Изобретение относится к области черной металлургии, в частности к производству стали в мартеновских печах.
Известно выполнение ванны мартеновской печи, в которой на входе в сталевыпускное отверстие установлено заграждение, уменьшающее попадание шлака в металл при его выпуске из печи (DE 1198392, 18 в 5/26).
Основным недостатком известного технического решения является невозможность оставления части жидкой стали в печи.
Известно применение для футеровки подины электродуговых печей набивной массы Ankerharth, разработанной фирмой Veitsch - Radex, высокие эксплуатационные свойства которой позволили применить донную продувку на базе системы VVS, конструктивные особенности которой позволяют осуществлять целенаправленную регулируемую подачу газа в расплав металла по возможно большей его поверхности, дает возможность работать с постоянным нахождением части жидкого металла от предыдущей плавки в печи, что способствует ускорению начала донной продувки при реализации последующей плавки. При этом стойкость подины многократно повышается - выше 600 плавок (Josse Bachmayer, Walter Hirtenlehner, "NEUSTE ERFAHRUNGEN MIT BEDECKTEME - OFENSPULEN", Vortrag gehalten beim Kurzseminar in Kladno, TSCHECHIEN am 30 Juni 1993, p. 1-20; Кузнецов А. В. , Шумахер Э.А., "Опыт применения различных видов огнеупоров для футеровки сверхмощной электродуговой печи", Сталь N 1, 2000, Москва, ООО "Интермет Инжиниринг", с. 29-32).
Наиболее близкой по технической сущности и достигаемому результату к изобретению является ванна мартеновской печи, содержащая задний и передний откосы, поперечные откосы, под, в котором размещена установка донной продувки на базе системы VVS, и выполненное в заднем откосе сталевыпускное отверстие (Купшис Э., "Донная продувка мартеновских печей системы VVS", Сталь N 1, 2000, с. 21-22).
Специально разработанная для мартеновских печей технология продувки через подину печи нейтральными газами при помощи установки донной продувки на базе системы VVS позволяет повысить производительность на 3-7%, улучшить качество стали за счет интенсивного перемешивания жидкой ванны, снизить расход энергоресурсов и горячие простои в 3 раза, расход огнеупоров и магнезита в 2 раза.
Недостатком известной конструкции ванны мартеновской печи является отсутствие условий для специального оставления в ванне части жидкой стали от предыдущей плавки для ускорения начала донной продувки при реализации последующей плавки. Кроме того, в прототипе нет указаний на необходимость расположения установки донной продувки в районе оставленной в ванне жидкой стали. Отмеченное не позволяет в полной мере использовать достоинства донной продувки на базе системы VVS.
Желаемым техническим результатом изобретения является устранение указанных недостатков известной конструкции, создание условий для максимального использования достоинств донной продувки путем ускорения начала ее реализации, что приводит к сокращению продолжительности плавки.
Это достигается тем, что в известной ванне мартеновской печи, содержащей задний и передний откосы, поперечные откосы, под, в котором размещена установка донной продувки на базе системы VVS, и выполненное в заднем откосе сталевыпускное отверстие, по изобретению, на поду перед сталевыпускным отверстием расположено подковообразное возвышение, обращенное вогнутой частью в сторону заднего откоса с указанным отверстием с замыканием на стенки ванны вокруг сталевыпускного отверстия и имеющее высоту, позволяющую оставлять в ванне после выпуска плавки сталь в количестве 8-10% от объема плавки.
Кроме того, установка донной продувки может быть размещена под оставляемой в ванне сталью.
Центр установки донной продувки желательно должен быть расположен в точке пересечения продольной оси ванны и оси сталевыпускного отверстия.
При необходимости полного выпуска стали из ванны возвышение разрушают.
Кроме того, установка скрытой донной продувки расположена по меньшей мере в районе начала выхода сталевыпускного отверстия из ванны.
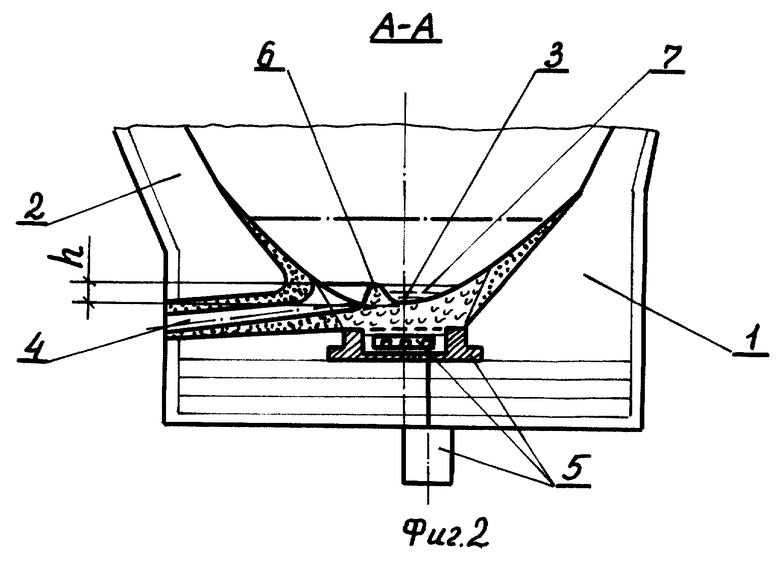
Ванна мартеновской печи пояснена схематическими чертежами на фиг. 1 и 2. На фиг. 1 показан вид сверху на часть ванны в районе сталевыпускного отверстия, на фиг. 2 - разрез А-А на фиг. 1.
Ванна содержит передний 1 и задний 2 продольные откосы, два поперечных откоса (на фиг. условно не показаны, т.к. не меняют существа предложения), под 3, сталевыпускное отверстие 4, установку скрытой донной продувки стали 5 на базе системы VVS. В ванне, на ее поду в месте выхода сталевыпускного отверстия из ванны, выполнено возвышение 6 высотой h. Возвышение выполнено в виде подковы, обращенной вогнутой частью в сторону продольного откоса со сталевыпускным отверстием 4 с замыканием на внутренние стенки ванны на стороне этого продольного откоса. В ванне предусмотрено оставление части стали 7 после выпуска плавки.
Возвышение 6 выполнено из набивной массы и расположено в ванне с возможностью свободного выпуска основной массы стали из ванны, т.е. не перекрывает выпускное отверстие 4, полностью сохраняя размеры его сечения в месте выхода отверстия 4 из ванны (см. фиг. 1 и 2). Последнее достигается благодаря подковообразной форме возвышения 6 и расположению вогнутой части указанной подковы в сторону откоса с отверстием 4. При этом исполнение этой подковы может быть выполнено по кривой второго порядка или в виде ломаной линии (как показано на фиг. 1). Высоту возвышения 6 выбирают из условия оставления в ванне после выпуска стали примерно 8...10% ее первоначального объема (т.е. объема плавки).
Таким образом, после выпуска стали предыдущей плавки в ванне печи остается часть стали 7, уровень которой определен высотой h возвышения 6, которая в свою очередь вычисляется из выражения:
где T - заданная садка печи, т;
ρ - плотность металла, т/м3;
K - коэффициент емкости ванны;
S - площадь пода, м2.
(Согласно В. И. Явойскому и др. "Металлургия стали". М.: Металлургия, 1983, с. 427. . . 429 в расчетах принято принимать K = 0,45...0,7; ρ = 6,9 т/м3. В этом случае для ванны 130 т мартеновской печи имеем
т.е. можно принять h = 0,06 м).
Длина l пода печи, занимаемая оставляемым металлом 7 (см. фиг. 1) равна:
где α - угол наклона пода ванны в продольном направлении, обычно принимаемый равным α = 2...4o.
Следовательно, при угле α = 4o, в нашем случае 130 т печи имеем:
Для ускоренного начала осуществления скрытой донной продувки после завалки шихты последующей плавки установку скрытой донной продувки 5 располагают в районе пода ванны, где сосредоточена оставляемая сталь, определяемом размером l. Наиболее предпочтительно установки 5 располагать с центром в точке пересечения продольной оси ванны и оси сталевыпускного отверстия, т. к. в этом районе уровень оставленной стали 7 является наибольшим и соответственно эффективность донной продувки будет выше. Расположение остальных установок скрытой донной продувки в ванне печи определяется другими соображениями, не рассматриваемыми в настоящем предложении.
По мере эксплуатации мартеновской печи возникает необходимость разрушения возвышения 6 для полного выпуска стали. Эта необходимость всегда возникает из-за недопустимого износа подины (после порядка 600 плавок при применении набивной массы Ankerharth), а также в других случаях. Исполнение возвышения 6 подковообразным с обращенной в сторону продольного откоса со сталевыпускным отверстием 4 вогнутой частью позволяет это выполнить через центральное завалочное окно перед началом завалки шихты последней плавки.
Применение предложенной ванны мартеновской печи позволяет расширить возможности скрытой донной продувки нейтральными газами на базе системы VVS по сокращению продолжительности плавки за счет более раннего начала этой продувки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2163330C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ И МАРТЕНОВСКАЯ ПЕЧЬ ДЛЯ ВЫПЛАВКИ СТАЛИ | 2001 |
|
RU2197534C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2001 |
|
RU2197533C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2004 |
|
RU2260625C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2001 |
|
RU2198939C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2167946C1 |
| МАРТЕНОВСКАЯ ПЕЧЬ | 2000 |
|
RU2167945C1 |
| ПРОДУВОЧНЫЙ ЭЛЕМЕНТ АГРЕГАТА ДЛЯ ПОЛУЧЕНИЯ ИЛИ ДОВОДКИ СТАЛИ | 2003 |
|
RU2230796C1 |
| СПОСОБ БОКОВОЙ ПОДАЧИ ГАЗА ПОД УРОВЕНЬ ЖИДКОГО МЕТАЛЛА ВАННЫ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2003 |
|
RU2233891C1 |
| СПОСОБ ПРОДУВКИ МЕТАЛЛА В ВАННЕ ПОДОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2004 |
|
RU2265063C1 |
Изобретение относится к металлургии, в частности к производству стали в мартеновских печах. Ванна мартеновской печи содержит задний и передний откосы, поперечные откосы, под, в котором размещена установка донной продувки на базе системы VVS, и выполненное в заднем откосе сталевыпускное отверстие. На поду перед сталевыпускным отверстием расположено подковообразное возвышение, обращенное вогнутой частью в сторону заднего откоса с указанным отверстием с замыканием на стенки ванны вокруг сталевыпускного отверстия. Высота возвышения выбрана из условия необходимости оставления в ванне стали после выпуска плавки в количестве 8 - 10% от объема плавки. Технический результат - создание условий для максимального использования достоинств донной продувки на базе системы VVS путем ускорения начала ее реализации, сокращение длительности плавки. 2 з.п.ф-лы, 2 ил.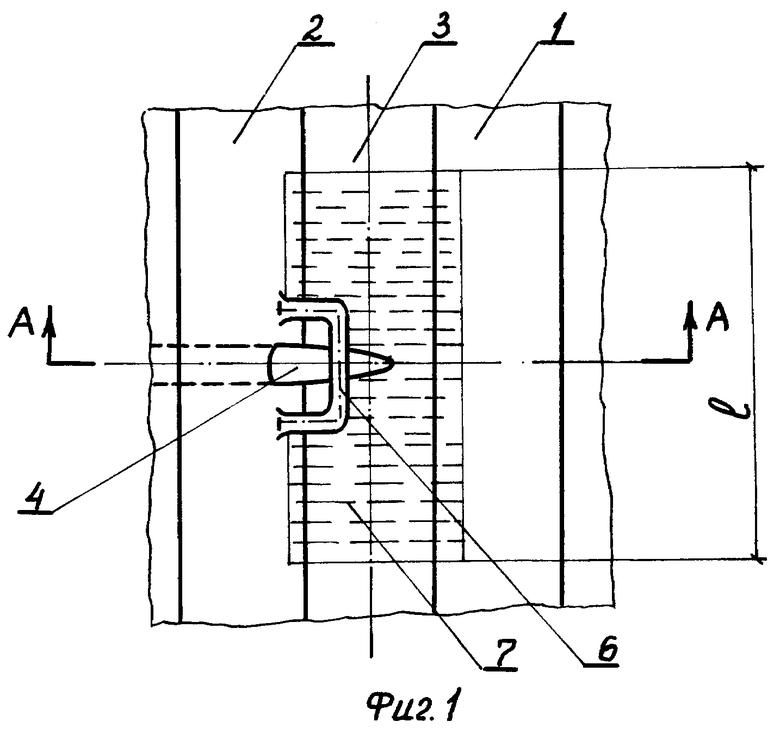
| КУПШИС Э | |||
| Донная продувка мартеновских печей системы VVS | |||
| - Сталь, N1, 2000, M., ООО "Интермет Инжиниринг", с.21-22 | |||
| Мартеновская печь | 1983 |
|
SU1164275A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ПОВРЕЖДЕНИЯ ЗЕРНА ВРЕДНОЙ ЧЕРЕПАШКОЙ | 0 |
|
SU257852A1 |
| СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ | 1991 |
|
RU2037525C1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| УПЛОТНЕНИЕ, СОДЕРЖАЩАЯ ЕГО СИСТЕМА И СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЯ | 2010 |
|
RU2504933C2 |
| DE 2951826, 19.05.1982 | |||
| Вакуумный термический деаэратор | 1974 |
|
SU560834A1 |

