Текст описания приведен в факсимильном виде.




























| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОЙ СЛОИСТОЙ ДРЕВЕСИНЫ | 2004 |
|
RU2277470C2 |
| ПРОИЗВОДСТВО КЛЕЕНЫХ ДЕРЕВЯННЫХ ИЗДЕЛИЙ КОРОТКОТАКТОВЫМ СПОСОБОМ | 2003 |
|
RU2309174C2 |
| ТРОСТНИКОВЫЙ СЛОИСТЫЙ МАТЕРИАЛ И УСТАНОВКА ДЛЯ ЕГО ПРОИЗВОДСТВА | 2005 |
|
RU2326761C2 |
| Способ изготовления структурно-ориентированного древесно-композиционного материала | 2024 |
|
RU2832284C1 |
| МЕБЕЛЬ С МЕСТНЫМ НАГРЕВАТЕЛЬНЫМ УЗЛОМ | 1999 |
|
RU2153277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ СЛОИСТЫХ ДРЕВЕСНЫХ МАТЕРИАЛОВ ИЗ ШПОНА | 2002 |
|
RU2222425C2 |
| Деревянная сборно-клеёная стеновая панель | 2023 |
|
RU2811652C1 |
| ДОСКИ НАСТИЛА ДЛЯ ПОЛА | 2003 |
|
RU2307219C2 |
| ПАНЕЛЬ ДЛЯ ПОЛА, СТЕНЫ ИЛИ ПОТОЛКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2637010C1 |
| УСТАНОВКА ДЛЯ СКЛЕИВАНИЯ ДРЕВЕСНЫХ СЛОИСТЫХ МАТЕРИАЛОВ | 2024 |
|
RU2834970C1 |
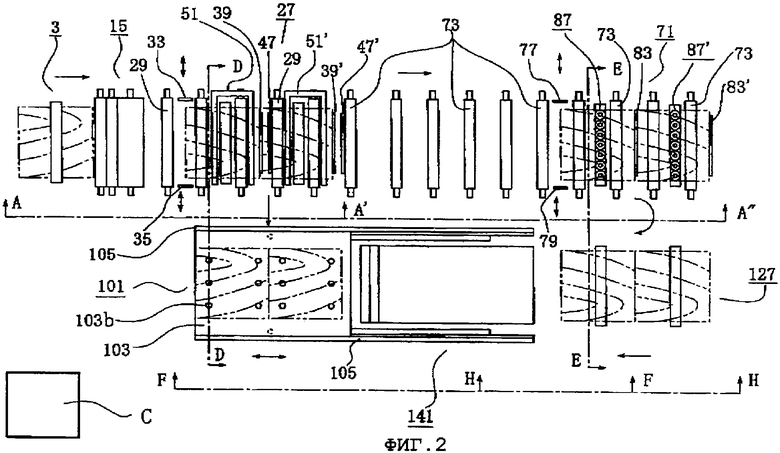

















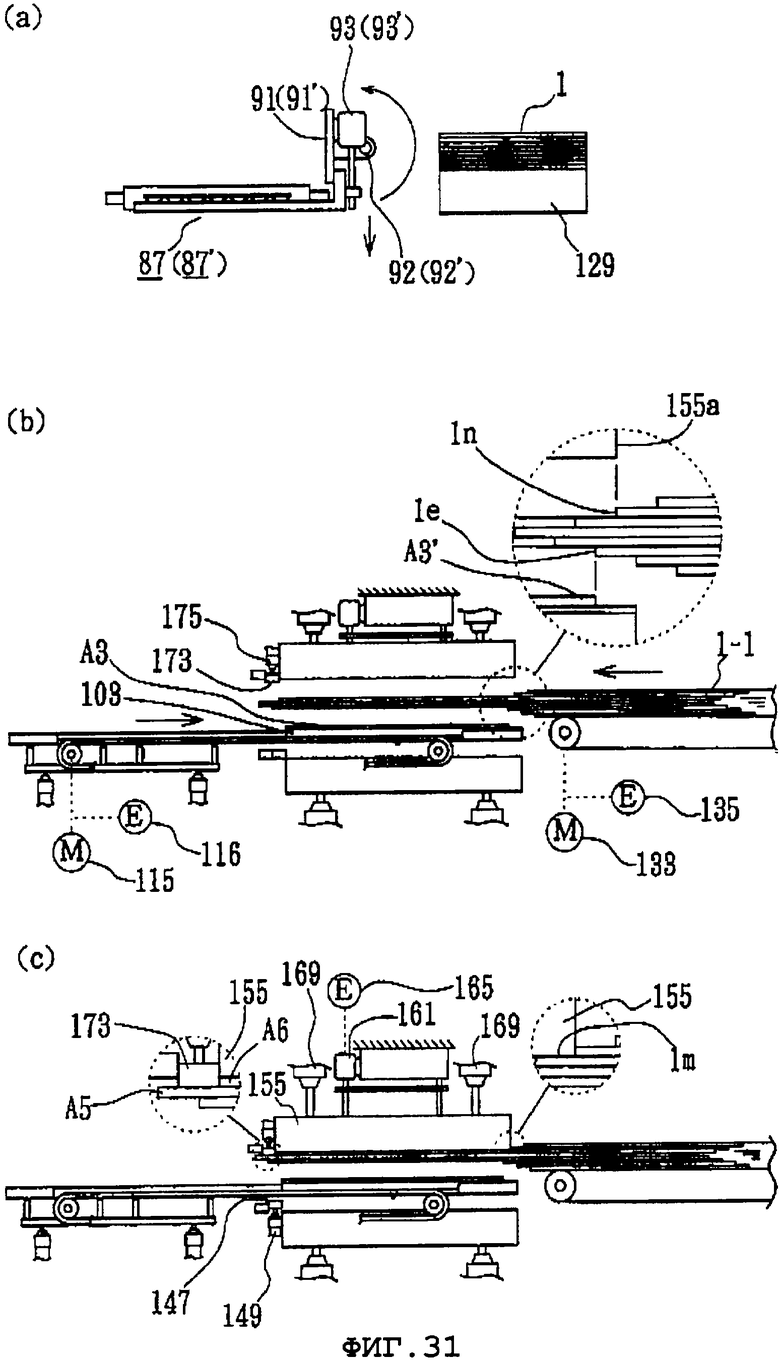
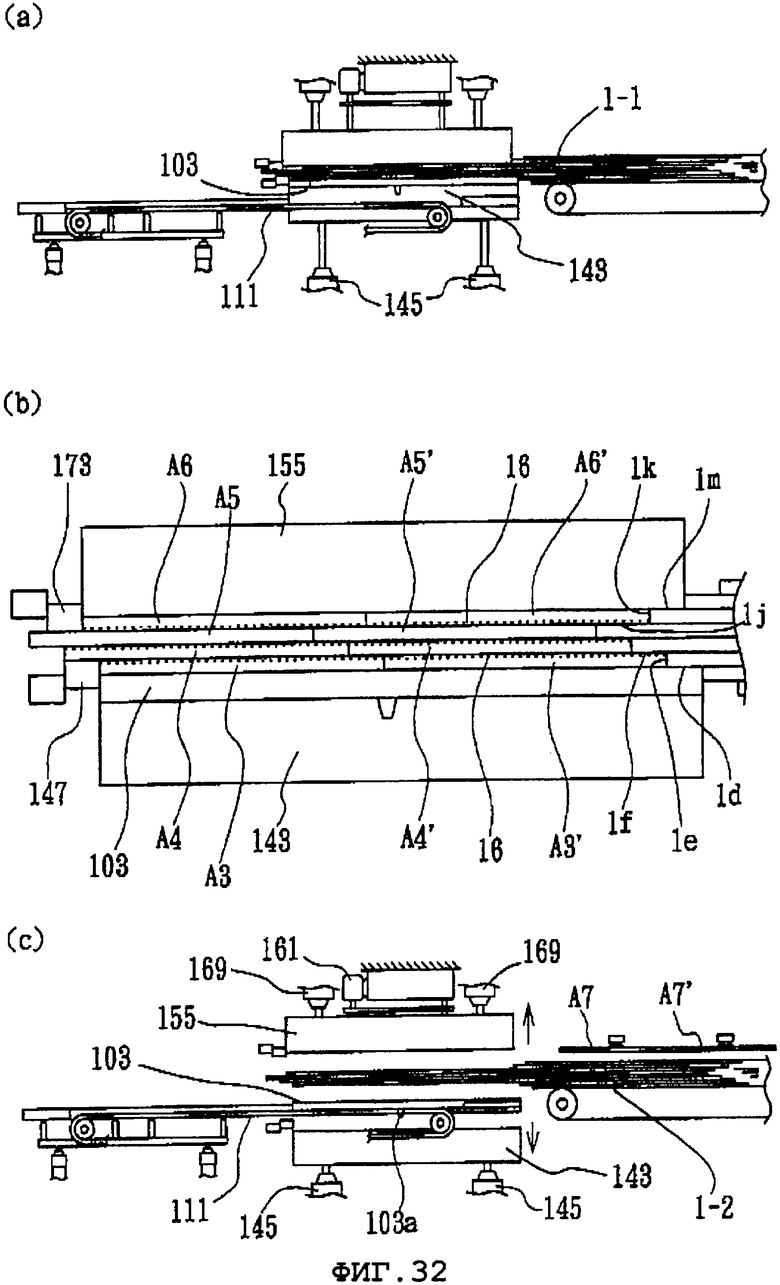



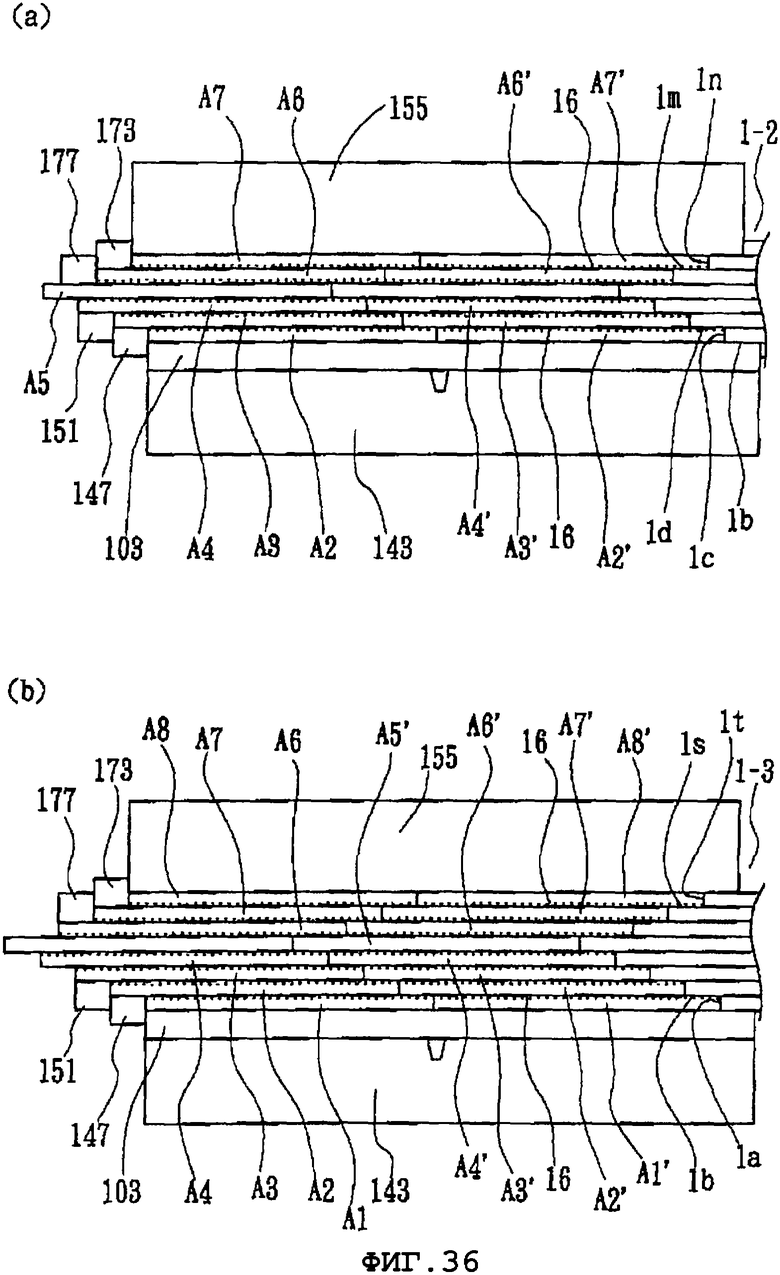


Изобретение относится к деревообработке, а именно к изготовлению слоистой древесины. Способ включает изготовление многослойной доски из клееной слоистой древесины путем последовательной подачи листов древесины, имеющих заданные длину, ширину, толщину и одну поверхность, покрытую термореактивным клеем, к каждой из верхней и нижней сторон обрабатываемой многослойной доски из клееной слоистой древесины, и горячего прессования такого листа древесины посредством пары нагревательных плит, размещенных одна над другой и имеющих прессующие поверхности, обращенные друг к другу, и передвигающихся друг к другу и обратно. Одну из указанных спаренных нагревательных плит передвигают по направлению к другой нагревательной плите в положение прессования, в котором расстояние между прессующей поверхностью указанной одной нагревательной плиты и покрытой термореактивным клеем поверхностью листа древесины, который подают к одной стороне указанной обрабатываемой доски из клееной слоистой древесины, которая обращена к указанной одной нагревательной плите, по существу соответствует толщине соответствующего листа древесины. Другую нагревательную плиту передвигают к указанной одной нагревательной плите до тех пор, пока указанный каждый лист древесины прессуется в обрабатываемую доску из клееной слоистой древесины под заданным давлением. Предложены три варианта устройства для осуществления способа. Изобретение повышает прочность и качество клееной слоистой древесины. 4 н.и 8 з.п. ф-лы, 39 ил.
пару нагревательных плит, размещенных одна над другой и имеющих прессующие поверхности, обращенные друг к другу, и передвигающихся по направлению друг к другу и обратно;
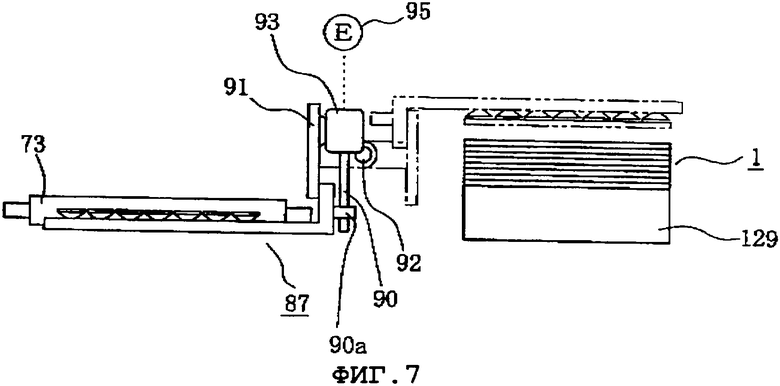
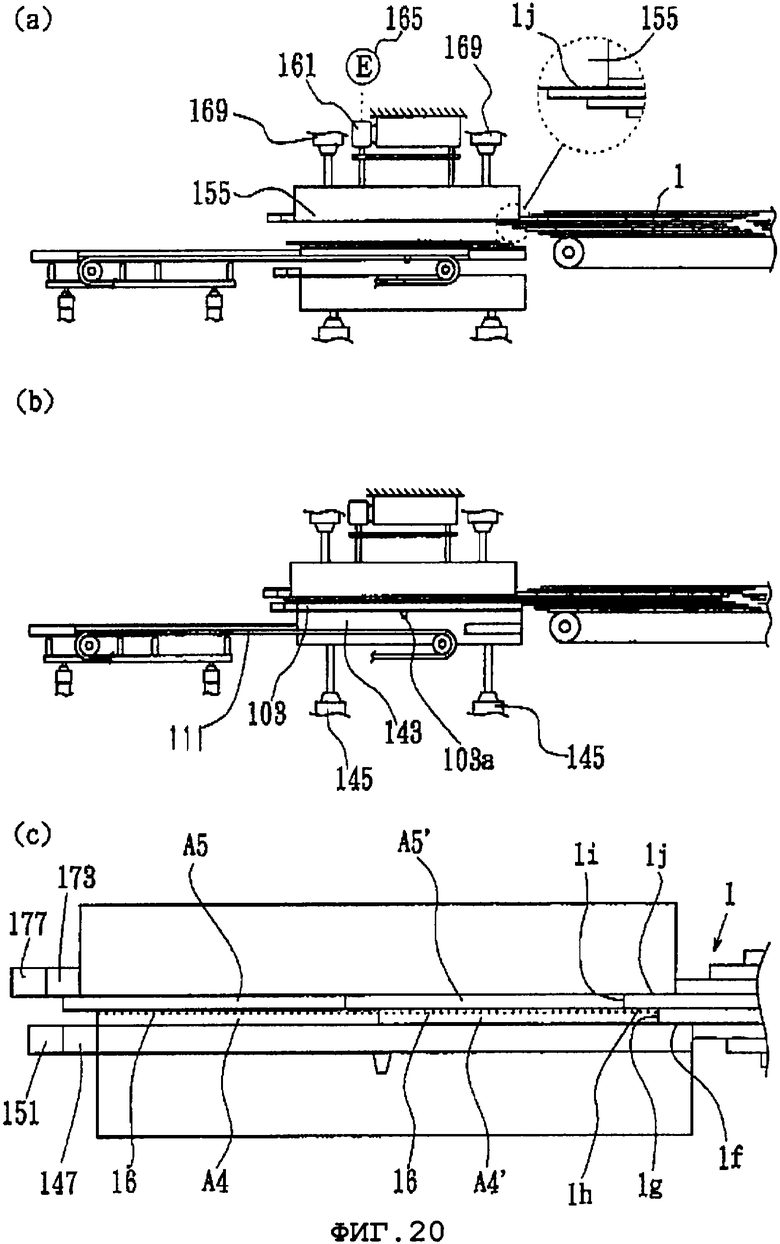
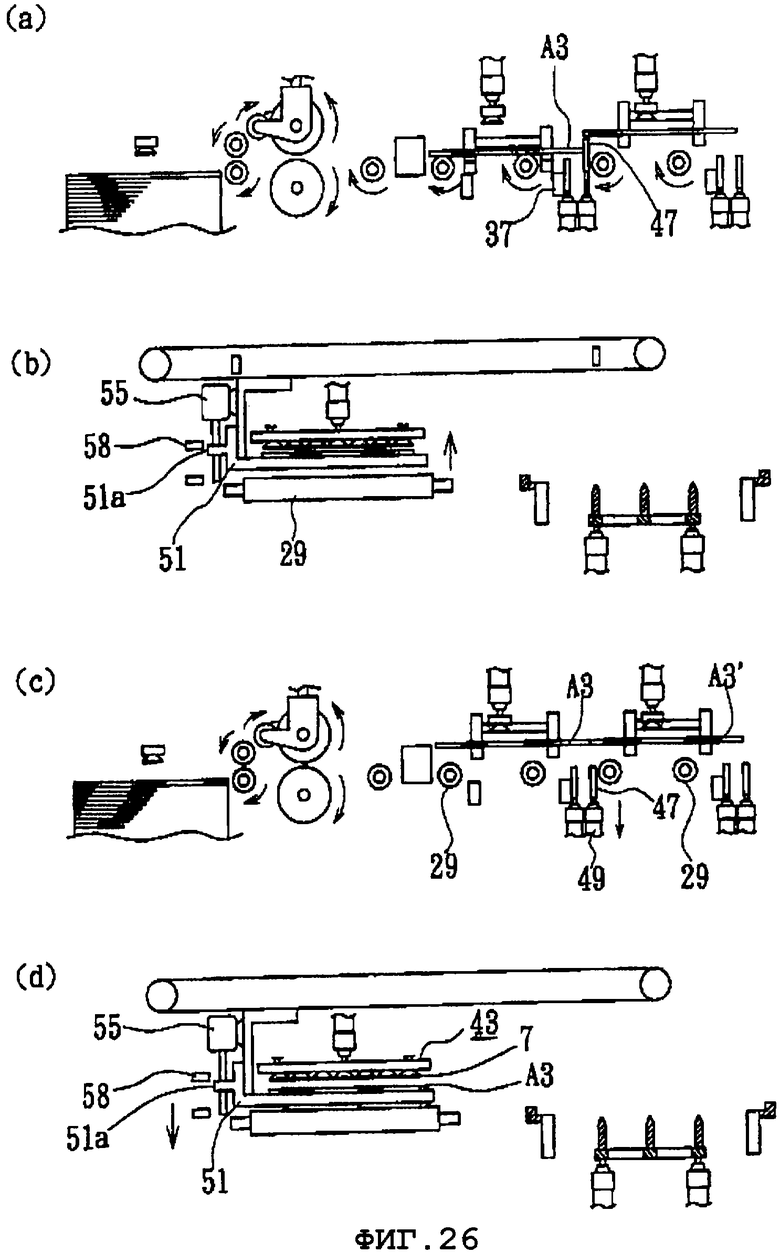
устройство подачи листа древесины, подающее лист древесины, у которого одна его поверхность покрыта термореактивным клеем, к каждой из верхней и нижней сторон обрабатываемой доски из клееной слоистой древесины для ламинирования листа древесины к указанным каждой из верхней и нижней сторон указанной обрабатываемой доски из клееной слоистой древесины;
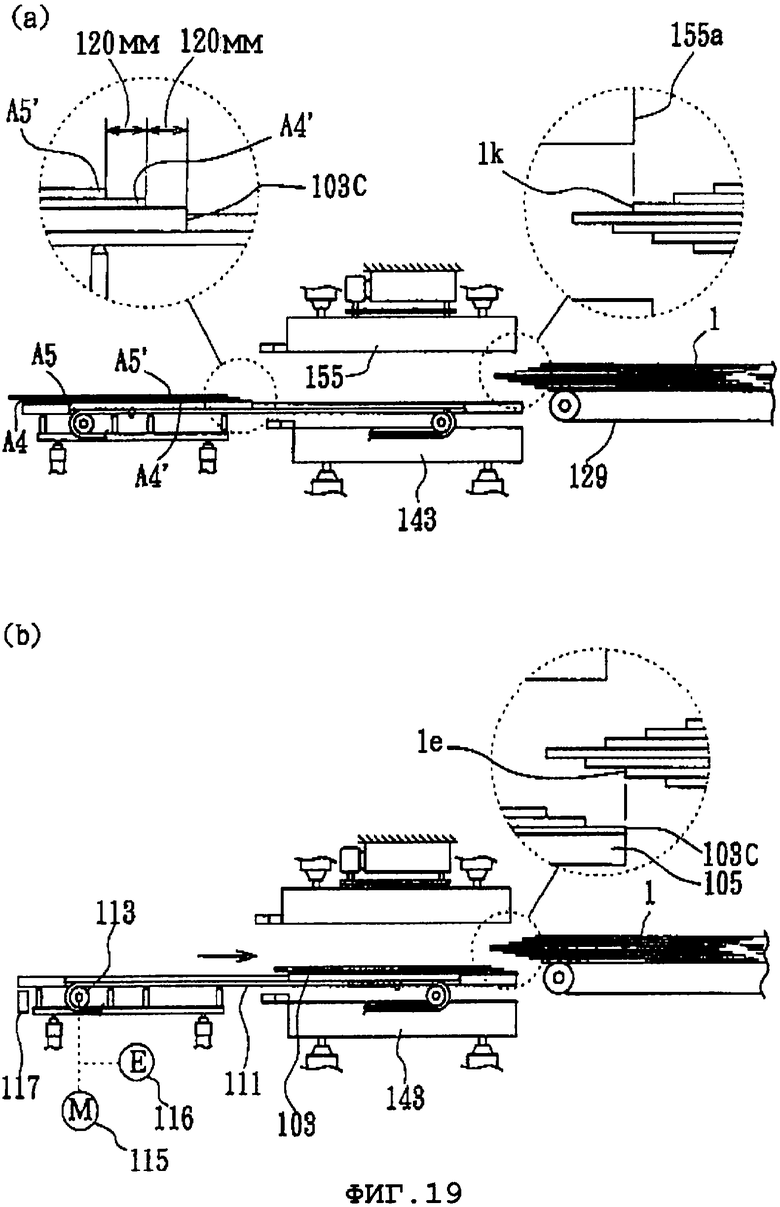
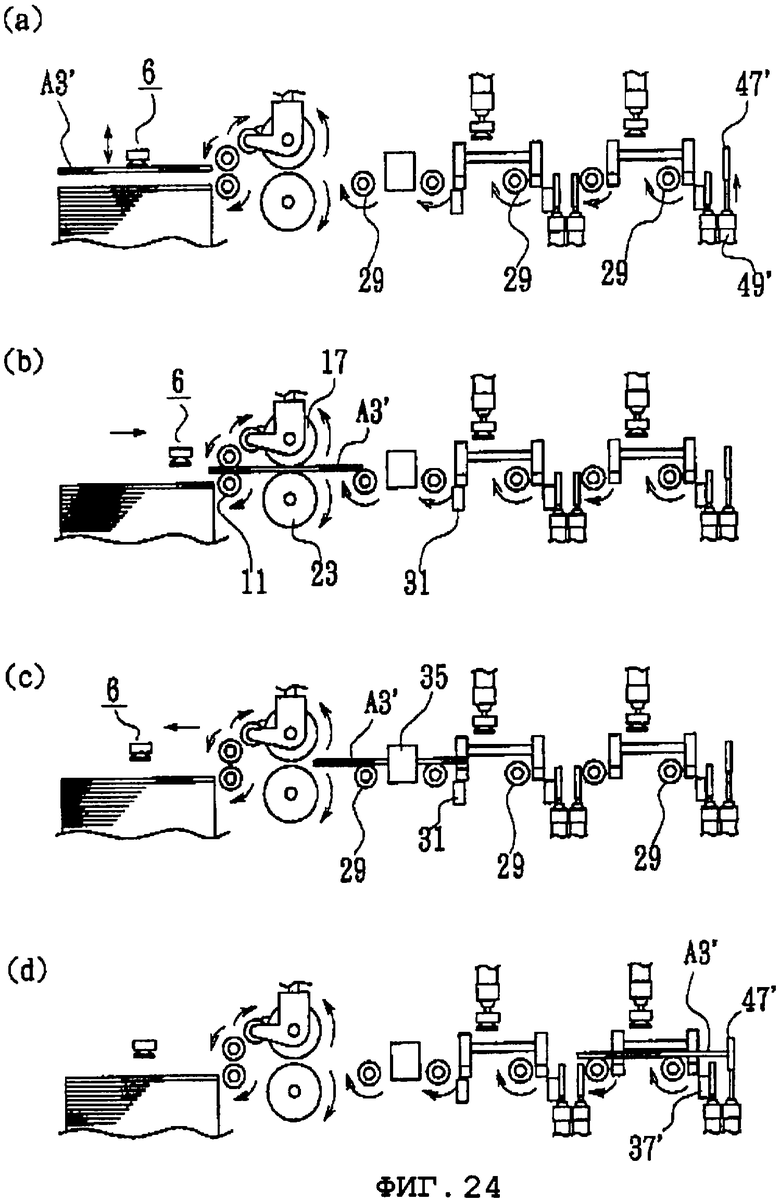
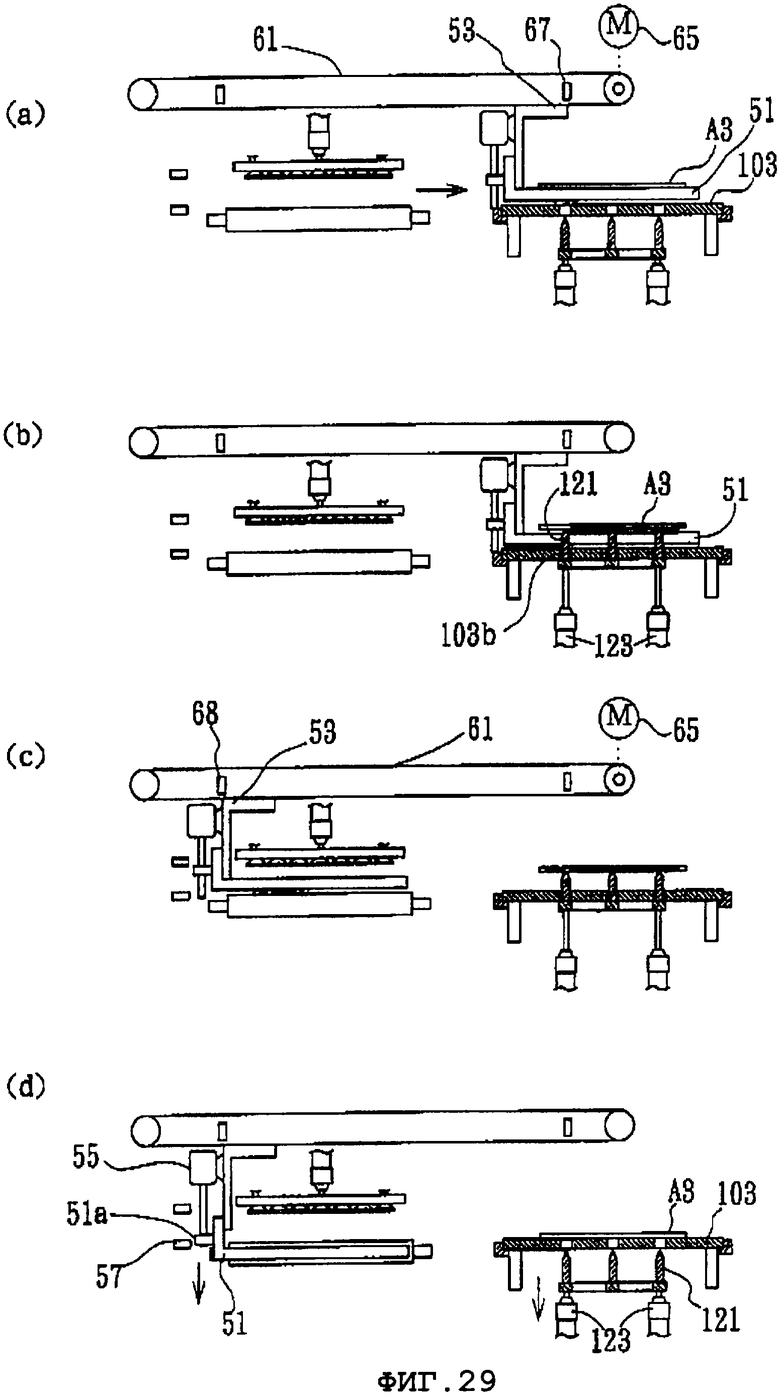
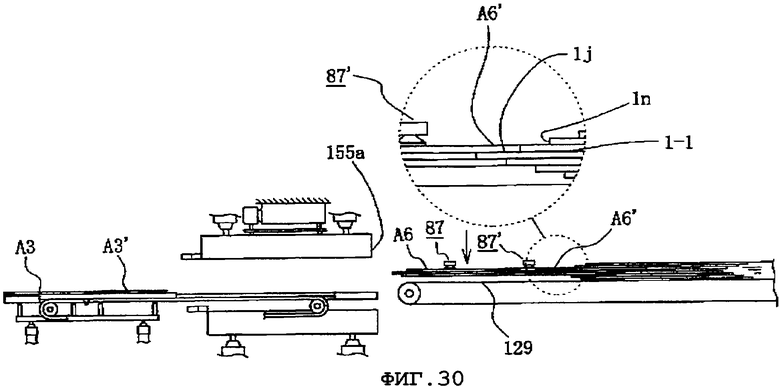
устройство, переносящее доску, для переноса на нем указанной обрабатываемой доски из клееной слоистой древесины и передвижения указанной обрабатываемой доски из клееной слоистой древесины горизонтально между первым положением, в котором, по меньшей мере, часть указанной обрабатываемой доски из клееной слоистой древесины, имеющая указанные поданные листы древесины, размещена между указанной парой нагревательных плит, и вторым положением, в котором указанная, по меньшей мере часть обрабатываемой доски из клееной слоистой древесины удалена по горизонтали от указанного первого положения;
контрольное устройство, которое контролирует работу указанных спаренных нагревательных плит, устройства для подачи древесины и устройства, переносящего доску, таким образом, что лист древесины, у которого одна его поверхность покрыта термореактивным клеем, подается к одной стороне обрабатываемой доски из клееной слоистой древесины, которая обращена к одной нагревательной плите из указанных спаренных нагревательных плит, и указанная обрабатываемая доска из клееной слоистой древесины передвигается посредством указанного устройства, переносящего доску, к указанному первому положению, самое позднее перед тем, как одна нагревательная плита передвинется по направлению к другой нагревательной плите в положение прессования, при котором расстояние между прессующей поверхностью указанной одной нагревательной плиты и покрытой термореактивным клеем поверхностью листа древесины, который подан к указанной одной стороне обрабатываемой доски из клееной слоистой древесины, по существу соответствует толщине соответствующего листа древесины, а также что после того как указанная одна прессующая плита передвинута в указанное положение прессования, другой лист древесины, у которого одна его поверхность покрыта термореактивным клеем, подается к другой стороне обрабатываемой доски из клееной слоистой древесины самое позднее перед тем, как другая нагревательная плита передвинется к указанной одной нагревательной плите, до тех пор, пока листы древесины, которые поданы к противоположным сторонам обрабатываемой доски из клееной слоистой древесины, спрессуются к ней под заданным давлением, и листы древесины остаются спрессованными под заданным давлением в течение заданного отрезка времени.
пару нагревательных плит, размещенных одна над другой и имеющих прессующие поверхности, обращенные друг к другу, и передвигающихся по направлению друг к другу и обратно;
устройство подачи листов древесины, подающее лист древесины, у которого одна поверхность покрыта термореактивным клеем, к каждой из верхней и нижней сторон обрабатываемой доски из клееной слоистой древесины для ламинирования листа древесины к указанным каждой из верхней и нижней сторон указанной обрабатываемой доски из клееной слоистой древесины;
контрольное устройство, которое контролирует работу указанных спаренных нагревательных плит и устройства для подачи древесины, таким образом, что лист древесины, у которого одна его поверхность покрыта термореактивным клеем, подается к одной стороне обрабатываемой доски из клееной слоистой древесины, которая обращена к одной нагревательной плите из указанных спаренных нагревательных плит, самое позднее перед тем, как указанная одна нагревательная плита передвинется к другой нагревательной плите в положение прессования, при котором расстояние между прессующей поверхностью указанной одной нагревательной плиты и покрытой термореактивным клеем поверхностью листа древесины, который подан к одной стороне обрабатываемой доски из клееной слоистой древесины, по существу соответствует толщине соответствующего листа древесины, а также что после того как указанная одна прессующая плита передвинута в положение прессования, другой лист древесины, у которого одна его поверхность покрыта термореактивным клеем, подается к другой стороне обрабатываемой доски из клееной слоистой древесины, самое позднее перед тем, как указанная другая нагревательная плита передвинется к одной нагревательной плите до тех пор, пока листы древесины, поданные к противоположным сторонам обрабатываемой доски из клееной слоистой древесины, прессуются к ней под заданным давлением, и листы древесины остаются спрессованными под заданным давлением в течение заданного отрезка времени.
пару нагревательных плит, размещенных одна над другой и имеющих прессующие поверхности, обращенные друг к другу, и передвигающихся по направлению друг к другу и обратно;
устройство подачи листов древесины, подающее лист древесины, у которого одна его поверхность покрыта термореактивным клеем, к каждой из верхней и нижней сторон основного материала для ламинирования листа древесины к указанным каждой из верхней и нижней сторон основного материала;
устройство, переносящее основной материал, для переноса на нем основного материала и передвижения основного материала горизонтально между первым положением, в котором, по меньшей мере, часть указанного основного материала с поданными листами древесины размещена между указанной парой нагревательных плит, и вторым положением, при котором указанная, по меньшей мере, часть основного материала отстоит по горизонтали от указанного первого положения; и
контрольное устройство, которое контролирует работу указанных спаренных нагревательных плит, устройства для подачи древесины и устройства, переносящего основной материал таким образом, что
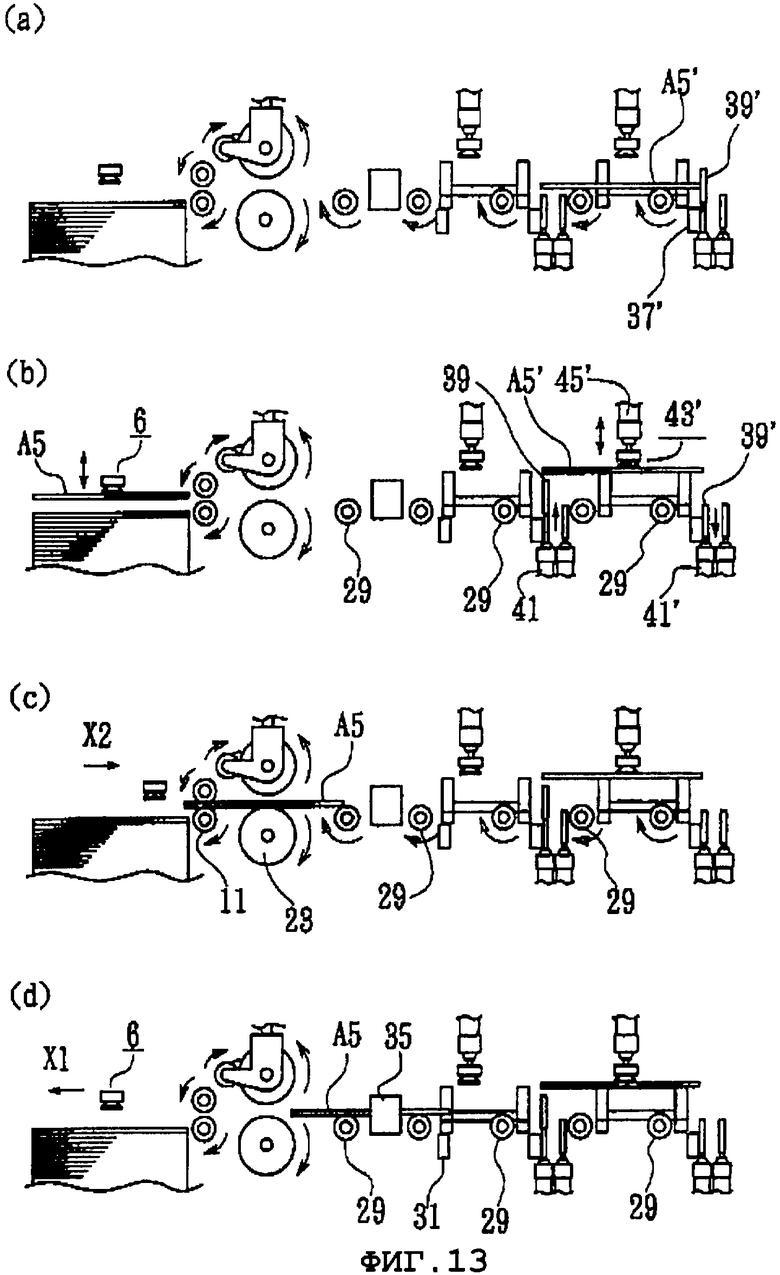
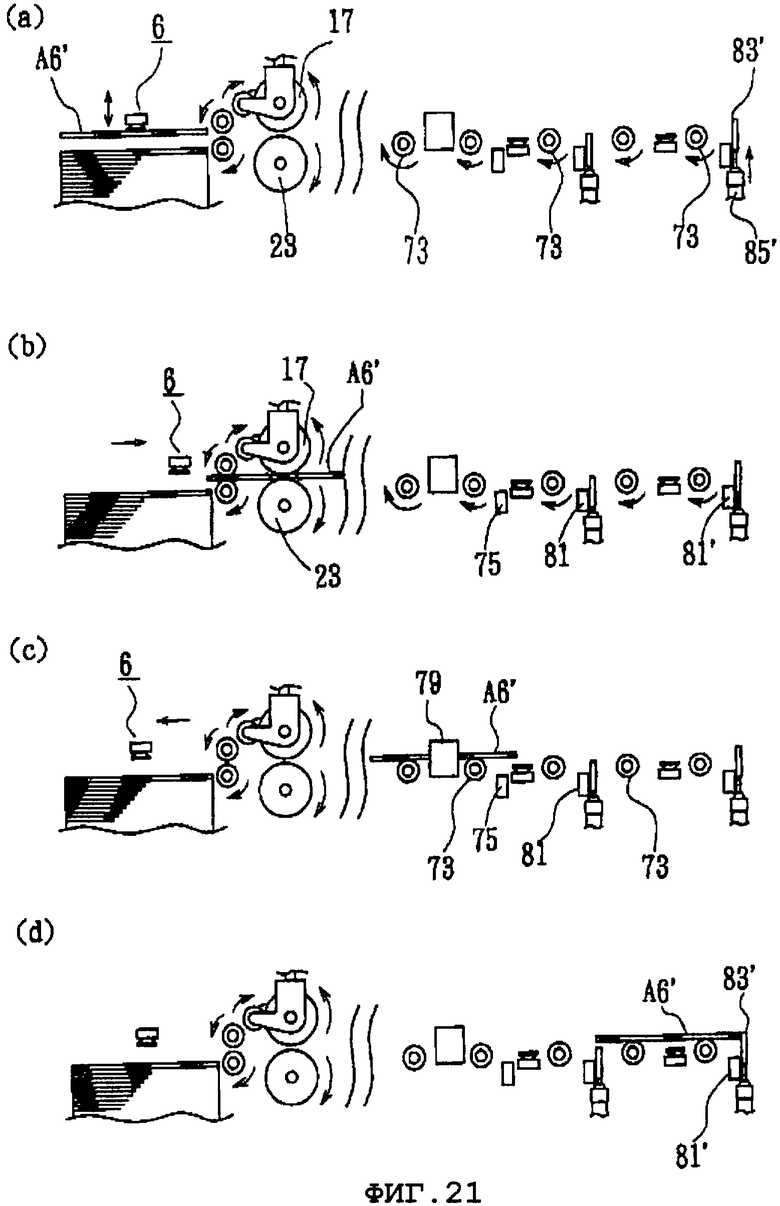
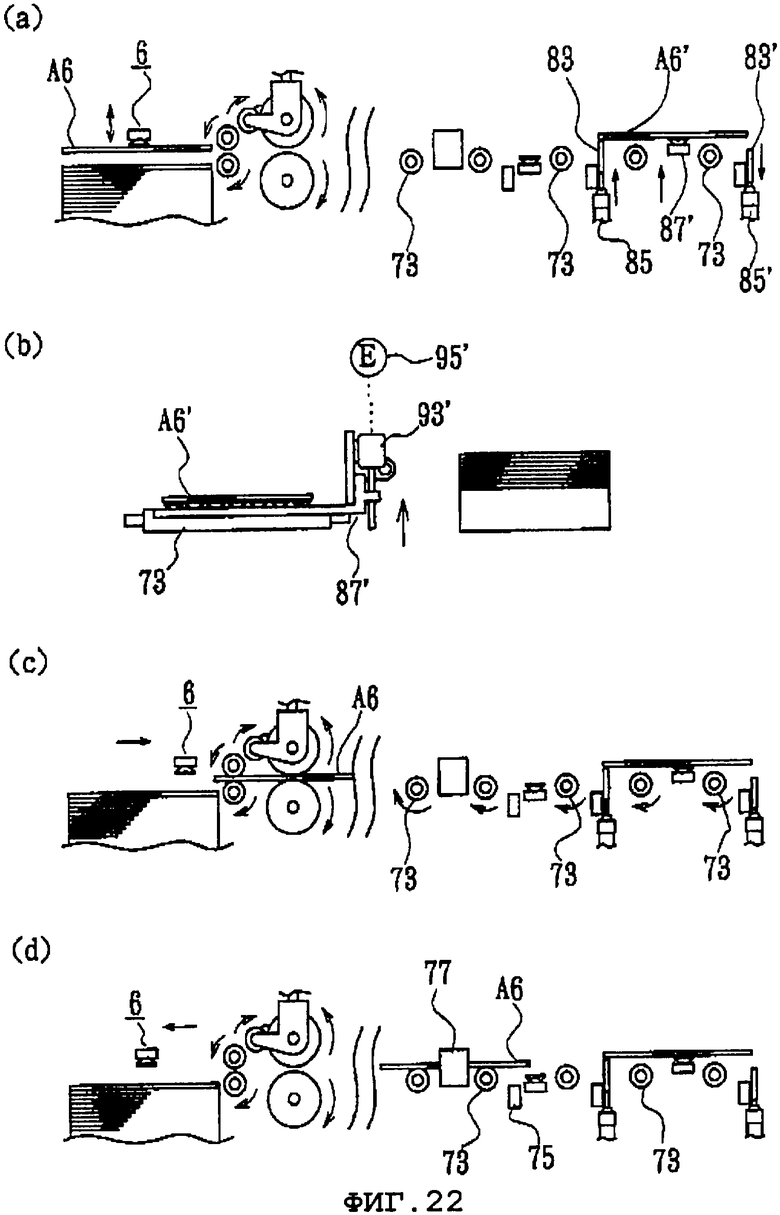
(1) одна из указанных спаренных нагревательных плит передвигается в продолжение каждого цикла операции прессования из ее отведенного положения, которое отделено промежутком от основного материала, передвинутого в указанное первое положение устройством, переносящим основной материал, последовательно в первое положение прессования, в котором величина промежутка между прессующей поверхностью указанной одной нагревательной плиты и поверхностью первого основного материала, которая обращена к указанной одной нагревательной плите, и к которой указанный первый лист древесины должен быть приклеен, соответствует толщине указанного первого листа древесины, во второе положение прессования, в котором указанная величина промежутка соответствует общей указанной толщине указанного первого листа древесины и толщине указанного второго листа древесины, который должен быть приклеен ко второму основному материалу, и в (N-1)-e положение прессования, в котором «N» представляет собой порядковый номер, отличный от первого, второго и третьего, причем указанная величина промежутка соответствует общей толщине первого, от второго до (N-1)-го листов древесины, и
(2) после того, как указанная одна нагревательная плита передвинется в каждое из указанных положений прессования, другая нагревательная плита передвигается по направлению к указанной одной нагревательной плите до тех пор, пока листы древесины, помещенные на противоположных сторонах соответствующего основного материала, прессуются под заданным давлением, а также, что
(3) лист древесины, у которого одна его поверхность покрыта термореактивным клеем, подается к каждой из противоположных сторон соответствующего основного материала, и соответствующий основной материал передвигается посредством устройства, переносящего основной материал, в указанное первое положение самое позднее перед тем, как одна указанная нагревательная плита передвинется в каждое из указанных положений прессования, и
(4) после того как листы древесины непрерывно прессовались под указанным заданным давлением в течение заданного отрезка времени, указанные спаренные нагревательные плиты отводятся обратно друг от друга для отвода назад, и соответствующий основной материал передвигается посредством указанного устройства, переносящего основной материал, в указанное второе положение.
Приоритет по пунктам:
| Способ изготовления древесного материала большого формата | 1983 |
|
SU1140951A1 |
| Способ изготовления древесного материала большого формата | 1973 |
|
SU494247A1 |
| US 5895546 A1, 20.04.1999 | |||
| US 4565597 A1, 21.01.1986 | |||
| DE 19757003 A1, 24.06.1999 | |||
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПУСТОТЕЛЫХ КЛЕЕНЫХ ЩИТОВЫХ КОНСТРУКЦИЙ | 0 |
|
SU270236A1 |

