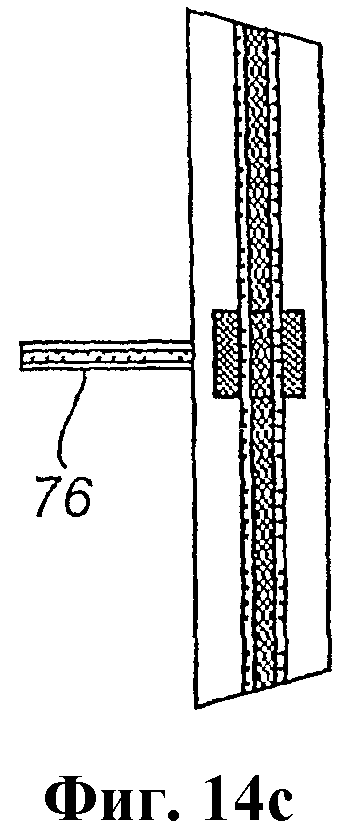
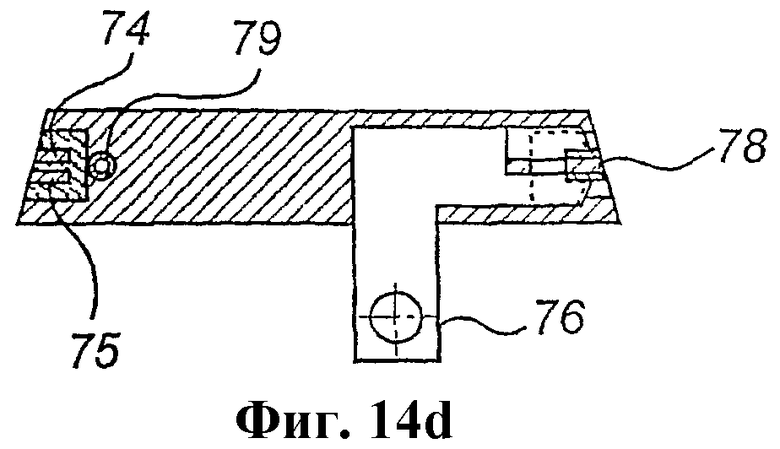
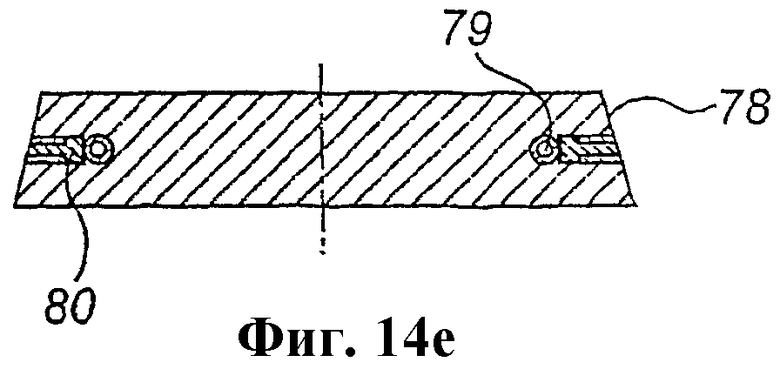
Выше описано средство индукционного нагрева, расположенное на внешней стороне упаковки 10 во время запечатывания второго стыка 26. Согласно альтернативному варианту осуществления средство индукционного нагрева согласно настоящему изобретению можно расположить внутри упаковки во время запечатывания второго стыка. Это «внутреннее» средство 43 индукционного нагрева схематически показано на Фиг.14а-е. Фиг.14а представляет собой вид сверху, а Фиг.14b и с - вид сбоку «внутреннего» средства 73 индукционного нагрева. Фиг.14d и е являются поперечными сечениями внутреннего средства 73 индукционного нагрева, выполненными по линиям А-А и В-В, показываемым соответственно на Фиг.14а. «Внутреннее» индукционное средство или «внутреннее» индукторное средство 73 содержит два проводника 74 и 75, которые аналогичны проводникам 44 и 45 средства 43 индукционного нагрева на Фиг.7. Проводники 74 и 75 также соединены со средством подачи высокочастотного, 500 кГц, тока, обозначенным позицией 46 на Фиг.8b. В этих целях индукторное средство 73 также содержит электрический соединительный элемент 76, аналогичный элементу 47 индукторного средства 43.
Индукторное средство 73 также содержит опорный элемент для проводников 74, 75 в виде изолирующего тела 77, в котором частично установлены проводники 74 и 75, и электрический соединительный элемент 76. Тело имеет форму усеченного конуса, поскольку его внешняя стенка 78 наклонная. Согласно Фиг.14а-е проводники 74 и 75 расположены вдоль этой внешней стенки 78 и почти полностью встроены внутрь тела. Снаружи средства 73 индукционного нагрева видны только их «внешние стенки». Средство 73 индукционного нагрева также содержит охлаждающий элемент, встроенный в изолирующее тело, и содержит медную трубку 79, которая направляет хладагент по проводникам 74 и 75. Также аналогично излагаемому выше варианту осуществления вставка 80 из Ferrotron™ расположена между проводниками 74 и 75, чтобы предотвратить взаимные помехи магнитных полей вокруг двух проводников.
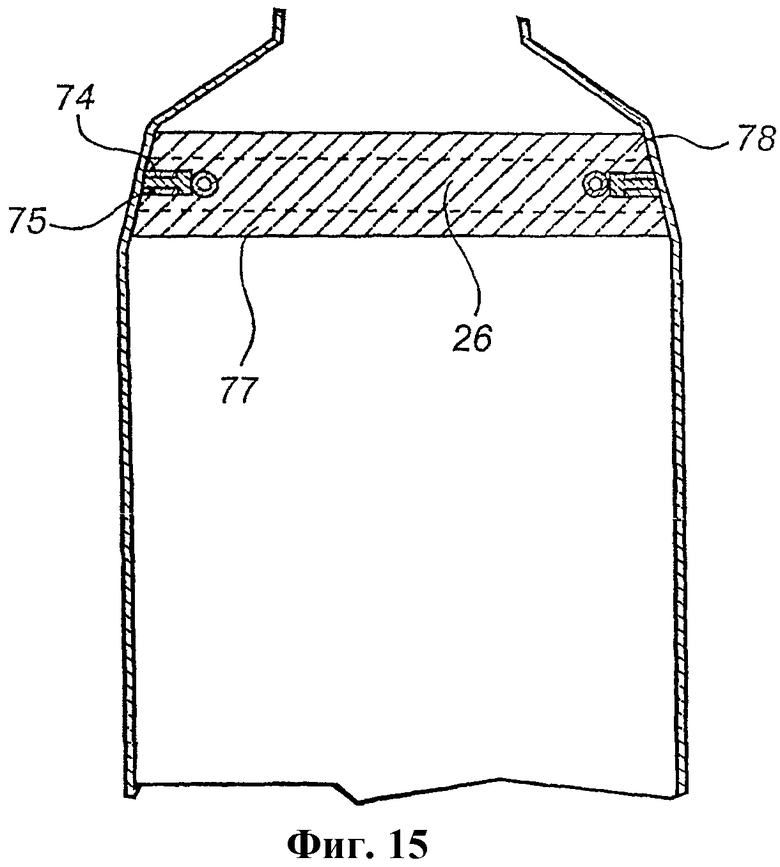
Фиг.15 показывает поперечное сечение компоновки для запечатывания второго стыка 26 упаковки 10 с помощью средства 73 индукционного нагрева. Согласно Фиг.15 индукторное средство 73 расположено на внутренней стороне вдоль второго стыка 26 во время запечатывания. Для создания этой компоновки средство 73 индукционного нагрева проходит в рукав 11. Это действие эквивалентно надеванию рукава на средство индукционного нагрева. Поскольку пластмассовый верхний элемент 12 сужается в направлении от второго стыка 26, то индукторное средство 73 будет свободно перемещаться в незапечатанной упаковке на некоторое расстояние до того, как пластмассовый верхний элемент «захватится» внешней стенкой 78 индукторного средства. Внешняя окружность проводников 74 и 75 по существу равна внутренней окружности частей 11 и 12 упаковки вдоль второго стыка 26. Поэтому упаковка «захватится» индукционным средством 73, в результате чего второй стык будет окружать проводники, т.е. проводники пройдут внутрь второго стыка вокруг упаковки.
Помимо компоновки средства индукционного нагрева относительно упаковки во время запечатывания, два различных индукторных средства 43 и 73 функционируют аналогично и обеспечивают те же преимущества запечатывания. Помимо этого, также в случае с «внутренним» индукторным средством 73 вставки из Ferrotron™, аналогичным вставкам согласно Фиг. 11а - 11с и 13а, можно расположить вокруг соединителей 74 и 75 на совместном пересечении и вокруг участка между соединителями положительного и отрицательного полюсов электрического соединительного элемента 76 соответственно для повышения эффективности запечатывания в этих участках. Тем не менее, нужно указать, что устройство 1 для изготовления упаковок согласно Фиг.1 можно несколько модифицировать, если запечатывающее устройство 28 содержит «внутреннее» средство индукционного нагрева. Причем способ изготовления упаковки 10 согласно Фиг.2 в этом модифицированом устройстве будет включать в себя те же этапы, что и излагаемый выше способ, выполняемый посредством устройства 1. Но порядок этапов технологического процесса согласно Фиг.4 может измениться.
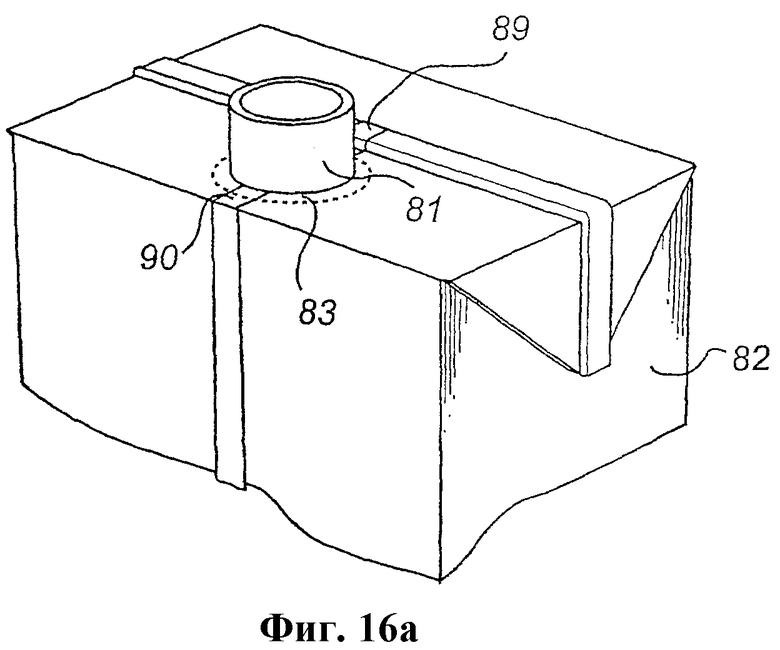
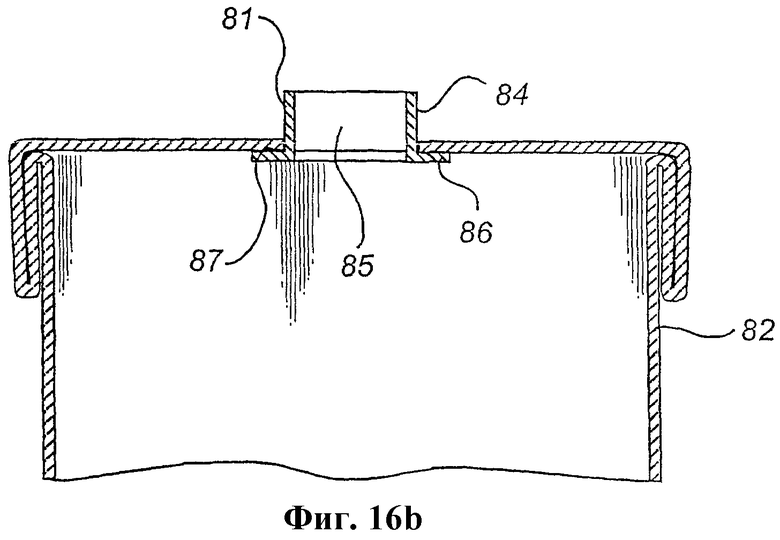
Согласно альтернативному варианту осуществления средство индукционного нагрева в соответствии с настоящим изобретением можно использовать для индукционного термозапечатывания между первой и второй частями упаковки в виде емкости и укупорочного средства. Данное изобретение особо пригодно в тех случаях, когда укупорочное средство располагается на участке емкости, содержащей уже запечатанный стык. Фиг.16а представляет собой вид в перспективе примера такого варианта, в котором укупорочное средство 81, аналогичное укупорочному средству 31 на Фиг.5b, нужно запечатать на емкости 82 типа Tetra Brik Aseptic™ вдоль стыка 83. Аналогично емкости 33 на Фиг.5b емкость 82 состоит из имеющего термопластичное покрытие материала, содержащего металлический слой. Металлический слой состоит из алюминиевой фольги. Согласно Фиг.16b, которая показывает поперечное сечение упаковки на Фиг.16а, слив 84 укупорочного средства 81 выступает из отверстия 85 в емкость 82. Причем фланец 86 упирается в участок 87 вокруг отверстия 85 внутри емкости.
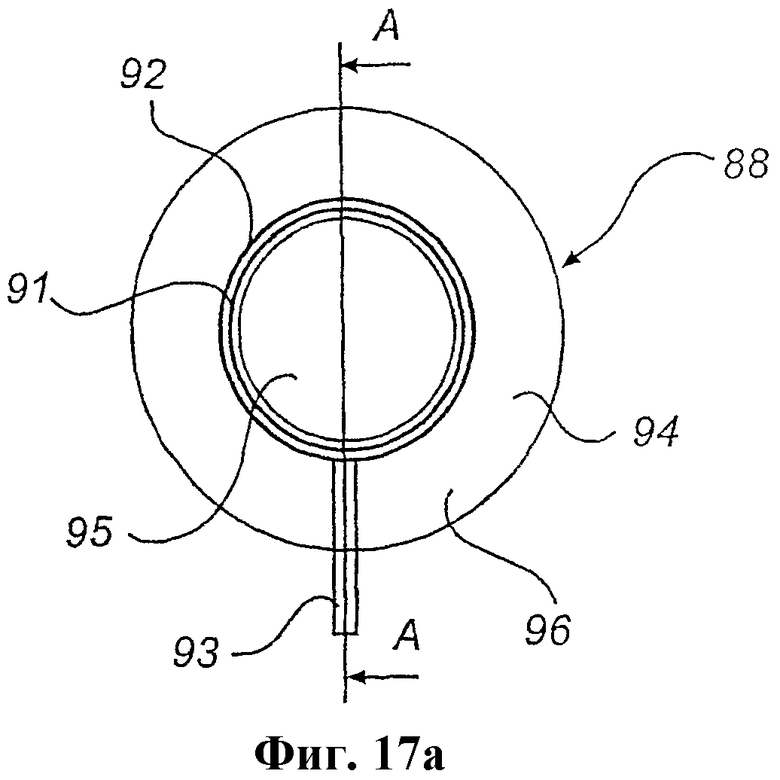
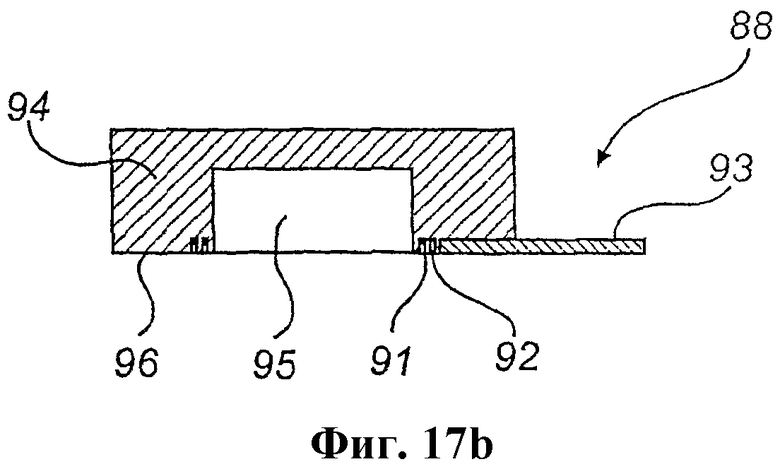
Фиг.17а показывает вид сверху средства 88 индукционного нагрева согласно настоящему изобретению для запечатывания стыка 83 между емкостью 82 и укупорочным средством 81. Согласно Фиг.16а два других уже запечатанных стыка 89 и 90 пересекают стык 83. Фиг.17b показывает поперечное сечение устройства 88 индукционного нагрева, выполненное по линии А-А на Фиг.17а. Устройство 88 индукционного нагрева содержит два круглых медных проводника 91 и 92, которые имеют одинаковую форму, но разные размеры. Проводники расположены в одной и той же плоскости и проходят вдоль друг друга. При этом проводник 91 охватывается проводником 92. На Фиг.18 проводники 91 и 92 показаны «голыми» и отделенными от остального устройства 88 индукционного нагрева, которое ниже также упоминается как индукторное средство. Проводники 91 и 92 также соединены со средством подачи высокочастотного, 500 кГц, тока, обозначенным позицией 46 на Фиг.8b. Для этой цели индукторное средство 88 также содержит электрический соединительный элемент 93, имеющий соединитель положительного полюса, соединитель отрицательного полюса и проводниковый соединитель, причем упомянутые соединители (не показаны) электрически изолированы друг от друга. Электрический соединительный элемент 93 выполняет те же функции, что и описываемые выше элементы 47 и 76.
Снова обращаясь к Фиг.17а-b, средство 88 индукционного нагрева также содержит изолирующее тело 94, в котором частично расположены проводники 91 и 92 и электрический соединительный элемент 93. Тело имеет цилиндрическое углубление 95. Согласно Фиг.17а-b проводники, электрически изолированные друг от друга, окружают углубление вдоль стенки 96, и проводник 91 имеет внутреннюю окружность, несколько большую, чем окружность углубления. Стенка 96 упирается в участок емкости 82, окружающий слив 84 во время запечатывания стыка 83. Проводники почти полностью встроены в тело 94. Снаружи средства 88 индукционного нагрева видны только поверхности 97 и 98 (Фиг.18) проводников 91 и 92 соответственно. Помимо этого, средство 88 индукционного нагрева содержит охлаждающий элемент, аналогичный описываемому выше (не показан). Аналогично излагаемым выше вариантам осуществления вставка из Ferrotron™ (не показана) расположена между проводниками 91 и 92 для исключения взаимных помех магнитных полей вокруг двух проводников.
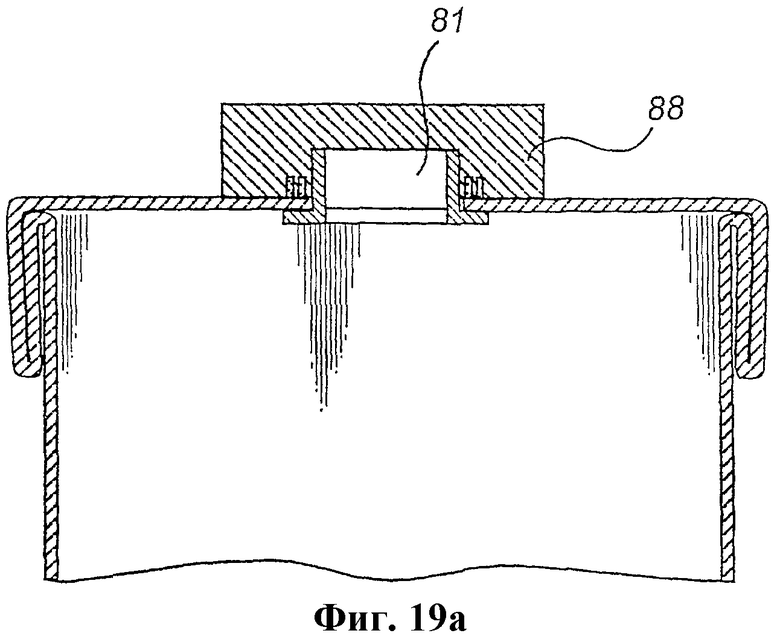
Фиг.19а показывает поперечное сечение компоновки для запечатывания стыка 83 между емкостью 82 и укупорочным средством 81 с помощью средства 88 индукционного нагрева. Фиг. 19b показывает вид сверху компоновки, показанной на Фиг.19а; средство 88 индукционного нагрева показано без изолирующего тела 94 и электрического соединительного элемента 93. Согласно Фиг.19а и 19b в углубление 95 входит слив 84 укупорочного средства. Поэтому окружность углубления несколько больше внешней окружности слива
Фиг.20 показывает результат запечатывания согласно описанной выше компоновке. Для ясности показана только верхняя часть коробки 82 с «незапечатанными» стыками 89 и 90; при этом верхняя часть разделена на две верхние секции 99 и 100. Таким образом можно ясно показать путь индуцированного нагревающего тока в двух верхних секциях. Алюминиевая фольга не образует сплошной проводящий участок по всему стыку 83 по причине наличия стыков 89 и 90. Когда индукционный ток поступает в индукторное средство 88, при этом первый нагревающий ток будет индуцирован проводником 91 в алюминиевой фольге в каждой верхней секции 99 и 100. Эти первые нагревающие токи будут «направляться» проводником 91 вдоль стыка в направлении, указанном стрелками 101. Аналогично второй нагревающий ток будет индуцирован проводником 92 в алюминиевой фольге в каждой верхней секции. Эти вторые нагревающие токи будут «направляться» проводником 92 вдоль стыка в направлении стрелок 102. Таким образом, первый и второй индуцированные нагревающие токи будут идти по стыку 83 в двух параллельных противоположных направлениях 101 и 102. Когда один из индуцированных нагревающих токов, «направленный» в одном из направлений, доходит до одного из разрывов в алюминиевой фольге, он «повернется» и будет «направлен» в другом направлении. Основная часть индуцированного тока останется в нужном участке запечатывания, в результате чего обеспечивается хорошее запечатывание.
Разумеется, также в случае применения индукторного средства 88 вставки из Ferrotron™ можно расположить вокруг проводников 91 и 92 в соединительных пересечениях и вокруг участка между соединителями положительного и отрицательного полюсов электрического соединительного элемента 93 соответственно, чтобы повысить эффективность запечатывания на этих участках.
Выше описывалось средство индукционного нагрева, расположенное на внешней стороне емкости 82 во время запечатывания стыка 83. Средство индукционного нагрева можно также расположить внутри емкости во время запечатывания этого стыка.
Нужно указать, что не все чертежи выполнены в масштабе. Описанные выше варианты осуществления должны рассматриваться только в качестве примеров. Специалисту в данной области техники будет ясно, что описываемые выше варианты осуществления можно комбинировать и изменять тем или иным образом в рамках концепции изобретения.
Как пример, стык может иметь другие формы помимо круглой, например форму эллипса или многоугольника. Для этого потребуется измененная конфигурация средства индукционного нагрева, используемого для запечатывания.
Помимо этого, запечатываемые вместе части упаковки не обязательно должны быть описываемыми выше частями, они могут иметь другие формы и могут быть выполнены из других материалов.
Также средство индукционного нагрева согласно настоящему изобретению не обязательно должно быть позиционировано в правильном положении по отношению к запечатываемому стыку описываемыми выше способами, т.е. посредством имеющих форму усеченного конуса отверстий и углублений с фиксированными размерами. Средство индукционного нагрева может быть снабжено элементом для изменения его размеров, чтобы правильно его позиционировать вдоль стыка. Такое средство индукционного нагрева можно также выполнить регулируемым для запечатывания разных типов стыков.
Помимо этого, средство индукционного нагрева согласно настоящему изобретению может содержать более двух проводников при том условии, что они будут индуцировать ток в двух противоположных направлениях вдоль запечатываемого стыка. Проводники также не обязательно должны быть медными, они могут быть выполнены и из другого материала с низким электрическим удельным сопротивлением.
Разумеется, слой индуктивно нагреваемого материала в листе не обязательно должен быть алюминием, он может быть выполнен из другого проводящего материала.
Наконец, значения упоминаемых выше количественных величин, такие как частота и длительность, приводятся только в качестве примера и поэтому их нельзя рассматривать как ограничение объема настоящего изобретения.
Изобретение относится к способу изготовления упаковок и к устройству для изготовления упаковок, а именно к индукционному способу и устройствам запечатывания шва трубчатых упаковок. Техническим результатом настоящего изобретения является обеспечение прохождения индуцированного нагревающего тока вдоль всего стыка, даже если вдоль стыка имеются прерывания проводящего участка, причем проводящий участок ограничивается индукционно нагреваемым материалом во втором стыке, при этом предотвращается рассеивание индуцируемого нагревающего тока и обеспечивается герметичное и прочное запечатывание всего стыка. Технический результат обеспечивается способом изготовления упаковок, согласно которому изготавливают трубчатую первую часть упаковки из листа, выполненного из имеющего термопластичное покрытие упаковочного материала, содержащего по меньшей мере один слой из индукционно нагреваемого материала. При этом первая часть упаковки имеет запечатанный первый стык между двумя взаимно противоположными краевыми секциями листа. Затем соединяют вместе первую часть упаковки и вторую часть упаковки, при этом формируют второй стык между первой и второй частями упаковки, причем первый и второй стык пересекаются. Дополнительно размещают средство индукционного нагрева, включающее в себя по меньшей мере два проводника, проходящих вдоль друг друга таким образом, что проводники проходят вдоль второго стыка и запечатывают второй стык путем подачи индукционного тока по средству индукционного нагрева. Причем индукционный ток проводят вдоль второго стыка посредством одного из проводников в одном направлении, а посредством другого из проводников - в другом противоположном направлении. При этом посредством каждого из упомянутых по меньшей мере двух проводников выполняют соответственно один запечатанный промежуточный стык второго стыка. 3 н. и 28 з.п. ф-лы, 20 ил.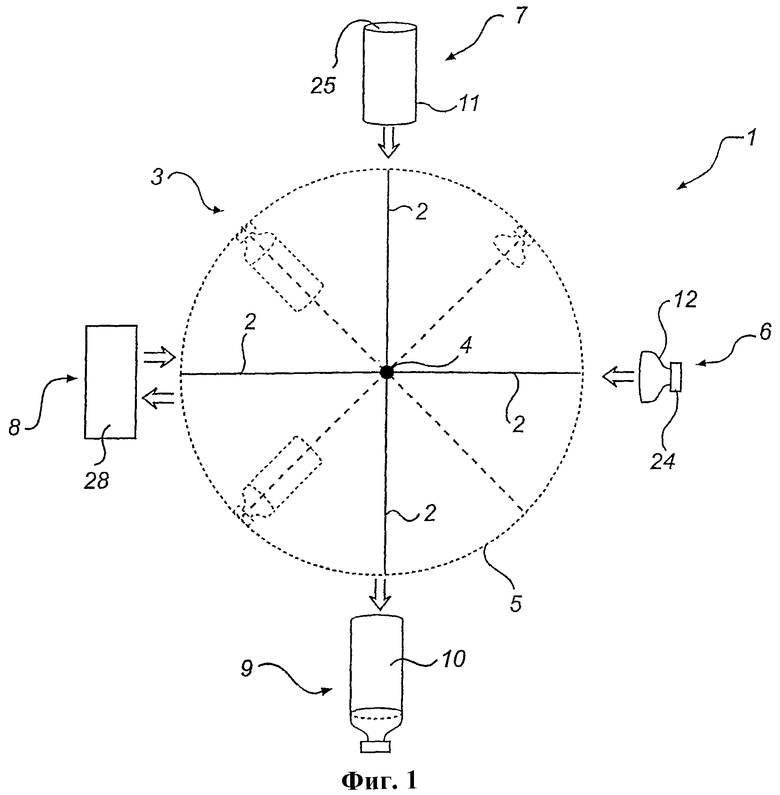
изготавливают трубчатую первую часть (11, 82) упаковки из листа (13), выполненного из имеющего термопластичное покрытие упаковочного материала, содержащего по меньшей мере один слой (16) из индукционно нагреваемого материала; при этом первая часть упаковки имеет запечатанный первый стык (23, 89, 90) между двумя взаимно противоположными краевыми секциями (21, 22) листа;
соединяют вместе первую часть упаковки и вторую часть упаковки (12, 81), при этом формируют второй стык (26, 83) между первой и второй частями упаковки, причем первый и второй стык пересекаются; отличающийся тем, что дополнительно
размещают средство (43, 73, 88) индукционного нагрева, включающее в себя по меньшей мере два проводника (44 и 45, 74 и 75, 91 и 92), проходящих вдоль друг друга, таким образом, что проводники проходят вдоль второго стыка, и
запечатывают второй стык путем подачи индукционного тока по средству индукционного нагрева, причем индукционный ток проводят вдоль второго стыка посредством одного из проводников (44, 74, 91) в одном направлении (62, 101), а посредством другого из проводников (45, 75, 92) - в другом противоположном направлении (63, 102), причем посредством каждого из упомянутых по меньшей мере двух проводников выполняют соответственно один запечатанный промежуточный стык второго стыка.
средство для изготовления трубчатой первой части (11, 82) упаковки из листа (13), выполненного из имеющего термопластичное покрытие упаковочного материала, содержащего по меньшей мере один слой (16) из индукционно нагреваемого материала; при этом первая часть упаковки имеет запечатанный первый стык (23, 89, 90) между двумя взаимно противоположными краевыми секциями (21, 22) листа;
средство для соединения вместе первой части упаковки и второй части упаковки (12, 81), при этом формируется второй стык (26, 83) между первой и второй частями упаковки, причем первый и второй стык пересекаются;
средство (46) подачи тока для подачи индукционного тока, отличающееся тем, что дополнительно содержит средство (43, 73, 88) индукционного нагрева для запечатывания второго стыка; при этом средство индукционного нагрева соединено со средством подачи тока и включает в себя по меньшей мере два проводника (44 и 45, 74 и 75, 91 и 92), проходящих вдоль друг друга и предназначенных для прохождения вдоль второго стыка, причем один из проводников (44, 74, 91) расположен для проведения индукционного тока вдоль второго стыка в одном направлении (62, 101), а другой из проводников (45, 75, 92) расположен для проведения индукционного тока в другом противоположном направлении (63, 102), и при этом каждый из упомянутых по меньшей мере двух проводников предназначен для выполнения соответственно одного запечатанного промежуточного стыка второго стыка.
| Опорная часть крана | 1972 |
|
SU502829A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОЙ СВАРКИ УПАКОВОЧНОГО МАТЕРИАЛА | 1997 |
|
RU2179944C2 |
| US 6079185 А, 27.06.2000 | |||
| US 5013878 А, 07.05.1991 | |||
| СИСТЕМА ИНДУКЦИОННОГО НАГРЕВА ДЛЯ СОЕДИНЕНИЯ МЕТОДОМ СПЛАВЛЕНИЯ | 1996 |
|
RU2153778C2 |

