Изобретение относится к производству жидкого металла в черной и цветной металлургии. Использование изобретения изложено на примере производства стали в дуговых сталеплавильных печах (ДСП).
Независимо от способа производства в печи жидкого металла заключительной его стадией является выпуск полученного металла из печи в ковш. Реализация этой операции определяется конструктивным исполнением печи. Весьма существенным при этом является минимизация, вплоть до полного исключения, попадания печного шлака в ковш с расплавленным металлом.
Известна печь (ДСП) для получения расплавленного металла, в которой с целью интенсификации плавки и экономии электрической энергии в верхней зоне рабочего пространства печи расположено 4-6 продувочных устройств и применены полые электроды, обеспечивающие дополнительно к энергии электрической дуги электродов подачу в печь углеродсодержащего топлива, кислорода и кислородсодержащих газов [см., например, патент РФ №2025499 C1, C21C 5/52; F27B 3/14. Опубл. в Бюл. №24. 30.12.94].
Основной недостаток известной печи для получения расплавленного металла состоит в отсутствии технических решений по предотвращению попадания печного шлака в выпускаемый жидкий металл. В известной печи для выпуска жидкого металла применено сливное отверстие и сливной носок, в совокупности не решающие указанную техническую проблему отсечки печного шлака. Последнее особенно проявляется при полном выпуске металла из ванны печи.
Известна печь (ДСП) для получения расплавленного металла, в которой для выпуска расплавленного металла из ванны печи предусмотрена пристройка к печи двухколенной теплоизолированной трубы. При эксплуатации печи предусмотрено, во-первых, постоянное оставление части жидкого металла в печи («болота»), во-вторых, периодический (еженедельный) выпуск всего металла через дополнительное отверстие в донной части печи [см., например, «FAST» - метод, журнал «Электрометаллургия», 2004, №11, с.43-44].
Известной печи присущи следующие недостатки.
1. Предусмотрен выпуск только части металла из ванны печи, в то время как на ряде ДСП реализуют полный выпуск полученного жидкого металла.
2. При периодическом выпуске металла через дополнительное отверстие в донной части печи шлак не отсекается от жидкого металла при его выпуске и тем самым попадает в металл.
3. Имеет место повышенная вероятность застывания жидкого металла в районе предусмотренного его выхода из второго колена трубы в сторону ковша.
Известна печь (ДСП) для получения расплавленного металла, в которой рабочее пространство печи развито в виде эркера, в дне которого предусмотрено отверстие для выпуска жидкого металла при соответствующем наклоне печи [см., например, МРТ-11, перев. на русский язык, 2002 г. Штефан Лемке и др. «Технические решения для производства стали», с.26].
Известной печи присущи следующие недостатки.
1. Не решена техническая задача образования VORTEX (закручивания потоков металла), что затрудняет отсечение шлака от жидкого металла в процессе его выпуска.
2. Жидкий металл в районе эркера имеет пониженную температуру, что удлиняет продолжительность плавки, так как требует подогрева металла. Таким образом, необходим дополнительный расход энергии.
Известна печь (ДСП) для получения расплавленного металла, содержащая образованное металлическим корпусом и огнеупорными материалами рабочее пространство печи, составной частью которого является ванна, под и свод печи, при этом рабочее пространство печи снабжено сливным отверстием, которое является началом пути выпуска жидкого металла из ванны печи путем наклона печи из нормального ее положения механизмом поворота (см., например, Н.В. Окороков. Электроплавильные печи. Металлургиздат, 1945, с.99-135).
По существенным признакам эта известная печь для получения расплавленного металла наиболее близка предлагаемой, поэтому принята за прототип.
Известной печи присущ существенный недостаток: отсутствует механизм отсечения печного шлака при выпуске всего расплавленного металла из ванны печи, что существенно усложняет и удлиняет процессы внепечной обработки жидкого металла, снижает качество получаемого из металла проката.
Предлагаемая печь для получения расплавленного металла свободна от указанного существенного недостатка известной печи. В ней решена задача полного отсечения печного шлака от расплавленного металла в процессе выпуска всего металла из ванны печи, т.е. полного освобождения ванны печи. Тем самым обеспечены условия для ускорения, упрощения и удешевления операций внепечной обработки жидкого металла, производства из него более качественного проката.
Получение указанного технического решения обеспечено благодаря тому, что печь для получения расплавленного металла, содержащая образованное металлическим корпусом и огнеупорными материалами рабочее пространство печи, составной частью которого является ванна, под и свод печи, при этом рабочее пространство печи имеет сливное отверстие для выпуска жидкого металла из ванны при наклоне печи из нормального ее положения, по изобретению снабжена трехколенной трубой, плотно сочлененной со сливным отверстием для выпуска жидкого металла из ванны, каналы трехколенной трубы сообщены между собой для выпуска жидкого металла из ванны через выпускное отверстие трехколенной трубы, при этом при нормальном положении печи продольные оси по меньшей мере первого и второго каналов колен трехколенной трубы расположены наклонно по отношению к горизонтальной плоскости, а продольная ось канала первого колена наклонена к горизонтальной плоскости в направлении свода печи. Кроме того, продольные оси всех каналов колен трехколенной трубы расположены в одной плоскости, при этом канал первого колена трубы является крайним. Помимо этого, продольные оси каналов колен трехколенной трубы расположены в вертикальной плоскости. К тому же, канал первого колена трехколенной трубы расположен над двумя другими каналами колен. Канал первого колена трехколенной трубы расположен под двумя другими каналами колен. Также продольные оси каналов колен трехколенной трубы расположены в разных плоскостях. Канал первого колена трехколенной трубы расположен над двумя другими каналами колен. Канал первого колена трехколенной трубы расположен под двумя другими каналами колен. Причем при нормальном положении печи по ходу траектории движения выпускаемого из ванны жидкого металла продольная ось канала первого колена трехколенной трубы образует с горизонтальной плоскостью угол γ1, а продольная ось канала второго колена трехколенной трубы образует с горизонтальной плоскостью угол γ2, при этом между углами имеет место соотношение: γ2<γ1.
Продольные оси каналов второго и третьего колен трехколенной трубы отклонены от горизонтальной плоскости в направлении пода печи. Продольная ось канала второго колена трехколенной трубы отклонена от горизонтальной плоскости в направлении свода печи, а канала третьего колена - в направлении пода печи. Протяженности первого канала l1 и второго канала l2 колен трехколенной трубы связаны соотношением:
ρм·l2·cos(90-α±γ2)>ρш·[hш+l1cos(90-α+γ1)],
где α - наибольший угол наклона печи от горизонтальной плоскости в направлении сливного отверстия в конце полного выпуска жидкого металла из ванны печи;
hm - прогнозируемая наибольшая толщина шлака над входом в канал первого колена трехколенной трубы в конце полного выпуска жидкого металла из ванны печи, м;
ρм и ρш - плотность жидкого металла и шлака соответственно в конце полного выпуска жидкого металла из ванны печи, кг/м3;
плюс γ2 - в случае отклонения продольной оси канала второго колена от горизонтальной плоскости в направлении пода печи;
минус γ2 - в случае отклонения продольной оси канала второго колена от горизонтальной плоскости в направлении свода печи;
l1 и l2, м.
Внутренние каналы колен трехколенной трубы выполнены из огнеупорного материала, поперечные сечения которых выполнены круглыми, или квадратными, или прямоугольными, при этом выходное отверстие трехколенной трубы выполнено круглым, а площадь поперечного сечения канала, соединяющего первое и второе колено трехколенной трубы, по меньшей мере на 50% превышает площадь поперечного сечения по меньшей мере канала первого колена трехколенной трубы. Трехколенная труба выполнена в виде единого блока с возможностью его периодической смены. К выпускному отверстию трехколенной трубы подведена с возможностью отвода металлическая труба, которая соединена с источником горючей газовой среды и на трубе с возможностью перемещения вдоль трубы закреплена крышка, размеры которой перекрывают поперечное сечение выпускного отверстия трехколенной трубы.
Предлагаемая печь для получения расплавленного металла пояснена схематическими чертежами (фиг.1-12).
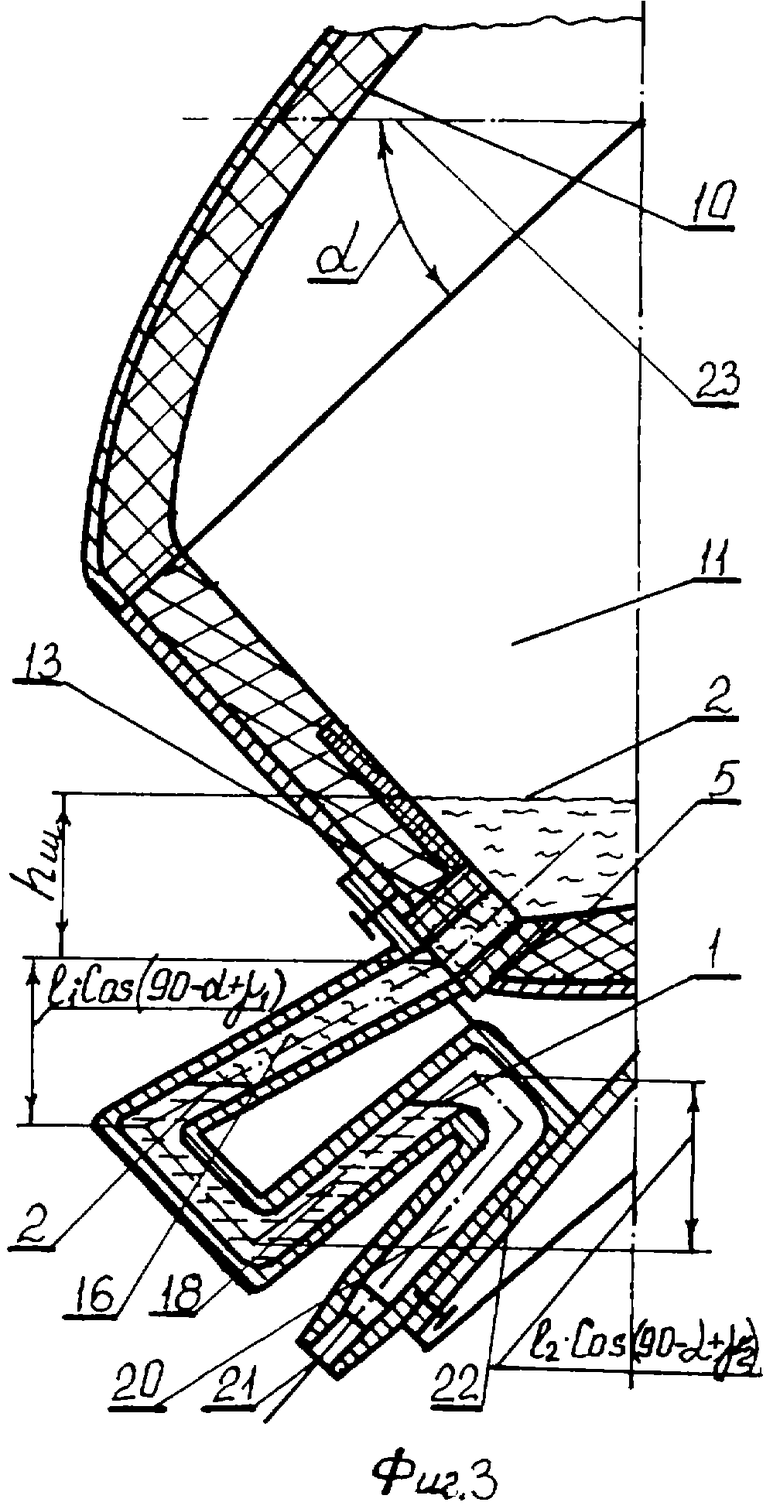
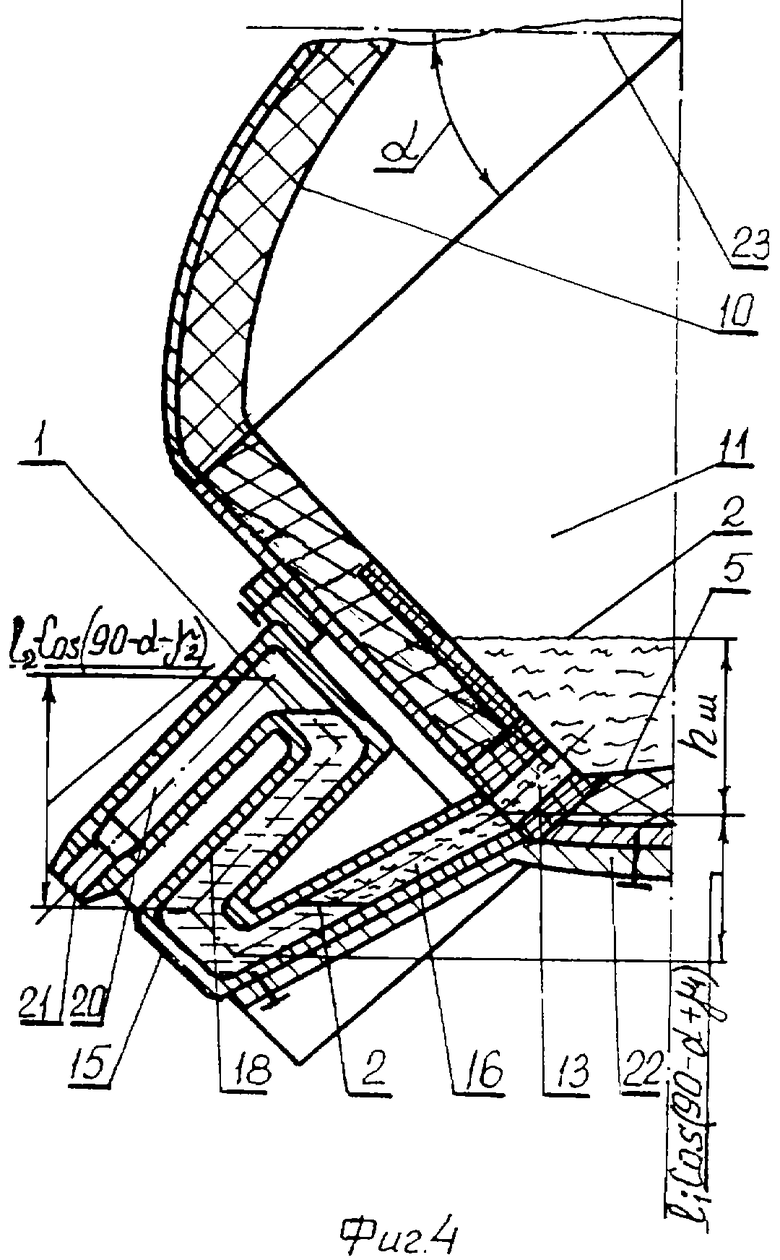
На фиг.1 показана плавильная печь в нормальном положении с расположением продольных осей каналов колен трехколенной трубы для слива жидкого металла в вертикальной плоскости, при этом канал первого колена является верхним; на фиг.2 показана в аналогичном положении печь с расположением колен трехколенной трубы для слива жидкого металла, при котором канал первого колена является нижним; на фиг.3 - окончание выпуска жидкого металла из ванны плавильной печи на фиг.1; на фиг.4 - окончание выпуска жидкого металла из ванны плавильной печи на фиг.2; на фиг.5-11 показан ряд вариантов расположения каналов колен трехколенной трубы для выпуска жидкого металла на примере расположения каналов колен трехколенной трубы с круглым поперечным сечением; на фиг.12 показана реализация подогрева каналов колен трехколенной трубы.
Печь для получения расплавленного металла 1 (например, дуговая сталеплавильная печь) и образующегося при этом шлака 2 над слоем жидкого металла (фиг.1 и 2) рассчитана на полный выпуск жидкого металла и шлака из печи. Дно печи выполнено из металлического корпуса 3, выложено огнеупорными материалами 4, образующими под печи 5. Стены печи выполнены из металлического корпуса 6 и выложены огнеупорным материалом 7. Крыша печи выполнена из металлического корпуса 8 и выложена огнеупорным материалом 9, образуя свод печи 10. Свод, под и стены печи образуют рабочее пространство печи 11, нижняя часть которого является ванной печи 12, в которой аккумулируется образующийся жидкий металл 1 и шлак 2. Печь снабжена сливным отверстием 13 для выпуска жидкого металла из ванны при наклоне печи и механизмом поворота (наклона) печи 14 в/от сторону сливного отверстия 13. Механизм поворота печи 14 реализует поворот с наклоном печи на угол, обеспечивающий полное освобождение ванны печи 12 от жидкого металла 1 через сливное отверстие 13 для выпуска жидкого металла из ванны печи при ее наклоне. Сливное отверстие 13, таким образом, является началом движения жидкого металла 1 в сторону ковша из ванны печи 12 путем наклона печи из нормального ее положения (фиг.1 и 2) от механизма поворота 14 в сторону сливного отверстия 13. Печь для получения расплавленного металла 1 содержит трехколенную трубу 15, плотно сочлененную со сливным отверстием 13, при этом первое колено 16 трехколенной трубы каналом I плотно сочленено со сливным отверстием 13. Первое колено 16 трехколенной трубы 15 через канал 17 соединено с каналом II второго колена 18 трехколенной трубы 15. Второе колено 18 через канал 19 соединено с каналом III третьего колена 20 трехколенной трубы 15. Таким образом, каналы колен трехколенной трубы последовательно соединены между собой для выпуска жидкого металла из ванны печи 12 через выпускной канал III третьего колена 20, который заканчивается круглым выпускным отверстием 21, которое в свою очередь является концом указанного движения жидкого металла 1 из ванны печи 12 при ее наклоне от механизма поворота 14 из нормального положения, показанного на фиг.1 и 2. При нормальном положении печи (фиг.1 и 2) уровень жидкого металла расположен горизонтально с небольшим заходом через сливное отверстие 13 в канал I первого колена 16. При этом уровень жидкого металла 1 расположен выше верхней точки поперечного сечения выпускного отверстия 13, так что шлак 2 при нормальном положении печи не поступает в канал I первого колена 16 трехколенной трубы 15. Печь снабжена несущим кронштейном 22, который закреплен на металлическом корпусе печи 3; на кронштейне 22 установлена и закреплена трехколенная труба 15 для слива жидкого металла с одновременным креплением этой трубы к металлическому корпусу печи 6. Крепление осуществляют по месту.
На фиг.1 и 2 стрелками показан путь движения жидкого металла 1 из ванны печи 12 через сливное отверстие 13 по каналам I-III трехколенной трубы 15 и соединяющим их каналам переливания 17 и 19 с окончательным выходом металла через выпускное отверстие 21 в направлении ковша. Таким образом, с момента пересечения выпускного отверстия 21 жидкий металл окончательно покидает печь и движется в направлении ковша. На фиг.1 и 2 показана траектория движения жидкого металла 1 через сливное отверстие 13, каналы I-III колен 16, 18 и 20 и каналы 17 и 19 трехколенной трубы 15; реализация траектории этого движения происходит после наклона печи от механизма 14 в сторону сливного отверстия 13.
Первое 16, второе 18 и третье 20 колена трехколенной трубы 15 при нормальном положении печи по-разному расположены относительно горизонтальной плоскости 23 (так как трехколенная труба имеет три колена, на фиг.1 и 2 изображены три горизонтальные плоскости, каждая для своего колена, которые на этих чертежах для упрощения обозначены одной цифрой 23). Ниже при рассмотрении расположения колен 16, 18 и 20 относительно горизонтальной плоскости 23 в качестве уровня горизонтальной плоскости для каждого канала колен 16, 18 и 20 принимается плоскость, проходящая через начало отверстия соответствующего канала колена, и от этой плоскости оценивается расположение канала колена в пространстве. При этом за начало каждого канала колена принимается вход в канал этого колена движущегося из ванны печи жидкого металла.
При нормальном положении печи (фиг.1 и 2) по ходу траектории движения выпускаемого из ванны печи жидкого металла продольная ось канала I первого колена 16 трехколенной трубы 15 образует с горизонтальной плоскостью 23 угол γ1 в направлении свода печи 10. Продольная ось канала II второго колена 18 трехколенной трубы 15 образует с горизонтальной плоскостью 23 угол γ2 в направлении пода печи 5 (фиг.1) или в направлении свода печи 10 (фиг.2). Это определяется конструктивным исполнением трехколенной трубы 15 и ее сочленением со сливным отверстием 13. Продольная ось канала III третьего колена 20 трехколенной трубы 15 может быть наклонена к горизонтальной плоскости 23 с отклонением на угол γ3 в направлении пода печи (фиг.1 и 2). Для третьего колена 20 трехколенной трубы 15 возможно расположение продольной оси канала III колена как в горизонтальной плоскости 23, так и отклонение в направлении свода печи 10. Значение угла γ3 и направление его отклонения от горизонтальной плоскости 23 не влияет на решение поставленной в настоящем изобретении технической задачи и определяется другими целями. Угол γ1 существенно превышает угол γ2, т.е. γ2<γ1.
Протяженность канала I первого колена 16 трехколенной трубы 15, равная l1 (м), и протяженность канала II второго колена 18 этой трубы, равная l2 (м), связаны соотношением (фиг.1 и 2):

где α - наибольший угол наклона печи от горизонтальной плоскости в направлении сливного отверстия 13 в конце полного выпуска жидкого металла 1 из ванны печи 12;
hш - прогнозируемая наибольшая толщина шлака 2 над входом в канал I первого колена 16 трехколенной трубы 15 в конце полного выпуска жидкого металла 1 из ванны печи 12, м;
ρм и ρш - плотность жидкого металла 1 и шлака 2 соответственно в конце выпуска жидкого металла 1 из ванны печи 12, кг/м3;
плюс γ2 - в случае отклонения продольной оси канала II второго колена 18 трехколенной трубы 15 от горизонтальной плоскости 23 в направлении пода печи 5 (фиг.1);
минус γ2 - в случае отклонения продольной оси канала II второго колена 18 трехколенной трубы 15 от горизонтальной плоскости 23 в направлении свода печи 10 (фиг.2).
Продольные оси каналов колен 16, 18 и 20 трехколенной трубы 15 по-разному могут быть расположены в пространстве и последнее определяется конструктивными параметрами печи, ее сливного отверстия 13, расположением стального ковша под печью, реализуемым на печи максимальным углом наклона (поворота) печи α при полном выпуске металла 1 из ванны печи 12 и другими соображениями.
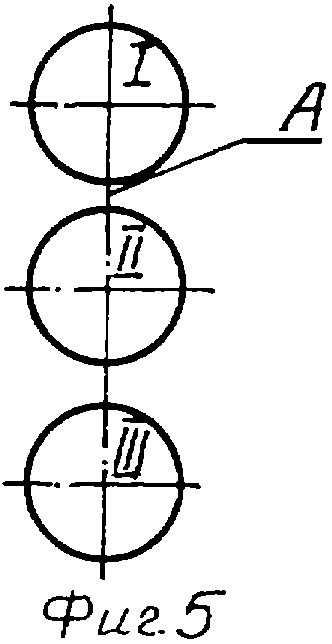
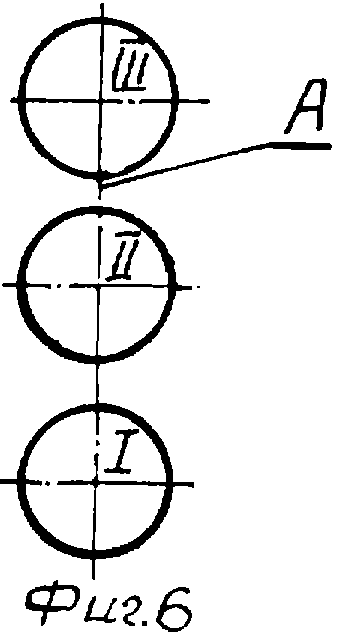
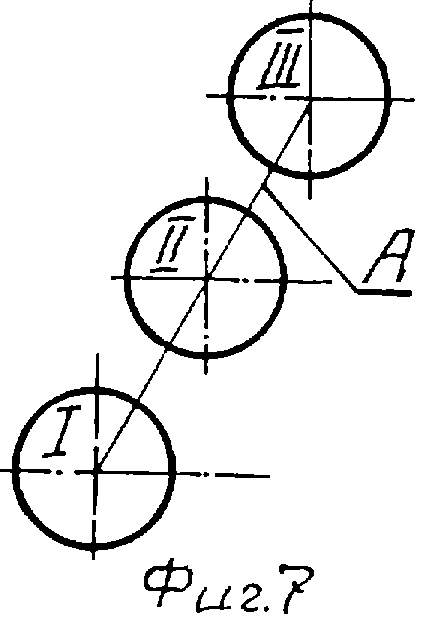
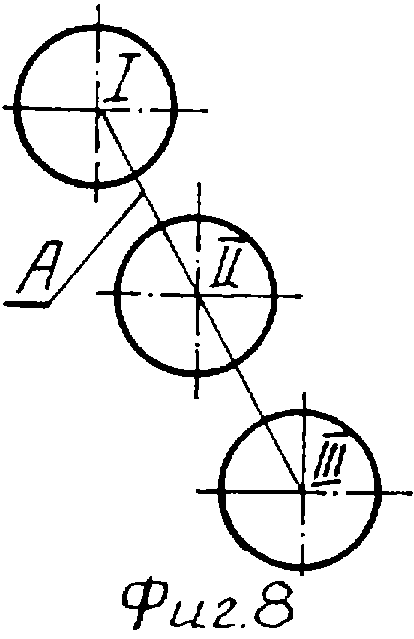
Продольные оси каналов колен 16, 18 и 20 могут быть расположены в одной плоскости А (фиг.5-8), канал I первого колена 16 трубы является крайним. Плоскость А, в которой расположены продольные оси каналов колен 16, 18 и 20, может быть вертикальной (фиг.1-6) или наклонной (фиг.7 и 8). Канал первого колена 16 расположен над двумя другими каналами колен 18 и 20 (фиг.1, 3, 5, 8). Канал первого колена 16 может быть расположен под двумя другими каналами колен 18 и 20 (фиг.2, 4, 6 и 7).
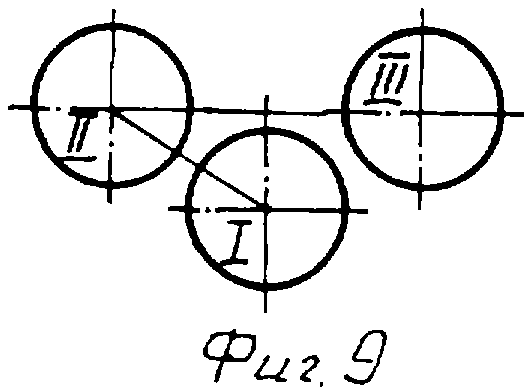
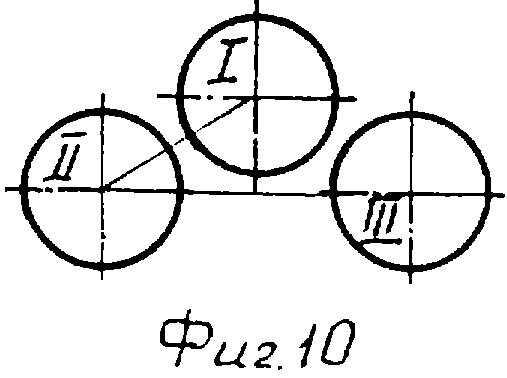
Продольные оси каналов колен 16, 18 и 20 могут быть расположены в разных плоскостях (фиг.9-11). При этом канал I первого колена 16 может быть расположен под двумя другими каналами колен 18 и 20 (фиг.9) или над двумя другими каналами колен 18 и 20 (фиг.10). Заметим, что на фиг.5-11 показаны поперечные сечения каналов I-III колен 16, 18 и 20, где канал I образован в колене 16, канал II - в колене 18 и канал III - в колене 20 (это же см. на фиг.1 и 2).
Внутренние каналы I-III колен 16, 18 и 20 трехколенной трубы выполнены из огнеупорного материала, поперечные сечения которых могут иметь различную форму: быть круглым (фиг.5-11), квадратным или прямоугольным. Форма поперечных сечений каналов I-III определяется конструктивными параметрами печи, сливного отверстия 13, количеством жидкого металла 1 в ванне печи 12, который необходимо в течение определенного времени вылить из печи. Форма поперечного сечения каналов I-III колен 16, 18 и 20 определяется также условиями изготовления трехколенной трубы. Однако заметим, что форма поперечного сечения каналов I-III трехколенной трубы не влияет на достижение поставленной цели. При любой форме поперечного сечения каналов I-III отверстие 21 на выходе из канала III трехколенной трубы 15 выполнено круглым, чтобы стабилизировать движение потока жидкого металла в направлении стального ковша. Наружную часть трехколенной трубы 15 в ряде случаев выполняют стальной и последнее определено взятой за основу конструкцией трехколенной трубы.
Трехколенная труба 15 состоит из каналов I-III трех колен 16, 18 и 20, последовательно соединенных каналами 17 и 19. Однако для большей жесткости трехколенной трубы 15 при прохождении по ней жидкого металла колена 16, 18 и 20 соединены перемычками 24 и 25 (фиг.1 и 2). Более того, наиболее предпочтительным является блочное исполнение трехколенной трубы 15. В этом случае в едином блоке из огнеупорного материала каналы I-III колен 16, 18 и 20 и последовательно соединяющие их каналы 17 и 19 (фиг.1) получают путем выжигания заложенных в блок элементов при изготовлении блока, при этом выжигаемые элементы выполнены из соответствующих материалов.
Во всех случаях исполнения трехколенной трубы 15 величина поперечного сечения канала 17, соединяющей каналы I и II первого 16 и второго 18 колен, превышает значение поперечного сечения по меньшей мере канала I первого колена 16 трубы 15. Наличие этого превышения необходимо для частичного гашения скорости движения металла 1 перед его поступлением в канал II колена 18 трубы 15. Отсутствие отмеченного превышения площади поперечного сечения канала 17 по меньшей мере над площадью поперечного сечения канала I первого колена 16 трехколенной трубы 15 приводит к движению по инерции шлака 2 за металлом 1 и поступлению шлака 2 в канал II второго колена 18 трубы 15. Последнее исключает решение поставленной технической задачи отсечения шлака 2, так как приводит к нарушению условия (1).
Верхняя граница указанного превышения площади поперечного сечения канала 17 над площадью поперечного сечения канала I колена 16 ограничена геометрическими размерами блока, в котором размещена трехколенная труба 15. В целом с увеличением указанного превышения площадей возрастает гарантия отсечения шлака 2 от жидкого металла 1 в процессе выпуска металла из ванны 12 печи в ковш.
Нижняя граница указанного превышения площади поперечного сечения канала 17 над площадью поперечного сечения канала I первого колена 16 определяется многими параметрами: диаметрами каналов I и III колен 16...20 (в том числе степенью их износа), их длиной, углом наклона печи и соответственно превышением левой части неравенства (1) над его правой частью. Во многом указанную нижнюю границу определяют на уровне промышленного эксперимента и в последующем придерживаются полученного значения, полученного для максимальной плотности шлака ρш. Согласно экспериментам на холодной модели [из модели печи осуществляли выпуск жидкого раствора KJ с плотностью ρ=1,62 кг/дм3 (имитировал металл), над которым располагался слой подкрашенного керосина с плотности ρш=0,8 кг/дм3 (имитировал шлак)], наименьшее значение рассматриваемого превышения указанных площадей должно составлять порядка 50%.
Заметим, что при необходимости гашению инерционных сил способствует также увеличение примерно на 50% и более площади поперечного сечения канала II колена 18 над площадью поперечного сечения канала I колена 16 трехколенной трубы 15.
Во всех случаях исполнения трехколенной трубы 15 ее снабжают устройствами 26 для транспортировки, демонтажа / монтажа с креплением на кронштейне 22 и корпусе 6 печи и плотным сочленением канала I первого колена 16 со сливным отверстием 13 печи. Таким образом, в конструкции печи предусмотрена возможность периодической смены трехколенной трубы 15. Необходимость этой смены обусловлена износом каналов I-III и каналов 17 и 19 трехколенной трубы 15 из-за контакта с горячим металлом 1.
В конструкции печи предусмотрен также подогрев каналов I-III и каналов 17, 19 трехколенной трубы 15 при нормальном положении печи. Подогревом исключают полное или частичное застывание в трубе 15 жидкого металла 1 в процессе его выпуска. Для этого в выпускное отверстие 21 при нормальном положении печи вводят металлическую трубу 27 (фиг.12), по внутреннему каналу 28 которой подают, например, природный газ 29, а по зазору - воздух 30. Образующимся пламенем 31 обогревают каналы I-III и каналы 17, 19 трехколенной трубы 15 до начала выпуска жидкого металла 1 из печи.
Кроме того, в конструкции предусмотрено закрытие выпускного отверстия 21 крышкой 32 с помощью крепления 33 на трубе 27. Образующиеся в каналах III-I и каналах 17,19 продукты горения подаваемого по трубе 27 газа создают в них давление, проникающее через сливное отверстие 13 в рабочее пространство печи 11 при ее нормальном положении и исключающее, в том числе благодаря барботажу металла, застывание части жидкого металла 1 в канале I. По мере сгорания части трубы 27 ее продвигают в канал III, предварительно освобождая крепление 33. Механизмы подачи/отвода трубы 27 в/из выпускного отверстия 21 здесь не анализируются, так как этот механизм не представляет технического интереса и не определяет решение поставленной технической задачи. Однако наличием в конструкции печи перечисленных элементов исключают рассмотренные затруднения при выпуске жидкого металла из печи. Ясно также, что механизм установки трубы 27 в канал III работает синхронно с механизмом наклона печи 14 и гарантированно выводит трубу 27 из канала III перед началом процесса выпуска жидкого металла 1 из ванны печи 12 через сливное отверстие 13.
Предлагаемая печь для получения расплавленного металла работает следующим образом.
При нормальном положении печи (фиг.1 и 2) в ней плавят жидкий металл 1, над которым формируют шлак 2. К концу плавки жидкий металл 1 и шлак 2 расположены в ванне печи 12 таким образом, что уровень жидкого металла 1 (он же - граница раздела металл 1 - шлак 2) располагают несколько выше верхней точки сливного отверстия 13, чем исключают попадание шлака 2 в сливное отверстие 13 печи. В этом положении печи незначительная часть жидкого металла находится в канале I первого колена 16 трехколенной трубы 15.
Эксплуатацией печи предусмотрен полный выпуск жидкого металла 1 из ванны печи 12 через сливное отверстие 13.
Для выпуска жидкого металла 1 из ванны печи 12 механизмом поворота 14 печь наклоняют в сторону сливного отверстия 13 на угол α. На фиг.3 показано положение для печи на фиг.1 после ее поворота на угол α, на фиг.4 - аналогичное положение для печи на фиг.2 после ее поворота на угол α. При этом на фиг.3 и 4 приведен момент окончания выпуска жидкого металла 1 из ванны печи 12.
По мере поворота печи жидкий металл 1 заполняет канал I колена 16, затем перетекает по каналу 17 и заполняет канал II колена 18 и перетекает по каналу 19 в канал III колена 20, из которого по круглому отверстию 21 покидает трехколенную трубу 15 и в виде потока падает в ковш. На участке между концом канала I и началом канала II скорость движения металла 1 замедляют благодаря тому, что площадь поперечного сечения канала 17, соединяющего каналы I и II, по меньшей мере на 50% больше площади поперечного сечения канала I. В описанном процессе выпуска жидкого металла 1 из ванны печи 12 шлак 2 находится над поверхностью жидкого металла, что исключает его попадание в сливное отверстие 13, т.е. в каналы I-III и каналы 17 и 19 трехколенной трубы, и, таким образом, в ковш.
Отклонение продольной оси канала I колена 16 на угол γ1 в направлении свода печи и описанное выше расположение уровня жидкого металла 1 и шлака 2 относительно сливного отверстия 13 при нормальном положении печи (см. фиг.1 и 2) исключают попадание шлака 2 в сливное отверстие 13, т.е. в ковш. Значение угла γ1 принимают равным 8...30°.
Однако в процессе наполнения ванны 12 жидким металлом возможно поступление незначительного количества шлака 2 в канал I колена 16. Предотвращение попадания шлака в ковш в этом случае рассмотрено ниже.
Окончание процесса полного выпуска жидкого металла 1 из ванны печи 12 показано на фиг.3 и 4. Благодаря выполнению условия (1), соблюдение которого усиливают отмеченным замедлением скорости движения металла в канале 17, шлак 2 останавливается в канале I колена 16 под давлением массы металла 1, заполнившего канал II колена 18. Таким образом осуществляют практически полный выпуск жидкого металла 1 из ванны печи 12 и реализуют полное отсечение шлака 2 от жидкого металла, т.е. исключают поступление шлака 2 в каналы II и III колен 18 и 20 трехколенной трубы 15. Следовательно, осуществляют полное отсечение шлака 2 от жидкого металла 1, поступающего в ковш.
По окончании процесса полного выпуска жидкого металла 1 механизмом поворота 14 печь возвращают в начальное положение. При этом шлак 2 из канала I возвращается в ванну печи 12 благодаря отклонению канала I колена 16 на угол γ1 от горизонтальной плоскости 23 в направлении свода печи 10.
В случае исполнения трехколенной трубы 15 с отклонением от горизонтальной плоскости 23 при нормальном положении печи канала II колена 18 и канала III колена 20 в направлении пода печи 5 на угол γ2 (фиг.1) оставшееся в канале II незначительное количество жидкого металла 1 (фиг.3) поступает в ковш. Для этого достаточно обеспечение значения угла γ2 в пределах 2...5°, обеспечивающих сток жидкого металла. При этом всегда γ2<γ1. По другим соображениям, например, для вертикального направления струи жидкого металла 1 в ковш после прохождения выпускного отверстия 21, угол γ3 может быть увеличен до вертикального положения канала III колена 20 при реализуемом на соответствующей печи максимальном угле α ее наклона. Увеличение угла γ3 при этом практически не отражается на отсечении шлака 2 от жидкого металла 1 в конце его полного выпуска из ванны печи 12, так как угол γ3 не входит в условие (1) полного отсечения шлака 2 от металла 1.
В случае исполнения трехколенной трубы 15 с отклонением канала II колена 18 от горизонтальной плоскости 23 при нормальном положении печи в направлении свода печи 10 на угол γ2 (фиг.2) после возвращения печи от механизма поворота 14 из положения при выпуске металла (фиг.4) в нормальное положение (фиг.2) незначительное количество металла, оставшееся в канале II, вместе со шлаком поступает в ванну печи 12 и удаляется из нее вместе со шлаком 2. Так же как и в предыдущем случае направление отклонения канала III колена 20 от горизонтальной плоскости 23 и значение угла γ3 этого отклонения не имеют принципиального значения для решения задачи отсечения шлака 2 от жидкого металла 1 при его полном выпуске из ванны печи 12.
Шлак 2, оказавшийся в ванне 12 печи после выпуска жидкого металла 1 из печи, удаляют из печи путем поворота печи на угол α.
В зависимости от конструктивного исполнения печи, механизма ее поворота 14, расположения и формы сливного отверстия 13 в предлагаемой печи применяется различное исполнение трехколенной трубы 15.
Во-первых, внутренние каналы I-III колен 16, 18 и 20 трехколенной трубы 15 могут быть круглыми (фиг.5-11), квадратными или прямоугольными и при этом последовательно соединены между собой каналами 17 и 19. При любом исполнении внутренняя поверхность каналов I-III и каналов 17 и 19 химически- и термостойкая против действия жидкого металла, для чего выполнена из огнеупорных материалов.
Во-вторых, каналы колен 16, 18 и 20 трехколенной трубы по-разному могут быть расположены в пространстве:
- продольные оси каналов колен 16, 18 и 20 расположены в одной плоскости (фиг.1-8), при этом канал I первого колена 16 является крайним. Канал I колена 16 может быть расположен над двумя другими каналами II и III колен 18 и 20 (фиг.1, 3, 5, 8). Канал I этого колена 16 может быть расположен под двумя другими каналами II и III колен 18 и 20 (фиг.2, 4, 6 и 7). К тому же продольные оси каналов I-III могут быть расположены в вертикальной плоскости (фиг.1, 3 и 5; фиг.2, 4 и 6 соответственно);
- продольные оси каналов I-III колен 16, 18 и 20 расположены в разных плоскостях (фиг.9-11). При этом первый канал I колена 16 может быть расположен под (фиг.9) или над (фиг.10) двумя другими каналами II и III колен 18 и 20.
Для решения технической задачи отсечения печного шлака 2 при полном выпуске жидкого металла 1 из ванны печи 12 описанные на фиг.1...11 варианты расположения каналов I-III колен 16, 18 и 20 не имеют принципиального значения. Принципиальное значение имеет выполнение условия (1). Однако это разнообразие расположения каналов I-III колен 16, 18 и 20 и связывающих их каналов 17 и 19 трехколенной трубы 15 необходимо при решении конструктивной задачи стыковки трехколенной трубы 15 с корпусом печи конкретной конструкции.
Также для решения технической задачи отсечения печного шлака 2 при полном выпуске жидкого металла 1 из ванны печи 12 не имеет принципиального значения форма поперечного сечения каналов I-III колен 16, 18 и 20 трехколенной трубы 15. Однако в любом случае поперечное сечение канала III на выходе из трехколенной трубы 15 выполняют круглым 21 (фиг.1-4). Этим обеспечивают устойчивую форму потока жидкого металла при движении от печи до ковша.
Трехколенная труба 15 в настоящей печи для получения жидкого металла может быть изготовлена по-разному.
Во-первых, наружная часть колен 16, 18 и 20 может быть выполнена металлической, охватывающей огнеупорные материалы, из которых выложена внутренняя часть каналов I-III и каналов 17 и 19. Для увеличения жесткости колена могут быть соединены перемычками 24 и 25 (фиг.1).
Во-вторых, трехколенная труба 15 может быть выполнена в виде единого блока из огнеупорного материала. В этом случае каналы I-III колен 16, 18 и 20 и каналы 17 и 19 (фиг.1) получают путем выжигания заложенных в блок элементов при его изготовлении, выполненных из соответствующих материалов. Отмеченное исполнение трехколенной трубы 15 является предпочтительным.
В любых вариантах исполнения трехколенной трубы 15 предусмотрено наличие устройств 26 (фиг.1 и 2) для транспортировки этой трубы к/от печи. Последнее прежде всего необходимо для периодической замены трехколенной трубы 15 по мере износа внутренней поверхности каналов I-III ее колен 16, 18 и 20 и каналов 17 и 19.
При установке трехколенной трубы на кронштейн 22 и ее креплении к кронштейну и корпусу печи 6 обеспечивают плотное сочленение канала I колена 16 и сливного отверстия 13, исключающее подсос воздуха в процессе выпуска жидкого металла из ванны печи 12.
В процессе работы печи происходит остывание каналов I-III колен 16, 18 и 20, а также каналов 17 и 19. Это остывание может проявится негативно при выпуске жидкого металла 1 из ванны печи 21 в виде образования застывших участков металла. Для избежания отмеченного в конструкции печи при ее нормальном положении предусмотрено наличие металлической трубы 27 в канале III трехколенной трубы 15 (фиг.12). По центральному каналу трубы 27 подают, например, природный газ 29, а по зазору - воздух 30. Образующимся факелом 31 обогревают каналы I-III и каналы 17 и 19 до начала выпуска жидкого металла из ванны печи 12. Более того, на трубе 27 крепят крышку 32, например, винтами 33 с возможностью ее перемещения вдоль этой трубы (по мере износа конца трубы 27; необходимости регулирования положения трубы 27 в канале III). Крышкой 32 перекрывают выпускное отверстие 21 и таким образом продукты горения газа накапливаются в трехколенной трубе 15 и увеличивают давление газа в ее каналах. Образующийся газ под давлением прорывается в рабочее пространство печи 11 и за счет борботажа, во-первых, происходит постоянное обновление жидкого металла 1, частично находящегося в канале I колена 16, за счет металла ванны печи 12, во-вторых, устраняется та незначительная часть шлака 2, которая попала в канал I в процессе начальных этапов заполнения ванны печи 12 жидким металлом 1.
Механизм подвода/отвода трубы 27 в отверстие III, соединение трубы 27 с источниками горючего газа 29 и воздуха 30 в настоящих материалах не рассматриваются из-за их известности из других источников. В частности, решение этой задачи может быть выполнено вручную, хотя предпочтительна механизация этих операций.
В ряде конструкций печи описанного обогрева каналов I-III и каналов 17 и 19 трехколенной трубы 15 может оказаться недостаточно. В этом случае по меньшей мере третье колено 20 трехколенной трубы снабжают известной системой электрического подогрева.
Применение предложенной печи для получения расплавленного металла, рассчитанной на полный выпуск жидкого металла из ванны печи, обеспечивает полное отсечение печного шлака от выпускаемого металла. Последнее упрощает и сокращает время проведения операций внепечной обработки жидкого металла, следовательно, позволяет иметь экономию энергии. Улучшается чистота жидкого металла в ковше, что повышает качество разливаемых заготовок и производимой из них прокатной продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОМЕЖУТОЧНОЕ УСТРОЙСТВО ДЛЯ ОТСЕЧЕНИЯ ШЛАКА ОТ МЕТАЛЛА ПРИ ВЫПУСКЕ ИХ В ВИДЕ РАСПЛАВА ИЗ ПЛАВИЛЬНОГО АГРЕГАТА | 2006 |
|
RU2339887C2 |
| СПОСОБ ОТСЕЧЕНИЯ ШЛАКА ПРИ ПЕРЕЛИВАНИИ РАСПЛАВЛЕННОГО МЕТАЛЛА ИЗ КОНВЕРТЕРА ЧЕРЕЗ ВЫПУСКНОЕ ОТВЕРСТИЕ В КОВШ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294380C2 |
| СПОСОБ ОПОРОЖНЕНИЯ МЕТАЛЛОПЛАВИЛЬНОЙ ЕМКОСТИ ОТ ОСНОВНОЙ ЧАСТИ ЖИДКОГО МЕТАЛЛА ЧЕРЕЗ ВЫПУСКНОЕ ОТВЕРСТИЕ В ДОННОЙ ПОВЕРХНОСТИ ЕМКОСТИ И МЕТАЛЛОПЛАВИЛЬНАЯ ЕМКОСТЬ | 2005 |
|
RU2293937C2 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМИЧЕСКИЙ СОСТАВ ЖИДКОЙ СТАЛИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288280C1 |
| ПРОДУВОЧНЫЙ ЭЛЕМЕНТ АГРЕГАТА ДЛЯ ПОЛУЧЕНИЯ ИЛИ ДОВОДКИ СТАЛИ | 2003 |
|
RU2230796C1 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМИЧЕСКИЙ СОСТАВ ЖИДКОГО МЕТАЛЛА И ШЛАКА ВНУТРИ ЕМКОСТИ ПЛАВИЛЬНОГО АГРЕГАТА ИЛИ ЛЮБОЙ ДРУГОЙ ПРОМЕЖУТОЧНОЙ ЕМКОСТИ, РАСХОДУЕМАЯ ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМОЙ ФУРМЫ ИЗ САМОСПЕКАЮЩЕЙСЯ/САМОТВЕРДЕЮЩЕЙ СМЕСИ И УСТРОЙСТВА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2005 |
|
RU2299912C2 |
| ВАННА МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2163331C1 |
| ПЕЧЬ ДЛЯ ПЛАВКИ В ЖИДКОЙ ВАННЕ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ЦВЕТНЫЕ, ЧЕРНЫЕ МЕТАЛЛЫ И ТУГОПЛАВКИЕ ОБРАЗОВАНИЯ | 2008 |
|
RU2401964C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ ИЗ ПРОМЕЖУТОЧНОГО КОВША В КРИСТАЛЛИЗАТОР И ПОГРУЖНОЙ СТАКАН ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2236326C2 |
| ПЕЧЬ | 2005 |
|
RU2317336C2 |

Изобретение относится к области металлургии, в частности к производству жидкого металла в дуговых печах. Печь снабжена трехколенной трубой, плотно сочлененной со сливным отверстием для выпуска жидкого металла из ванны. Каналы трехколенной трубы сообщены между собой для выпуска жидкого металла из ванны через выпускное отверстие трехколенной трубы, при этом при нормальном положении печи продольные оси по меньшей мере первого и второго каналов колен трехколенной трубы расположены наклонно по отношению к горизонтальной плоскости, а продольная ось канала первого колена наклонена к горизонтальной плоскости в направлении свода печи. Изобретение позволяет полностью отсекать печной шлак от расплавленного металла в процессе выпуска его из ванны печи. 14 з.п. ф-лы, 12 ил.
ρм·l2·cos(90-α±γ2)>ρш·[hш+l1cos(90-α+γ1)],
где α - наибольший угол наклона печи от горизонтальной плоскости в направлении сливного отверстия в конце полного выпуска жидкого металла из ванны печи;
hш - прогнозируемая наибольшая толщина шлака над входом в канал первого колена трехколенной трубы в конце полного выпуска жидкого металла из ванны печи;
ρм и ρш - плотность жидкого металла и шлака соответственно в конце выпуска жидкого металла из ванны печи;
плюс γ2 - в случае отклонения продольной оси канала второго колена от горизонтальной плоскости в направлении пода печи;
минус γ2 - в случае отклонения продольной оси канала второго колена от горизонтальной плоскости в направлении свода печи.
| ОКОРОКОВ Н.В | |||
| Электроплавильные печи | |||
| - М.: Металлургиздат, 1945, с.99-135 | |||
| Устройство для слива расплава из металлургических печей | 1977 |
|
SU703743A1 |
| СОЕДИНЕНИЕ МЕЖДУ ВЫПУСКНЫМ НОСКОМ МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ И СОЕДИНЕННОЙ С НИМ ЗА СЧЕТ ПОСАДКИ ЗАЩИТНОЙ ТРУБОЙ ИЛИ ПОГРУЖНОЙ ВЫПУСКНОЙ ТРУБОЙ | 1991 |
|
RU2013732C1 |
| RU 94036872 А1, 27.08.1996 | |||
| WO 00/60297 А1, 12.10.2000. | |||

