1. Область техники. Деревообрабатывающая промышленность.
1.2. Уровень техники. По способу изготовления объекта изобретения является древнеегипетский папирус. Папирус (papyrus-лат.) - древний писчий материал, вырабатывался из папируса - травянистого растения семейства осоковых (Cyperaceae Juss). Для этого сердцевину стебля толщиной в кисть руки разрезали на тонкие полосы. Затем эти полоски укладывали на гладкий стол в ряд, одну возле другой. Сверху клали другие полоски, но уже в поперечном направлении, постукивали, прессовали при помощи плоского камня. Затем полученный материал высушивали на солнце. Оставшиеся неровности полировали. За счет смолистых веществ получался однородный прочный материал светло-желтого цвета, если он был стар. Со временем папирус темнел и терял эластичность, становился хрупким и ломким. Самые древние из имеющихся сегодня папирусов относятся к 3 тыс.лет до н.э. (А.А.Вигасин, Г.Н.Годер, Н.С.Свенцицкая. История Древнего мира. Москва: Просвещение, 1997 г. Школьная энциклопедия. История Древнего мира. Москва. ОЛМА-Пресс Образование. - 2003 г.).
Тростник обыкновенный (Phragmites communis) принадлежит к семейству злаковых (Poaceae Barnhart) поэтому структура стебля тростника отличается от стебля папируса.
Тростниковый слоистый пластик в отличие от папируса состоит из нескольких десятков слоев, пропитанных синтетическими смолами и склеенных под высоким давлением и температурой.
Наиболее близким аналогом по назначению заявленного изобретения является фанера клееная ГОСТ 3916-55.
Фанера клееная состоит из трех или более слоев лущеного шпона, склеенных между собой при взаимно перпедикулярном расположении волокон древесины. Фанера клееная выпускается из древесины березы, ольхи, ясеня, ильма, дуба, бука, липы, осины, сосны, ели, кедра (В.П.Жуков, П.А.Леонтьев, З.В.Хрипушин. Справочник столяра и плотника. Воронежское книжное издательство, 1962 г.).
1.3. Раскрытие изобретения. Реализация этого изобретения позволит:
1.3.1. Увеличение воспроизводства рыбных запасов дельты Волги. Весной рыба идет на нерест на мелководье. На скошенных участках вода будет лучше прогреваться, солнечные лучи дадут возможность развитию высокой численности зоопланктона, что создаст прекрасную кормовую базу для молоди.
1.3.2. Создаст неблагоприятную базу для болезнетворных вирусов дельты Волги. На скошенных участках за счет постоянно дующих ветров и колебаний температуры, а весной за счет прогрева солнечными лучами, которые богаты ультрафиолетовым излучением, будет создана неблагоприятная база для болезнетворных вирусов, которые заносятся перелетными птицами. Даже колебания положительных температур вредно для вирусов, ведь многолетние заросли тростника и рогоза - прекрасная база для консервации и дальнейшего морфологического изменения вирусов.
1.3.3. Будет препятствовать заболочиванию проточных водоемов и способствовать самоочищению водоемов дельты Волги. Вмешательство в гидрологический режим реки Волги и ее протоков превращает их в слабопроточные сукцессионные водоемы: происходит процесс эвтрофикации, вызванный повышением в них элементов питания. В экосистеме водоемов дельты Волги преобладает детритный тип передачи энергии: солнечные лучи на скошенных участках будут способствовать быстрейшему поглощению и передаче энергии, так как молодой тростник будет интенсивно расти и потреблять элементы питания.
1.3.4. Снизить промышленную нагрузку на лесопользование за счет рационального расширения арсенала альтернативных средств. Один гектар тростника может дать в среднем 10,96 м3 сухой массы. Общая площадь тростниковых зарослей в дельте Волги превышает 200 тыс.га. Согласуя с местной охотинспекцией и лесоводами, можно будет скосить 25 тыс.га. В итоге можно добывать 274 тыс.м3 тростниковой массы. Условно: 1 га леса дает 400 м3 пиломатериалов, то есть можно сохранять 685 га леса. Тростниковый слоистый пластик по своим технологическим свойствам вполне может конкурировать с древесно-стружечными плитами. Древесно-стружечные плиты - листовые материалы полученные путем горячего прессования частиц древесины со связующим веществом. По прочности ДСП приближаются к древесине хвойных пород. Одна тыс.м3 отходов из древесины, потраченных на изготовление древесных плит, заменяет 4 тыс.м3 пиломатериалов. Это позволяет сохранить площадь вырубаемых лесов примерно на 30 га. Путем расчетов к 685 га леса можно приплюсовать еще 8220 га.
Добавим к этому, что состояния взрослости дерево лиственных пород достигает через 40 лет, а хвойные - 80 и более лет. При грамотном скашивании зимой к концу апреля на том же месте высота молодого тростника будет от 0,6 до 1 метра, к концу мая от 1,5 до 2 метров. Процесс вмешательства в экосистему минимальный.
1.3.5. Особые условия использования изобретения.
Говоря об организованном выкашивании тростника в промышленных целях, необходимо иметь в виду следующее; водно-болотные угодья дельты Волги имеют международное значение, что предусмотрено Рамсарской конвенцией. Поэтому воздействие на экосистему должно быть разумным, чтобы были сохранены свойства возобновляемых ресурсов. Разумность определяется соответствующими организациями: лесхозами, охотинспекциями, а также степенью технического воздействия на тростник. Промышленная добыча тростника практиковалась ранее для нужд Астраханского ЦКК, что привело впоследствии к деградации тростниковых зарослей, а затем и засолению почв. Это происходило потому, что добыча велась с помощью тяжелой гусеничной техники, которая уплотняла почву и тем самым повреждала корневую систему и озимые подземные побеги тростника. Поэтому при реализации этого проекта для скашивания тростника необходимо использовать легкую колесную технику или же в труднодоступных местах добывать вручную и руководствоваться правилами выкоса тростника: «В приморской части дельты Волги (култуки, лиманы, ерики и другие), в местах гнездования птиц и обитания ценных животных следует оставлять нескошенными 30-40% зарослей в пределах 500-метровой полосы от взморья. При скашивании тростника внутри островов через каждые 1000 метров оставлять кулисы (полосы) тростника шириной 40-60 метров. Границы защитных для птиц и животных зон тростника согласуются с местной охотинспекцией.» (А.Е.Луговой. Фазан дельты Волги. Астрахань: Волга, 1962 год.)
1.3.6. Признаки, характеризующие изобретение
Сырьем для производства тростникового слоистого пластика является тростник обыкновенный (Phragmites australis |Cav| Trin ex Stend) или тростник южный. Экосистемы тростника имеют высокую биологическую продуктивность - свыше 2 кг/м2 в год. Тростник широко распространенный вид. По своему элементному химическому составу сходен с древесиной. Тростниковый слоистый пластик обладает всеми свойствами клееной фанеры.
Формирование тростникового слоистого пластика идет из тростника: слои накладывают между собой при взаимно перпендикулярном направлении полос тростника. Клеящие композиции стандартные; клей горячего отвердения: карбамидный К-17, где отвердителем применяется хлористый аммоний ГОСТ 2210-51; мочевино-формальдегидные МФС-1, М-48, МГ-4, М-60, М-70; фенолоформальдегидные С-1, С-35, смола Б.
Количество клея, время выдержки при склеивании определяется родом клея, температурой, размером и видом склеиваемых изделий. Параметры температур в среднем от 100 до 140 градусов по Цельсию. Количество клея в среднем на 1 метр2: для фенолоформальдегидных - 250-450 г, для мочевино-формальдегидных горячего твердения МГ-4, МФС-1, М-60 и т.д. - 200-400 г. Давление при прессовании, МПа: 0,8-1,5.
Все эти параметры определяются практическим путем для каждого вида клея и в зависимости от назначения тростникового слоистого пластика. Количество слоев должно быть нечетным для удобства шлифования вдоль волокон готовой продукции на выходе. Максимальное количество слоев 11-15. Уже из готовых листов тростникового слоистого пластика по тому же принципу можно формировать плиты, щиты, доски и брус, проклеивая между листами ткань в несколько слоев или металлическую сетку в обогреваемых пресс-формах. По своим технологическим свойствам доски и брус будут уступать деревянным пиломатериалам, поэтому гвозди как крепежный материал не подойдут, а шурупы, саморезы и болтовые соединения вполне пригодны.
1.3.7. Признаки, используемые для характеристики устройств.
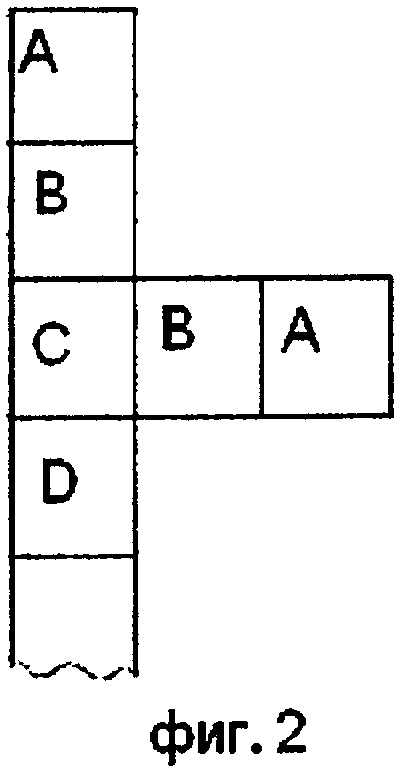
Для удобства описания технологической цепи возьмем Астраханскую область. Заготавливать тростник следует поздней осенью, зимой. Скошенный тростник доставляется в порт Оля, где он взвешивается, так как огрубевший тростник практически не впитывает влаги, но на поверхности его влага имеется в виде инея, конденсата, поэтому 3% скидку на вес делать придется. Далее идет формирование тростниковых плит с помощью пресса, изображенного на фиг.1. Пресс должен быть компактным, чтобы его можно было транспортировать в любое место. Давление на прессе достигается в МПа: 1,2-1,5. Цель сломать стебли тростника особенно в междоузлиях с дальнейшей прошивкой плиты шпагатом. Это необходимо, для того чтобы уменьшить объем плиты за счет увеличения плотности. Например, плотность камышитовой плиты ГОСТ 7483-58 от 200-250 кг/м3. В данном случае плотность тростниковой плиты будет от 550 до 600 кг/м3. Это удешевит перевозки плит в 1,5-2 раза и удобно при погрузке и разгрузке. Толщина такой плиты -100 мм, ширина - 200 мм. Вес такой плиты около 40-50 кг. Причем прежде чем пропустить заданное количество тростника в прессе, это количество делят на две части, потому что стебель тростника уменьшается к вершине. Поэтому одну часть кладут вперед вершиной, другую основанием и перемешивают и только потом пропускают через пресс для равномерности прессования. Прессованные плиты складируют, для того чтобы набрать нужное количество для дальнейшей отправки по железной дороге или водным путем, если будет позволять погода, потому как зима. Отправлять следует в Астрахань: в ЦКК, где можно будет разместить оборудование для производства тростникового слоистого пластика. Далее плиты обрабатывают антисептиками и антипирренами. Удалив шпагат и обрезав по длине до необходимых размеров плиты, закладывают в установку (фиг.2, общий вид сверху и фиг.4, узлы установки) по 2 плиты. Узлы А работают одновременно: в них происходит разделение стебля тростника на полосы. Так как стебель тростника не всегда ровный, то может получиться, что стебель будет разрезан неравномерно. Это исправят направляющие валы 18, 19. Узлы В работают попеременно, накладывают слои друг на друга. Узел С пропитывает клеем. Направляющие валы 18, 19 разравнивая кладку, заодно удаляют излишки клея в ванну с подогревом 17. Подающий механизм 14 подает кладку в систему гидравлического прессования 21. Узел D, где при температуре от 100 до 140 градусов по Цельсию при давлении от 0,8 до 1,5 МПа происходит склеивание. Далее идет процесс шлифовки и обрезки готовой продукции. Он мною не рассматривается, так как можно пользоваться стандартным оборудованием.
1.4. Краткое описание чертежей.
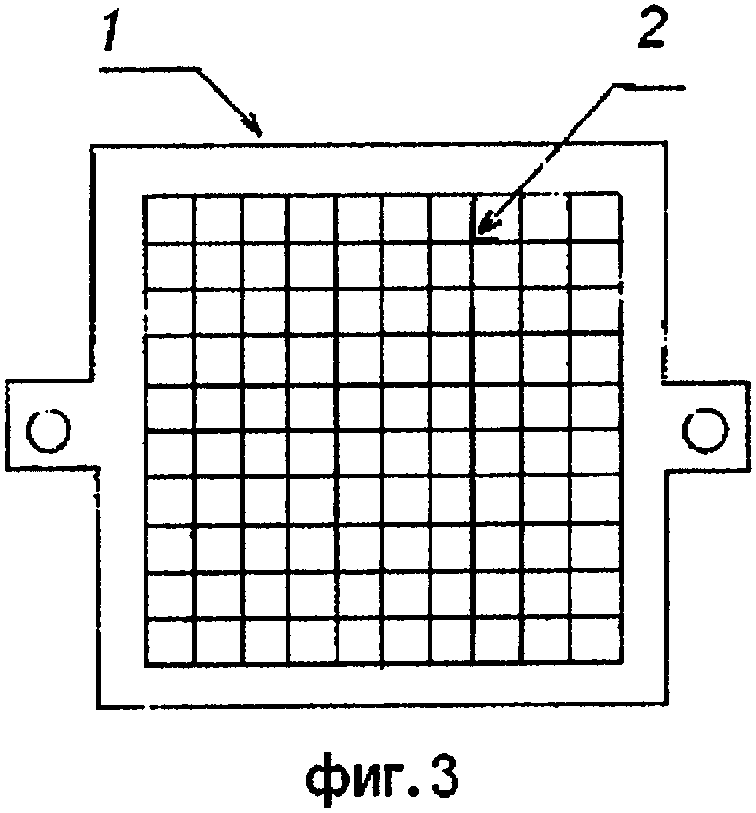
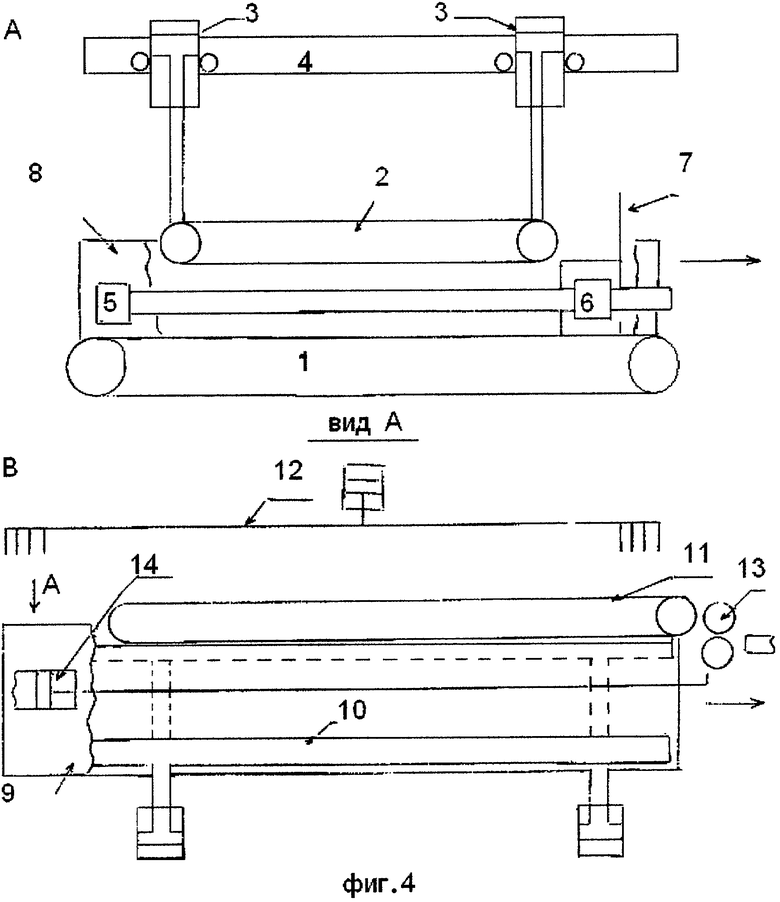
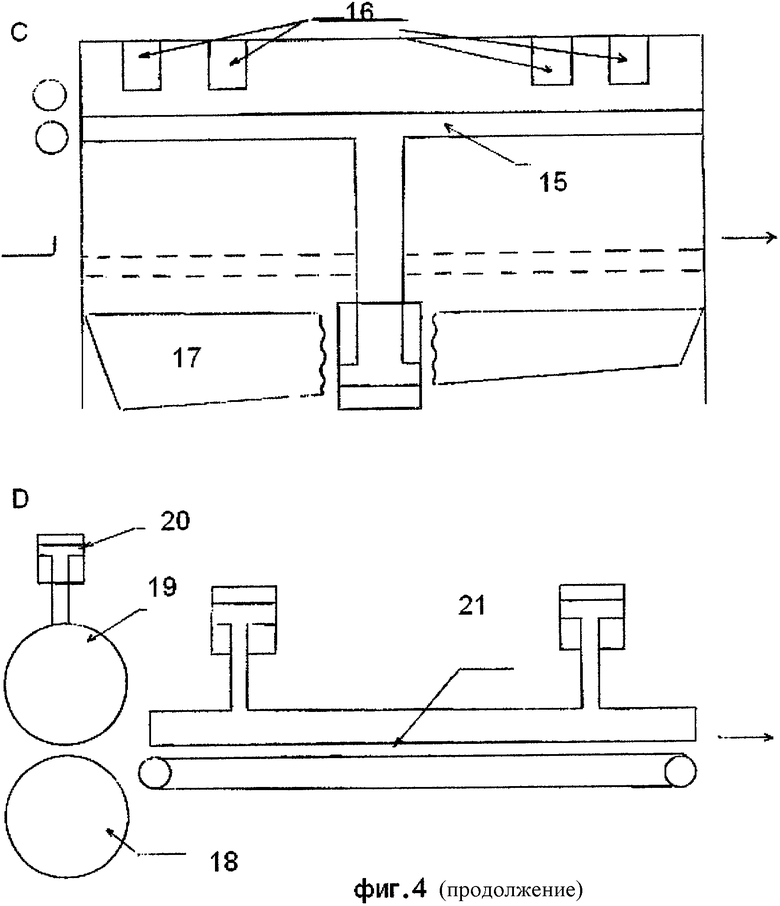
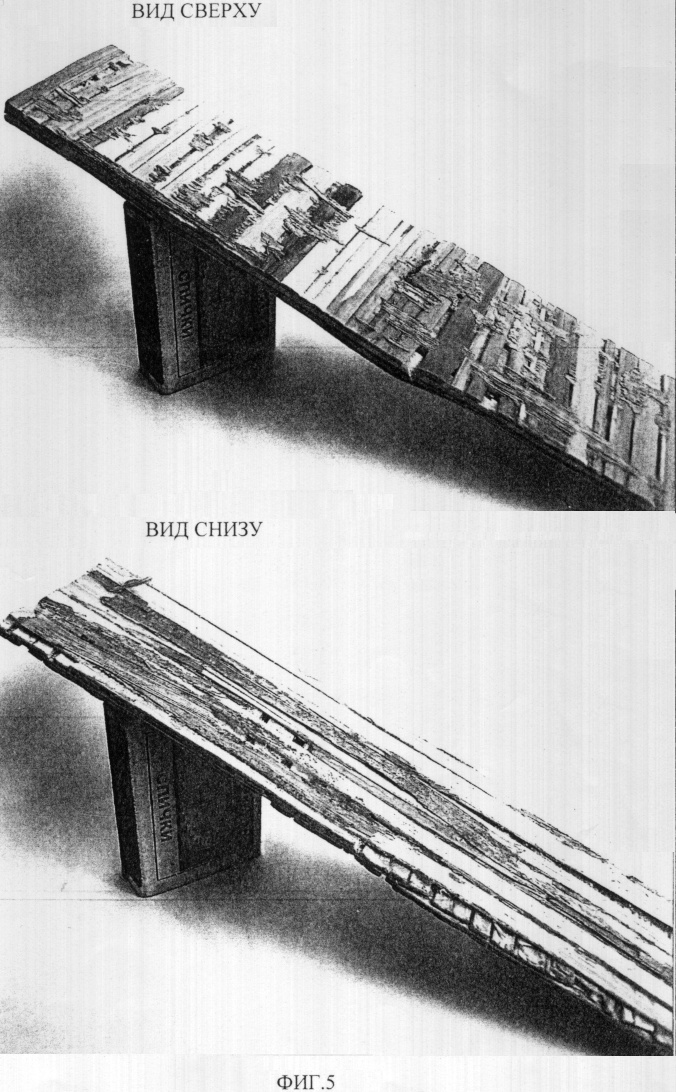
На фигуре 1 изображено переносное устройство для формирования плит. Оно состоит из конвейера 1, набранного из пластин, чтобы держать давление. Механизма прошивки плиты 22 и направляющего конвейера 2, крепящегося к гидравлической системе 3. На фигуре 2 изображено устройство для формирования тростникового слоистого пластика. На этой фигуре показана общая компоновка узлов (вид сверху). На фигуре 3 изображена режущая рамка 6 узла А фигура 4 (вид спереди). На фигуре 4 изображена конструкция узлов А, В, С, D. Узел А состоит из конвейера 1, набранного из пластин, направляющего конвейера 2, соединенного с гидравлической системой 3 и передвигающегося по рельсе 4, режущей рамки 6 с заслонкой 7 и механизма продольной подачи 5 и корпуса 8. Узел В состоит из корпуса 9, подъемного устройства 10, подающего конвейера 11, горизонтального разделяющего устройства 12, направляющих валов 13, подающего механизма 14, подающего готовую пропитанную клеем кладку в узел Б. Узел С состоит из плиты 15 на гидравлическом приводе, системы подачи клея 16, ванны с подогревом 17. Узел D состоит из направляющих валов 18, 19. Направляющий вал 19 находится на гидравлическом приводе 20 и системы гидравлического прессования 21. На фигуре 5 изображен образец, полученный в кустарных условиях.
1.5. Осуществление изобретения.
На фигуре 1 изображено переносное устройство для формирования плит. Заданное количество тростника подается на конвейер 1, направляющий конвейер 2 при помощи 3 гидравлической системы 3 сжимает тростник и пропускает его через себя с целью сломать стебли тростника, особенно в междоузлиях, прошить шпагатом, чтобы не поломать тростник поперек. На фигуре 2 изображено устройство по формированию тростникового слоистого пластика. На ней видны особенности компоновки узлов. Устройство работает следующим образом: узлы А работают одновременно; в них происходит разделение стеблей на полосы. Тростниковая плита подается на конвейер 1. Когда плита доходит до режущей рамки 6, включается механизм продольной механической подачи 5 и двигает рамку 6 в противоположном направлении до упора. Направляющий конвейер 2 при помощи гидравлической системы 3 прижимает плиту и двигается по рельсе 4 вместе с режущей рамкой 6 и служит для того, чтобы стебли разрезались вдоль, а не ломались. После того как рамка 6 дошла до упора механизма 5 и пропустила плиту, заслонка 7 закрывается и рамка 6, направляющий конвейер 2 двигаются в исходное положение, продвигая разрезанную вдоль тростниковую плиту в узел В, дойдя до исходного состояния, заслонка 7 рамки 6 поднимается, гидравлическая система 3 возвращается в исходное положение. Узел А готов к принятию следующей партии. Давление, создаваемое гидравлической системой 3, в МПа: 1,2-1,5.
Узлы В работают попеременно. Далее полоски тростника подаются в корпус 9 узла В, горизонтальное разделяющее устройство 12 отделяет слой тростника от общей массы тростника, подающий конвейер 11 пропускает слой тростника через направляющие валы 13 и подает его на плиту 15 узла С, где слой тростника пропитывается клеем из системы подачи 16. Далее горизонтальное разделяющее устройство 12 возвращается в исходное положение. Подъемное устройство 10 поднимает массу тростника на величину убранного слоя тростника, а устройство 15 опускается на величину убранного слоя. Затем операция повторяется, горизонтальное разделяющее устройство 12 отделяет слой тростника и т.д. до тех пор, пока подъемное устройство 10 не будет в верхней крайней точке. Далее вся кладка при помощи подающего механизма 14 подается на направляющие валы 18, 19 узла D. Направляющий вал 19 находится на гидравлическом приводе 20, для того чтобы регулировать давление на тростниковую кладку, так как клей может быть различных марок. Направляющие валы 18, 19 подают кладку в систему гидравлического прессования 21, где происходит формирование тростникового слоистого пластика. В зависимости от вида склеиваемых изделий и рода клея температура от 100 до 140 градусов Цельсия, давление в МПа: от 0,8 до 1,5
Источники информации
1. Школьная энциклопедия. История Древнего Мира. Москва: ОЛМА-Пресс Образование. 2003 год.
2. А.А.Вигасин. Г.Н.Годер. Н.С.Свенцицкая. История Древнего Мира. Москва: Просвещение. 1997 год.
3. Политехнический словарь. Москва: Советская Энциклопедия, 1989 год.
4. А.Е.Луговой. Фазан дельты Волги. Астрахань: Волга, 1962 год.
5. Н.В.Мех. Полевая практика по экологии для школьников и студентов. Астрахань, 2000 год.
6. И.А.Карабанов. А.А.Деркачев. В.А.Юдицкий. Справочник по трудовому обучению. Москва: Просвещение, 1992 год.
7. Н.Н.Гушулей. В.В.Рига. Основы деревообработки. Москва: Просвещение, 1988 год.
8. Н.Ф.Винокурова. Г.С.Камерилова. В.В.Николина. Природопользование. Москва: Просвещение, 1994 год.
9. Б.М.Миркин, Л.Г.Наумова. Экология России. Москва: Устойчивый мир, 2000 год.
10. Вопросы вирусологии №3 2004 год. «Медицина»
11. Токарно-винторезный станок (модель ТВ-4) руководство по уходу и обслуживанию.
12. В.П.Жуков. П.А.Леонтьев. З.В.Хрипушин. Справочник столяра и плотника. Воронежское книжное издательство. 1962 год.
13. География Астраханской области. Волгоград: Нижне-Волжское издательство. 1998 год.
14. Тростник обыкновенный http:www.Agroportal.Ru/manuals/plant/spisok/trostnik htm.
15. Ю.С.Чуйков. Л.Ю.Чуйкова. М.В.Сиговатова. Основы экологических знаний. Астрахань. 1999 год.
Изобретение относится к деревообрабатывающей промышленности. Тростниковый слоистый материал изготовлен из обыкновенного или южного тростника, содержит нечетное, максимально 15, количество слоев, выполненных из разрезанных вдоль на тонкие полосы стеблей тростника и уложенных во взаимно перпендикулярном направлении. Полосы пропитаны карбамидной, мочевиноформальдегидной или фенолформальдегидными клеящими композициями горячего отверждения и спрессованы в пресс-формах при температуре 100-140°С и давлении 0,8-1,5 МПа. Установка для производства тростниково-слоистого материала имеет набранный из пластин конвейер для подачи плиты тростника, механизм прошивки плиты, направляющий конвейер, соединенный с гидравлической системой и выполненный с возможностью его передвижения по рельсе совместно с режущей рамкой посредством механизма продольной подачи. Установка содержит также горизонтальное разделяющее устройство для отделения слоя тростника от общей массы, направляющие валы для подачи слоя тростника на плиту, систему подачи клея для пропитки клеем тростника, подъемное устройство, устройство для опускания слоя тростника на величину убранного слоя с возможностью подачи полученной кладки в систему гидравлического прессования для формирования тростниково-слоистого материала. Изобретение позволит получить материал с высокими технологическими свойствами. 2 н.п. ф-лы, 5 ил.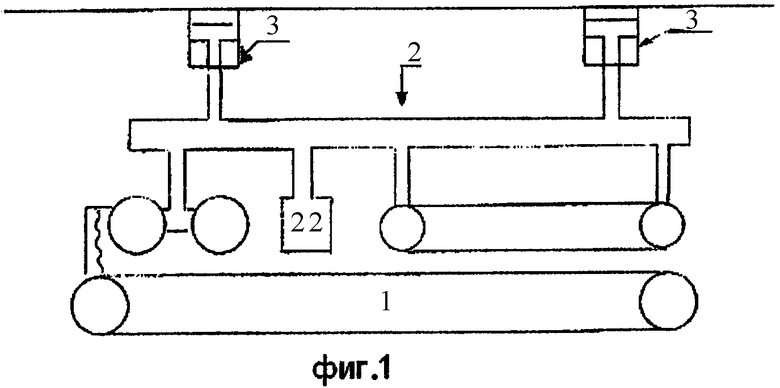
| 0 |
|
SU211452A1 | |
| СПОСОБ ПОЛУЧЕНИЯ ПЛИТНЫХ МАТЕРИАЛОВ ИЗ ЛИГНОЦЕЛЛЮЛОЗНОГО СЫРЬЯ | 1999 |
|
RU2153980C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2000 |
|
RU2199435C2 |
| Горизонтальный пресс для изготовления строительных камышитовых плит | 1957 |
|
SU117776A1 |
| МАШИНА ДЛЯ РАЗДЕЛЕНИЯ СТЕБЛЯ САХАРНОГО ТРОСТНИКА НА КОМПОНЕНТЫ | 0 |
|
SU368759A1 |
| US 3850677 A, 26.11.1974. | |||

